10. Molding and casting¶
This week’s assignment:
group assignment:
review the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them
individual assignment:
design a 3D mold around the stock and tooling that you’ll be using, mill it, and use it to cast parts
Reading SDSs & Making Test Casts¶
I first read this helpful guide on reading and understanding SDSs.
I found the SDSs and Technical Bulletin for the Econ-80 molding material here on Smooth-On’s website.
I read the SDSs (Econ80]; Mold Star 30; Smooth Cast 300) and the TBs (Econ80; Mold Star 30; Smooth Cast 300) to understand the health risks of the materials and how to properly use them.
Will prepared some test molds/casts of a little gear we had in the Lab.
Designing & Milling a 3D Mold and Casting¶
To start, I opened Fusion, created a new file, and opened the Sculpt Environment by clicking on Create Form. Once there, I created a Quadball (because it sounded cool), and modified the location of faces, curves, and points in order to end up with an abstract object. Once done, I returned to the regular environment and split the new body with the X axis. Then, I removed (not delete because this results in warnings from Fusion) the body I didn’t want and stated a new drawing. I created a square around the body with side length 2.50”. I then made a 0.25” offset of that square. I then extruded both squares down 0.25” to create a base, and then extruded just the offset up by 1.25” to create a well in which I could pour the molding material. During this process, I made the abstract body a little smaller to fit within the well.
Above, a look at my final design.
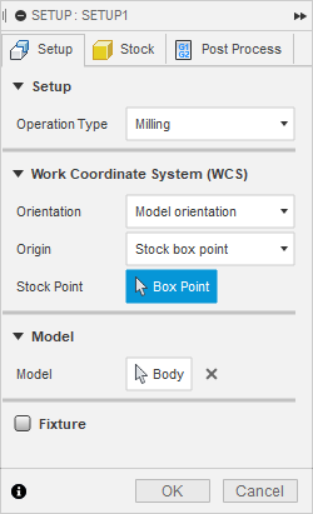
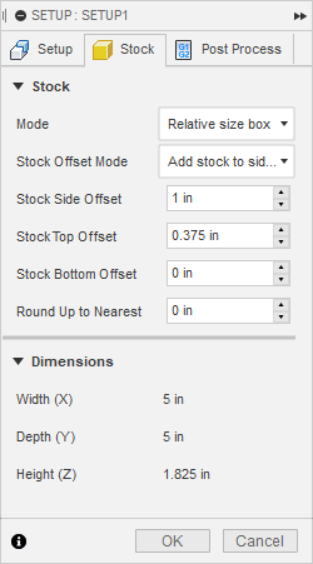
Once I had the desired design, I moved to the Manufacture environment in Fusion. I first had to create a setup. My setup & stock settings can be seen above. Most notably, I set the WCS origin to the vertice at the bottom of the lower left corner of the box and I added stock offsets of 1” to the sides and 0.375” to the top to account for the size of my foam block for milling.
Next, I had to create the passes to turn my raw material into my milled object. I first created a 2D facing pass to remove the excess 0.375” of material on the top of my block. Then, I created a 3D adaptive clearing pass to remove the majority of material within my well. The max. roughing stepdown in this pass was 0.375”, and I changed the ramp type to plunge. Lastly, I created a 3D scallop pass to do the fine cutting for the abstract body. For the scallop pass, I set the maching boundary selection to the chain at the base of the abstract body, with an additional offset of 0.25”. I changed the retract & top heights in my passes to stock top for the face pass and to model top for the adaptive and scallop passes. For the adaptive & scallop passes, I added stock contours & chose the chain around the entire box at its top.
Note of acknowledgement and thanks: I would like to take a moment to thank Mr. Rudolph, one of my teachers and another participant in Fab Academy, who was instrumental in my understanding of this topic. He took the time to record an extremely detailed video regarding the design process; he also made a .tools file for Fusion with our Lab’s ShopBot bits & their respective speeds and feeds. I got all of my bit & speeds and feeds info from him. Thank you very much, Mr. Rudolph!
