11. Molding and casting¶
This week was dedicated to molding and casting. For this we had to make a mould and then cast something in it. For this I decided to make a heart that I could then cast bismuth with.
Review the safety data sheets for each of your molding and casting materials
Make and compare test casts with each of them
Individual assignment:
Design a 3D mould around the stock and tooling that you'll be using, mill it (rough cut + (at least) three-axis finish cut), and use it to cast parts.
Hero shot¶

Group assignment¶
Safety data sheets¶
Epoxy 1070 and hardener 1077 :¶
- Contact with the skin should be avoided. Gloves and protective clothing should be worn.
- Goggles should be worn to prevent resin, hardener, solvent or dust from entering the eyes. o If this happens, flush the eye with water for 15 minutes, keeping the eyelid open, and seek medical attention.
- Ensure adequate ventilation of work areas.
Technical details :
| Datasheet | 1070 clear/1077 |
|---|---|
| Mixing ratio by weight | 100/45 |
| Mixing ratio by volume | 2/1 |
| Visual aspect | Clear purple liquid |
| Mixed density at 23°C | 1.11 |
| Mixed viscosity at 23°C (mPa.s) | 940 |
| Gel time on 70mL at 23°C (4cm high mix) | 15 min |
| Time at exothermic peak on 70 mL at 23°C | 18min |
| Temperature at exothermic peak on 70mL at 23°C | 183°C |
| Gel time on 2mm thick film at 23°C | 50 min |
| Touch dry on 2mm film at 23°C | 4h |
| Hard and sandable on 2mm film at 23°C | 8h |
TRANSPORT & STORAGE
Keep containers sealed and away from heat and cold preferably between 10°C and 30°C in a well ventilated area. Our products are guaranteed in their original pac- kaging (check expiry date on the label).
Oomoo 25¶
- Inhalation : Respiratory protection is not normally required when using this product in open environments with adequate ventilation. Remove source(s) of contamination and move victim to fresh air. If breathing has stopped, give artificial respiration, then oxygen if needed. Contact physician immediately.
- Eye Contact : Flush eyes with plenty of water. If irritation persists, seek medical attention.
- Skin Contact : Wear any liquid-tight gloves such as butyl rubber, neoprene or PVC. In case of skin contact, wash thoroughly with soap and water.
- Ingestion : Do not induce vomiting unless instructed by a physician. Never give anything by mouth to an unconscious person.
- Extinguishing Media : Water Fog, Dry Chemical, and Carbon Dioxide Foam
- Advice for firefighters : Use water spray to cool fire-exposed surfaces and to protect personnel. Shut off “fuel” to fire. If a leak or spill has not ignited, use water spray to disperse the vapors. Either allow fire to burn under controlled conditions or extinguish with foam or dry chemical. Try to cover liquid spills with foam. Because fire may produce toxic thermal decomposition products, wear a self-contained breathing apparatus (SCBA) with a full-face piece operated in pressure demand or positive-pressure mode.
- Personal precautions, protective equipment and emergency procedures : Only properly protected personnel should remain in the spill area; dike and contain spill. Stop or reduce discharge if it can be done safely.
- Environmental precautions : Stop spill/release if it can be done safely. Prevent spilled material from entering sewers, storm drains or unauthorized drainage systems and natural waterways by using sand, earth, or other appropriate barriers. No special environmental precautions required.
- Precautions for safe handling : Use good general housekeeping procedures. Wash hands after use. Do not get in eyes, on skin or on clothing. Do not breathe vapors or mists. Use good personal hygiene practices.
- Conditions for safe storage, including any incompatibilities : Keep container(s) tightly closed and properly labeled. Store in cool, dry, well ventilated place away from heat, direct sunlight, strong oxidizers and any incompatibles. Store in approved containers and protect against physical damage. Keep containers securely sealed when not in use. Indoor storage should meet local standards and appropriate fire codes. Containers that have been opened must be carefully resealed to prevent leakage. Empty containers retain residue and may be dangerous. Avoid water contamination.
- Reactivity : No hazardous reactions if stored and handled as prescribed/indicated., No corrosive effect on metal. Not fire propagating.
- Chemical stability : These products are stable at room temperature in closed containers under normal storage and handling conditions.
- Carcinogenicity : No component of these products present at levels greater than or equal to 0.1% is identified as a carcinogen or potential carcinogen by IARC, ACGIH or NTP.
