6. 3D Scanning and printing¶
group assignment
Test the design rules for your 3D printer(s)
individual assignment
- Design and 3D print an object (small, few cm3, limited by printer time) that could not be made subtractively
- 3D scan an object (and optionally print it)
| Documentation |
|---|
| 1. Boat.stl |
This week, I will test the limits of the FDM 3D printers we have in the lab, print a model on scale of my final project and learn how to use a STL printer and a 3D scanner.

6.1 Group assignement¶
Making the 3D model¶
We have two types of 3D printers in the lab :
- FDM 3D printers
- STL 3D printers
We are most likely to use a FDM printer and as it’s the less precise one, we will test the printer tolerances.
There are three ways to get a 3D model in our computer :
- Making the 3D model using a 3D CAD modeling software
- Using a 3D scanner to digitalize a real model
- Getting the model online in a sharing model website
For this first test, we are going to print using PLA and the standard settings the 3D printer tolerance test from Amanda and mesure the tolerances of the printer.
Slicing the model¶
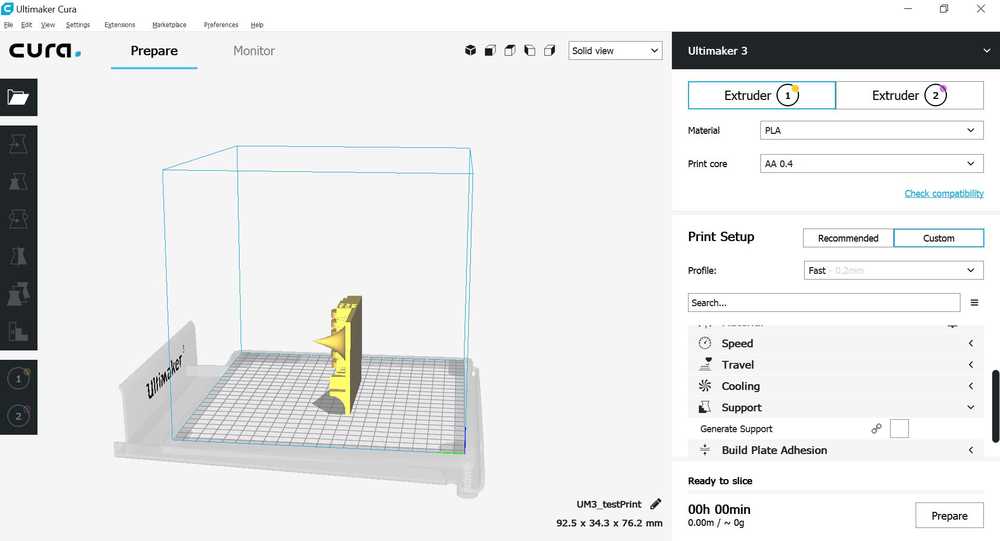
We used Cura as a slicer to prepare the part for the printer. First we uploaded the STL file by drag and drop it, then using the rotate tool we placed the part correctly on the surface of the bed.
 |
 |
NOTE : It’s possible to do some basic operations in Cura :
- Move the model
- Scale the model
- Rotate the model
- Cut the model in different parts
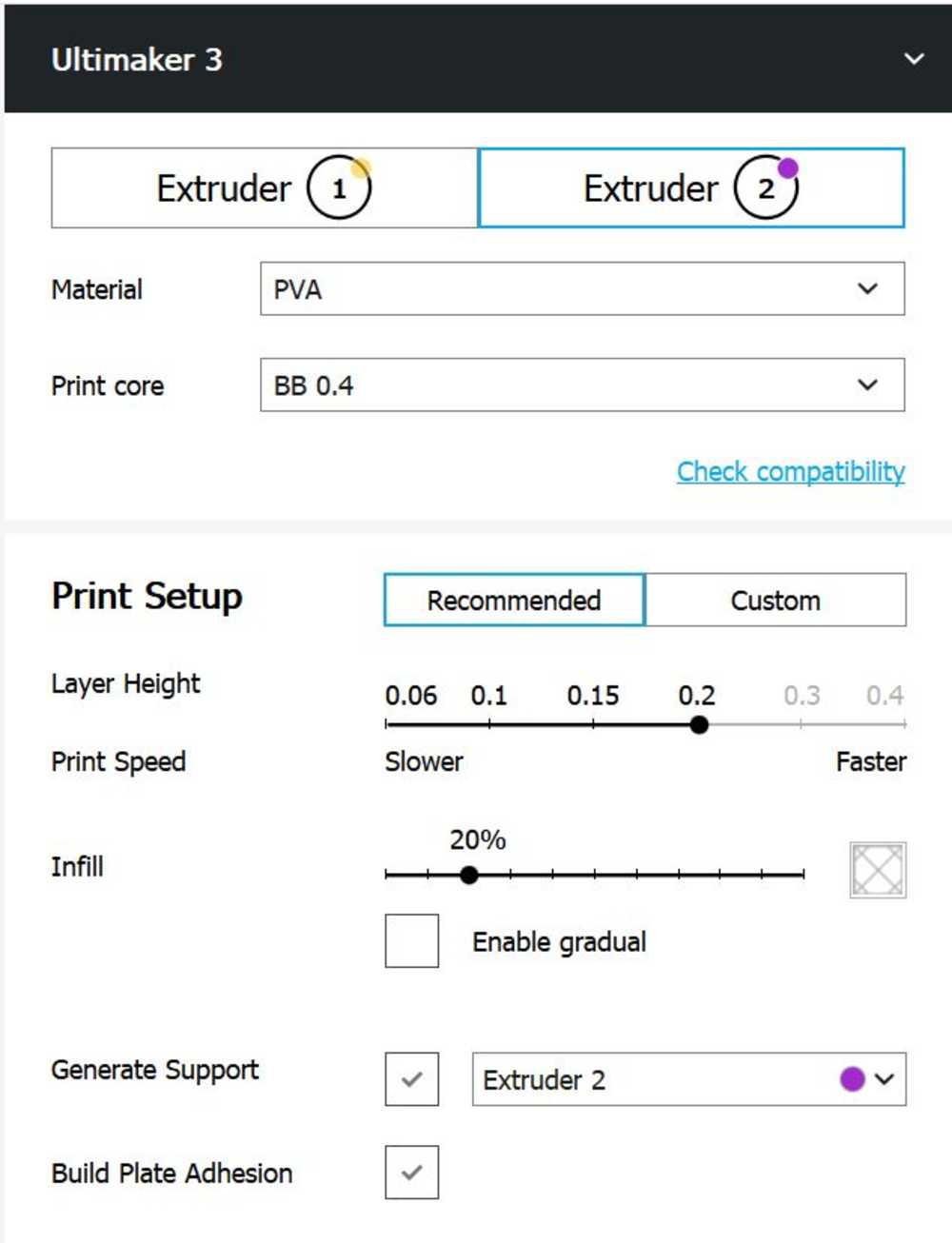
In Cura (and all the slicers) you have many options you can tune to make a 3D print. For my print I used the following parameters :
- Extruder 01 : 0.4 AA - PLA
- Extruder 02 : 0.4 BB - PVA
- Generate support (using Extruder 02)
- Layer height : 0.2 mm
- Infill : 20%
- Temperature Extruder 01 : 200 °C
- Temperature Extruder 02 : 220 °C
 |
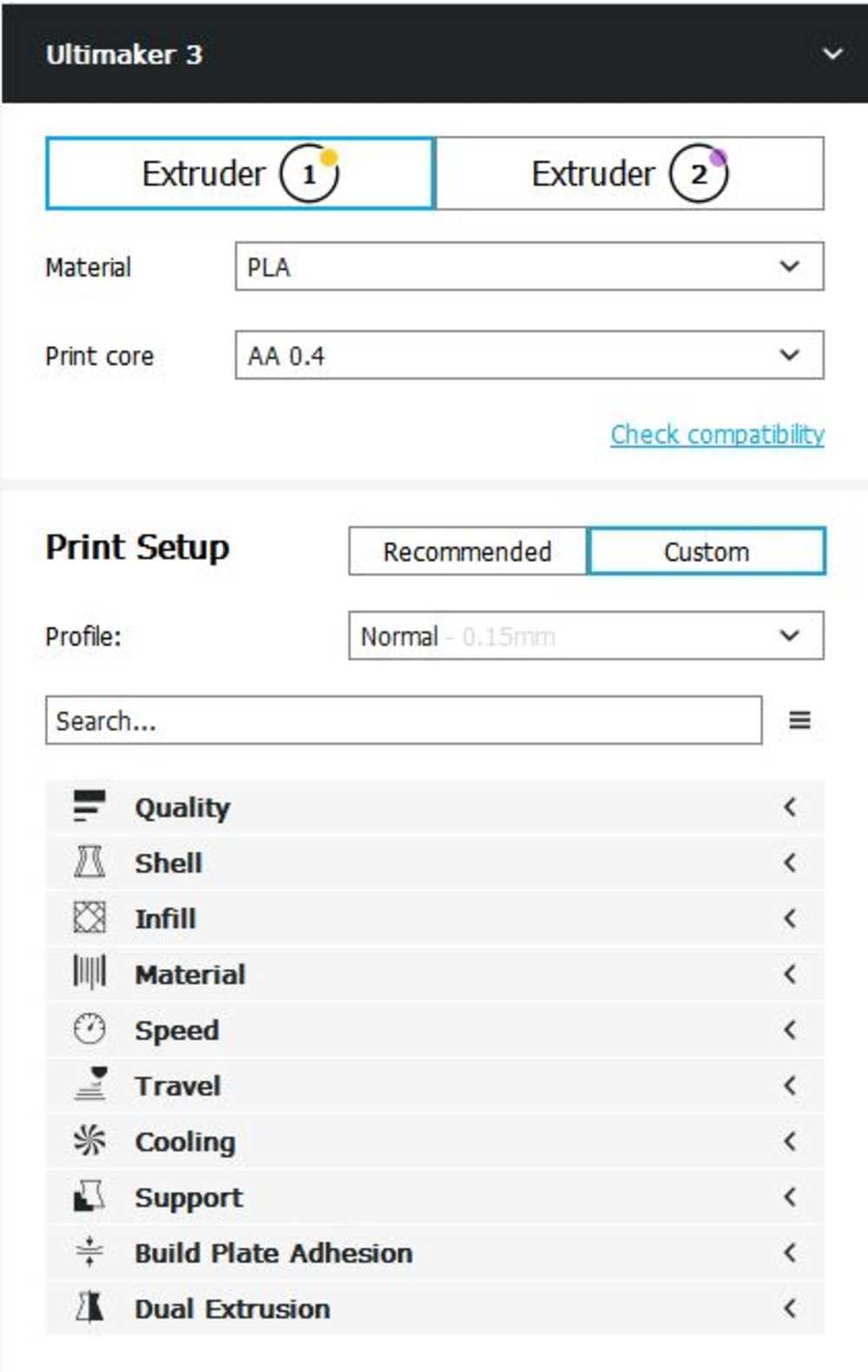 |
NOTE : The custom settings are very handy when it comes to give special properties to the part we are making such as :
- Details using layer height
- Resistance using shell or infill.
