10. Molding and casting¶
I wanted to make the feet of my record player this week, since this gives me the opportunity to create feet that are slightly rubbery. Movement can cause records to skip, and a rubber-like material would absorb any movement.
Fusion¶
I just wanted a somewhat plain shape with several steps:
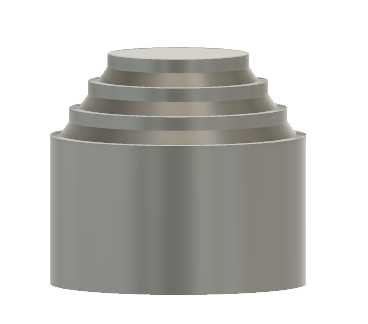
Later, I removed some of the layers so that it was not too tall for the piece of foam I had and for the length of the bit. I created a box around my positive so that, when I poured the negative, it could be contained by something.
Final Fusion file:
Download my Fusion file (which also includes all of the settings in the Manufacturing space)
Manufacture¶
During week 10, I only used Aspire to design my toolpaths. This week, I learned how to use the Fusion 360 manufacturing workspace and design the toolpath there. Mr. Rudolph’s tutorial was extremely helpful for understanding how to create these toolpaths. The tutorial instructed how to:
- Prepare the Setup, including the definition of the origin
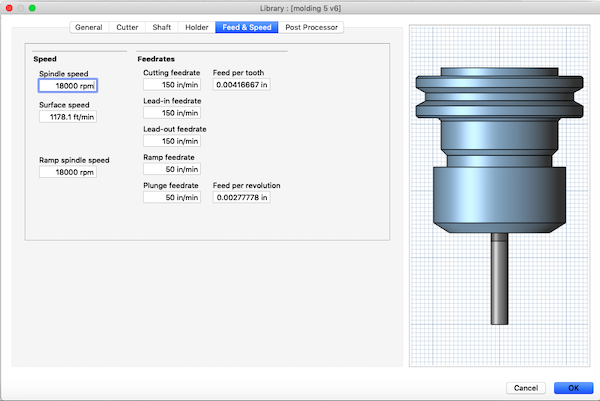
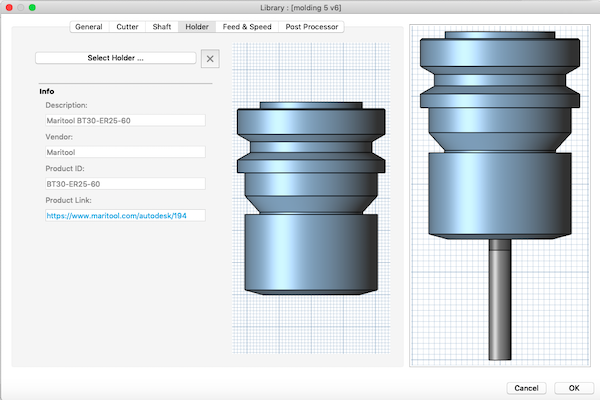
- Create a virtual tool
- Use various toolpaths, including pocket clearing, adaptive clearing, and scallop
- Simulate the toolpaths
- Post process
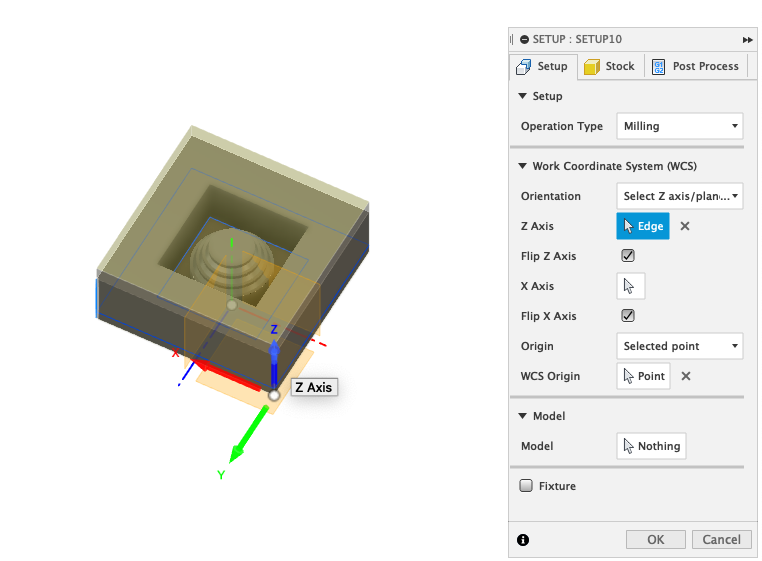