Technical details :
| Datasheet | Oosmoo 25 |
|---|---|
| Mixing ratio by weight | 100A:130B |
| Mixing ratio by volume | 1A/1B |
| Mixed viscosity | 4250 |
| Specific volume | 20,6 |
| Pot life | 15 min L |
| Cure time | 75 min |
| Useful Temperature Range | -65°F to 400°F (-53°C to 205°C) |
| Appearance | Viscous liquid |
| Odor | Mild to sweet odor |
| Flach point | >300°F (148,9°C) |
| Solubility in water | Insoluble |
| Specific gravity (H20=1, at 4°C) | 1,05 - 1,15 |
Foodsafe silicon RTV 3428¶
Here is the datasheet of foodsafe silicon RTV3428. For the group assignment, I read this datasheet, which is in French.
The silicon is foodsafe. For the mix of the two products, it is a ratio in weight, 100g of A for 10g of B. A is the base, B is the catalyzer.
It is pretty easy to use because of the viscosity of the components. We can use it under vacuum to do the degassing. It is no irritants or sensitizers to the skin.
The instructions are written on the pot. The proportion are 100g of A, the base, for 10g of B, the catalyzer. I have to wait at least 16 hours to unmold, and the mold made of silicon will handle until 150°C.
Technical details :
| Datasheet | Silicon RTV 3428 A&B |
|---|---|
| Mixing ratio by weight | 100A:10B |
| Viscosity | A: 25 000 / B: 1 000 |
| Time to use the mix | 90 minutes, at 23°C |
| Cure time | 16 hours |
| Useful Temperature Range | up to 150°C |
| Appearance | Viscous liquid, translucid for A, white for B |
| Time for storage | up to 12 months, between -5°C and 30°C, not open |
Testing the different moulding materials¶
Together with my colleagues Antonio and Elina we have been testing the different materials we have at AgriLab. We tested food-safe silicone, oomoo 25 and epoxy 1070.
Here are the results of the different tests:
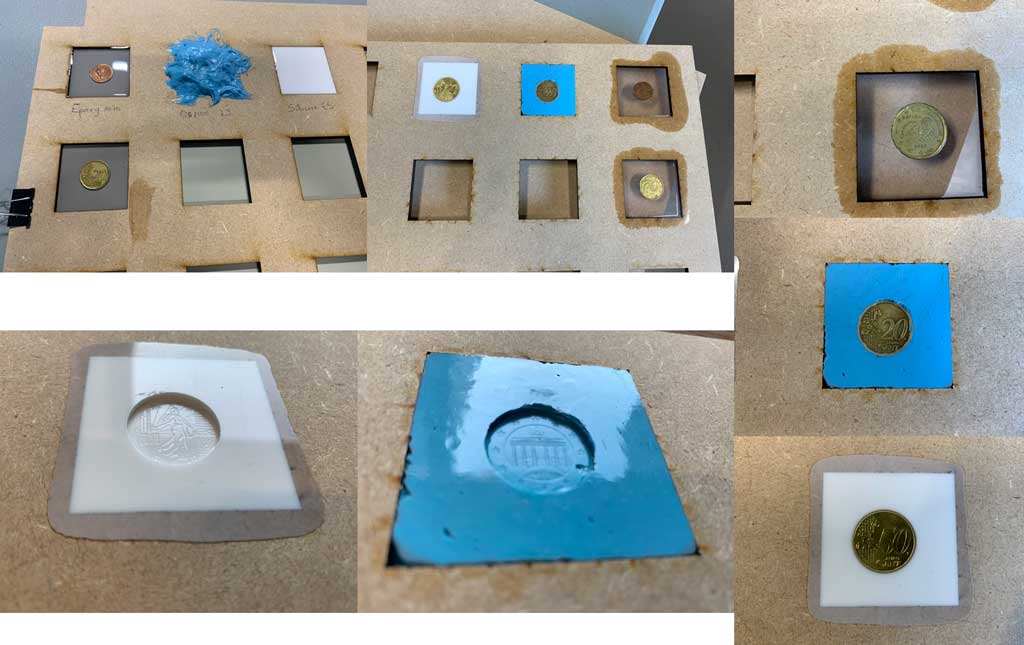
The results of this test :
- The food-safe silicone (white) is very precise, you can see all the details of the coin. Moreover, this product has a very smooth finish and is easy to handle.
- The oomoo 25 is more or less precise, you can see some details of the coin but not all details. Also this material is not very easy to handle and gives a very ugly finish.
- The epoxy 1070 is very nice, smooth and transparent but we didn’t succeed in removing our parts inside.
With this test and for the rest of the week I will continue to use the oomoo 25, despite a deficiency in the details and a difficulty to use it. This material is the most heat resistant. My ambition is to cast molten bismuth inside this silicone mould, so it has to be as strong as possible.
Individual assignment¶
Design on Fusion 360¶
For this week I decided to design on Fusion360 because I’m starting to know Fusion360 well. It’s easy to do the manufacturing in this software.
