3d Printing and Scanning
The group assignment was to test the design rules of the 3D printer.
There are many parameters one can control on 3d printer. Out of this, Build speed, Extrusion Speed and Nozzle Temperature control are set by the operator
CREALITY ENDER-3 PRO
We used a test print object that can be found on Thingiverse.
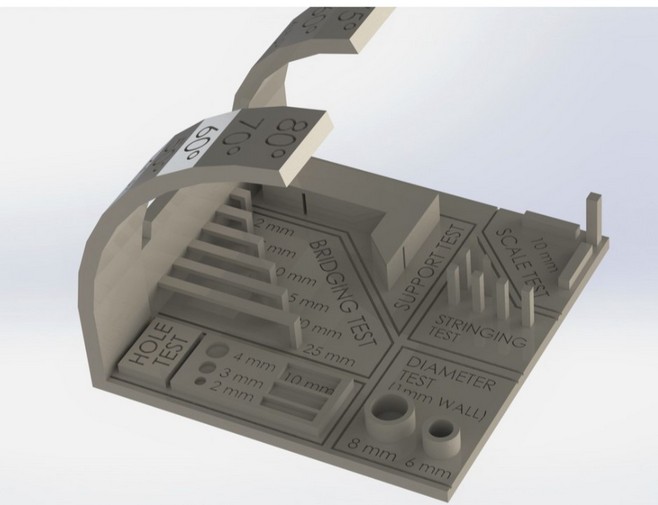
This test print creates several unique 3D printing features in one object, like overhangs and pillars. It also creates several other features like lines and pockets of different sizes we could check the resolution of the printers.
Loading the Filament
Material: PLA
We cut the filament at a 45 degree angle so it will easily go through the tube.


- First, import the model in .stl or .obj format.
- Change the orientation of the model, as it has an impact on the strength of the print.
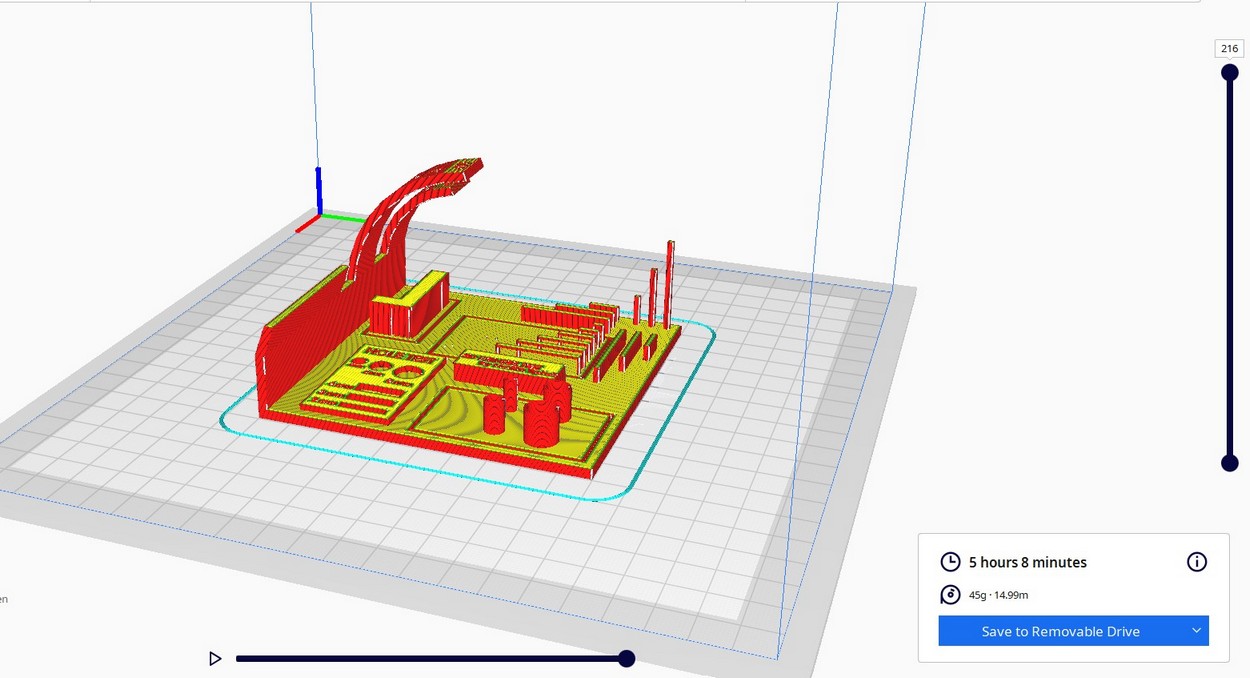
- We did not use any supports and used the default settings for the test.