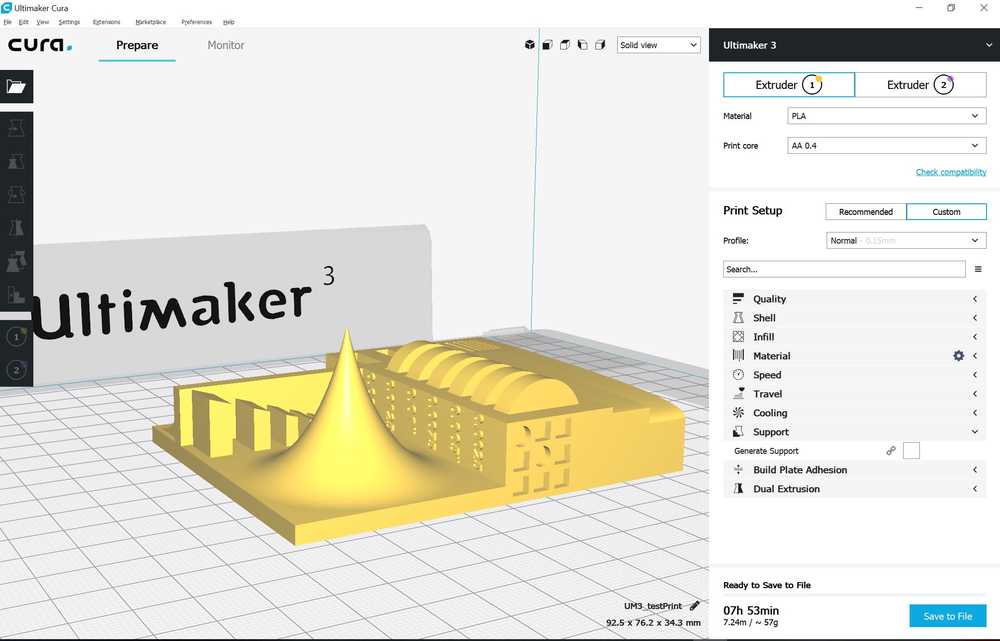
Once the file was compiled the software gave us some information :
- The print will take around 07 hours and 53 minutes
- It will use 7.24 meters of filament
- It will weight around 57 grams
Then we saved the generated gcode in usb pin drive.
Printing the model¶
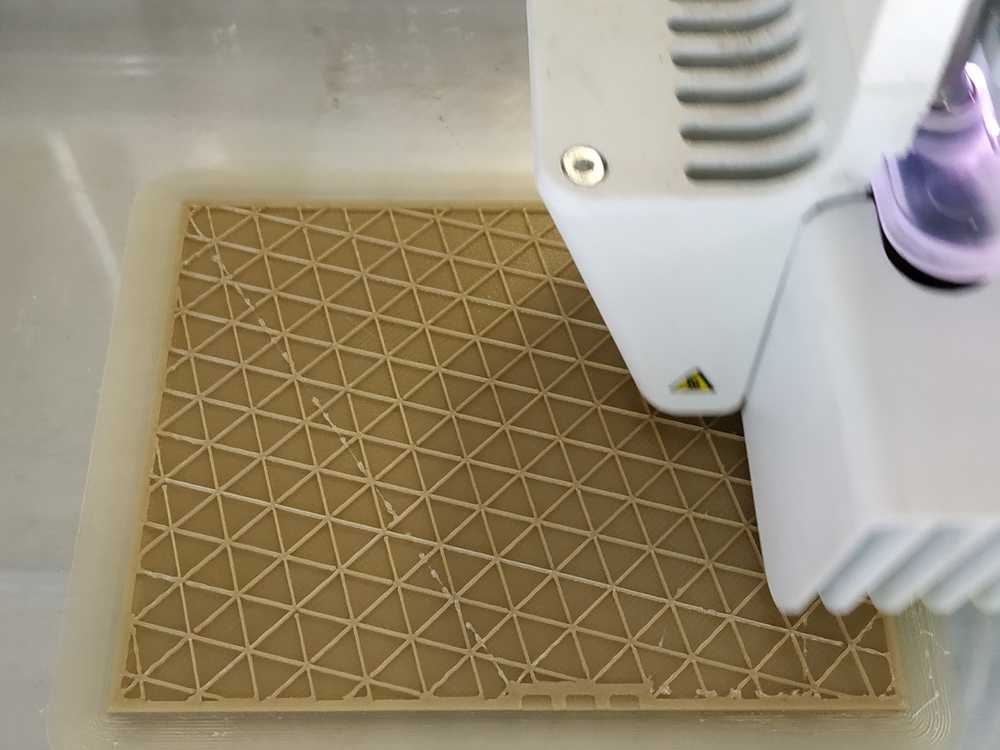
We placed the pin drive in the 3D printer. We checked that we had PLA filament in the extruder 1 and that the extruder 1 was a AA 0.4 extruder. We then started the print from the user interface. We checked that everything was starting properly. During the print we were able to see the infill of the print.