In Setup, I went to set my origin in a way that would make sense when I mill. Since my positive is a circle, it didn’t really matter how it was oriented; I just made sure that Z was up.
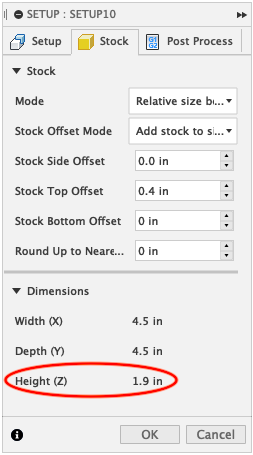
Still in Setup, I made sure that the Z height of the model was the thickness of the foam I used, which I measured beforehand.
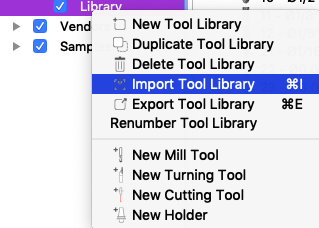
In the beginning of the manufacturing process, I made my own tools. Later in the process, I discovered a tool library that Will Rudolph (a FabAcademy grad) made. Download Mr. Rudolph’s tool library .
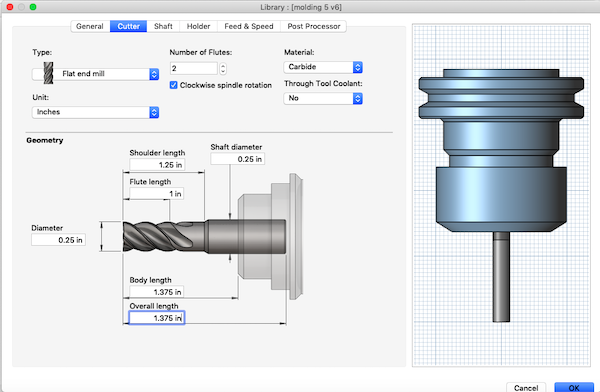
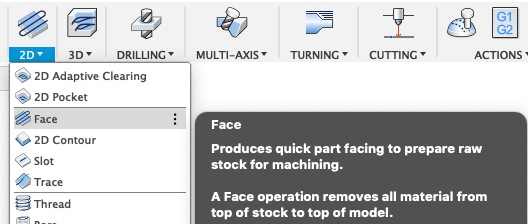
Once I had the 1/4 flat end mill in Fusion, I proceeded to design a Face path. Generally, I just kept the default settings.
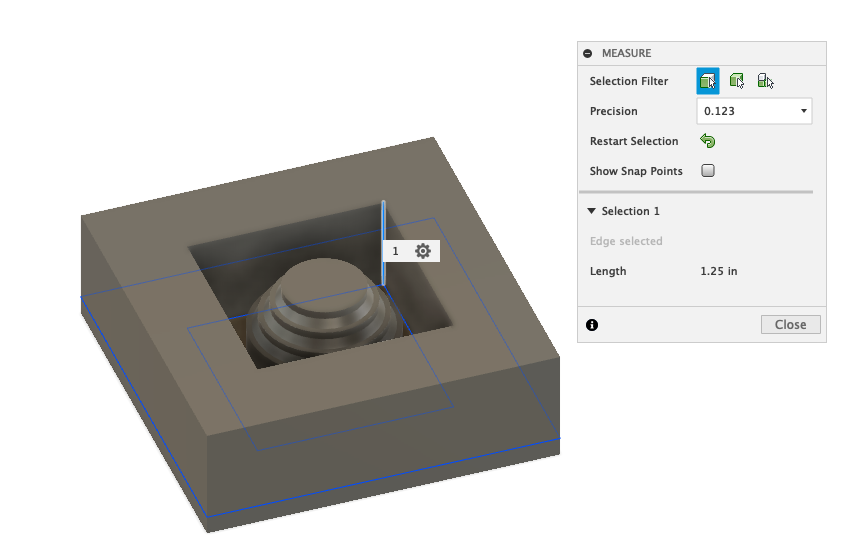
At this point, I realized that I should check the height of the inside of the box. If it’s too tall, then the bit cannot reach the bottom of the box. Using the measuring tool on Fusion, I saw that the depth was 1.25in.
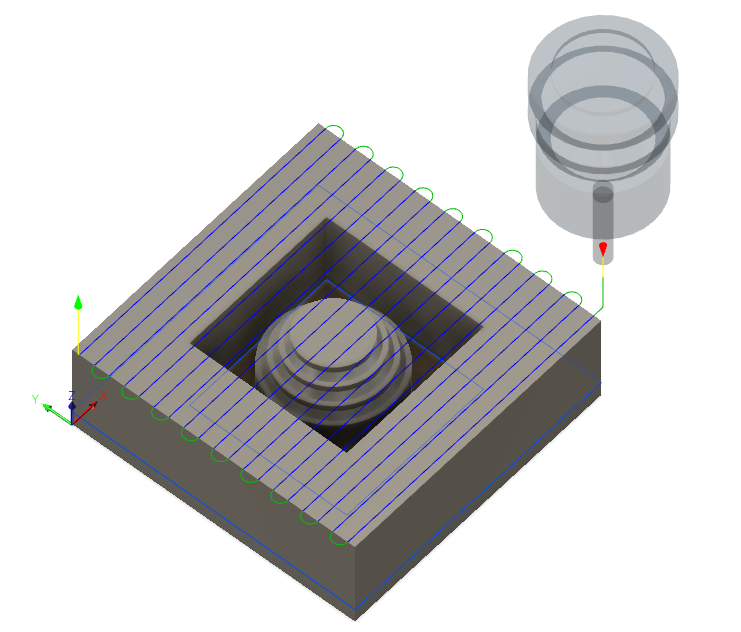
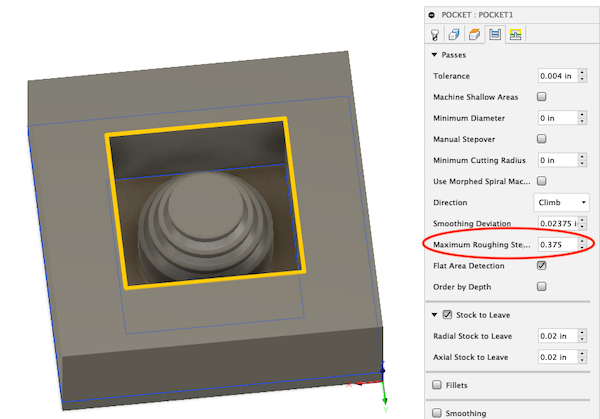
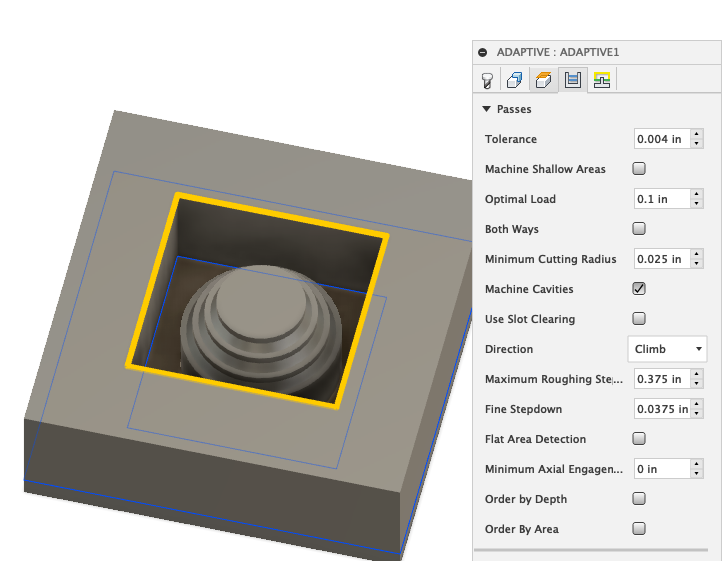
Then, I created a Pocket Clearing toolpath.
![]()
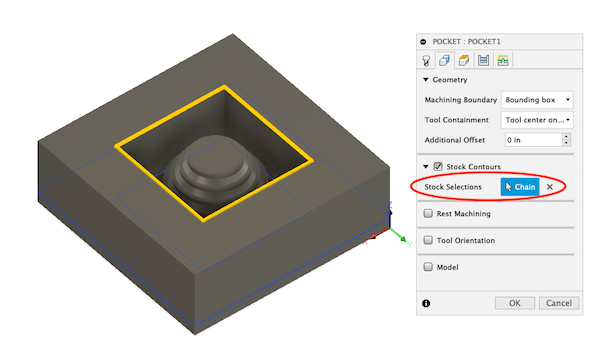
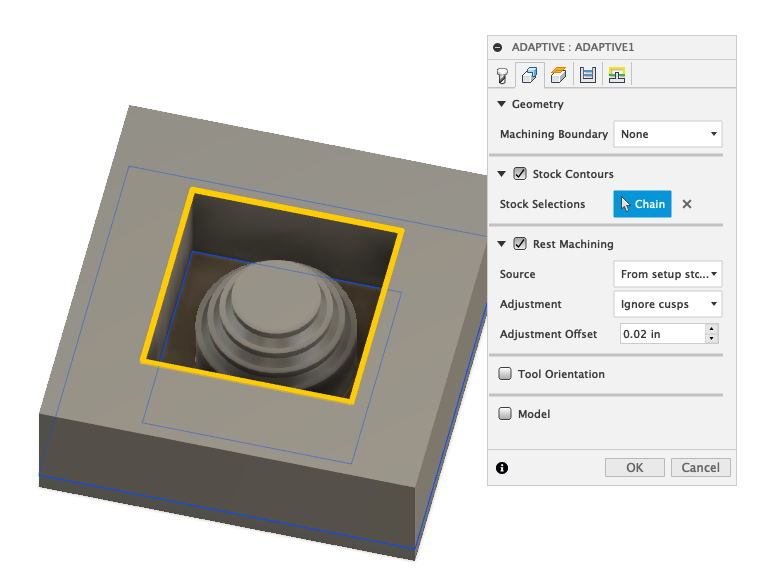