- Check if the temperature of the bed and the nozzle match with the requirement of the material.
- Click on SLICE and copy it on to the SD card from the printer you are going to be using.
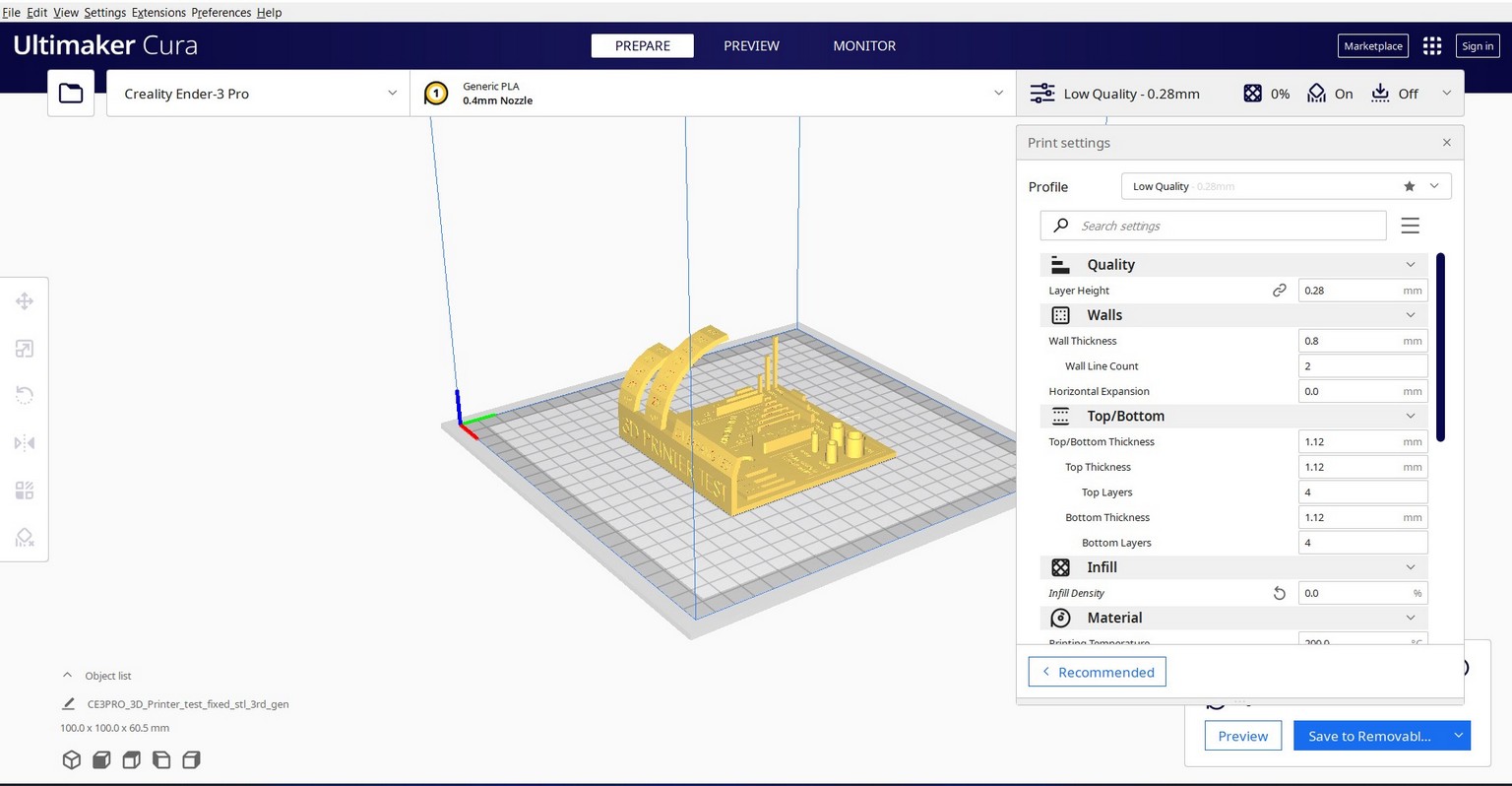
PRINTER SETTINGS
1. Resolution- 0.15mm
2. Infill- 30%
3. Nozzle temp- 210
4. Bed temp- 60
PRINTING
We then loaded the SD card in the machine, selected it for printing. Using glue/hairspray on the bed creates good adhesion.