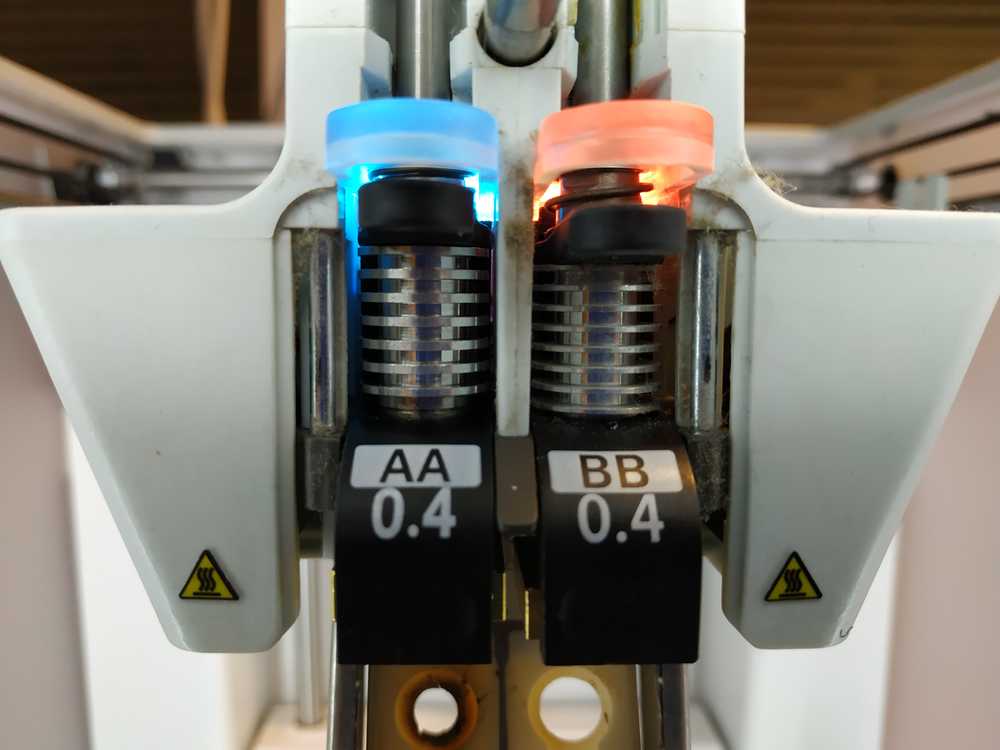 |
 |
Once it was done we used a spatula to remove the part from the based :

Studying the results¶
Once we had the part, we could see the printer tolerances
Few things to notice here :
- The tolerances for the moving parts aren’t big enought to make the parts mobile
- There’s no stringing with this settings
- The machine is able to make walls (inner and outer) up to 0.4mm
- The settings worked well with the sharp peak (up to 0.4mm)
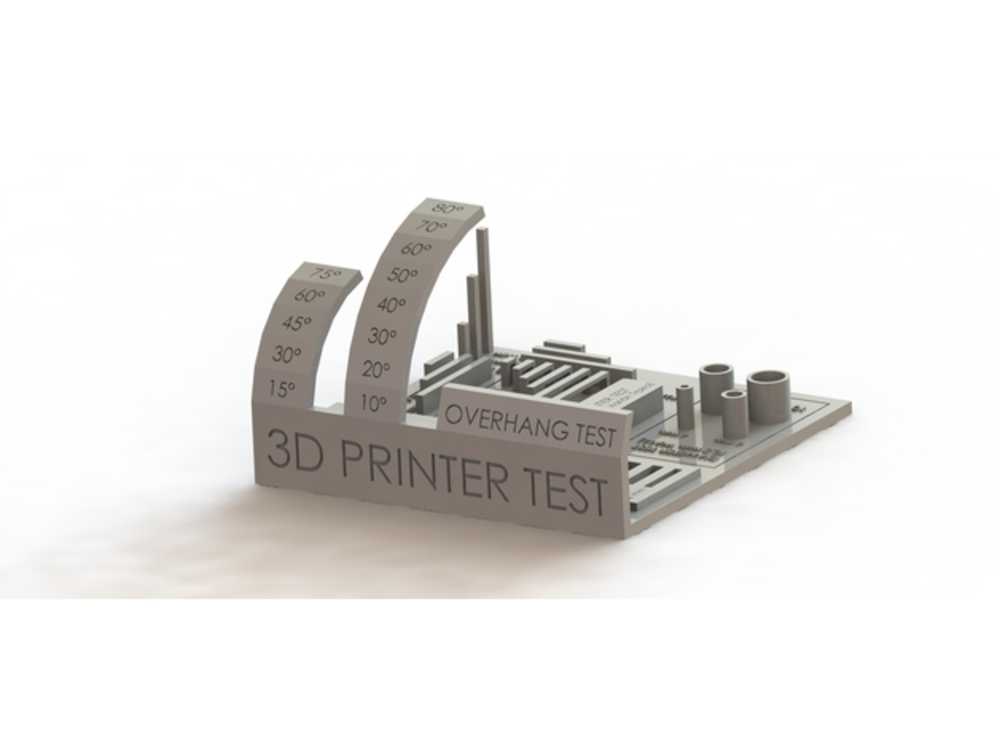
Adding datas with another model¶
We found another model to print to test different tolerance of the machine. We used the exact same settings.
 |
 |
Here are the features we can see from this print :
- Overhangs works fine up to 45°
- Regarding the tubes we measured the inner diameter :
| Value set | Real value |
|---|---|
| 8mm | 7.8mm |
| 6mm | 5.65mm |
| 4mm | 3.8mm |
| 2mm | 1.5mm |
- We measured also the lenght tests :
| Value set | Real value 01 | Real value 02 |
|---|---|---|
| 10mmm | 10.2mm | 10.2mm |
| 20mm | 20.1mm | 20mm |
| 30mm | 30.1mm | 30mm |
In both tests we can see some differences between the expected dimensions and the real ones.
Overall the machine gives a pretty good representation of the model we can make but it’s not giving an exact representation.
6.2 Personal assignement¶