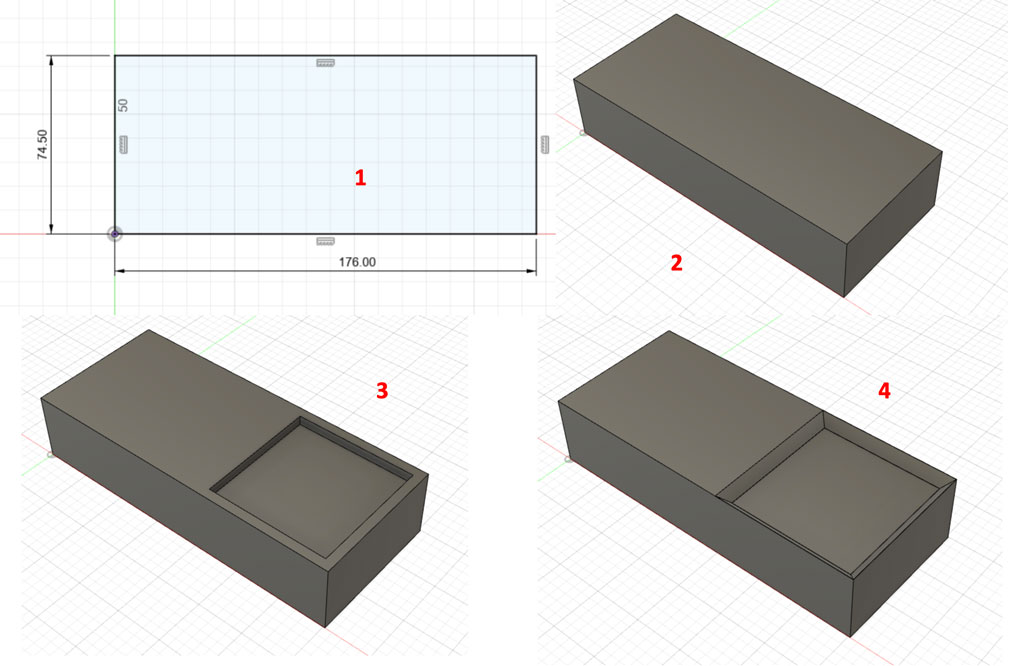
- I made a sketch with the size of my wax (75 x 176 x 37 mm). I chose the smallest wax we have at AgriLab because I wanted to make something small.
- Extrusion of my wax to the thickness of it
- Placement of the 5mm pouring space
- Making a chamfer to facilitate the release
- Import my SVG and extrude it to 2.5mm (internet source)
- Creation of a fillet for aesthetic reasons.
Manufacture¶
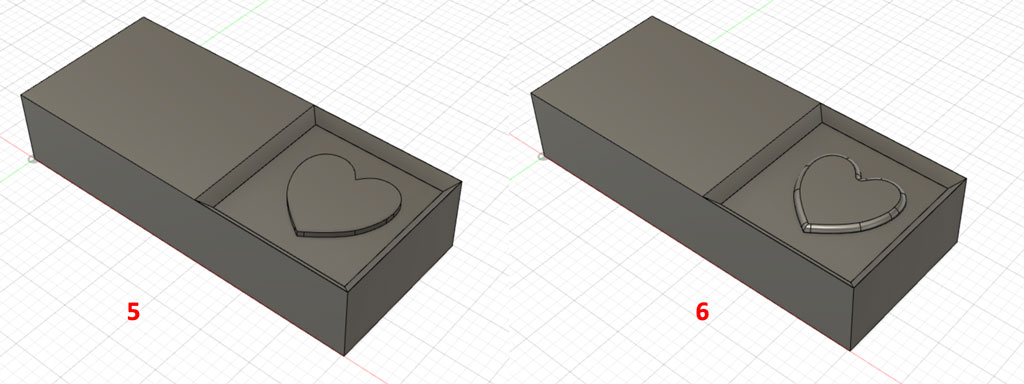
Once in the manufacture tab the first thing to do is the “setup”.
Select your origin point, the orientation of the X, Y and Z axes and check the type of operation you are performing.