- On the printer, choose Print from TF on the menu.



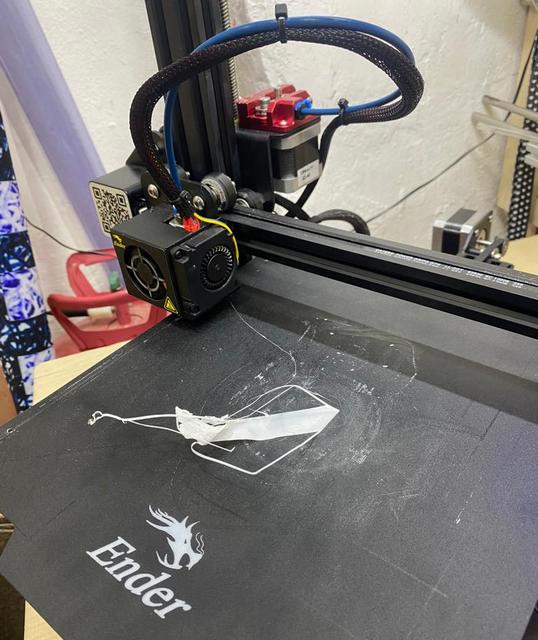
- We initially ran into some problems, the print layers would not stick to the bed.
- Our instructor Eduardo noticed that the nozzle was not close enough to the bed in some places.
- He helped us calibrate it by placing a sheet of paper and using it as reference to tighten the corner screws under the bed.
- The print after this came out well except for the extreme overhangs.
RESULT
The quality of the print was very good and it helped us understand the limitations of the machine like the extent of overhang and the accuracy of some pockets.

OBSERVATIONS
- Layer heights- Resolution vs Time. Thickness of the layer height determines the resolution of the surface.
- Lower nozzle size = higher precision.
- Higher resolution = more printing time.
- Thickness of the casing must be a multiple of the diameter of the nozzle to prevent gaps from forming.
- 20% infill density can be used as a standard for most printers.
- Pay attention to the orientation: strength is more in the XY direction vs. Z direction.
- Print speed and temperature: You have to be careful with print speed and temperature when it comes to overhangs and bridges.
- If the temperature is too high it takes longer for the filament to cool down and solidify, and therefore once again giving it more change for it to fall.
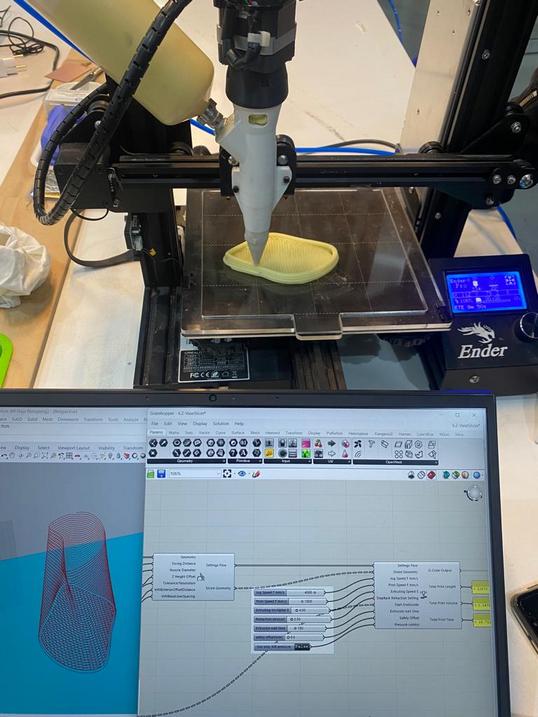
PRINTING WITH PASTE (Creality ender-3 pro)
The fablab has been experimenting with printing with different materials for a while now and they have a modified ender-3 pro printer with a 3d printing extruder that can print with paste. Eduardo gave as a demo on how to use that machine to print with mashed potato and xanthum gum.

