11. Molding and casting¶
Group assignment¶
For this weeks group assignment we had to review the safety data sheets for our materials we were going to use.
As its important to know before you start, we needed to do this first.
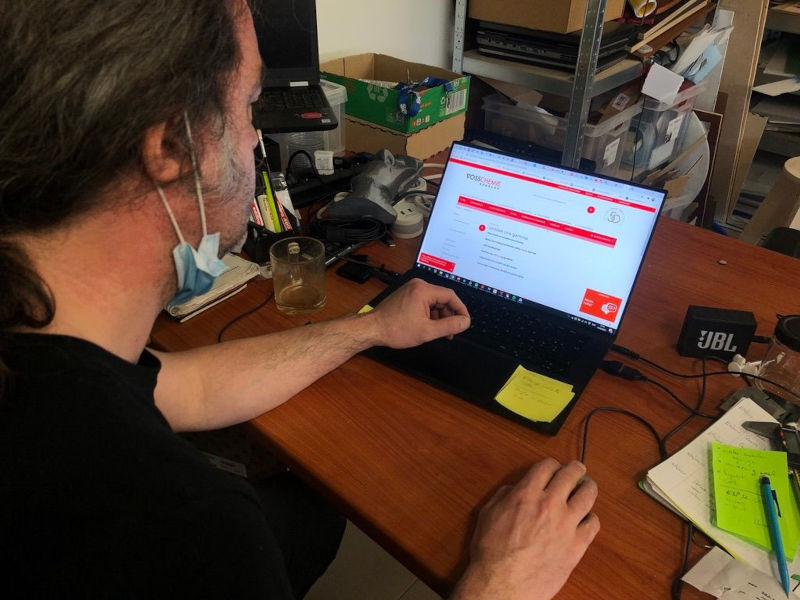
We use products from our partners of [Vosschemie](https://www.vosschemie-benelux.com/nl). As we were going to cast with silicone, [this](https://www.vosschemie-benelux.com/execute.php?page=downloadFile&isAppendix=true&id=6553) was the datasheet we were looking for.
We used the material before, so we know what to do next. As silicone is the only material we were both going to use, this was the datasheet we looked at together. The other moulding and casting materials are individual and are described in our own documentation.
Designing a mold¶
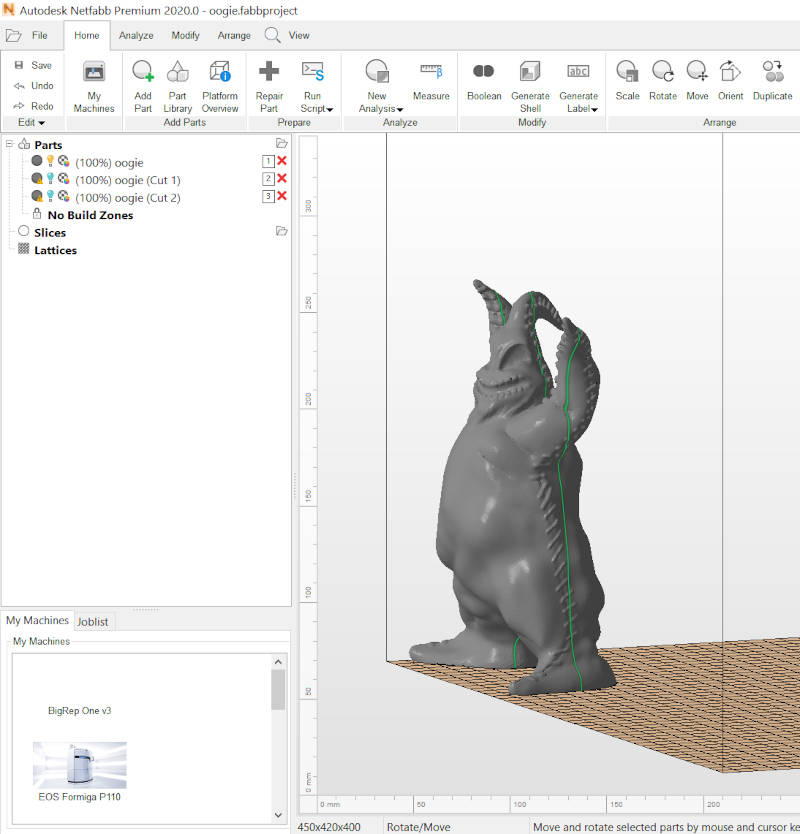
I first wanted to make an oogie boogie, but turned out even as 4-part mold I would not be able to mill it. https://www.thingiverse.com/thing:502804
So I went for something else I wanted to do. I wanted to make a gift for a friend that loves the Easter Islands. So I found this 3D scan of a statue. I thought of casting a couple in concrete to use as book supports. I first 3d printed a version, but since we need to mill them. I will try this one as 2 part mold.

