Week 3 - Computer Controlled Cutting Group Project Group C¶
Landon, Connor, Evan, Ryan
Our files for this week can be found here
Kerf:¶
To determine the kerf, we laser cut 10 different 25.4 x 25.4 mm squares on cardboard and measured their lengths and widths to see how much they differed from 25.4 mm. The dimensions listed are the top-bottom measurement x side-side measurement. The square designed in Corel was 25.4 x 25.4 mm (1 in x 1 in)
Test Cases:
1: 24.8 x 24.8 mm
2: 24.8 x 24.8 mm
3: 24.6 x 24.9 mm
4: 24.8 x 24.8 mm
5: 24.6 x 24.8 mm
6: 24.7 x 24.8 mm
7: 24.7 x 24.8 mm
8: 24.7 x 24.8 mm
9: 24.7 x 24.8 mm
10: 24.7 x 24.8 mm
Note that the top and bottom are the flat cut of cardboard while the sides are the corrugated cut.
Here are all of the squares:

Here are each of the squares sorted by dimensions:

Kerf Measurements¶
Top-bottom:
Mean: 24.71
Median: 24.7
Total Approximate Kerf (Mean): 0.345 mm or 0.014 in
Total Approximate Kerf (Median): 0.35 mm or 0.014 in
Sides:
Mean: 24.81
Median: 24.8
Total Approximate Kerf (Mean): 0.295 mm or 0.012 in
Total Approximate Kerf (Median): 0.3 mm or 0.012 in
All:
Mean: 24.76
Median: 24.8
Total Approximate Kerf (Mean): 0.32 mm or 0.013 in
Total Approximate Kerf (Median): 0.3 mm or 0.012 in
Overall, the kerf of the Large Epilog laser cutter is approximately 0.3-0.35mm or 0.012-0.014 in.
Richard’s group got 0.15 in, but their group used inches as their default unit, which is less specific, so the error is likely due to rounding difference.
Joint Types:¶
These observations are based on Dr. Gershenfeld’s image and explanation of the joints.
Here is an image of each joint obtained from Neil’s class:
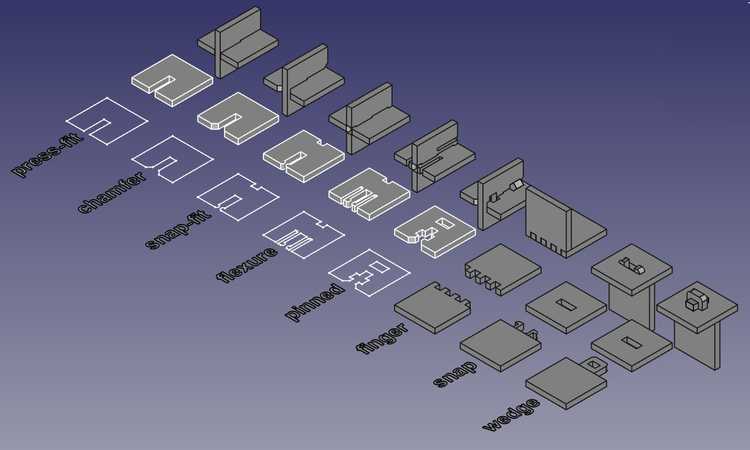
Press fit: The press fit joint seems to be somewhat reliable and very simple to implement. Since it only requires fitting two grooves together, it does not take much effort to make. Its strength seems to depend on the depth of the grooves, since a deeper groove will provide less of a distance to pull the pieces apart.
Chamfer: A chamfer will have the same benefits and detriments as the press fit, but it will be easier to fit pieces together due to the chamfers accounting for margin of error in placement.
Snap-fit: The strength of the snap-fit joint seems to scale with how easily the material can be moved and how much the tabs cover the groove. A stronger snap-fit joint comes at the detriment of the design being harder to assemble due to the immobility of the tabs.
Flexure: The flexure joint is similar to the snap-fit joint, but it is easier to insert another piece between the tabs because of their mobility. However, this will cause it to be a less stable connection.
Pinned: A pinned joint is quite strong because its strength is determined by how easily the pin holding two pieces together can move. It requires making an extra part, but only moving the pin can separate the joint.
Finger: Finger joints are easy to implement for corners or pieces connecting side-to-side, but it is not very stable at all. The fingers can easily be separated by moving them the width of the material, no matter the size of the finger grooves.
Snap: Similarly to the snap-fit joint, the snap joint’s strength is determined by the durability of the material and length of the tabs. It is slightly stronger though, since pulling pieces apart is much harder than putting them together. The snap joint has the downside that the tabs might wear down or break from continued use.
Wedge: The wedge joint is very similar to the pinned joint in that its strength relies on the mobility of the wedge connecting the two pieces. The joint is strong, and it seems slightly neater to use than the pinned joint.
Joint Clearance:¶
Joint clearance in this situation was the measure of how much a joint, or slot, has to change to accommodate the kerf of the laser cutter. One fix to this issue, for slots specifically, is shrinking the slot so that the slot after cutting is a better size to fit a piece into. To figure out the optimal changes for how much the slot should be shrunk, we made a document in Fusion360 and designed a model. We incorporated minor amounts of parametric design for the creation of the model by creating parameters to determine the slot width, the space between the slots, the depth of the slots, and the chamfer. The purpose of the slot width being parametric was to be able to change based on the width of the material that the slot is attached to, and the purpose of creating a parameter for the distance between the holes was to keep them consistent.
The first step was creating the file, which we did in Fusion360 due to its simple parameter systems. To access the parameter menu, create a new sketch and select modify and then go to ```Change Parameters” and create a parameter.