I’m familiar with 3D printing but I wanted to explore things I was not so familiar with. So I decided to go for some tests :
- Make a part using FDM dual extrusion and soluble material as support
- Make a crazy shape on the STL printer
3D printing using the FDM printer¶
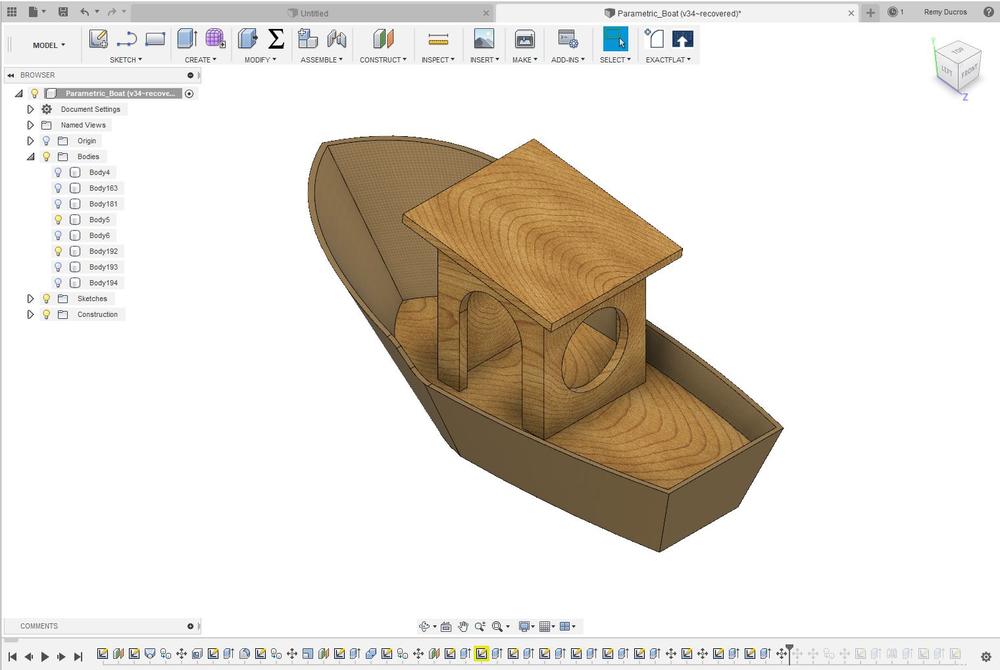
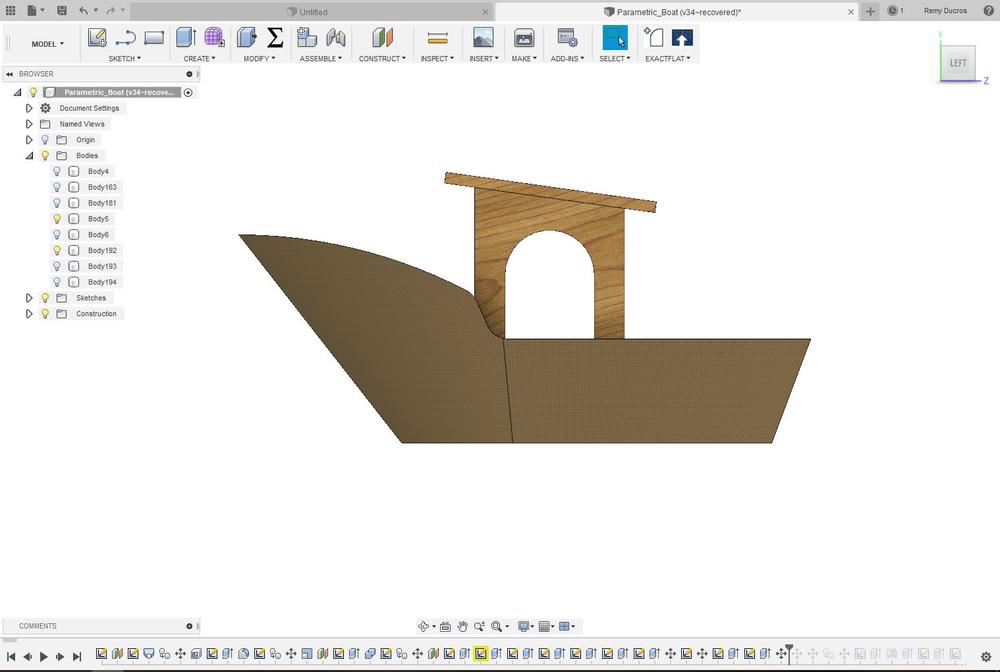
For my final project, I’ve designed during Week03 a boat using Fusion360. I’ve then uploaded my model online using sketchfab :
Here are few screenshots of my design made using Fusion 360 :
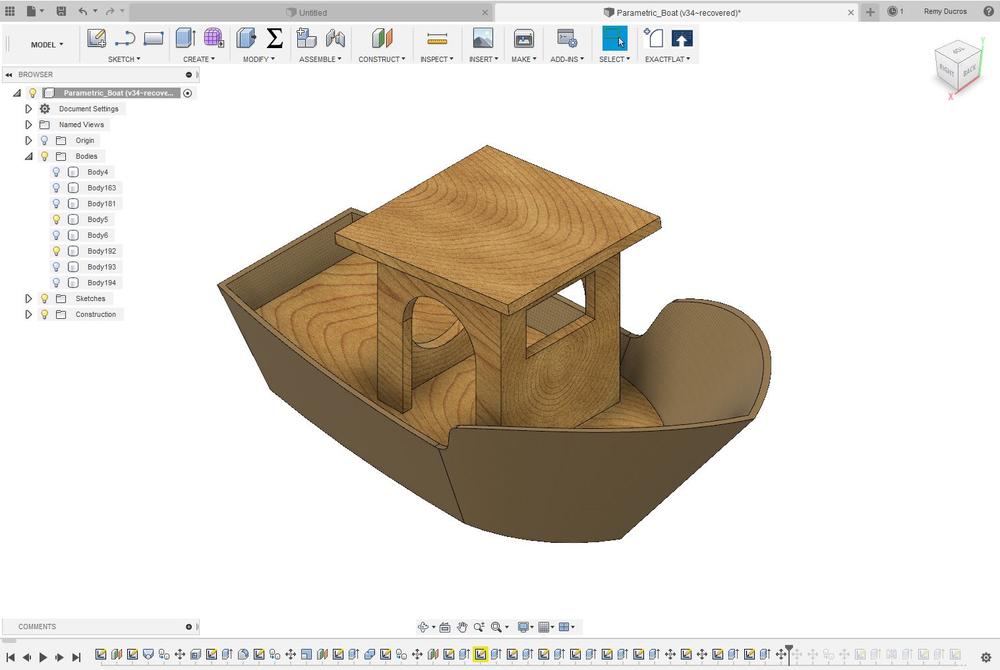 |
 |
 |
This week assignement is a good opportunity to have a small model of my boat and it needs support to be done.
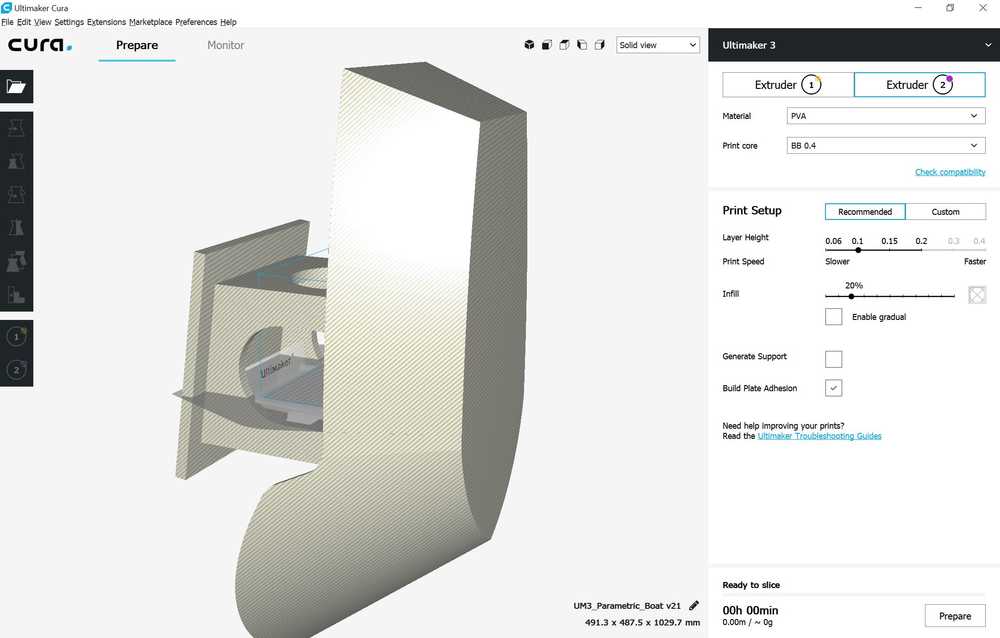
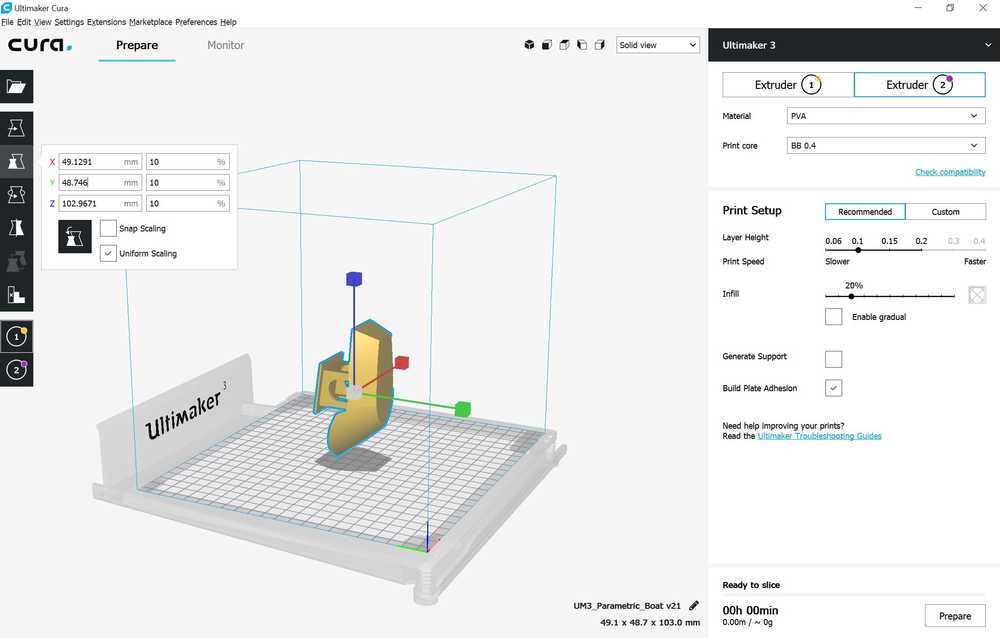
Preparing the file using Cura¶
I first uploaded my STL file in Cura and scaled (using the scalling tool) it at 10%
 |
 |
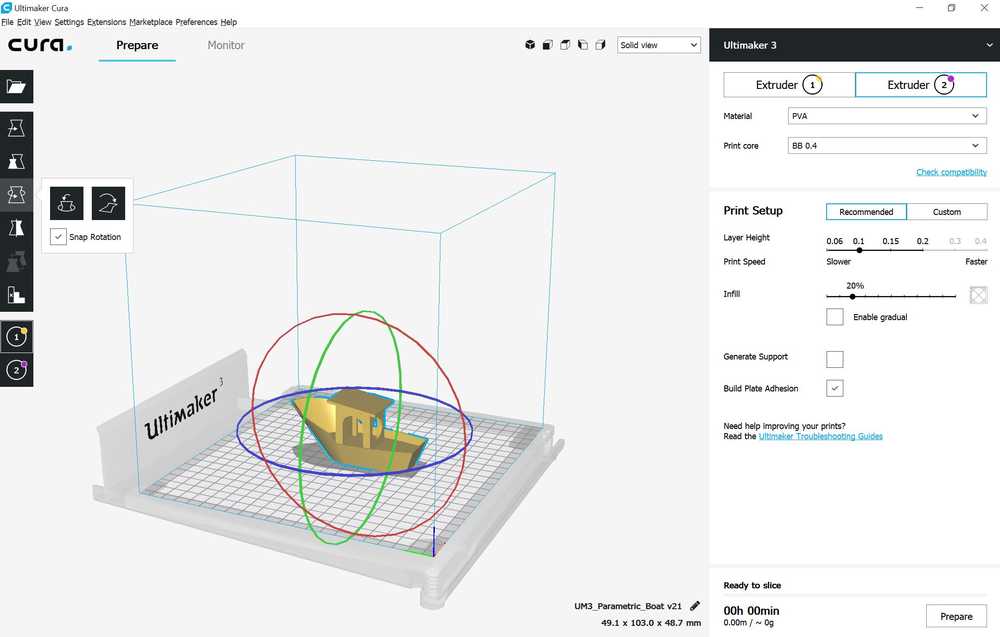 |
In Cura you have many options you can tune to make a 3D print. For my print I used the following parameters :
- Extruder 01 : 0.4 AA - PLA
- Extruder 02 : 0.4 BB - PVA
- Generate support (using Extruder 02)
- Layer height : 0.2 mm
- Infill : 20%
- Temperature Extruder 01 : 200 °C
- Temperature Extruder 02 : 220 °C
|
|
Once the software sliced the part, I saved the gcode to a usb pin drive.