I used a scanned version of a Moai statue found on thingiverse https://www.thingiverse.com/thing:3131981
To split the design into parts and cut it straight I’m using Netfabb.
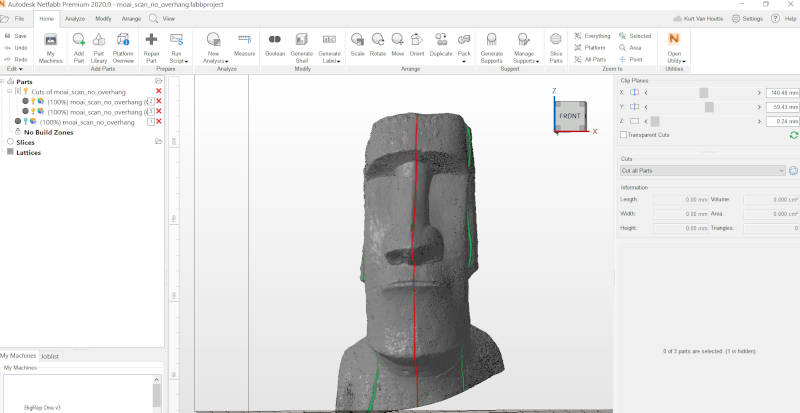
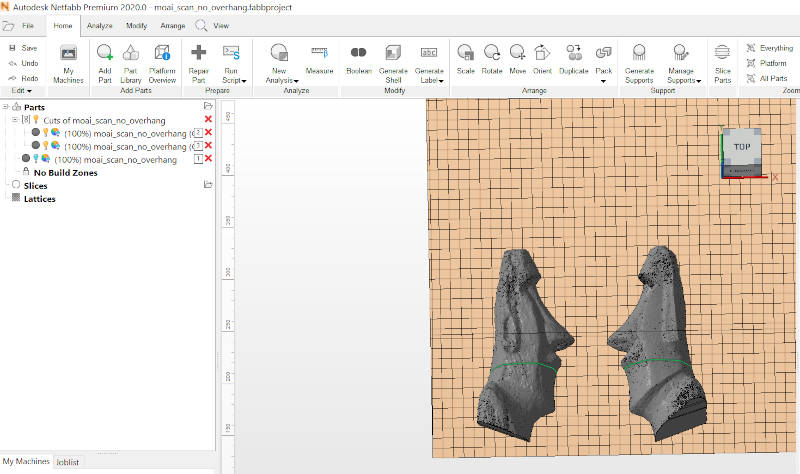
I think this one will work in 2 parts
Milling the positive mold¶
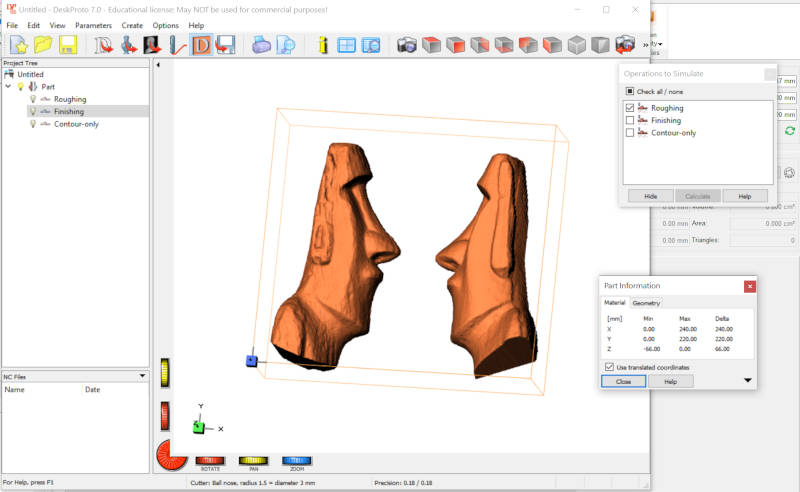
To prepare the files for milling and create the toolpaths. I use Deskproto software. In this software I import the stl files orient and position them. I create a roughing process using a 3mm endmill and a finishing process with a 3mm ballnose mill

I use a piece of LABELITE 160 Rigid PU foam board to mill out the positive part.