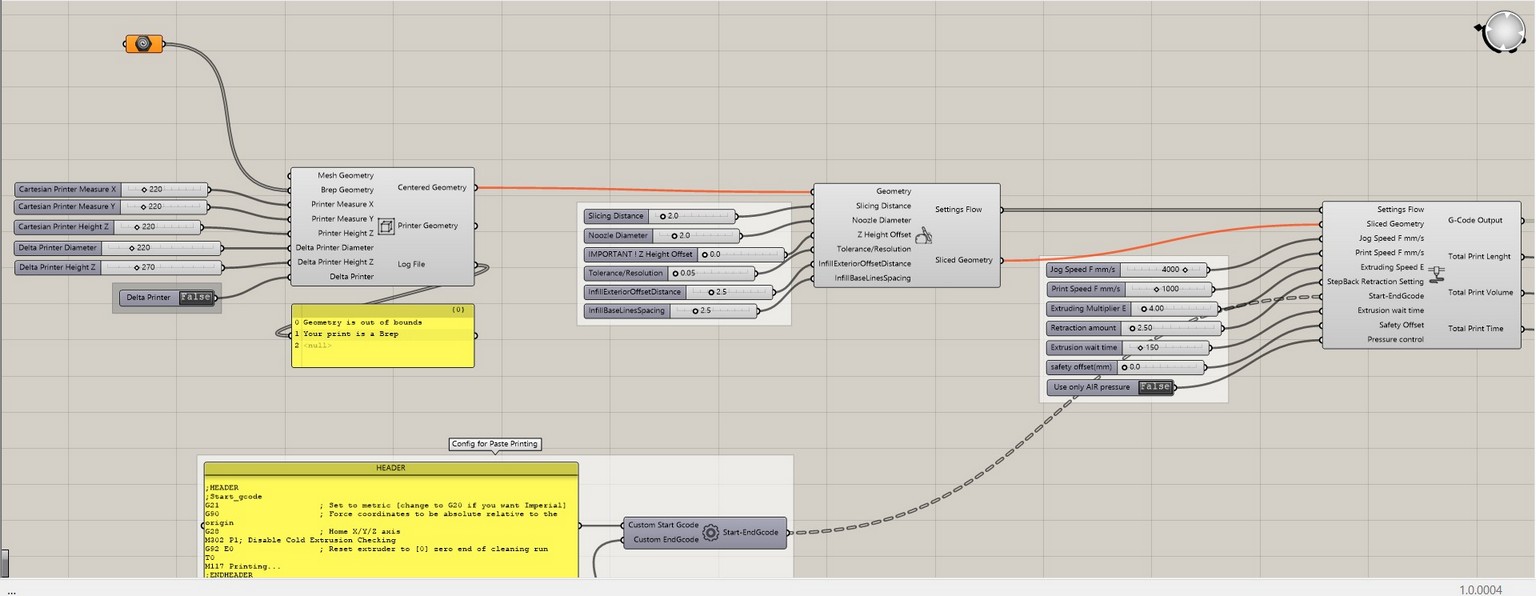
- We decided to make a simple form on grasshopper to test it out ourselves. Below is the grasshopper script made by the lab that is used to prepare the model for slicing and extracting the Gcode.
- A laptop with Repitier has to be connected the printer through USB.
-
The Gcode copied from the Gh script has to be pasted in Cura slicer and the commands can be sent directly from the application.
-
Some Gcode basics
- G0 – Is a rapid movement
- G1 – Is a linear movement
- X – Movement in the X axis
- Y – Movement in the Y axis
- Z – Movement in the Z axis
- E – The amount to extrude between the start and end point of a movement
- F – Feed rate per minute as described previously
- G28 – Move to Origin
- G90 - Set absolute co-ordinates
- G91 - Set relative co- ordinates
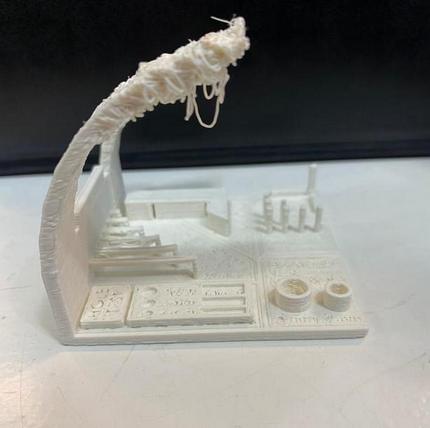
RESULT
The model was too big for the paste used and failed to hold its own weight halfway through the print.