Starting the 3D printer¶
I used an Ultimaker 3 for this print. I started the print and evertyhing started smoothly :
 |
 |
NOTE : When the PVA was printing it sounded “crunchy” and it let some PVA all other the bed.
Finishing the parts¶
To remove the PVA I let it in water. After 10 minutes the PVA started to feel “squishy”. I let it overnight in water to make sure to remove all the PVA.
 |
 |
NOTE : It’s better to use gloves to manipulate the part once the PVA starts to “dissolve”.
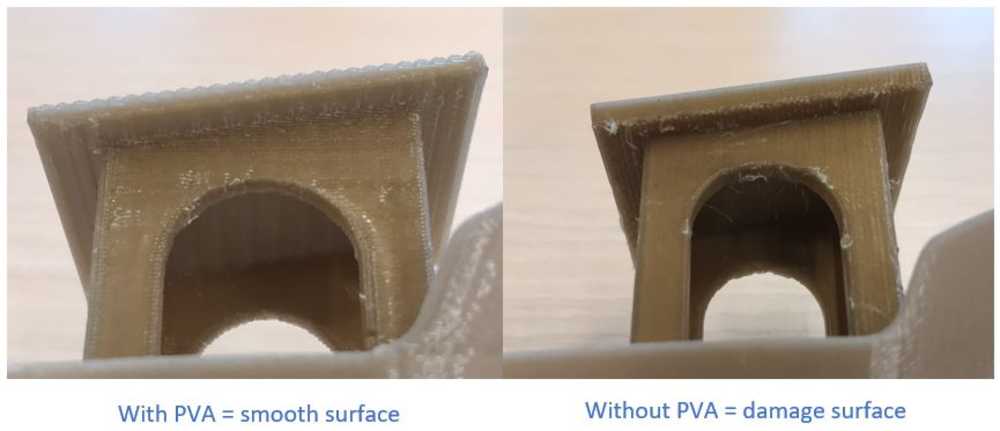
Identifying the difference between PVA and PLA supports¶
Alternatively I’ve printed the same boat but with support using PLA. I removed them using pliers. Here is a comparaison between the two techniques :
Some PVA was let down in between the PLA layer so as we removed it it let some holes in the print.
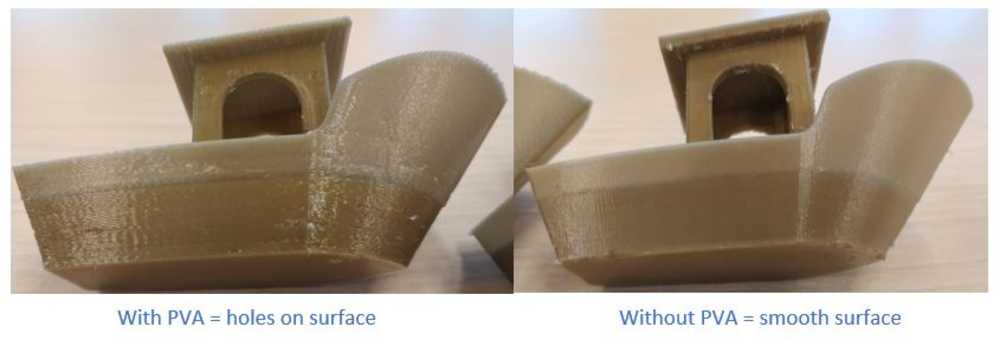
Using the pliers, I damaged a bit the surface where there’s no mark with the PVA.
Here are other notes on my tests :
- Using only PLA takes less time to print
- Removing the PVA take some hours where using pliers takes few minutes
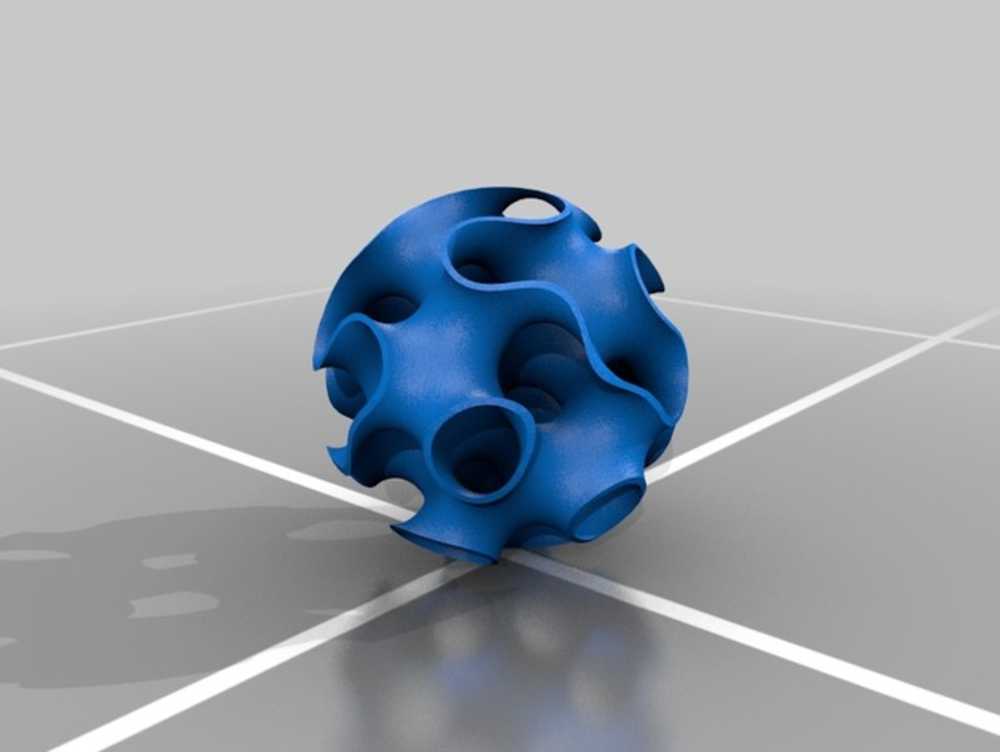
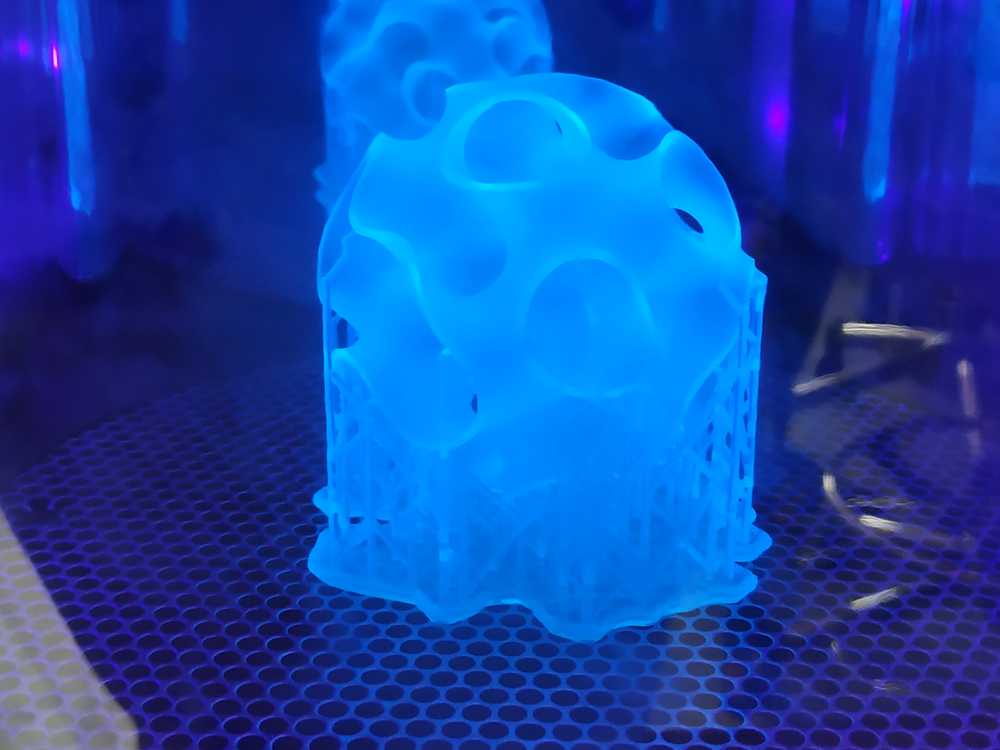
3D printing using the STL printer¶
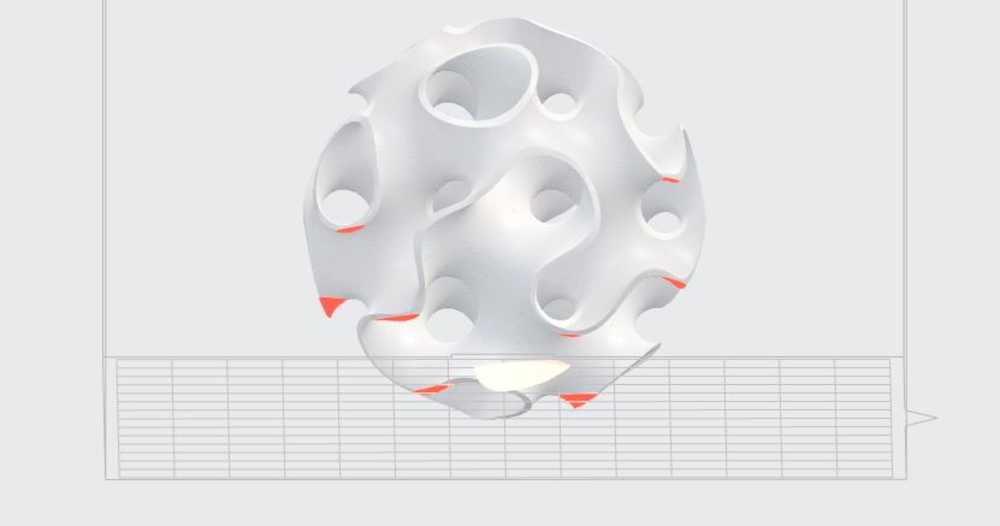
I wanted to go for a crazy shape to print. I love mathematical shapes and a gyroid is a good complicated shape to do. I’ve already tried to print this shape using a FDM printer but the overhangs make it difficult to print unless we use a lot of support material which damaged the part as we remove it.
