8. Computer controlled machining¶
| This weeks design | |
|---|---|
| marble maze vector | dxf |
| marble maze vector inkscape | svg |
| Marble maze 3d | f3d |
This week we could make something big using the Cnc milling machine. This is one of the more powerful machines available in fablabs around the world. I was very keen on this weeks assignment. I love making and love to get more experience on the machine. I have used the machine in a few occasions but would love to get more into the possibilities of the cnc. First we got instructions about safety, the hardware and software. After which we started with the group assignment.
Group assignment¶
Before starting a big job on the cnc machine it is good to test how well the machine is aligned and knowing the properties of the machine. And it is a good way of understanding the machine. Since this machine require more expertise it was nice to work with a group so all the set up for the machine we could double check to reassure the settings and safety precaution were correct.
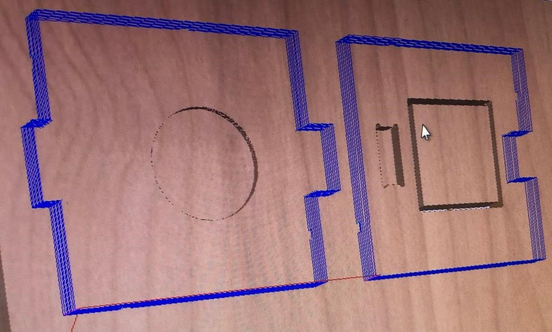
With the group we designed a square from 20 cm by 20 cm with a square on the inside of 10 cm by 10 cm. We create a joint opening on one side to be able to test the joint connection on the cnc. Futher we made a slot to test pocket accuracy. The second square we gave the same dimensions and added a cirle in the middle. We using plywood for the the and one of the fellow students wanted to check when reaching the other layer of the board.On this board we added a connection joint to test with the other square to see if we can get the two boards pressfit in eachother. The two squares we places next to each other in illustrator and thanks to the imput of a fellow student we added holes in the design to make simple drills. This way we could place screws to the board and the sacrificial layer of the CNC machine to hold the board in place. This way you can add more connection point in your design and be sure that the machine won’t touch them when running the job. Very smart imput.
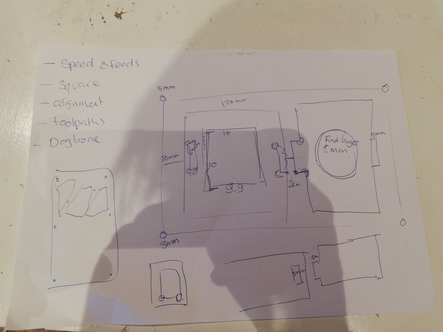 quick drawing of the group assigment test
quick drawing of the group assigment test
Partworks¶
When this simple test design was done we could move to the software of the cnc machine and open the file using partworks. This program is used to set up the rules of the design to the cnc shopbot whe have access to at the Waag Fablab. Here you can sett the order of milling. The driltype u use, set up dog bone constructions, etc.
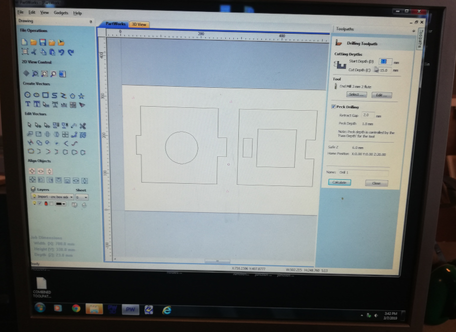 loading the design in the partworks software
loading the design in the partworks software
When you load you work in partworks the first screen pop up is where you decide the workfield of your design. This is a blank canvas where you will load your file onto. You can set the X and Y axis in this pop up. Good to remember that the width (X) is the long side of the cnc machine. In the box underneath you can decide the z axis. On top of the material or ot the button. In our case we place this on top. The X-Y origin is where the cnc absolute zero point (origin) is. We left this in default mode at button left. Last thing in the pop up are the units. In the Netherlands the standard is mm. It is important to pay attention to this pop up since this will decide how the cnc recognize the workfield it will work on. Having this set up wrong can ruin a careful though of design and material.