However, after being more realistic with the measurements and measuring the cardboard that we used to be 3.8mm, we changed the parameters.

Then, we created the design itself, repeatedly decreasing the hole width by 0.05mm and increasing the space between the holes by 0.05mm. This was to even out the difference and make it so that they were always consistently spaced out. To add and subtract 0.05 each time to both measurements, we typed in hole-(multiple of 0.05) or space+(multiple of 0.05).
Next was to create the second piece and the chamfers. The second piece was made with a width of 2*depth of the hole, a length of depth+hole width, and hole with the same dimensions as before. Finally, chamfers of 2 mm were added to each of the slots and the pieces were done.
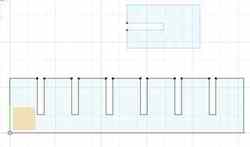
In order to convert this sketch into an SVG, which is the file type the laser cutters take, it was exported as a DXF into Inkscape.

The line width was changed to hairline and the text was added underneath, making the final svg look like this:

This file was put into Google Drive to transfer it over to the computers that operate the laser cutters, and, after adjusting the position and importing the correct laser cutting settings for cardboard, the file was cut. An issue was encountered during this part where, because of how the text was set up, it was vectoring and rastering the text. The file was adjusted by changing the width of the text off hairline, and then the whole thing successfully cut out.

Though small, the text under each hole represents the width. After cutting them out, we tested to see which slot the small piece would fit into best, and found that it fit into the 3.55 mm slot the best. Additionally, we also realized that creating a slot on the smaller piece was completely unnecessary.