I’ve been across a model of a gyroid in a ball which is for sure a challenge for a FDM 3D printer. I wanted to see if it was one for the STL printer.
Preparing the file using PreForm¶
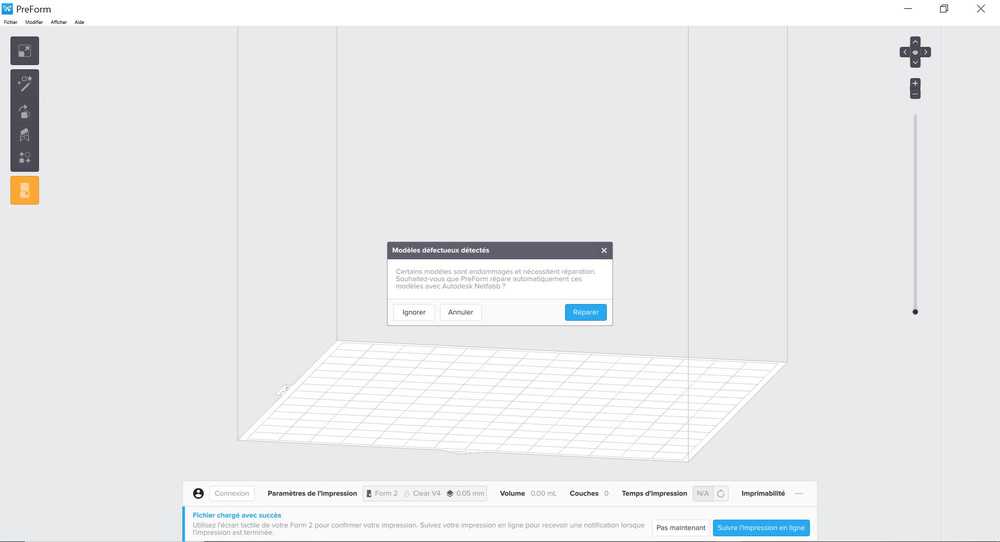
I used a Formlab form2 for this print. The first step was to prepare the print using the PreForm software. I uploaded my part. The software automatically identified some errors with the file but managed to correct it on its own. The software shows area where the support is needed. Then it automatically generates the supports.
 |
 |
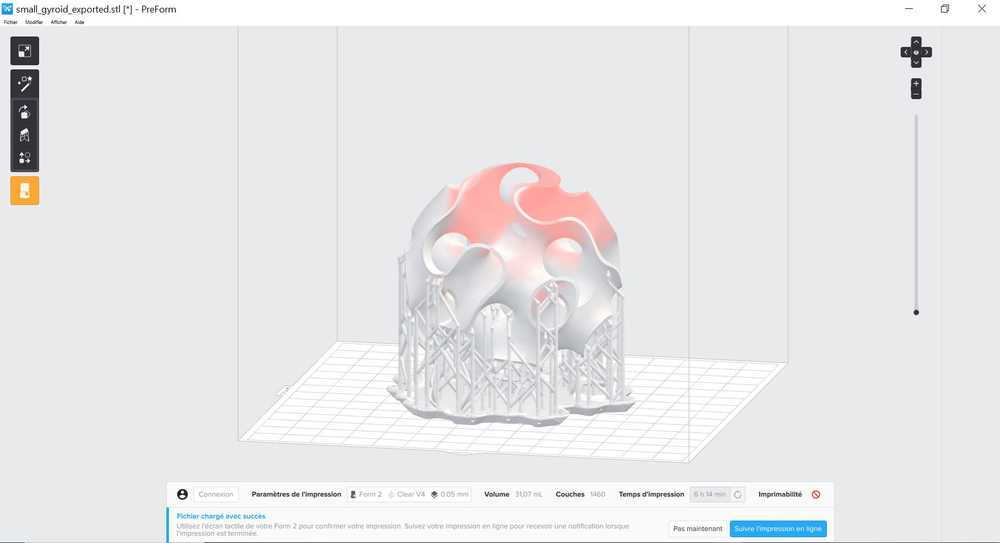 |
I decided to make as less support as possible and the software showed some area that may not be able to print due to lack of support. However, I couldn’t find what could be the problem so I started the print.
Starting the 3D printer¶
I plugged the 3D printer using usb and uploaded my part directly into the machine. Then I started the print using the user interface. During the printing process, everything went on well and this was the result.

Finishing the parts¶
Washing the part¶
I then used a washing machine to clear the excess of resine. I first, loaded the machine with pure alcohol. Then I placed the platform on the machine and I started the wahing process (it took 20 minutes).
 |
 |
Once it was done, I removed my part from the platform (using gloves and a spatula).

Curing the part¶
I placed it in another machine to cure it. The process heat the part at about 60°C at it rotate in an environment full of UV light for an hour.
 |
 |
NOTE : It tarnished a little bit due to the curing process.
When I was done, I could remove the support material (using pliers and safety goggles). Finally it was done and I’m pleased with the result.
 |
 |
3D Scanning¶
3D scanning process¶
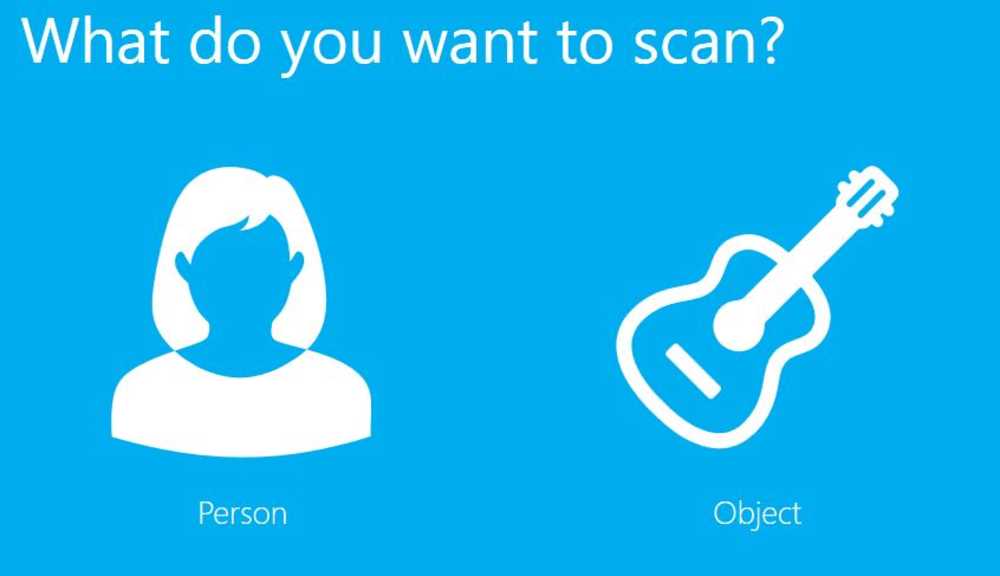
To 3D scan an object I used the Sense 3D scanner. It’s a plug and play device made for windows OS.