The entire process as described above can be seen in this screenlapse (1000% speed).
In the above video, you can see the full simulation of all of my passes.
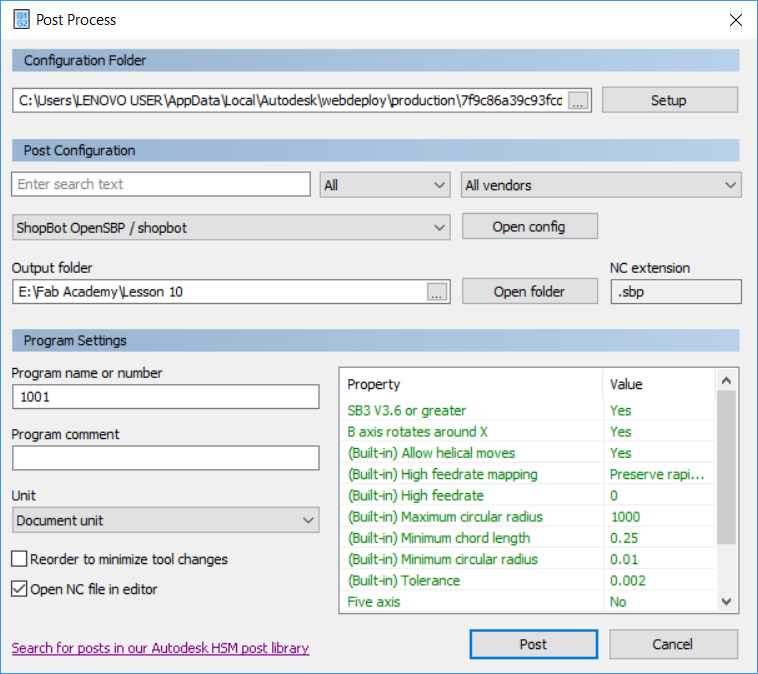
Finally, I created post-process SBP files. Since both the face and adaptive passes use the 1/4” flat-end mill bit, I created a .SBP file for these passes together by selecting both of them in the browser, right clicking, and clicking on Post Process. From there, I selected my output folder and changed the config to “ShopBot OpenSBP / shopbot” to match the software we use with our ShopBot, as seen above. I repeated the same process with the scallop pass as well.
Note: Mr. Rudolph realized that quotation marks intended to indicate units of inches in the bit names & descriptions of the .tools file caused issues in ShopBot OpenSBP, so he kindly