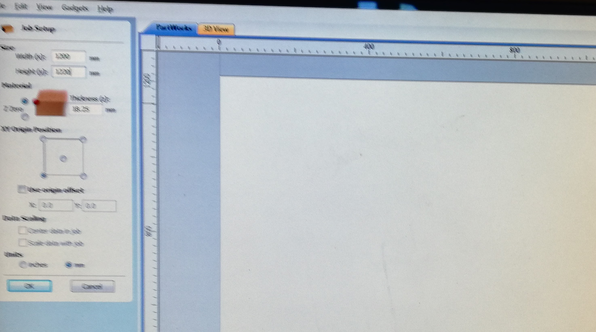 pop up screen
pop up screen
We loaded a Illustrator file in the software. Out of experience i know to double check the dimensions of the file. This software accepts ai, pdf, dxf. Sometimes it resize the design when loading it. I checked by the scaling option on the left side and compared the dimension with the dimension of the original.
Now the design is open in the program you can start selecting the order in which you want to cut. Also can you add fillet to the corners. When designing press fit designs for the cnc you have to take in account that the milling bits are round for obvious reasons. Because of this a rectangle will not have sharp edges when cutting the design from the inside. To make sure the design will be presfit you add fillets in the design. Normally the halve size of a drilling bit is sufficient. When a mill is 5 mm wide, a fillet should be 2.5mm. These fillets you add in the corner that have to connect to a other part. Outside corners are not important to take in account.
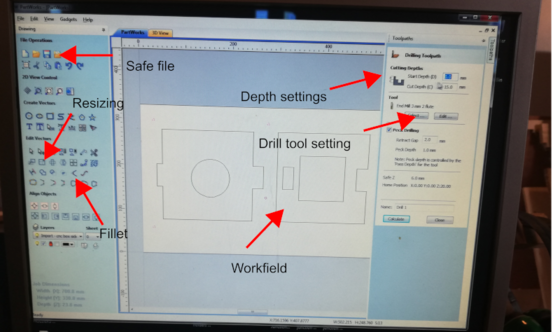 most common actions
most common actions
When setting up a cnc job it is wise to start with engraving/pockets and then work inside out. This way you prevent the board moving and parts that gets loose in the job. Even do later on you select tabs to keep the pieces in place it is wise to work inside out.
In our test case The first job we want to set is the drilling of the holes in the design. In my previous use of the cnc i always placed the screw out of the workfield, so this was a refreshing new way of board placement. We selected the drill we want to use and used a animation to show where the holes would be drilled. This part we saved separately as a shp (shopbot) file. Then we erased the holes from the design and continued setting up the order of the cutting. First the round pocket. The the pres fit pocket, inside square and last the outlines. With all the cut outs we used tab to keep them in place.
To select the different parts for cutting you select the parts you want to assign the rules for and press the tool path button on the right side of the program. This will show you a menu where you first decide the cutting depth (in case of a complete cut the thickness of the material) Then the type of drill you using for the job. In our case we used a two flute 5 mm milling bit.
You select the path you want to make. Complete path, drill hole, pocket, etc. this you select in the toolpath operation menu. Then you have to choose the depth cut each run (in general max halve the size of the mill size) and clearance/overlap (sligthly less then 50%) When all is set you calculate the job. Here you have the option to simulate the job in a 3d environment. This way you can see all the path the cnc will take to create the path.
When happy with the result you select the next path to calculate. This procedure you repeat till all the paths you want to cut are appointed and simulated. This 3d view we received for the test.
 All paths selected
All paths selected
Safe this as a shp file for the cnc and also safe the file as a partwork file. This in case you want to repeat the cutting or encountered problems with the cut and you want to make adjustment in the file. When everything was done in partwork we prepared the cnc machine for the job.