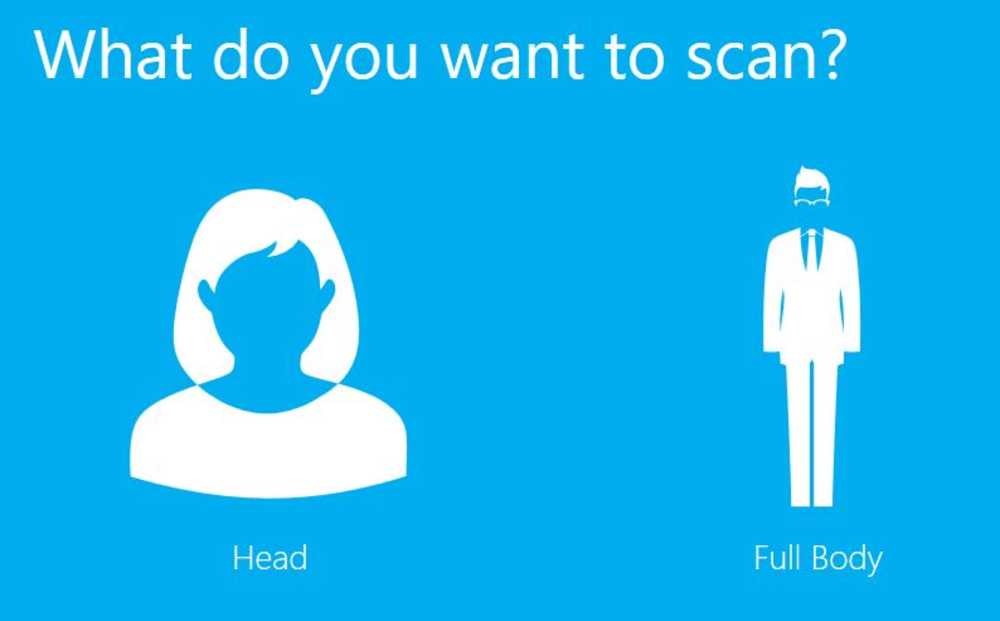
The software of the scanner is pretty easy to use. First it asks what is the actual size of the object/person we want to scan. For this test I wanted to 3D scan my colleague so I selected person then head.
 |
 |
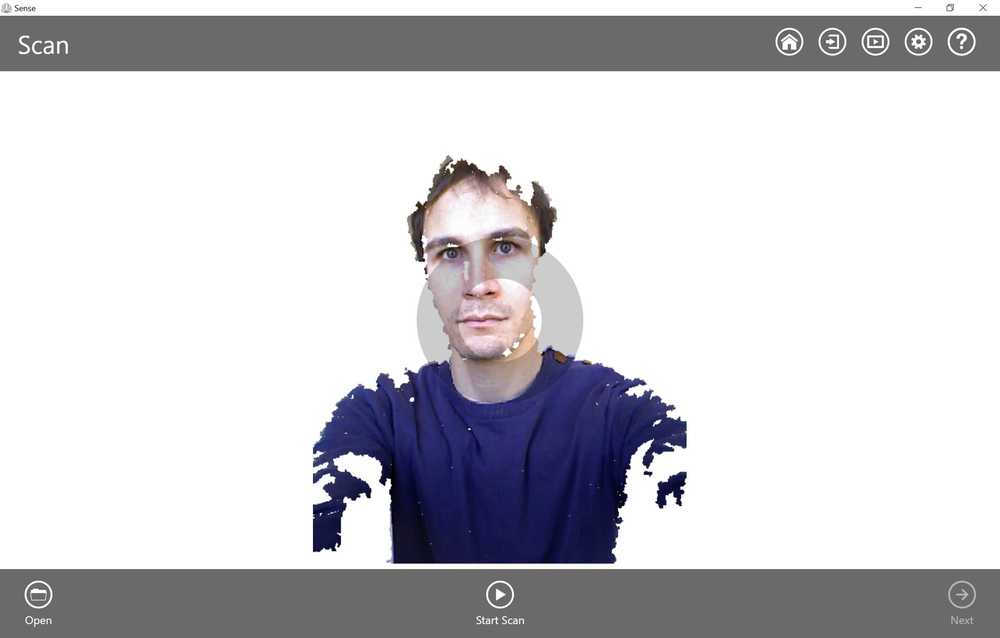
I needed to pratice and keep the scanner at a 40cm distance of the object I wanted to scan.

3D scanning a model¶
Once I practiced enough I started the scan of my colleague/model : Jean-Guillaume. I had to rotate around the model trying to cover all areas (not forgetting the chin and the top of the head). Once I was done, the software created the 3D model.
 |
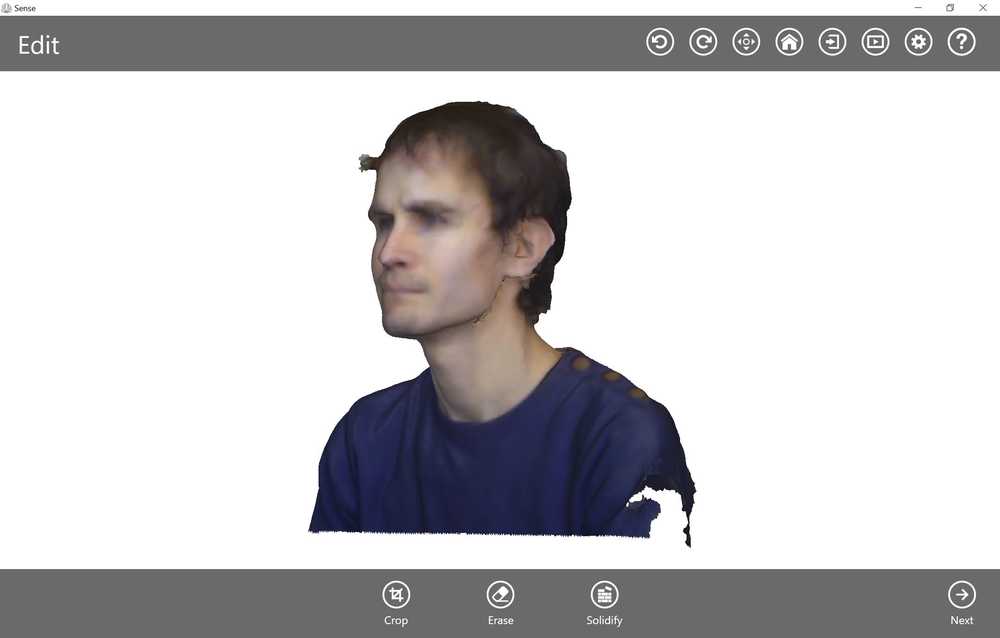 |
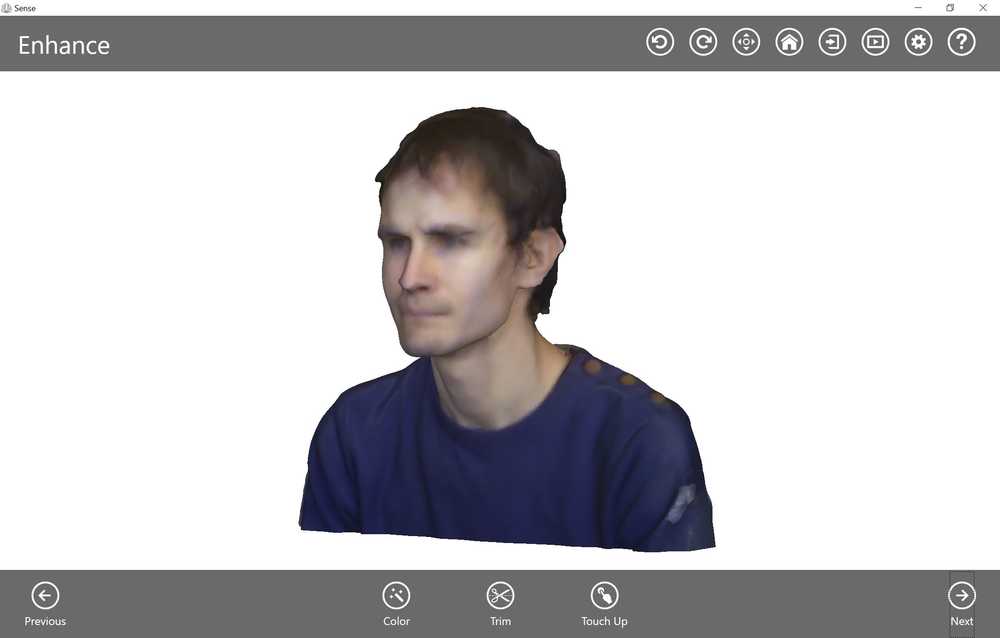
NOTE : Using this process, it’s hard to cover all areas. The software allow us to do some modifications on the part after the scanning process :
- Crop : It’s useful if you want remove artifact created near the model.