updated the library for us. I in turn imported the updated library and updated the tool selection for each pass, and then re-post-processed the passes.
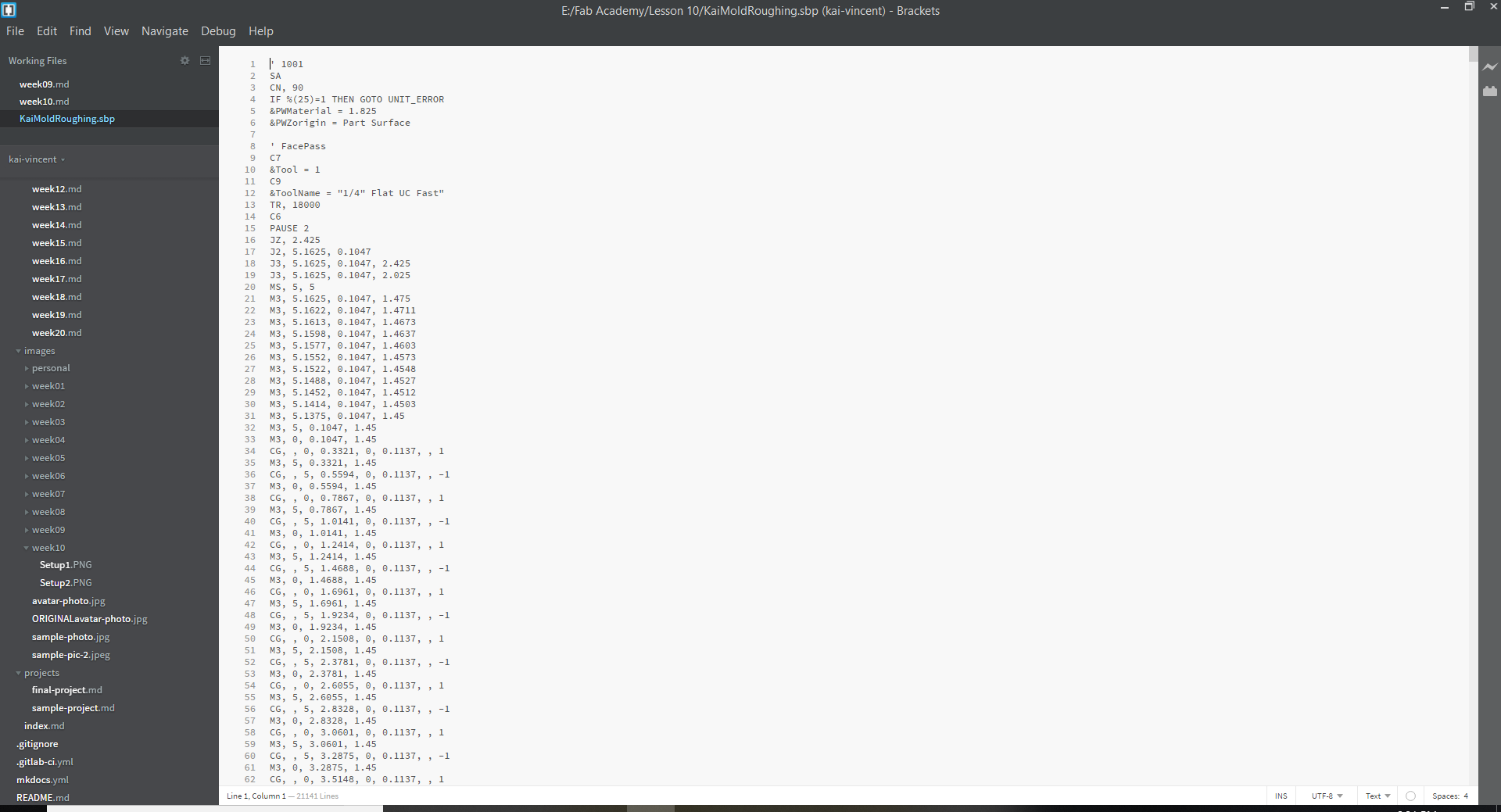
I then opened the .SBP files in Brackets to make sure that they appeared correctly, as seen above, which they did.
Fab Academy in the skies! As I type this line, I am on a flight back from spring break vacation in Mexico!
Once I had my toolpath files, I prepared my stock, a 5”x5” block of pink insulation foam. With the help of Mr. Rudolph, I cut the block to size using a table saw. Then, following my ShopBot workflow, I cut the foam to size. (I secured the stock to the mill bed using some small pieces of double-sided tape). Above, you can see part of the facing pass.
After the facing pass was the adaptive clearing, with the same 1/4” flat-end mill bit.