Under Stock Contours, I selected the boundary of the foam wall, defining the outside of where the toolpath would be.
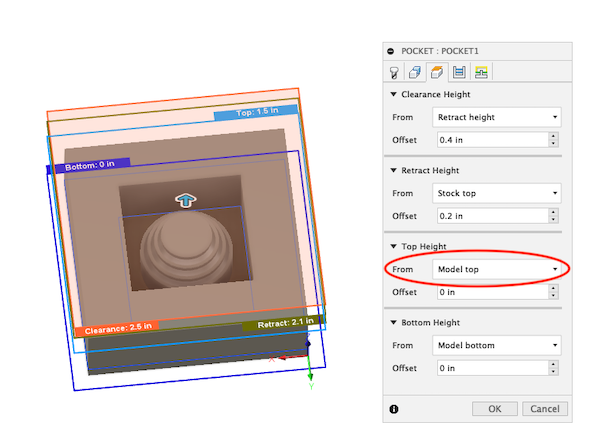
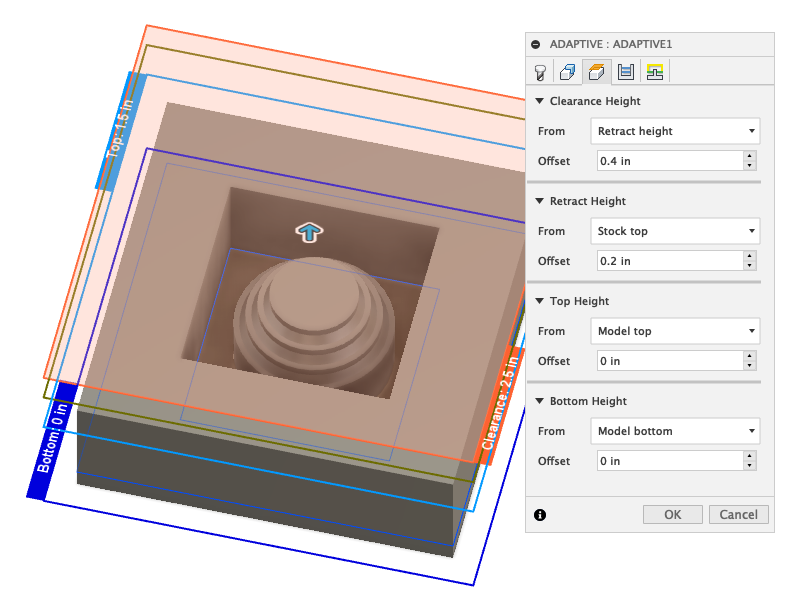
I made the Top Height From Model Top so that it would not create a toolpath removing what the facing toolpath already removed.
For Passes, I made the Maximum Roughing Step (or how much the bit steps down) 0.375in. Usually, a safe stepdown measurement is the same width as the bit, which would be 0.25in in this case. However, since I’m cutting foam, I was able to cut a bit deeper than 0.25in. This speeds up the toolpath.
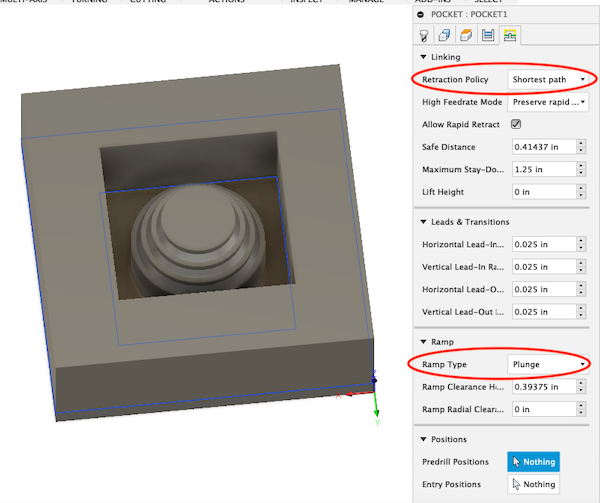
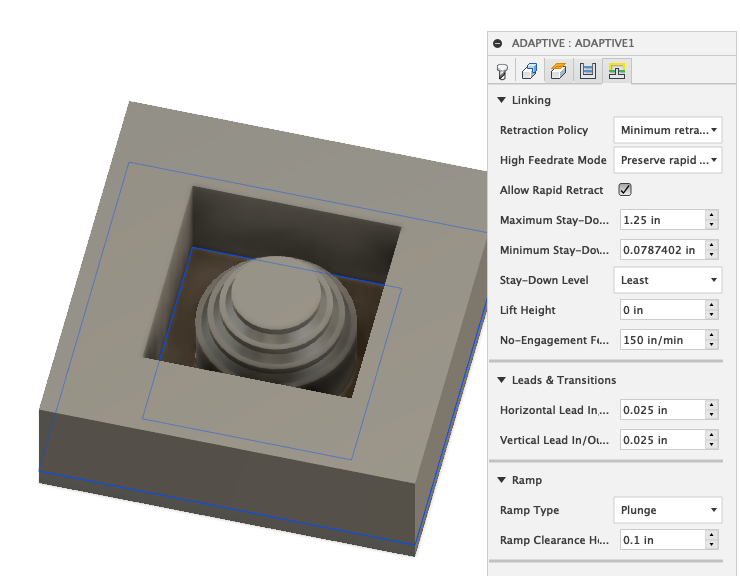
Again, to speed up the toolpath, I changed the Retraction Policy to Shortest Path and changed Ramp Type to Plunge.
Later, I designed another toolpath using Adaptive. I opted to suppress the Pocket Clearing toolpath and just use the Adaptive toolpath instead.
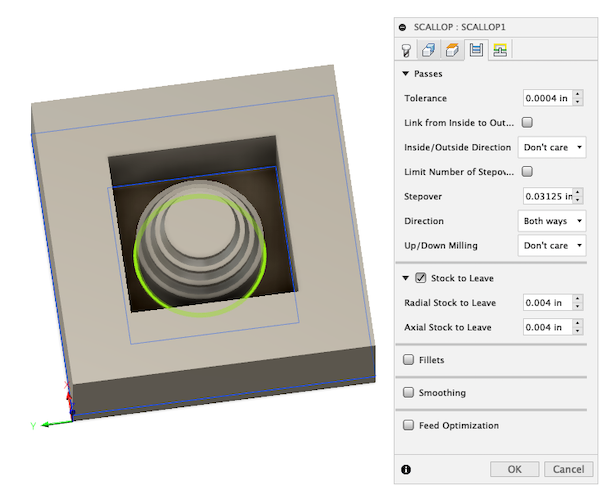
Then, I used the 1/8in ball end mill bit (which I found in the Mr.Rudolph’s) to design the finishing pass (a scallop pass). I went through and changed many of the same settings as I changed above:
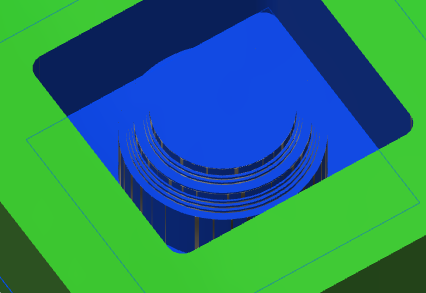
Once I finished creating the toolpaths, I simulated it and made sure it didn’t have any errors.