- Erase : It’s useful to remove artefact created during the 3D scanning process (the hair on the top of the head in this case).
- Solidify : It’s useful to cover all the holes in the model in order to 3D print it.
- Trim : It’s useful if you want for example to cut the base to have it flat for the 3D printer. It’s also possible to cut it aftwards in the slicer.
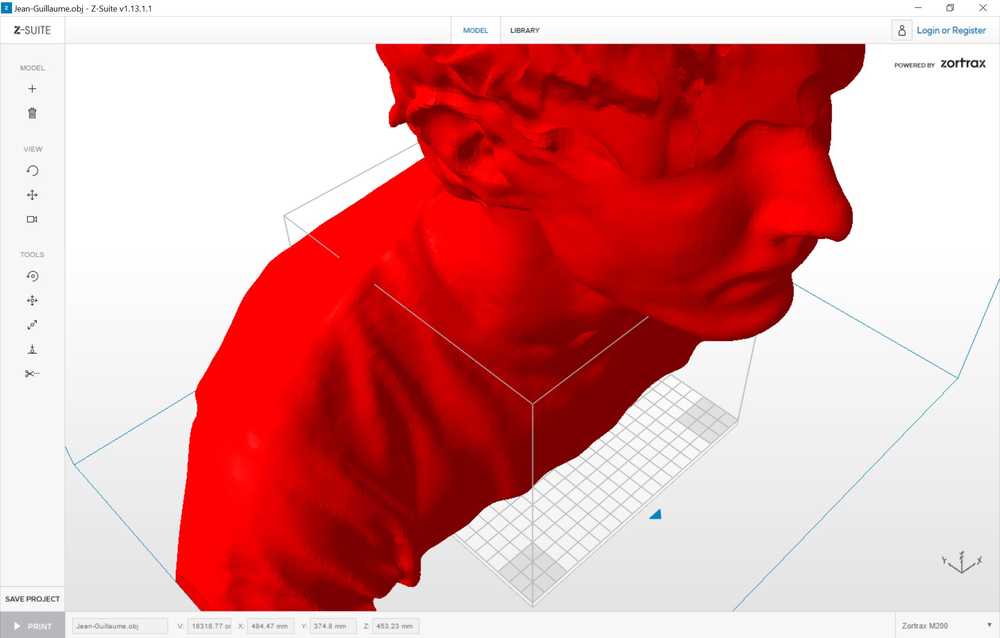
I then exported the model as a .obj file to 3D print it :
Slicing the model¶
For this print, I used a Zortrax M200. So I used the slicer called Z-Suite.
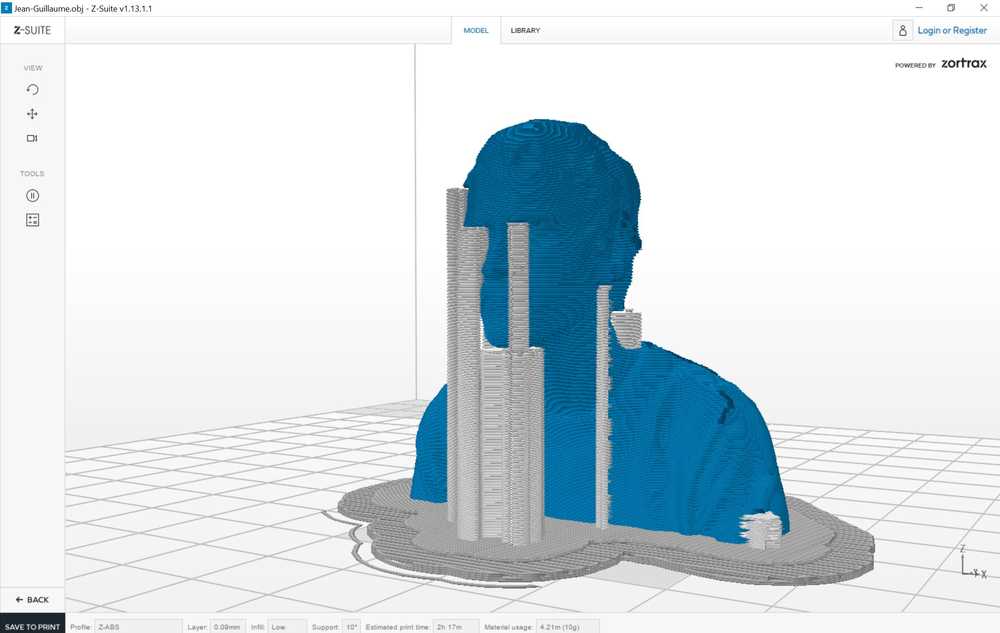
Like Cura, I uploaded the model. It was too big to fit the 3d printer so I made a 10% scale model.Here are the settings I used :
- Material : Z-ABS
- Generate support from a 10°angle
- Layer height : 0.09mm (to have all the details)
- Infill : Minimum
 |
 |
Printing the 3D scanned model¶
I put the G-code in a SD card and started the print.
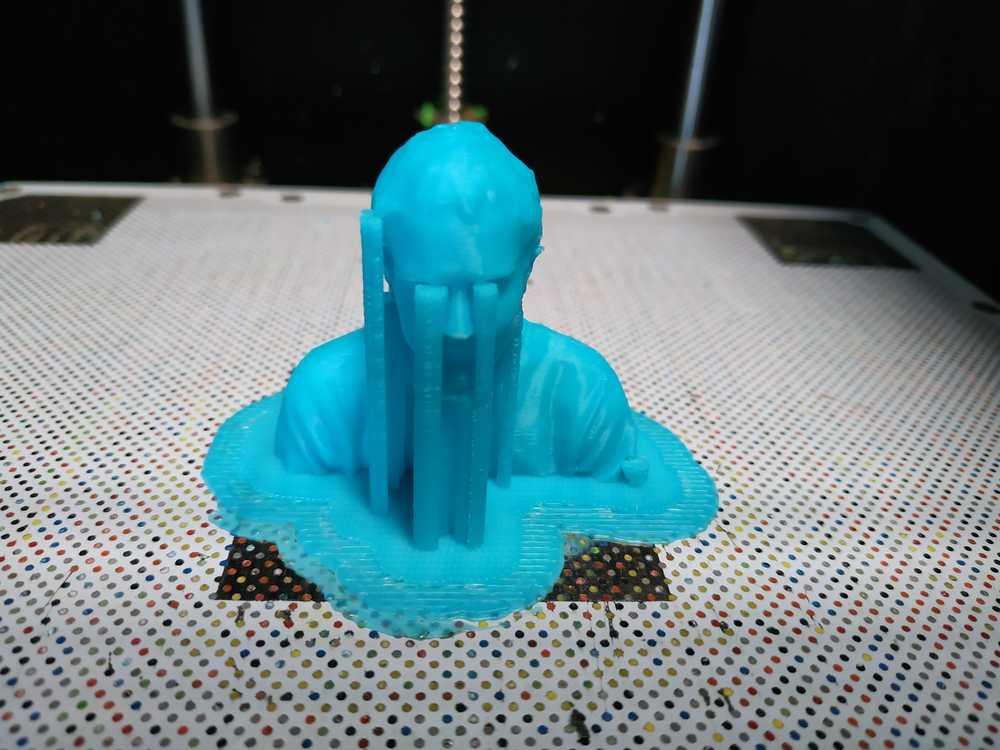 |
 |
My conclusion about the technology¶
Regarding this technology, it’s pretty interesting to have a device to bring real objects to the digital world but the 1mm resolution of this scanner makes it difficult to have an accurate representation.

Ce(tte) œuvre est mise à disposition selon les termes de la Licence Creative Commons Attribution - Pas d’Utilisation Commerciale - Partage dans les Mêmes Conditions 4.0 International.