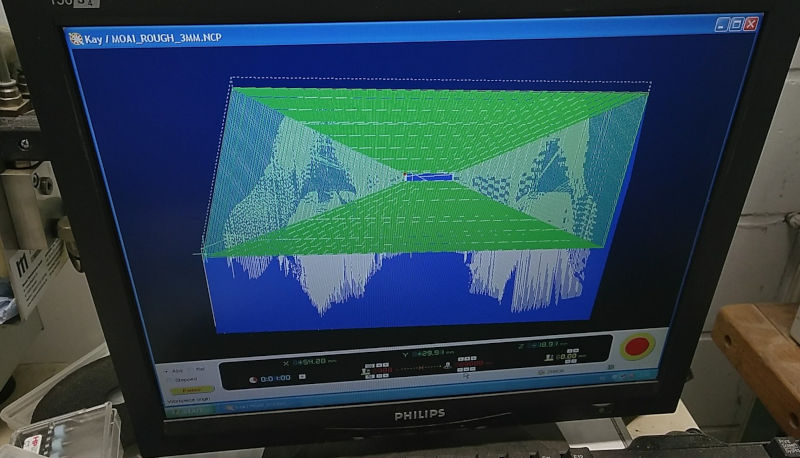
Our medium size cnc milling machine is an ISEL 4030, it’s a somewhat older small machine and it is controlled by an old software called KAY.
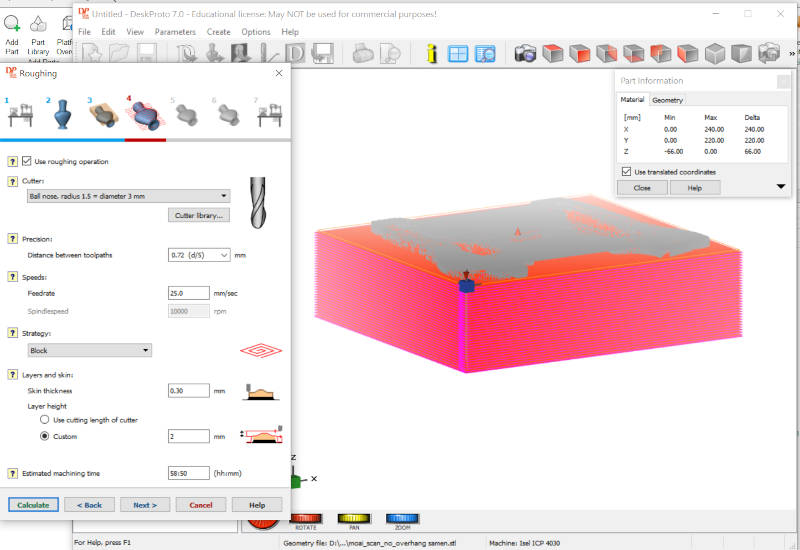
The Deskproto software has a postprocessor for this ISEL machine. It uses a custom ISEL format machine control code instead of the more common G-code. Here I choose the milling bits and adjust the parts of the material that gets milled away. To create a rough and a finnish toolpath to export.
For the roughing I choose a long 3mm endmill and the finishing I did with a long 3mm ballnose mill. Feedrates where 25mm/sec
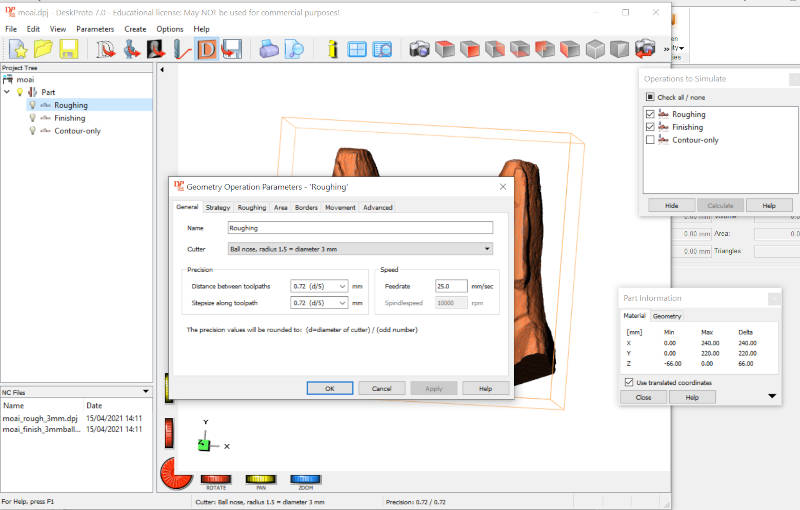
The roughing I did in 2mm passes with 0.7mm distance between paths in a block strategy The finishing was in a parallel strategy along the X-axis with a step size of 0.15mm
The KAY software lets you setup the machine and the XYZ home positions. After homing and putting the startposition right, we can send the Gcodes to the machine.