Shopbot¶
First We made sure the table of the cnc was clean without any object laying the. Also not on the guide rails of the machine. Then we switched the button on the right side of the machine to turn the machine on.
 on switch
on switch
Now the machine is on we can communicate with the machine with a software of shopbot to control the machine. This only works when the machine is on. Make sure that under the red button the key is not in the slot. When the software opens you can get to the control option by pressing K. A small menu pops up with direction on all axis. Now you move the mill bit closer so you can put the correct mill in the machine. This is be done by two key tools. You select the right collet for the job and place the dril in place. Make sure it is tight enough and that the length is long enough to cut through the material of choice.
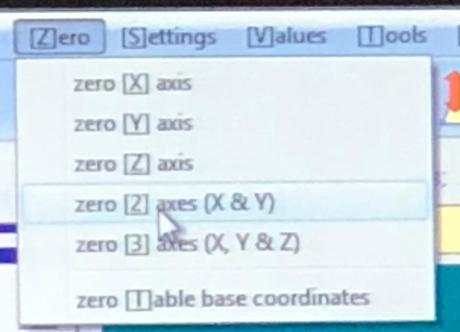
When this is done you have to decide the origin of the mill. First you go to the machine origin. This you do by pressing the XY icon on the top. Now the machine moves to the max origin in X and Y. After this is set the absolute x and y are defined. Then you manually send the machine to the desired origin. Then you go to menu and select the tab Zero and select zero axis (X and Y).
Before pressing it take a picture of the menu. Here are the moved coordinates in the display. This way you know where the x and y are located from the absolute origin. This enables you to do the job in two days because it knows the origin. Now the X and Y are determent you can set the z axis. This you want on top of the plate you want to cut. On the machine there is a metal bar when you press at the button of the mill a light appear in the software. This shows there is contact between the plate and the drill. Always check if this is working before deciding the Z axis. Then place the plate underneath the drill and select z axis icon in the menu. First the software give a warning to ensure the plate is underneath. Pres ok and the machines lowers to the metal plate. The software know the thickness of the metal plate and calculate the z axis. Now all of the origin is set and you remove the bit from the metal plate with the control panel.
 calulating the Z axis
calulating the Z axis
Shopbot CNC Machine¶
Now we prepare the machine to do the job. You put the exhaust on on the wall behind the machine. This allows you to press a red square button in front of the machine. Now the exhaust is running which will suck up the material which been cutted away. You shoould hear the sound of the exhaust. Then you put the key in the lock underneath the on switch. Now the mill starts rotating. Make sure everyone is aware that the machine will be on and on a safe distance. On the front of the machine you see the spindle speed of the mill. You can manually adjust this but we left it on default. 18.000 spindles per minute. In the front of the machine there is a big button stop. This will stop the machine straight away. Important to know where you can find the button on the machine.
 Most important button on machine
Most important button on machine
Now the machine is ready to upload the shp file. There are safety goggles and ear projection available close to the machine. The machine will make allot of noise and even though the drill is covered to prevent wood parts flying away this still could potentially happen. It for you own safety to keep this on during the proces.
Now we opened the file of the drill part for connecting the screws to the board and a screen appeared to start the job. By pressing start the machine starts with the job. The machine cut the drill holes 3 mm deep and went back to its origin. With the control panel we moved the drill so we could mount the screws in place. We made sure to put presure on the plate so the plate would be aligned with the sacrificial layer. before placing the board we removed all the uneveness from the sacrificial layer to make sure the plate was straight. Now the board in place we load the rest of the test design files and pressed start. Now the job begins. We a eye on the process so that we could pause at any moment. This you can do by pressing the space key. We were extra cautious knowing the screws where in the middle of the workfield. A touch of the drill and a screw can result in a spark which will be transfered by the exhaust in the rest material storage. When this happens you should press stop straight away and make sure to the the wood storage on flames. Luckely the job went quite smooth and in 10 minutes the job was done. We removed the key so the mill would stop and moved the machine with the control panel so we could remove the screws.