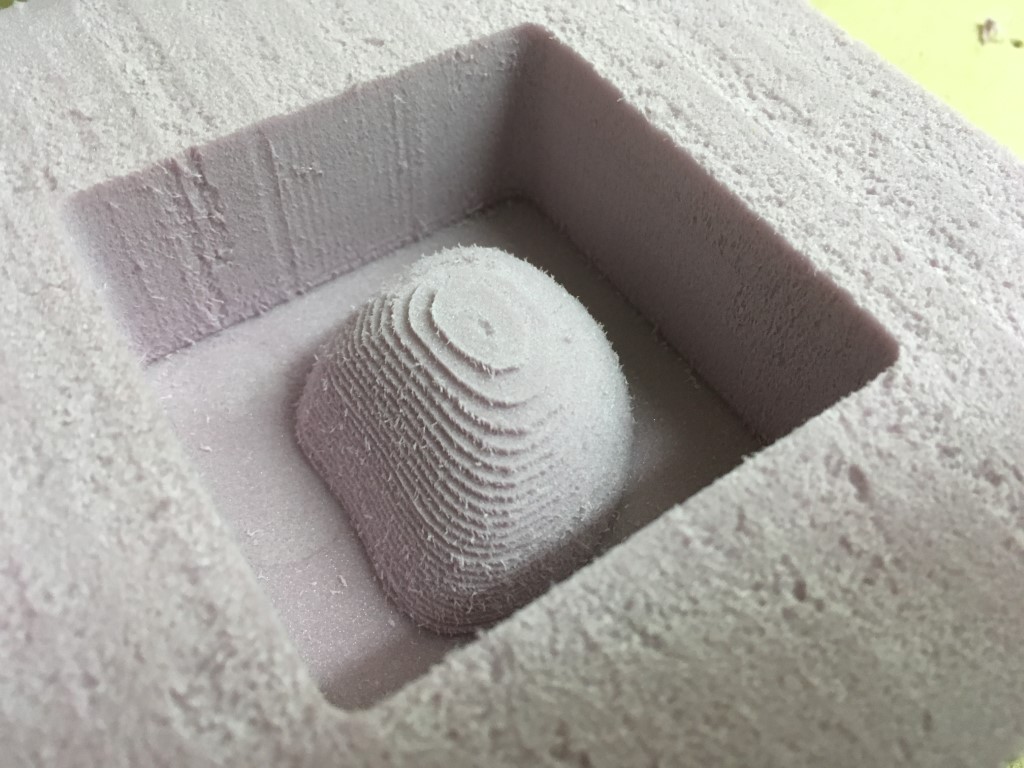
Finally, I ran the scallop pass with a 1/8” ball-end mill.
In order to determine the approximate amount of molding material that I needed, I filled the well with water and then split the volume of water equally into two cups because the Part A:Part B ratio of the material I was using was 1:1. Then, I pre-stirred the parts in their containers and poured the parts seperately in new cups, filling up to the same level as the water in the other two cups. Then, per the instructions, I throuroughly mixed Part B before slowly combining the two parts and slowly stirring.

I sprayed mold release onto my stock and used a clean brush to spread it so that the stock would separate from the mold once it cured.
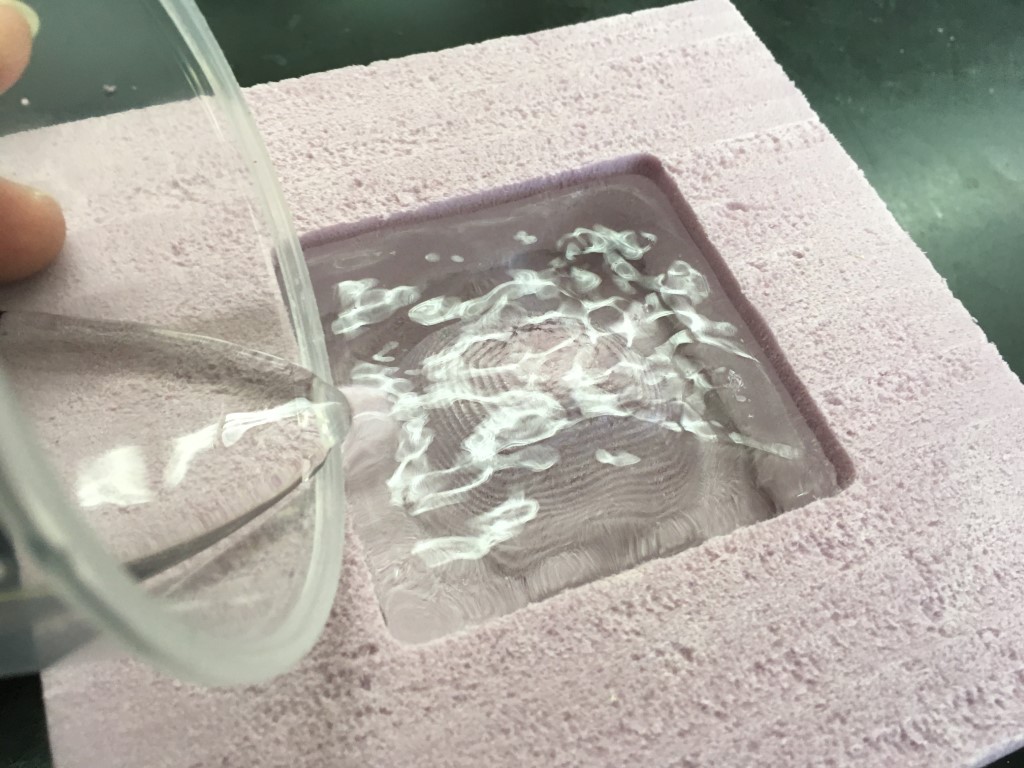
Next, I poured the molding material into the well of my stock, being sure to pour slowly in a corner of the well.