Machining in the Labelite material is fast and quick, but still the milling process will take several hours to finnish.
I drilled holes in the corners of the block to be able to bolt it to the baseplate of my machine.
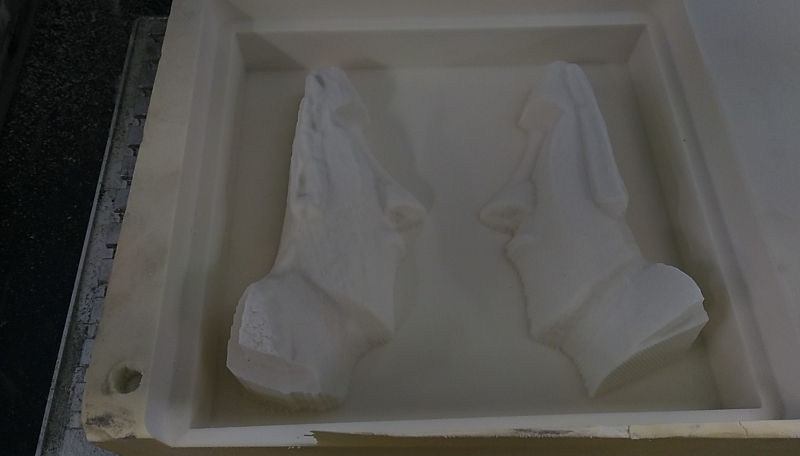
the rough milled parts
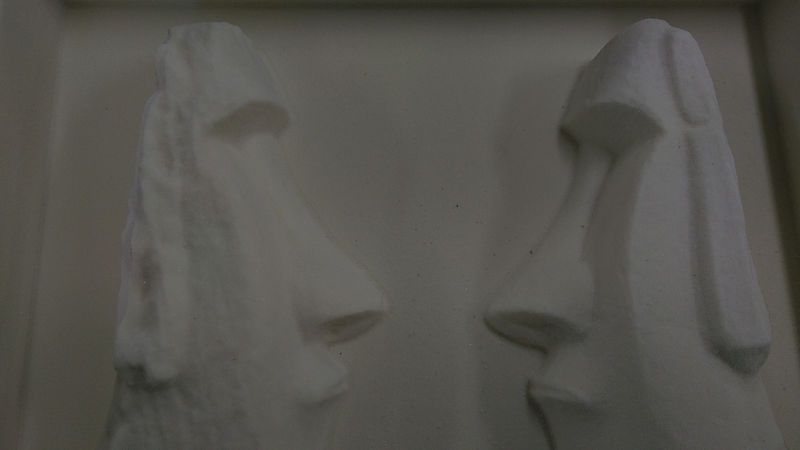
The finnished milled parts
Milled results and cleaning up/restoring bits of the mold¶
My milling bits where a little to short to be good. So small part of the top got a bit dammaged by going to deep into the foam and hitting the top part with the milling head. Not to big of a problem, I can easily touch it up with plasticine before pouring in the silicone.


Pouring the silicone, making the negative mold¶
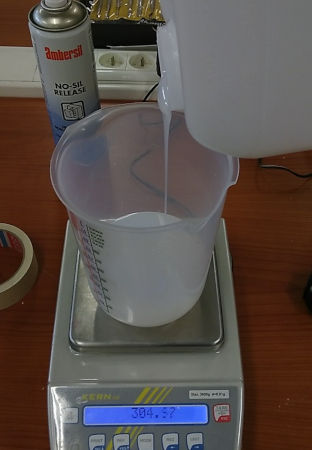
Once the parts are milled, it is time to mount them on some scrap board and prepare the boundaries for the silicone pouring. We use a 2 part transparent silicone, that mixes in equal parts of base and catalyst. Putting them together in a cup on a scale to have equal parts before stirring it.