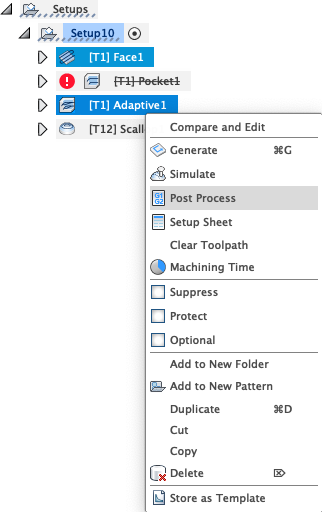
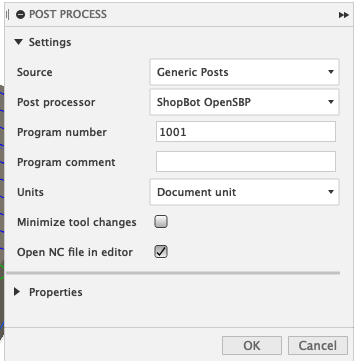
Then, I selected the 1/4 bit toolpaths (the facing path and the adaptive toolpath) and Post Processed it.
Milling the Positive¶
I decided to mill out of Foamular because it’s a really soft and easy material to work with. Also, we had it readily available in the lab.
I had a lot of problems when I was milling.
First, I changed the bit to the 1/4 flat end mill that I designed into my toolpath and zeroed the Z axis:


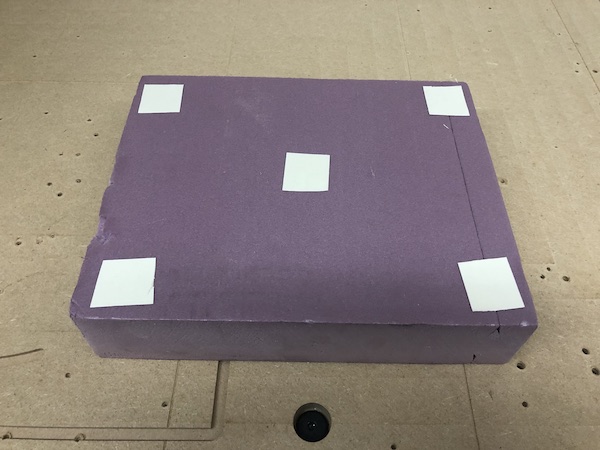
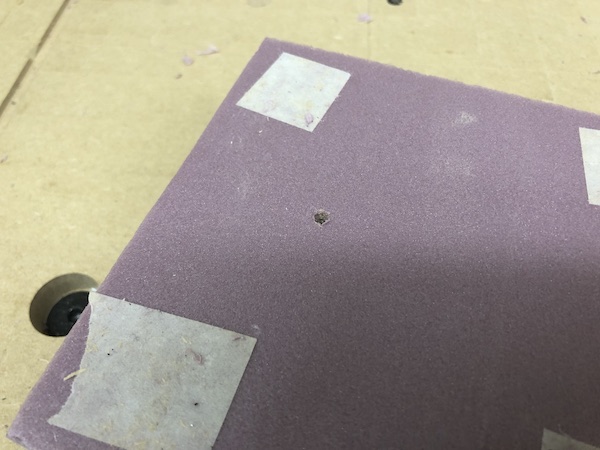
I used a bit of double sided tape (the same double sided tape we use for milling on the Othermill) to adhere the foam block to the table of the ShopBot.
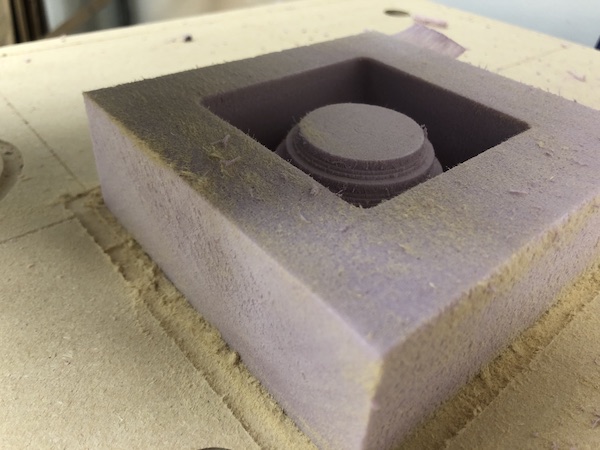
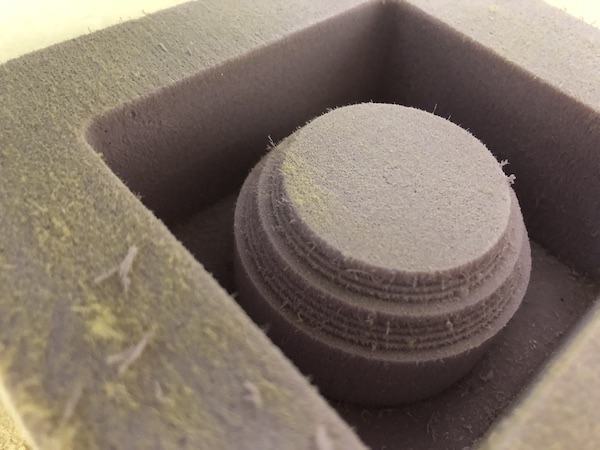
Following the same procedure as week 8, I ran the roughing toolpath. It looked pretty good:
Then, I changed the bit to the 1/8 ball end mill that we had, zeroed the Z axis using the Z plate, and ran the finishing pass. At the time, I didn’t know what went wrong. In the process, I destroyed the ShopBot table quite a bit.



