Computer Controlled Machining

Before we start
Important: This procedure is to be performed by 2+ individuals, never one person alone.
Roles: The Director handles the computer and is in charge of giving instructions to the others on what to do.
NO ONE ELSE SHOULD INTERACT WITH THE COMPUTER
Safety Guidelines
⚠️ BEFORE RUNNING ANYTHING, MAKE SURE YOU ARE WEARING SAFETY GLASSES AND EAR PROTECTION!!
Basic recommendations
- During standby periods of time, change screens in order to avoid accidental interactions with the computer that could affect the performance of the machine.
- During the process navigate the code with the existing buttons from the ribbon at the top of the code.
- The mouse should be located on the STOP button at all times while the machine is in function. Information about time estimation left and position on the code is located at the bottom right of the interface’s UI.
- The code can be “hot edited” while the machine is in function. This is equivalent to opening the test editor and changing the file in the computer. Press play on the machine After running the machine and once it has stopped working, move the machine out with the ‘arrow side & up button’.
- Add screws and check once again the position of ‘Z’. Calibrate again if needed.
- Find Z0 point
- Repeat steps 13 to 16 keeping in mind the given recommendations.
- Stop the machine and proceed to touch the collet and end mill to test if it is cold. If yes, it means it’s working well.
RHINO CAM
The file that we mad ecan be downloaded here
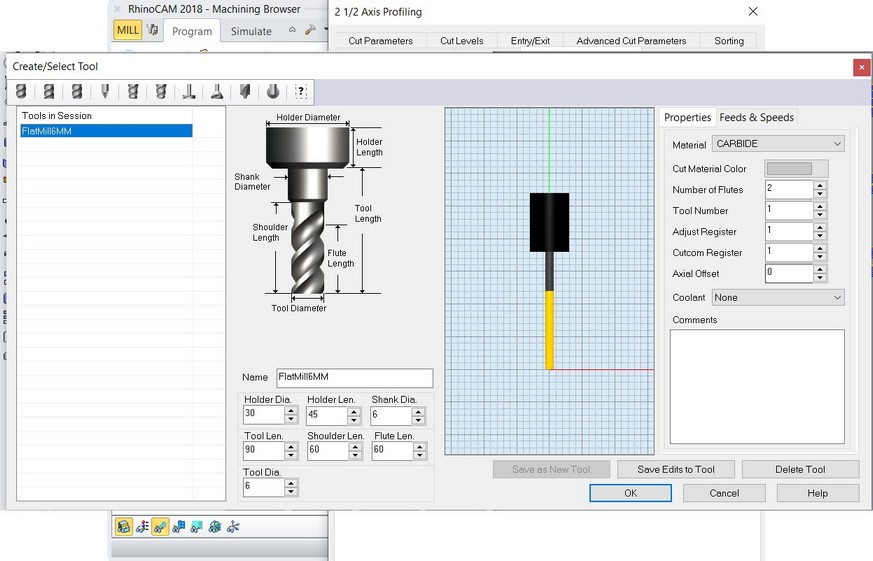
1.Creating the tool: Change the tool diameter, length as per specifications
on the endmill and calculate the feeds and speeds.