Pocket clearing¶
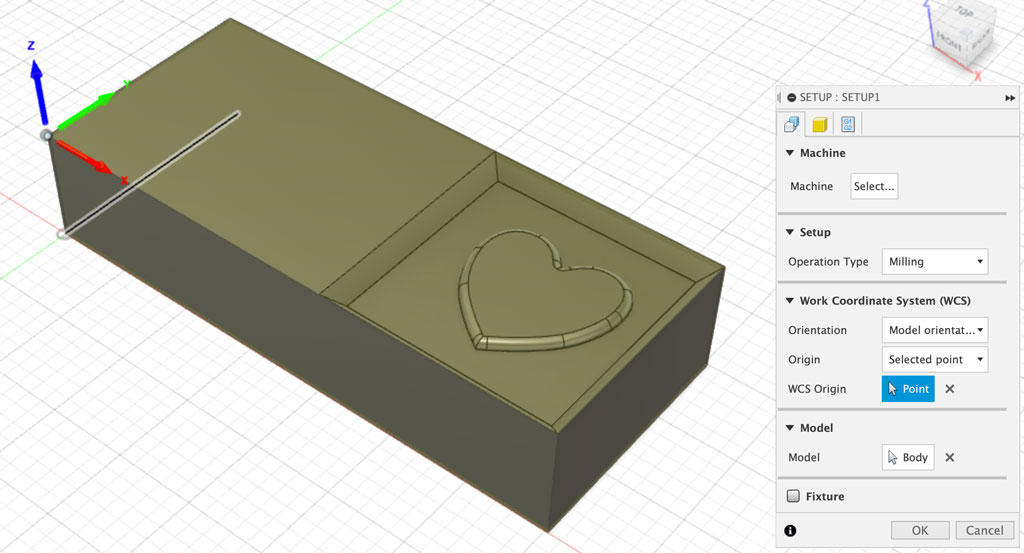
Then, to remove as much material as possible and quickly, I decided to use the “pocket clearing” function. This strategy combined with a large diameter bit allows to remove a lot of material in a short time. For this I chose to use a 4mm flat end bit. Moreover, wax is a soft plastic material, so we can go fast without risks of prematurely using the bit. So I chose a cutting feedrates of 2 000 mm/min
The most important parameters to take into account:
- Tool diameter: 4mm
- Cutting feedrate: 2 000 mm/min
- Spindle speed: 10 000 rpm
- Selecting the right boundary (1)
- Stepover: 2 mm (2)
- Stock to leave: 0,5 mm (2)
You can then quickly visualise the machine’s path.
Parallel¶
The second and last function I used was the “parallel” function. This function allows to have a very precise final rendering. With the previous operation we removed a lot of material, now we only have to remove a little bit of material. For this we will use a smaller bit to increase the precision even more. For this operation I will use a flat end bit of 3mm diameter. In order to have a ratio between speed and diameter /2 I have decreased the speed to 1 500 mm/min.
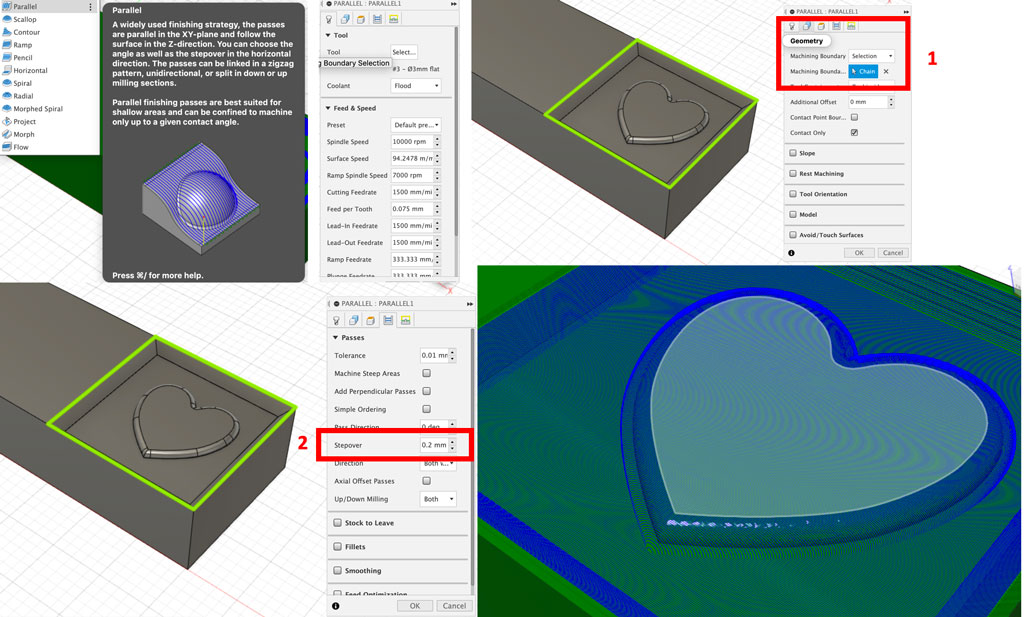
The most important parameters to take into account:
- Tool diameter: 3mm
- Cutting feedrate : 1 500 mm/min
- Spindle speed: 10 000 rpm
- Selecting the right boundary (1)
- Stepover: 0.2 mm (2)
A very small stepover means that the accuracy of your mould will be very high. That’s why I chose a distance between the lines of only 0,2mm.
As you can see on the picture of the final rendering, the lines are very close to each other, which gives a smooth and precise final rendering.