Testresults¶
The job seemed nice and it now was time to do the measurement. We removed the placed tabs by using a beitel and a hammer and took of the board. We tested the press fit options on the board. With a subtle hit of a rubber hammer the parts got into place. Also the pocket was well press fit. Then we started measuring all outside and inside dimensions if they were corresponding with the data we put in. Apart from very minimal offset it seemed quite ok job. A few side were of by a fraction of a millimeter but this could be very well the drill we have been using. Nothing to noticeable was there to see.
Speed, feed, spindle and other important settings Cnc¶
For the cnc machine there are countless of different mills present. Each for different purposes. For a flat surface it is best to use a endmill. It covers the most surface. There are many different shapes mill bit for specific purposes. Like V carve, Ball nose, etc. A mill often used at our fablab is the two flute endmill. It stands for a mill bit with two carve sides. There is also 1 of or 4 flute. the higher the flute number the better finish. But it has less space to remove chips of material. Are most common flute at our fablab is the two flute.

straight flute: Good edge quality upcut: Pres cut material to top. As result top layer may have damaged. Often used for aluminium or plastics downcut: Press cut material downward. Ensures a good top finish ball nose: Good tool for 3d cutting. Cutting in ball shaped form. V bit:This bit can create sharp edges. The tip can be uses to cut in narrow spaces. compression: Best of upcut and down cut. Smooth top and bottom. Surfacing bits: To make a smooth top surface of your workfield.
Spindlespeed: This is the rotational speed of the spindle. Measured is RPM (revolutions per minute). The default of our cnc shopbot is 18.000 but you can change this according material and needs. interesting article settings difference types of wood The spindle speed is related to the feedrate. The quicker the mill goes trought the x and y the faster the setting need to be. Found good information on this website
Feed rate is the speed the mill moves trough the x and y axis. often i start the job with 25mm/second. When i notice it goes smooth i put the speed up. Plungerate is the speed in which he does the z axis. I mostly leave plungerate in the stardard setting of 25 mm per second.
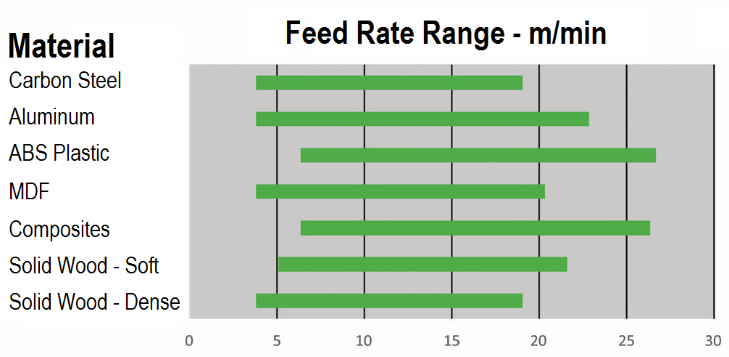 Range in speedsetting different material
Range in speedsetting different material
MAKE SOMETHING BIG¶
This weeks assignment is a very creative assignment with just a few limitations. Design something big with the use of the cnc machine. In hein sight i wish i did more research in the program so i could have though of potential projects. Creativity plays a big role in this assignment and there are so many possibilities in what to design and make.
First we went with the group to a local wood vendor to select your own piece of wood from 1.20 by 2.40. Knowing my time this week was limited i decided to go for a cheaper segment of wood type. This assigment require lots of time behind the cnc machine and we had to plan when who is using the machine. I decided to do my design on sunday on the cnc. This gave me saturday to design my idea.
Next step was to come up with a design. It was fun to brainstorm for the possibilities in what to make. The only limitation was that it should fit on one plate. All different furniture or art came in mind. From a wooden arty trashbin, a brochure holder, a cabinet, arty chairs, tablle constructions etc.
A few options i discarded because of the complexity. I wanted to make a press fit construction where different parts slide in each other. With some designs i turned out to become very hard to place all the pieces together. I also had in mind that the construction needs to be stable enough for the purpose. A chair you should sit on. A cabinet should be able to store stuff and still be stable. The more different parts you use in the design the more likely a mistake will be made in the process.