Conclusions¶
The process of determining joint clearance for laser cutting involved careful consideration of slot dimensions and material parameters. Using Fusion360, we leveraged parametric design to create a model with adjustable slot widths and consistent hole spacing. Realistic measurements informed adjustments to parameters, ensuring accuracy, and iterative adjustments were made to achieve consistent slot dimensions, and chamfers were added for finishing touches. Conversion to SVG format and preparation for laser cutting involved exporting the design to Inkscape and addressing issues with vectoring and rastering. Despite minor challenges, the final product provided valuable insights into optimal slot dimensions, with the 3.55 mm slot proving most suitable. This process optimized the fit for laser-cut components.
Speed, Power, Frequency:¶
CorelDraw To test speed, power, and frequency, we created a CorelDraw file that was organized as a table. This table displayed speed, power, and frequency in a column and the percentage in rows. For each quadrant, there was a line that would be cut on the laser cutter.
This is what our CorelDraw file looks like
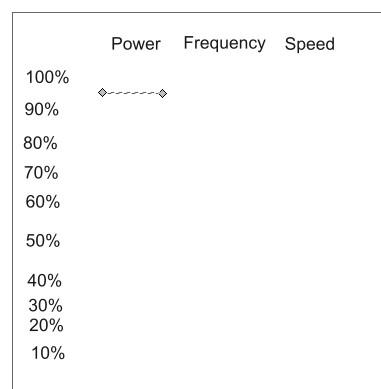
The line’s spot determined the settings we would use to cut for that line. As a control percentage, we decided to use 25% because we were cutting on cardboard and didn’t want to burn anything. For example, a line in the Speed row and 100% column would have the settings (Speed: 100%, Power: 25%, Frequency:25%).
This is what our cuts look like when we cut it on our laser cutter.
Conclusions from the Laser Cut¶
When you increase the power on a laser cutter, you increase the amount of energy that the laser is emitting. For the power testing, at the higher percentages such as 100% and 90%, the cut went all the way through the cardboard. But as we went down in power, the cut would go less deep. This allowed us to come to the conclusion that power and cut depth have a direct relationship.
When you increase the frequency on a laser cutter, you increase the rate at which the laser fires. For the frequency testing, the higher percentages, it cut all the way through the cardboard. Like power, the less frequency, the less the cut depth would be. This allowed us to come to the conclusion that frequency and cut depth have a direct relationship.
When you increase the speed, you increase the speed that the laser cutter travels along its given path. For the speed testing, at the higher percentages the laser barely cut the cardboard. But the lower we went, the deeper the cut was. Near the lower percentages the laser cut all the way through the cardboard. This led us to conclude that speed and cut depth have an inverse relationship.
Focus¶
To test the focus, we used the smaller laser cutter and rastered designs on small wooden planks. The design which we ended up choosing was the Fab Academy logo. We settled on rastering this logo 4 times with the following focus settings: 0.0, 0.05, 0.1, and 0.2. The picture below shows the orientation/design we ended up going with in Corel Draw.
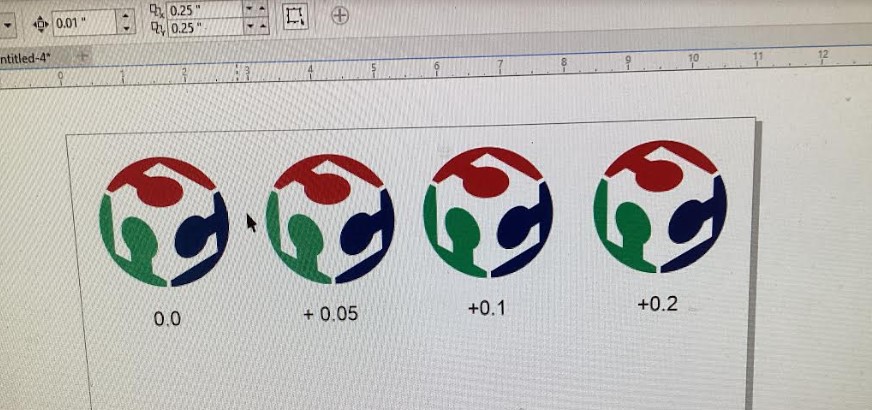
In order to raster each logo with different focus levels, when printing, we deleted all of the logos we weren’t currently printing and changed the focus level accordingly for the one logo left. We repeated this process for each logo. The picture below shows what the wooden board ended up looking like after rastering all of the logos.