Create an operation for the milling: PROFILING
2. Feeds and speeds.
3. The tool.
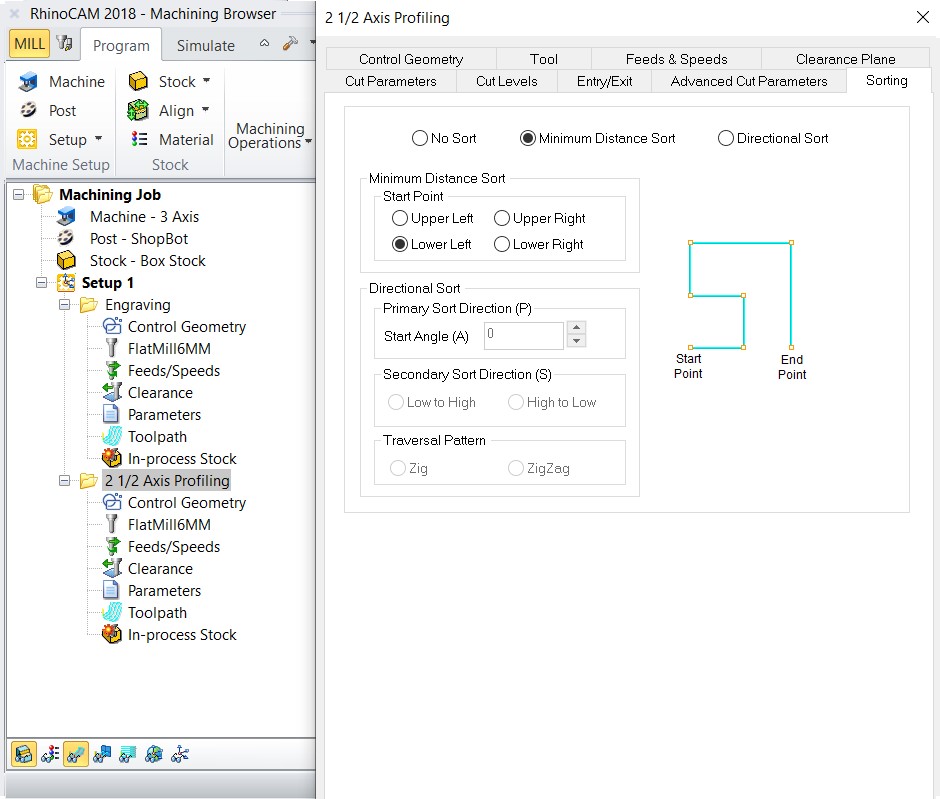
4. The start/Origin.
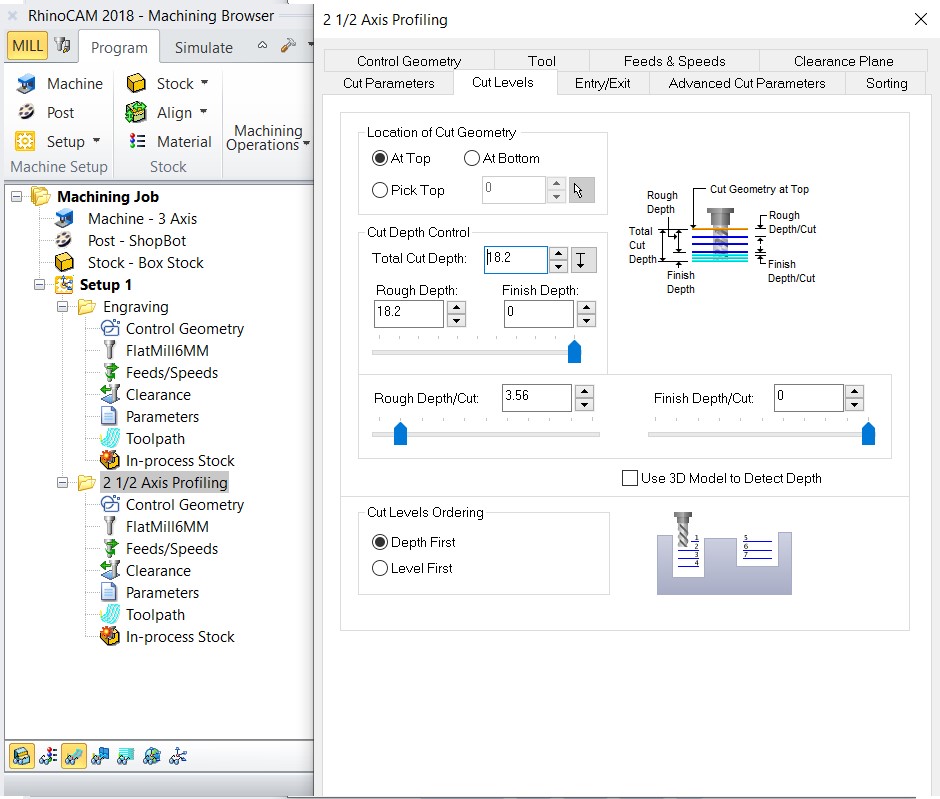
5. The thickness of the material, cut depths and number of passes.
Start the simulation to crosscheck everything and save the milling file seperate from the engraving one.