After searching for inspiration in the archive of fabacademy and online cnc ideas i saw a marble maze made with the cnc machine. I liked the playfulness of the design and decided to make a marble maze table. The table should be able to spin and rotate to move the marble in the maze https://nl.pinterest.com/pin/213076626097910711/?lp=true
 inspiration for cnc assignment
inspiration for cnc assignment
I decided to make my design in fusion 360. Previous i mostly used inkscape for designing in vector. But fusion gives me the option for parametric design and design in 3d so you can ave a preview of how the design might look like. Fusion give you more control over the sketch. I tried to design my table with just a few parts so i could put my focus on getting those parts right and fitting. For the press fit construction i used simple slots to combine different parts. I measured the thickness of the board on 5 different spotsto decide the size of the slots. The thickness varied between 18.15 mm and 18.35. I decided to design the slots with 18.25 mm thickness. This to ensure all the parts would stay in place and not be to loose, realizing i had to do sanding on other parts for a good fit.
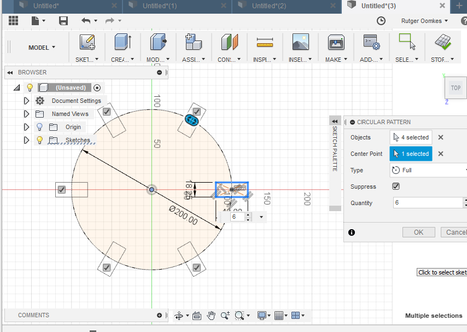
I started designing the base plate where the legs would fit. The base should fit 6 legs in. This was the amount i imagine that the table could rotate evenly and not be stuck at one point in the rotation. I designed a circle and with the use of circulair pattern i rotate the slots around the base. Then i change the thicknes to 18.25 and the length so that the legs would fit in. After the sketch was ready i extruded the sketch to 18.25 mm
Then i drew a hexagon in the middle to where the legs should end to be able to fit afterwards.
Then i created another sketch on the verical plane. I made a arc in fusion and used the trim tool to create a quarter arc. With the ofset tool i created the inside arc. Then i connected them to make a closed sketch. At the bottom i created a slot to fit the leg with the base. I made sure that the slots where the right dimension so the leg would sop at the hexagon. On the top of the quarter arc i drew a rechtangle to connect the top with the maze table. Again i used the trim tool to connect it to the leg. When i was content with the leg i extruded the design both ways 9.125 mm to get to the disired thickness of 18.25. This way the vertical design would fit nit on the base plate. When extruded i used the circular pattern again but now on a object to rotate it six times. The fits seemed nice. I made a few changes in the press fitt part because i was affraid that on some parts would be to much pressure. On the base plate i increased the slot depth so that the leg had to endure less pressure.
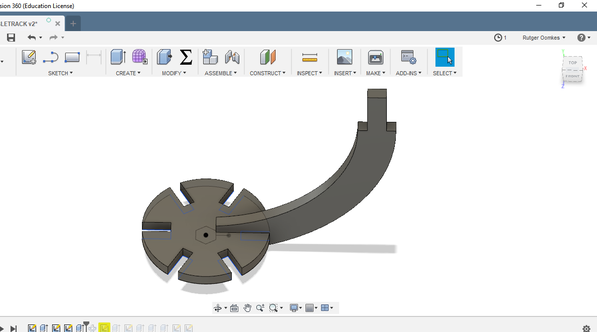 extruding the leg for presfit
extruding the leg for presfit