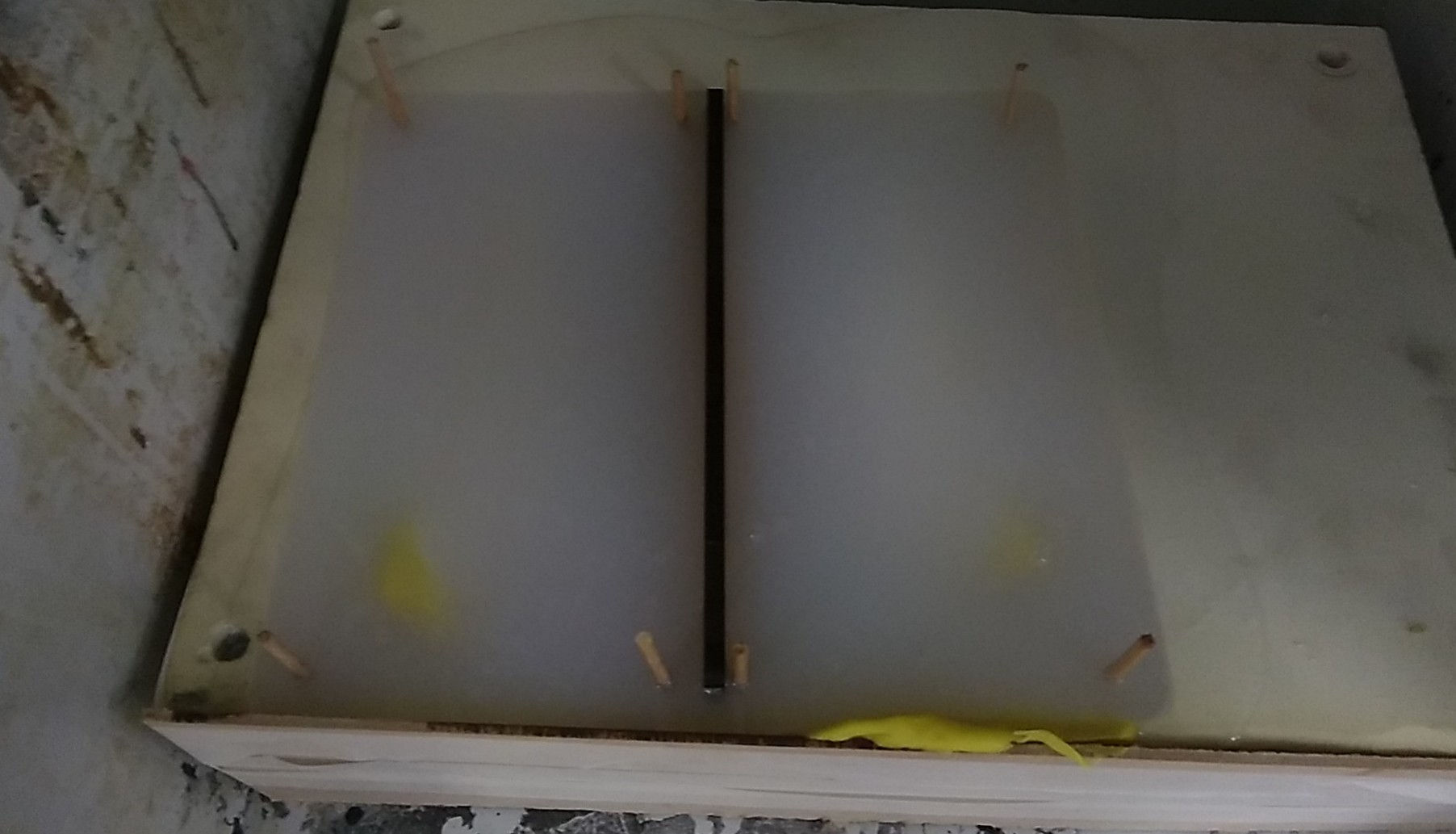
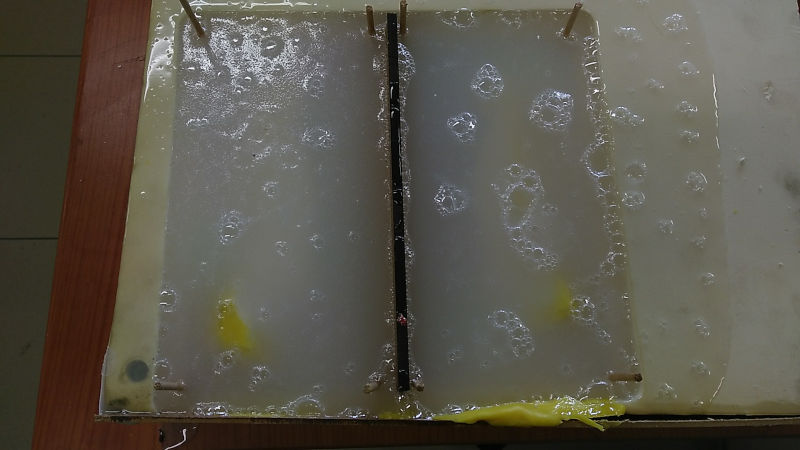
After the mixing. We pour gently into the mold, with a thin stream. After pouring we also tap the mold a bit to release air bubbles. We don’t want any bubbles inside the mold. For that we also put the mold with silicone in a vacuum cabinet for like 15 minutes At -0.5 bar. To let the silicone degass and let the bubbles get to the surface.
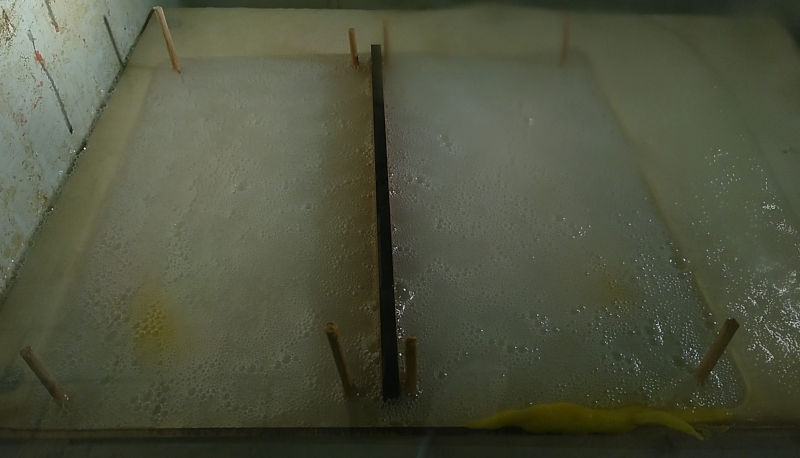
Inside the vacuumcabinet at -0.5bar