I ran another roughing pass, which again worked, but the finishing pass failed again. I couldn’t understand what I had done wrong; when I looked at the simulation on Fusion, there were no errors, and when I watched the aircut before cutting, it also looked normal. However, when I ran the finishing pass with no offset, it plunged to places that it should not have. Unfortunately, I did not get a video of the ShopBot doing this because I wanted to have my full attention on what the ShopBot was doing. Many times, I had to stop the ShopBot because, again, I wasn’t sure what was happening. It was supposed to start with the facing path, but it would just plunge into the corner of the foam. Some photos of several failed finishing passes:

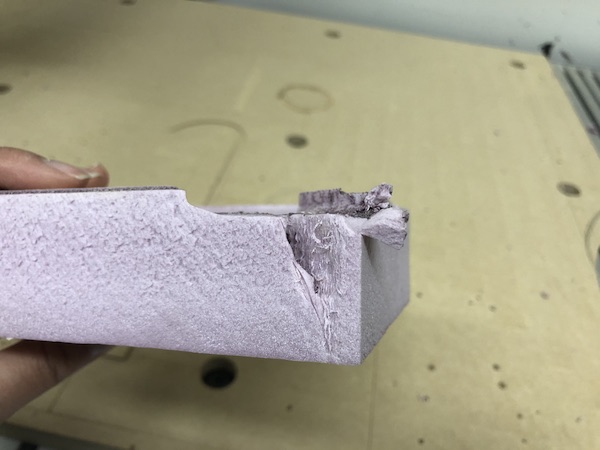


As seen above, I tried to just run the finishing pass on the foam that was already destroyed to see if I could get it to work. I could not. I even broke the bit on one of my failed finishing cuts because the ShopBot just plunged all the way down and tried to cut through the foam.