Now it was time to design the table top. I started the sketch on a horizon plane on top op the quarter arc. I drew a simple circle sligtly larger then 60 cm so the top would cover the legs on all sides. The i drew the rectangle and used circular pattern again to create 6 rectangles. The idea is that the legs go through the table so i made a small ofset to ensure that the legs would fit though and still tight enough for the table not to move loosely. I made the size .1 mm wider then the connection point. Then i extruded the plate 18.25 mm
 setting ofset
setting ofset
Last part was to create a rail. I though a rail is nice to spin the table and also to hide the joints. A used the same diameter as the table and made a ofset to the inside so the legs would be covered. Here i used a minimal ofset for the rectangles. I want the legs to fit in the rails but to be able to get it in without to much pressure. In this design presfit this part might be difficult because of the round shapes of the design. I cant’t put allot of force to get the joints in so it has to fit with minimal pressure. I used a ofset of .05 mm both directions. then again a circular pattern to spread it six times. Then i extruded the plate 18.25 mm
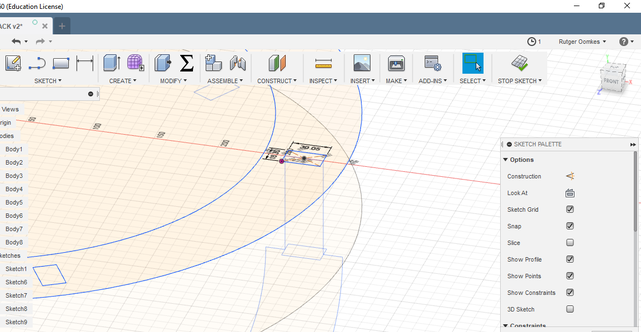 Small ofset
Small ofset
Now the parts were ready it was time to make a maze. I did not had the time to make a maze anymore so i started searching online for suitable round shaped mazes. Unfortunly i did not safe the link where i got the design from so i cannot link to the design.. This project is for personal use so i hope that is not a big issue. I uploaded the png in inkscape and with trace bitmap i converted the design in a vector. I realized i need to convert the vector so that the cnc wil cut the path and not the borders of the maze.
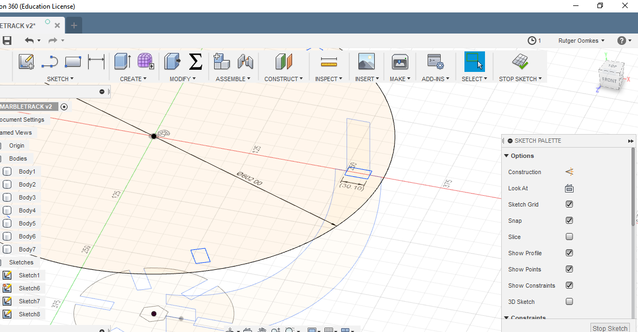
 The design in fusion 360
The design in fusion 360
Next step was to safe all my sketches in fusion to dxf. I imported all the sketches in inkscape and draw a rectangle of the size of the wooden plate. I placed the parts close to each other with at least a distance of 2 times the mill size which is 10 mm. I copied the legs six times and spread them over the canvas. Then i resized the maze to fit on the table top. I looked online to the average size of marble and wanted to make the path at least 10mm wide. To do this i had to remove the outer circle from the maze. The maze ends where the rail begins.
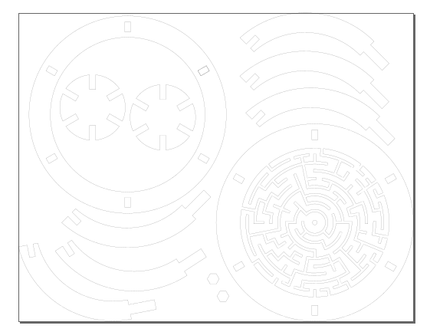 All parts layed out for the cnc machine
All parts layed out for the cnc machine
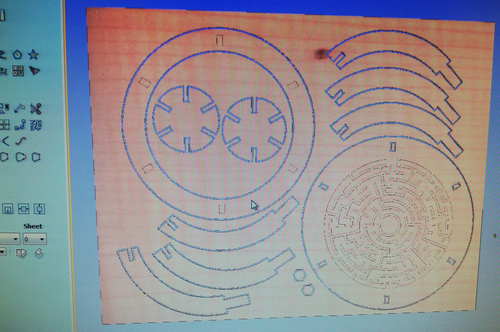
Now i was ready to import the design in partworks. When importing the file i checked the dimensions of the design. It was scaled and i brought the design back to the original size. The i scaled the working canvas in partworks so my design would fit nice on the canvas. Somehow the maze had double lines everywhere so i manually removed all the different lines. My biggest concern was that the maze would be cut out accordanly so i first checked how partworks would cut out the maze. I run a animation and it turned out it would cut the wrong parts. I went back to inscape to make some changes. I made open paths from the borders and closed the pathway. This way worked and now i could do the cut out the way i intended.