after a few minutes you see all the bubbles coming to the surface.
And after a night of curing, the silicone mold is ready to be demolded
Making the cast in concrete¶
it took a while but finally we have some time to mix up the concrete and do some casting.
We demolded the silicone from the foam mold.
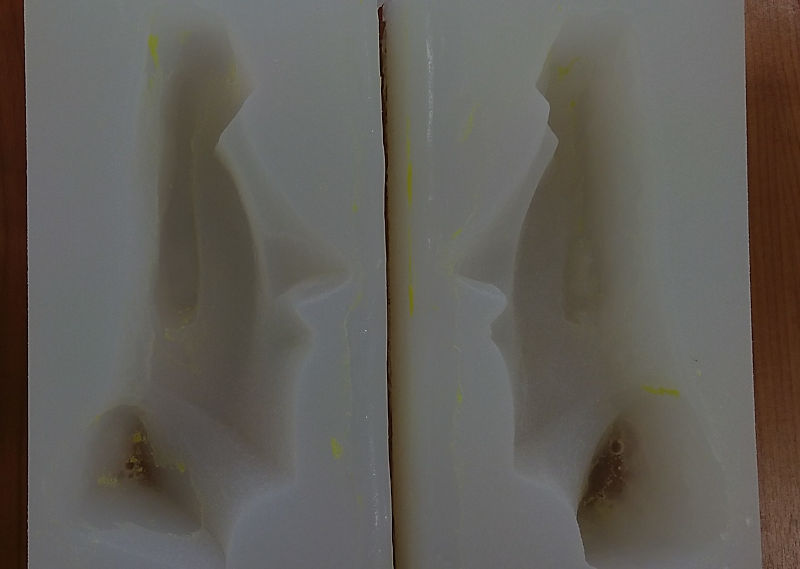
And had to clean it a bit.
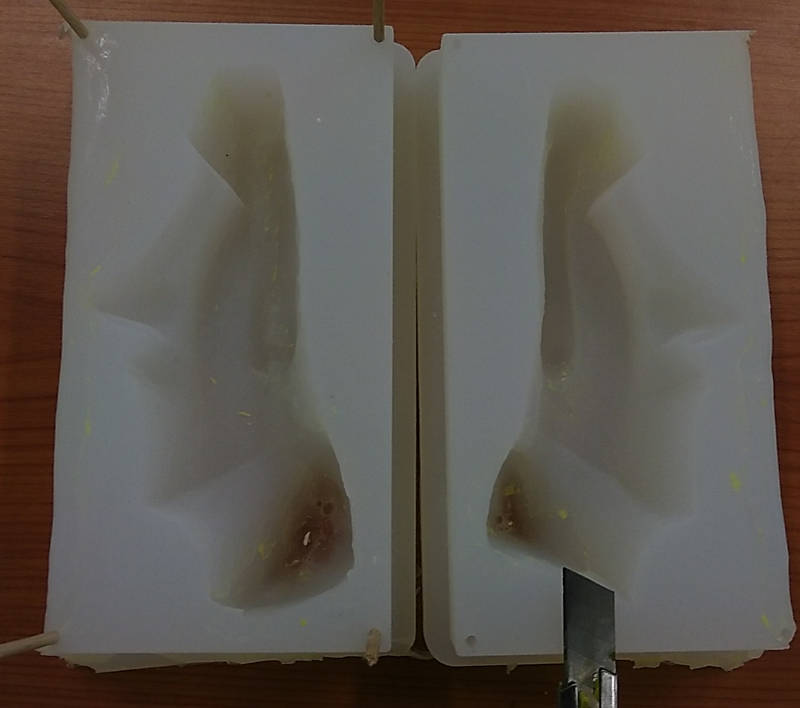
I also cut away some to make a hole to pour in the concrete.

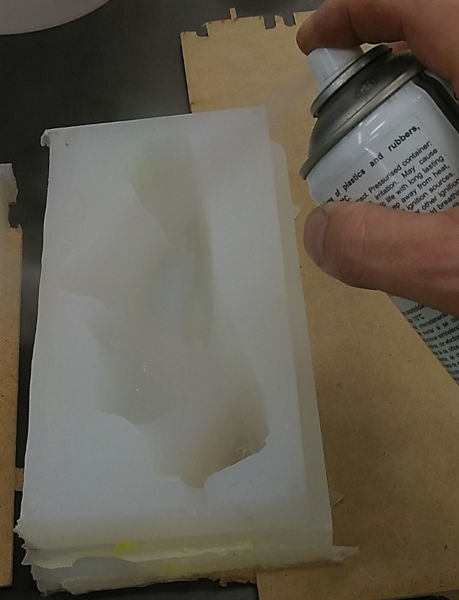
Before putting both parts together and put some boards around it to keep everything in place and sturdy, I use some spray mold releasing agent.
You just spray it on the inside of your mold to make sure the cast doesn’t stick to much to the silicone.
When that is done, you put the 2 parts of the mold together and put some leftover board around it with tape or spanners.