Simulation¶
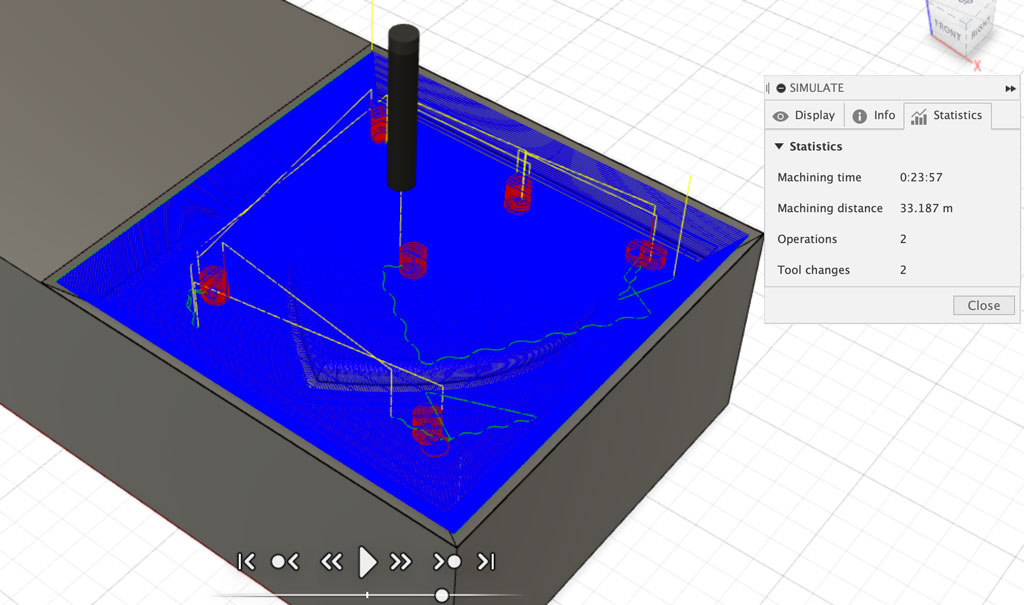
Before exporting your files, it is always better to visualize the simulation to check very quickly if there is no error of parameter setting.
It also gives an estimate of the machining time. The estimated time to make my mould is 24 minutes but I have to change tools between the two operations.
When everything looks good you can export the code to your machine.
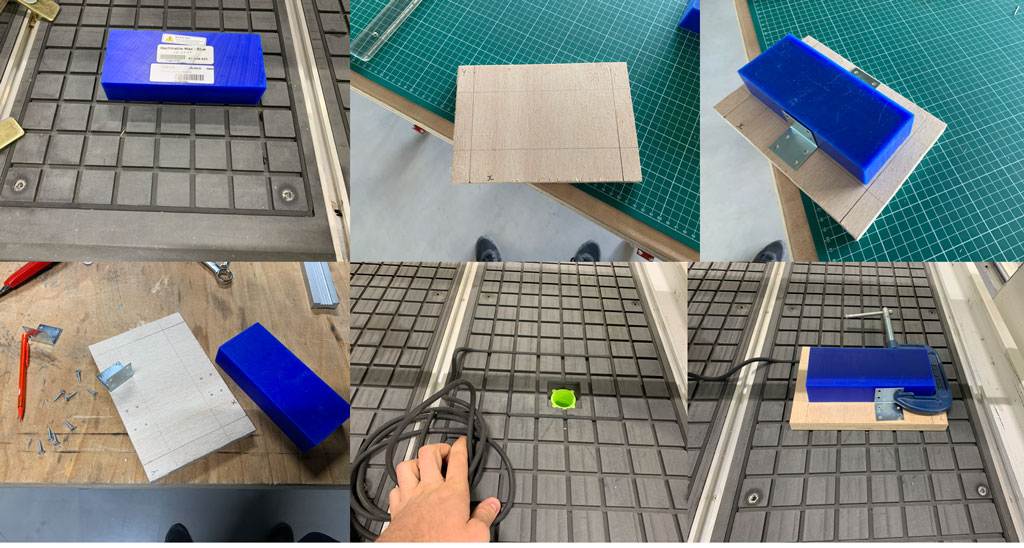
Making the fixture¶
My wax piece was too small to use the fixings provided for this purpose so I had to build another fixation. For that I decided to use our vacuum table and plugged all the other air holes. Then I cut a piece of wood to be able to position 2 brackets. I screwed the brackets into the wood with the width of my wax, then a clamp to hold it all together. Finally I put a rubber seal around the air outlet to optimize the suction. This works perfectly, does not damage the wax and is totally immobile. Moreover there are no screws or bolts that would be an obstacle for the machine, so there is no risk of collision.
Milling¶
After positioning my wax, exporting the file and making the different 0’s of the X, Y and Z axes I was able to start the machining.