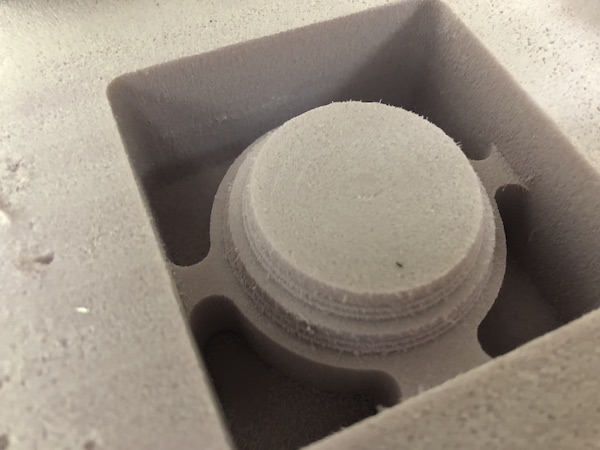
Eventually, I discovered that, since I was using the small ShopBot, it has a smaller Z range. When I was performed the aircut, I had it set to too high of a Z value. When the ShopBot attempted to raise a couple of inches to perform the aircut, it hit the top of its range, which messed up the Z axis. When it went to do the actual cut with no offset, the ShopBot’s actual Z location and intended Z location were not in line. I fixed this problem simply by starting with a lower Z height. Instead of using a 4in Z height when I started the aircut, I changed that to 2.5 in, just above the foam. Roughing:
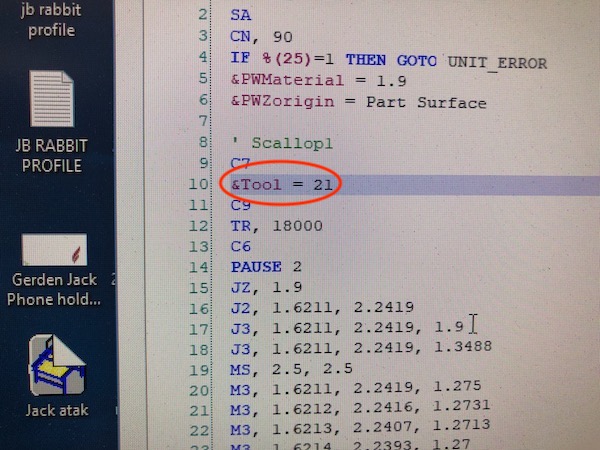
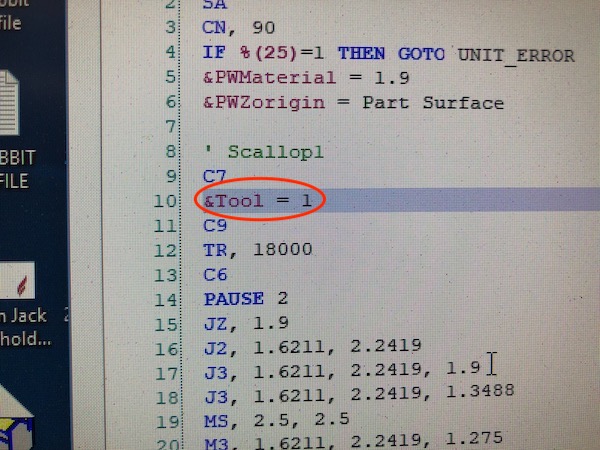
Since I broke the bit earlier, we did not have a 1/8 ball end mill bit. I had to change my toolpath to accomodate a different bit, a 1/32 taper bit. When I ran the aircut, the spindle didn’t start. I asked around, and Mr. Rudolph helped me troubleshoot. In the Fusion tools library that he created, he numbered this specific bit #21. He said that he ran into problems before with that number being too high and that messing with the spindle’s ability to start. I went into the sbp editor and changed tool number to just 1. This fixed the issue with the spindle.
Then, I had another issue with the toolpath. Though the machine was cutting everything properly, it wasn’t cutting anything. The bit was a little outside the actual foam. I went back and looked, and my adaptive pass didn’t leave any Stock to Leave. I tried making the stock on the scallop pass negative, but it gave me an error, saying that the negative stock must be less than the diameter of the bit I was using. So, I set a the Stock to Leave to -.03124in, which is 0.00001in less than the diameter of the bit. The error message:

Even after I changed the Stock to Leave to a negative value, the spindle still wasn’t touching the material at all. I really needed to get the positive milled since I still had to create the negative and then the final positive, which would take 24 hours to cure. So, Mr. Rudolph told me a hack that I could do:
1) Jog the Shopbot to the very edge of the machine, where there is no table underneath it but is still in range.
2) Jog the ShopBot to a negative Z distance. I used -00625in, which is -1/16in.
3) Zero the Z axis.
4) Jog it to a higher Z value, like 3 inches.
5) Jog it to the X and Z origin.
6) Start the cut.
This set the Z axis down -1/16 inch, which enabled the bit to actually come into contact with the foam.
Negative / Mold¶
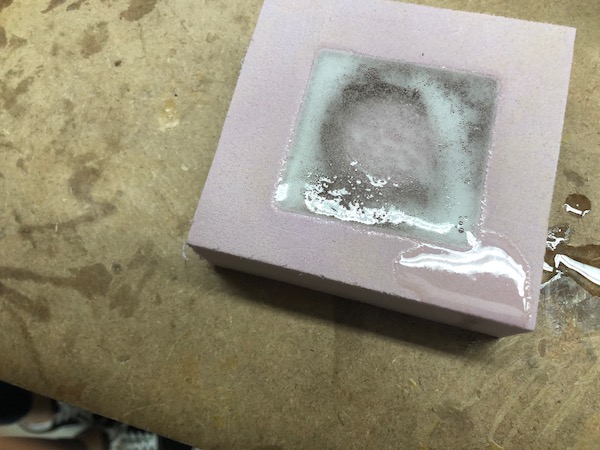
As described earlier, I wanted a flexible cast. In order to do this, I needed a rigid mold, which I made using the Smooth-Cast 300. I sprayed mold release to the milled positive quite liberally. Then, I got equal parts A and B and then combined the two. Since they have an extremely short pot time, once I mixed them, I had to work quickly. I made sure to create a thin bead while I was pouring my negative. It was all very stressful because it was my first time using Smooth-On products and this specific product I was using had such a short cure time. I could feel it already getting hot as I was still pouring.
Mold release products from Smooth-On (I used the spray):

Smooth-Cast 300:

Creating the mold:
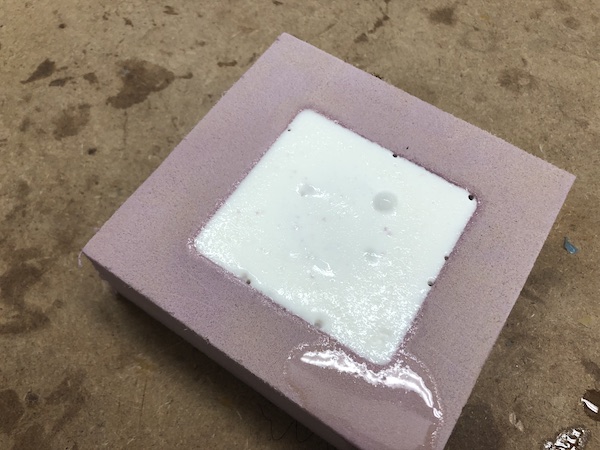
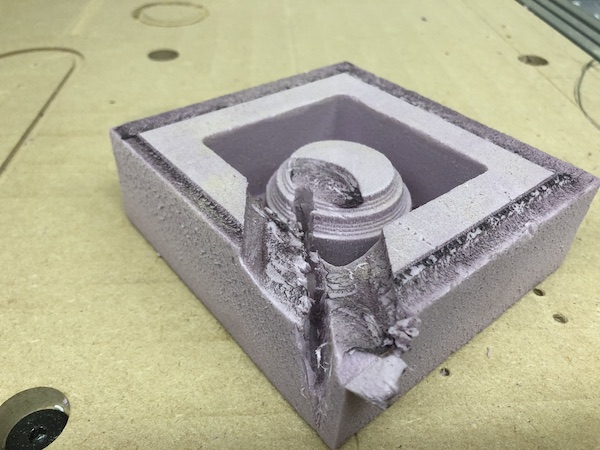
After the cure time of 10 minutes, I was able to remove it from the milled positive. In the process, I destroyed the foam:

The final mold:

There were bits of foam still inside the mold, but I had hoped that the first cast would pick up those bits of foam. After the first cast, I was thinking that I could then use the clean mold afterward, as I have to create 4 of these for the feet of the record player.
Positive / Cast¶
Again, I combined equal parts A and B Mold Star 30. Again, I sprayed mold release liberally onto my newly created, negative mold. I tapped the mold lightly to try to minimize the number of air bubbles I had. The Mold Star 30 has a pot life of 45 minutes, so I didn’t have to rush the pouring process.
Mold Star 30:

Creating the cast:


After the 24 hour cure:

The mold after removing the final cast:

Final cast:




Group Project¶
Since we had to read safety data sheets (SDS) for this week’s group assignment, I read up on how to read an SDS. This website outlines all the different parts of an SDS and also includes a helpful video.
I read the SDSs of the Mold Star 30 and Smooth Cast 300, the materials that I used in this week’s assignment.
Mold Star 30 SDS Smooth Cast 300 SDS
I also went onto the Smooth-On site and looked at the pages for the Mold Star 30 and the Smooth Cast 300. On each of the pages, they have a video demonstrating the use of the products. These videos were super helpful to understand the basics of molding/casting. They also include specifics for that product, like how long you should stir it for and the ratio of A and B that you need to use to get the correct results.