Now it is time for the concrete. I put al materials ready.
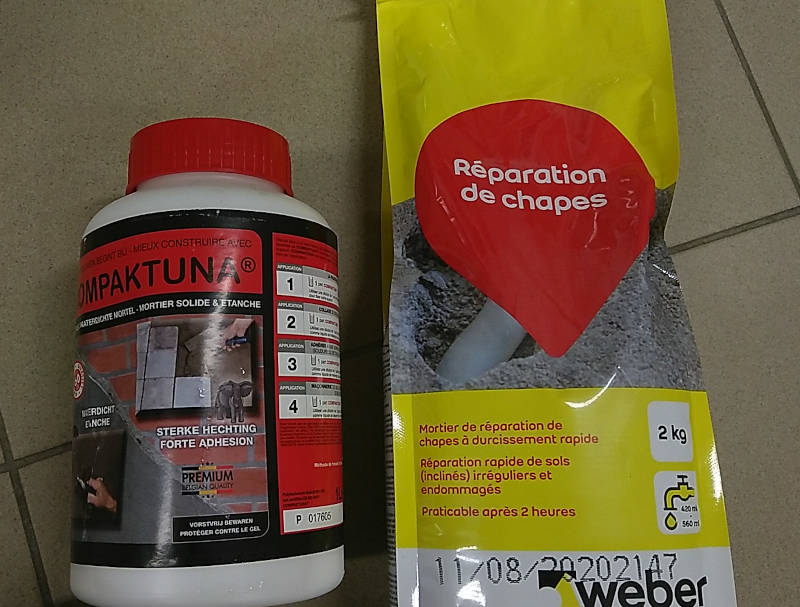
Floor repair cement, compactuna() to make it stronger) and water.
To start i mix the liquids, 200ml compactuna and 400ml water. That is the ratio for this mixture of cement.
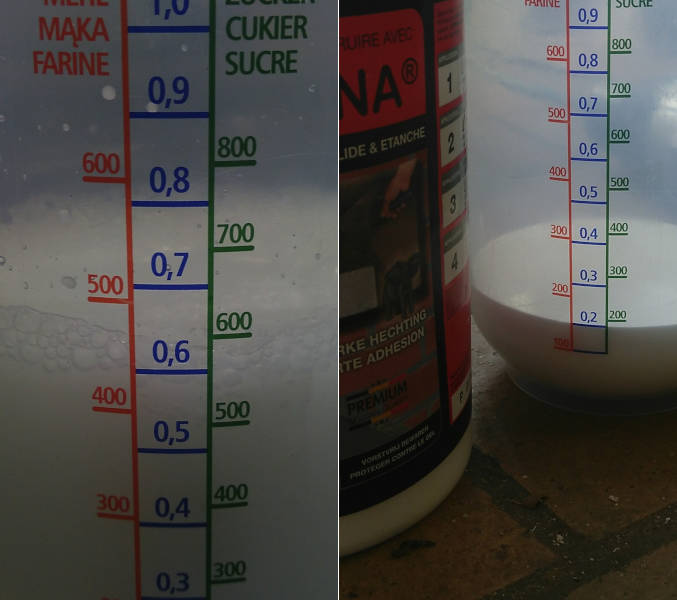
I need around 2kg of cement and 600ml water or liquids.

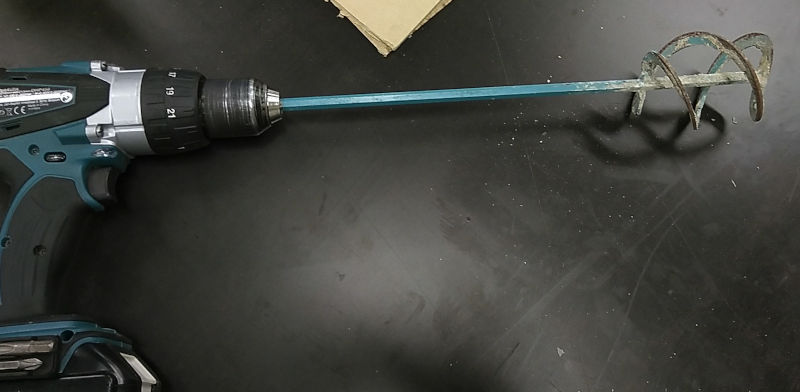
To mix it all i will use a concrete mixer on a cordless drill.
Pour the liquids into the cement.