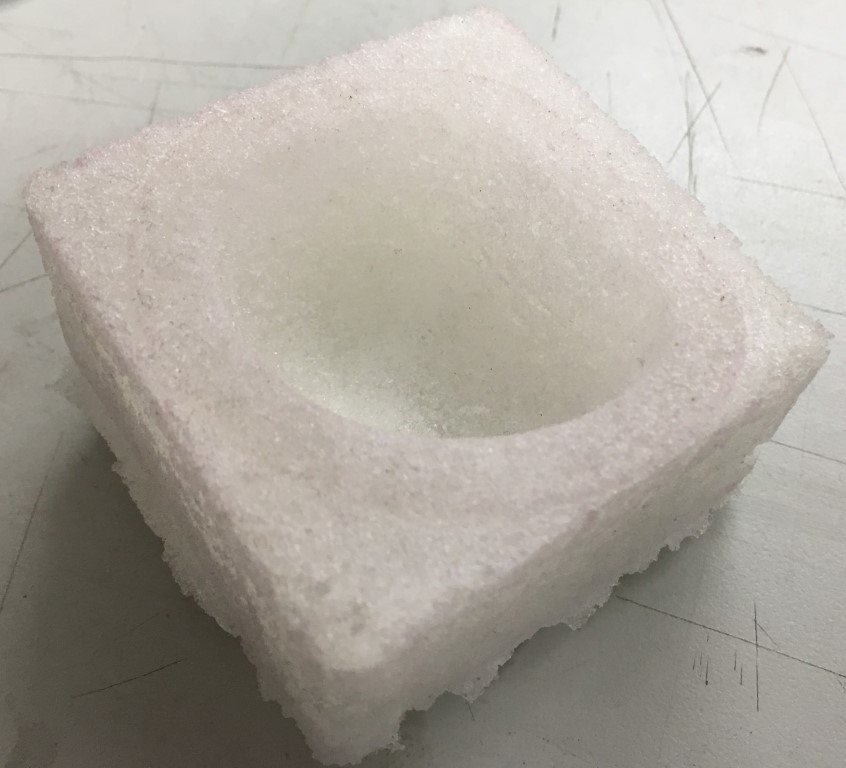
It turned out that I introduced a lot of bubbles when I skimmed off excess molding material, so I redid the molding process once the bubbly mold cured and I removed it. I also later found out that the particular materials I used had expired. I repeated the process as detailed above, except with a different molding material, Mold Star 30, that was recommended by my instructors. Once cured, I had to break the foam block to remove my mold. Luckily, the mold came out great, so I was able to proceed to the casting process.
Once again, I used the water test to determine the approximate amount of casting material needed. I then mixed equal parts of the molding material, Smooth Cast 300, being careful not to introduce air bubbles and throughly mix both parts together. Then, as with the molding material, I slowly poured the molding material into the well of the mold. Above, you can see the casting material just after I poured it into the mold.


The mold (blue) and cast (white) can be seen in the above photos. The cast had nice definition and was a great replica of the original object.
.F3D Fusion design, .tools library, .SBP toolpath files (.zip folder)