Before selecting the order in which i want to cut i added dog bone fillets at all the joints in my design. All the rectangles in made a fillet in all corners. Since i will be drilling with a 5 mm mill i used 2.5 mm for the fillets.
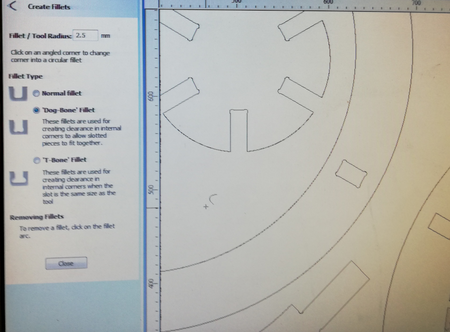 adding dogbones
adding dogbones
when this was set i made the order in which i wanted to cut the design. I wanted to start with the maze pocket, then the ring pockets, table opening inside cuts, outside cut base parts, inside ring cut, legs cut and lastly the outside cuts for the table and the ring and the two hexagon for support.
The maze i wanted to carve 5 mm in the material. I did a simulation and the estimated time was 1.5 hours for just this pocket cut. This would take to long for the design to finish so i halved the depth to 2.5 mm which reduced the time by 50%. The drill settings i changed the mill to a jazz flute 2 flute 5 mm and cutting depth 2.5 mm. The feeds and speed i left on default. The stepover was set at 46 % which should result in a nice smooth finish.
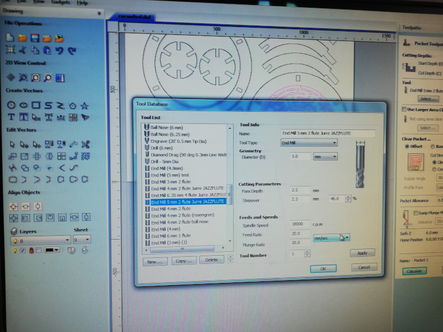 Settings used for all the cuts
Settings used for all the cuts
The pocket of the rail ring i carved 7.5 mm to ensure a strong fit. For the table opening i used a inside cut till cutting depth of 18.25. I did not dare to use a smal ofset here since the thickness of the material differs on the plate. The rest of the order was set in the same cutting options. Every order i saved seperatly to create the list of order. I added tabs with all my cuts. With the smaller parts i used four tabs and the larger rings i used 5 tabs.
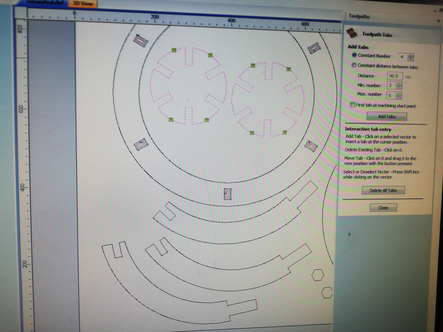 Adding tabs to ensure the design wont get loose during operation.
Adding tabs to ensure the design wont get loose during operation.
When the order was selected and all the rules of the different cuts were set i did a simulation to see how the job would go and if i miight had made mistakes in the cut. All seemed good and i was ready to prepare the machine for the job. I saved the file for the shopbot and also for partworks. These are added in the files.
 simulation of the job
simulation of the job
When cleaning the cnc area and mounting the board i drilled holes in the board around the working area. Even though the test we did before showed a different approach i felt more safe by having no screws in the working area. After drilling the holes i added the screws while holding pressure on the plate. To ensure that the plate was flat on the surface.