Mix.

Cast.
After casting everything has to rest and dry. I leave it overnight

When it is fully dried, it is time to demold and clean the parts up a bit.

and this is the result

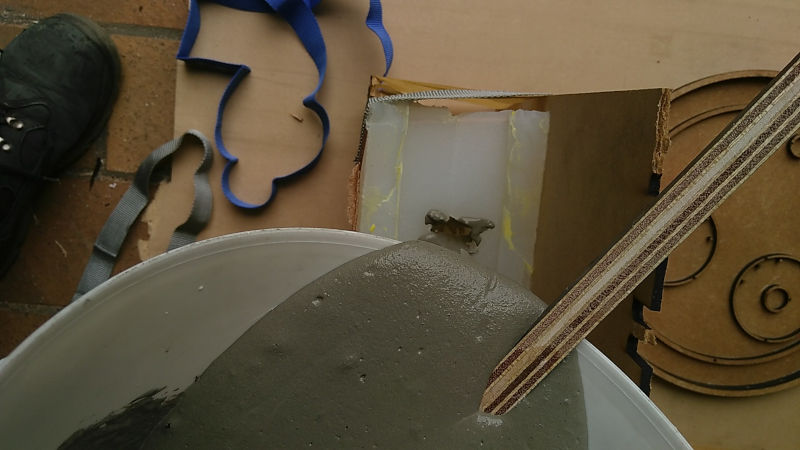
Extra: Making a conrete step stones in a lasercut MDF mold¶
As you could see in some of the last pictures I also made something else in concrete.
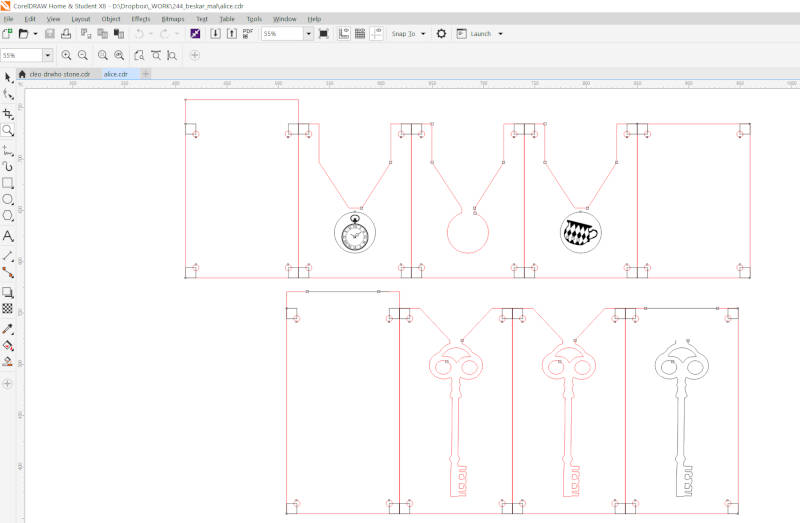
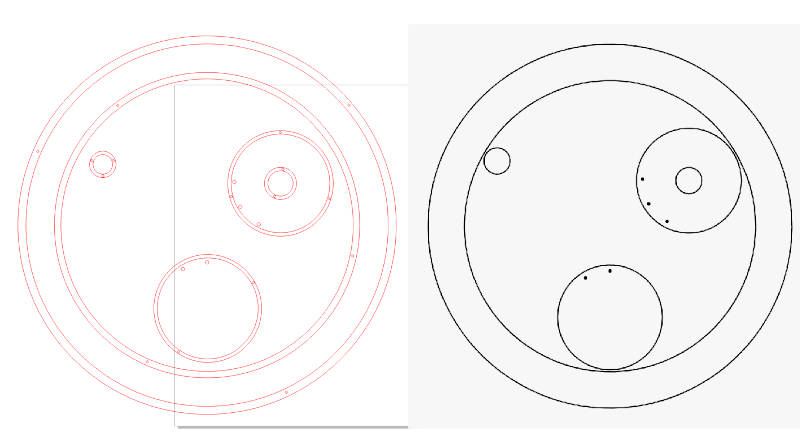
For the garden we wanted to make some dr Who inspired Gallifreyan stepping stones. We used an online translator http://www.zygar.net/Gallifreyan/translator.html to make a stone for Cleo.
![]()
I made a design based on the translator drawing and lasercut the parts in 6mm mdf.
It was a bit hard to demold the stone, you have to destroy the mdf.
next time I may also make a silicone mold first.
But this is the results

Extra: casting pewter and tin in lasercut molds¶
Also in the last weeks, I made some designs to cast pewter and aluminum with one of my sons. He wanted to make alice in wonderland coins. I don’t have any pictures of the casting itself.