Preparing the machine
- Start the machine with the ‘on’ button on the start switch
- Find digital locators by pressing the ‘Home Button’ of the UI of the Kinetic-NC main screen
- If a piece of material has been left on the sacrifice board, proceed to remove all screws and vacuuming the area
- Locate “CNC Test 22” files on the cloud
- Measure new material in the area it will be cut if an already used piece. If a new one is to be laid, measure all four corners to find the average size
- Position the board in a way it is easy to use up close to the edge
- First set of (4 screws) ought to be placed on a 20mm frame around the board piece and one around the centre
- Note: Screws need to be put fully in, taken out one third before being fully tightened.
- Remove dust shoot by opening the collet chuck and ensuring the collet is the right size in relation to the flute. (In this specific case a Downcut one edge (flute) spiral 6mm Shank Rh made out of solid carbide Z1).
- Place dust shoot back by fitting the collet into the collet chuck and screwing in until some resistance is felt. Install the flute inside the collet finding the right depth by holding with thumb and index fingers at the very end of the flute. When fitting the dust shoot, ensure that it aligns with the collet chuck.
- Fit the exhaust adapter back in place.
- Calibrate the machine on Z by beginning with Y & X (each one from their view) and by placing the magnetic button under the flute.
- On the Kinetic-NC main screen click on the “Custom” button and on Z0 finder with the ‘mobile tool length probe’. The ‘Abortion’ button can be used in order to restart the procedure, if needed. *in 90% of machines, the long axis is the ‘x axis’



- Before launching the file reset the spindle and feed values — to keep them from overriding currently existing code values.
- Open file by clicking on “File” tab, and open MNC file.
- Check the first 10 lines of G-Code:
%
G90 - absolute
G64 - to cancel, exact stop
M7 - disable lubrication and spindle
M8 - disable
T1 - choose tool 1
M3 - motor command - to switch on
[...]
M9 - disable
M15 - disable
Feed and Speeds
Chip load = fm / flutes (rpm) = value is always in inches per minute.
fm = feedrate flutes = number of flutes rpm = rotation chip load = how fast should your endmill move horizontally
equation works if you cut using:
Cut depth = tool diameter / 2 (Use an online calculator)
THE RESULT
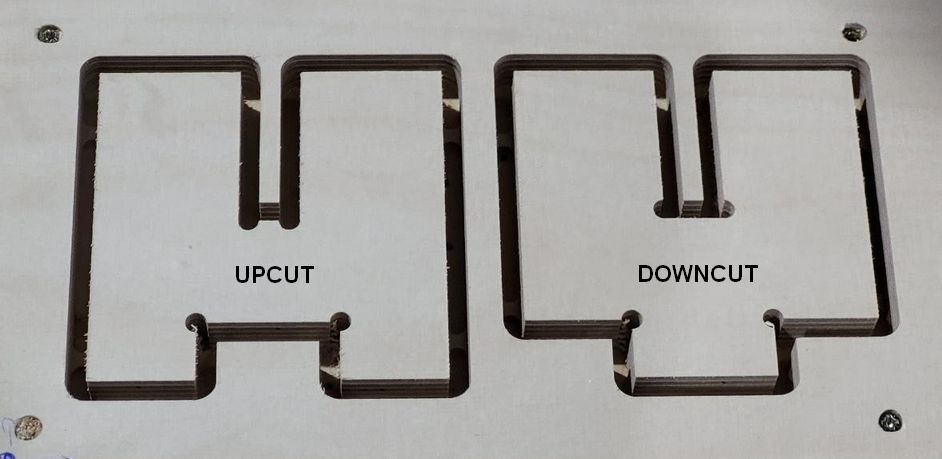 kerf was accounted for with 2% of the thickness,
kerf was accounted for with 2% of the thickness,