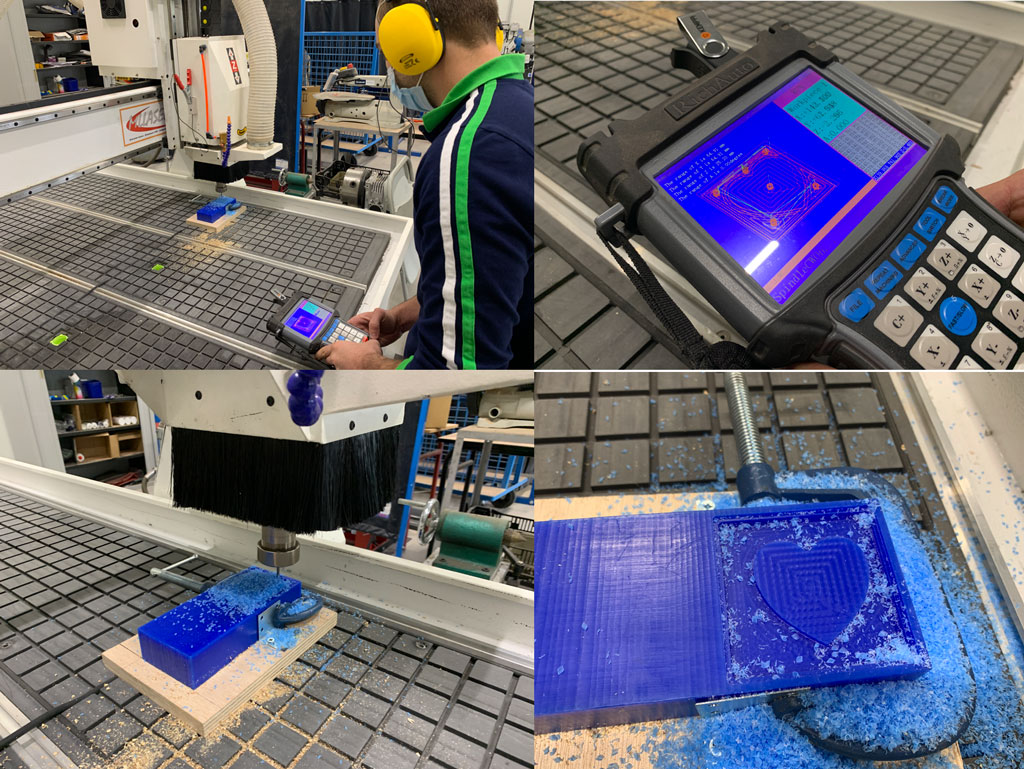
Above the result of the “Pocket” function, as you can see this strategy removes a lot of material but it is not necessarily very precise. Let’s move on to step 2 and the “parallel” finishing strategy.
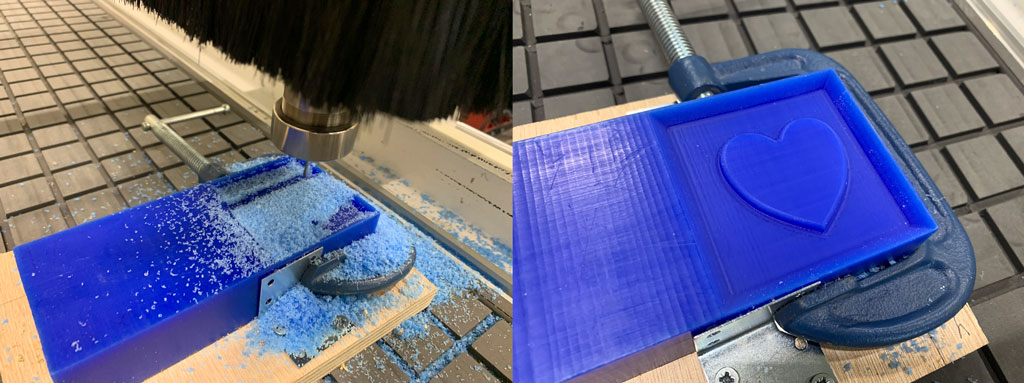
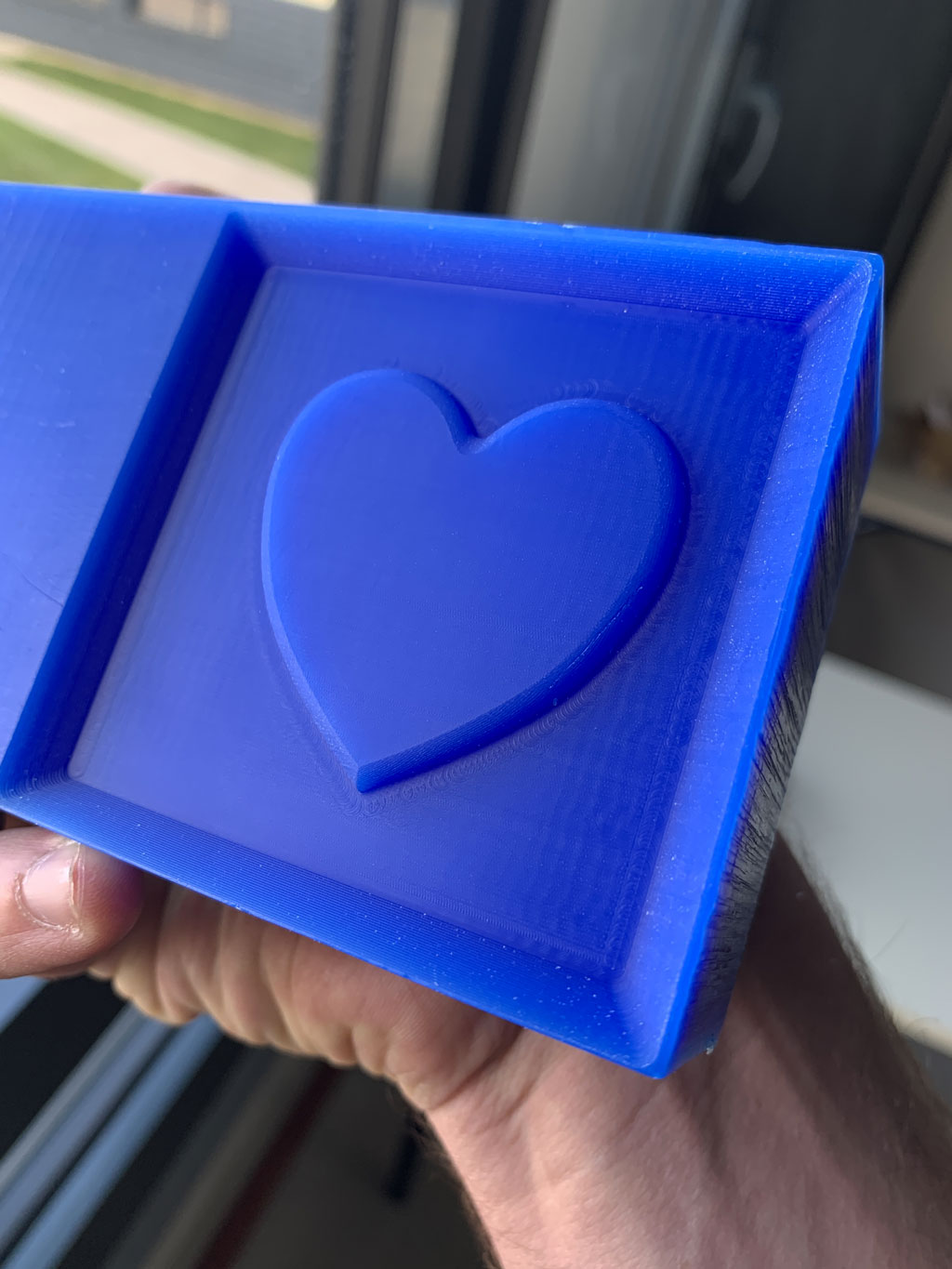
As you can see this function combined with a very small stepover allows to have a very surprising precision and details!
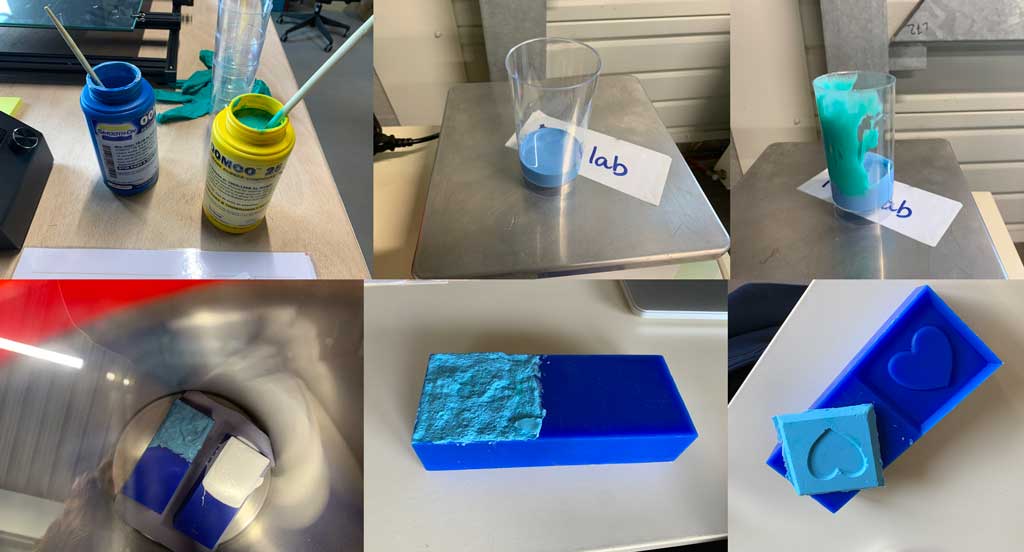
Casting¶
After milling my wax I decided to cast oomoo 25. This product has the particularity to resist to high temperature. My project was to cast bismuth with a melting point of 271°C so I needed a heat resistant material. This material is the most heat resistant material we have in our lab. So I followed the instructions on the data sheet to make the mixture. To do this I weighed precisely 50g of part B. With the recommendations on the box I was able to deduce the mass I needed for solution A. Following a simple calculation of proportion I had to weigh 38,46g of solution A for the mixture to be perfect. After making a homogeneous mixture I placed my mixture on my mould and inserted it into the vaccum chamber to remove the air and eliminate as many air bubbles as possible. After waiting several days I could see the result. I am quite satisfied with the result despite some air bubbles that will not affect the result.