Luckily the drill we used for the test was still in the machine i did not have to replace it. I did double check if the dimensions were the same and that the drill was fixed the in the collet. Before using the mill i used the same precautions as on the test. I checked if the workfield was free. That the key was not in the machine. Then i turned the machine on to be able to open the shopbot software. I first set the absolute origin before moving to the desired origin. I made sure the cutting area was well inside the boundaries of the screws. Luckely my design left enough space around the board to put the origin well inside. After calculating the x,y and z axis is was almost ready to start milling. I turned the ventilation switch on the wall on and also the button on the machine. I made sure that the mill did not had contact with material when putting the key in the lock. Now the machine started spinning. I left the machine spinning for five minutes before loading my file. When all was set i loaded the file and press start. I kept my finger close to the space bar in case of any unexpected behavior of the machine. First the machine started cutting out the maze pocket and the machine sounded good. Time to relax and see the process.
 job started with cutting out the maze
job started with cutting out the maze
 Job done after around 3 hours
Job done after around 3 hours
Assemble the parts¶
When the job was done i was turned down the machine and moved the mill so i could inspect the board. I was disappointed to see that the mill did not cut completely thought the material. With a knife i check if i could get rid of the last part. I was just a mm to short and it turned out easy to remove the last mm with the use of a knife. It did take around 20 minutes to remove the last mm on all the parts. Then i used a saw to remove the tabs that hold the pieces in place. With sanding paper i cleaned all the parts to get rid of the upstanding woodpieces.
 Sanding the pieces
Sanding the pieces
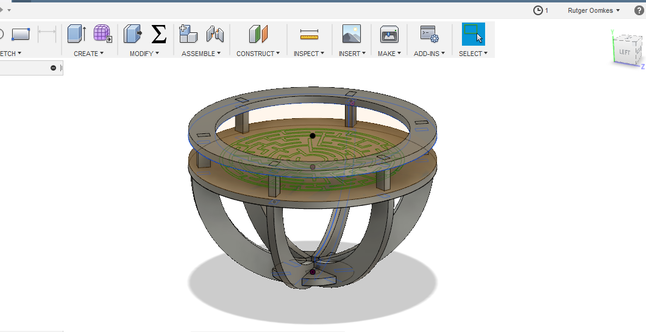
After all the parts were cleaned it was time to assemble my marble maze table. It was exciting and nerve wracking. I spend quite some time designing and making the object and in theory it should fit in each other. Now the theory was putting to the test. Also in the realization that because of the curved shape it would be harder to press the parts in place. I started mounting the base plate and the legs. I noticed i had to put pressure on it so i decide to sand the inside a bit to make a nice fit. Placing the board was also tricky. I did leave a small margin in the design but the thickness of the wood is not even on the design. I could put the legs in but noticed it was not a smooth fit. I removed the board and sanded the pockets and the connection points of the legs. After this it was easy to put the legs on. The last part was connecting the rail on the legs. Also here i used a small margin and it did not had to go through the material. This was a smooth fit. Lastly i placed the two hexagons in place to strengthen the design. And here it was. From fantasy, to design, to realization. Happy how it cam out and that all parts fit well in to each other.
 From fantasy
From fantasy
to design
 *to reality
*to reality

What i learned and what went wrong.¶
At first i felt the pressure of this weeks assignment. But i turned out to be the most fun one so far. I like the freedom in design something big. I would love to have more time for the assignment but these are the rules. I am pleased with the outcome. The design fits well and looking at it make me smile. Thats worth something. I did have some prior experience with the use of the machine but i learned new aspects of the machine. So far i did not used the presfit method on the cnc. I did not have great affection for the cnc, mostly because of the preparation and the time your stuck behind the machine. But i changed my mind. Love the possibilities and can’t wait to continue experimenting with the machine. The only thing what went wrong is not using a small ofset in the thickness of the material.. This resulted in that the design was not completely cut out till the bottom of the plate. Luckily this was a easy fix since it was just 1 mm short.
 top view
top view
 By turning the game around you get a stable table
By turning the game around you get a stable table