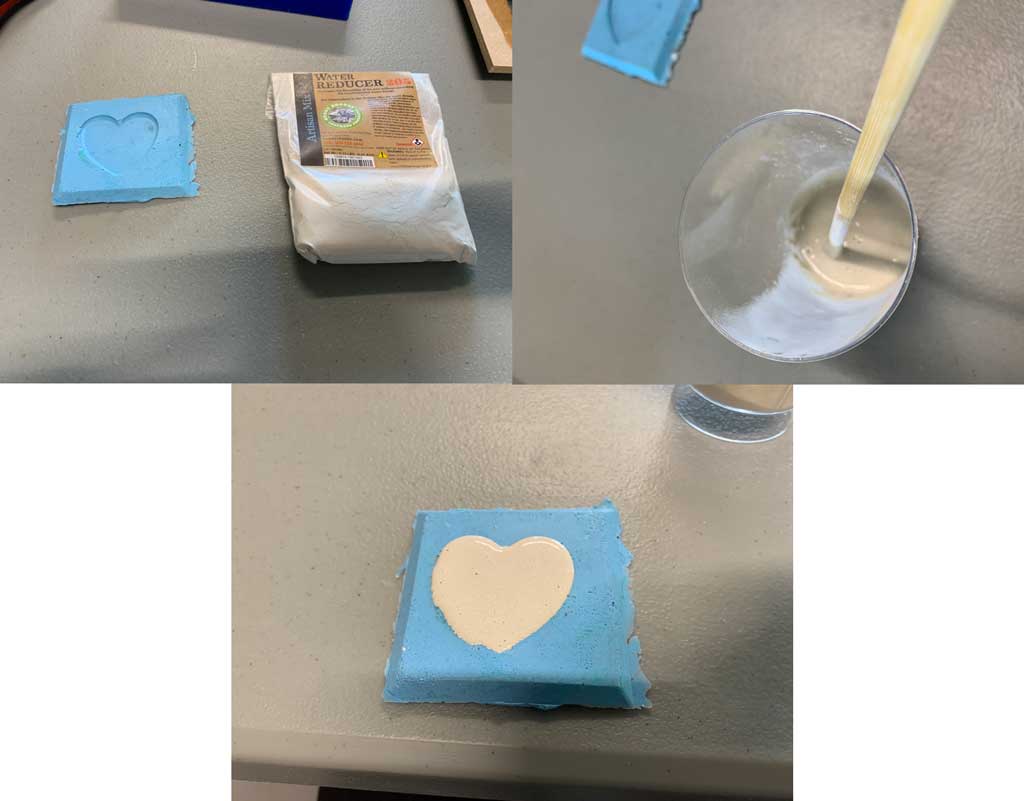
Concrete casting¶
Before doing my test with bismuth which could damage my mould I decided to do a test with concrete. So I mixed some plaster with water and poured the result into my silicone mould. There were no recommendations for making the mixture, so I made it by eye. Here is the result.

Bismuth casting¶
My wish of the week was to cast bismuth in my silicone mould. Being a rather dangerous operation, Luc, my instructor helped me to make this cast. First of all we broke our bismuth block with a hammer.

When our bismuth was broken into small pieces we placed a pizza oven outside to heat our metal. This oven can go up to 300°C. Bismuth has a melting point of 271°C, so this oven was enough to melt our metal.


While our oven was heating up we sprinkled talcum powder on my silicone mould. This helps with the removal of the mould once it’s moulded.

After 26 minutes of heating, our oven reached a temperature of 280°C, so we waited a few more minutes for our bismuth to melt. To know the exact temperature of the oven in real time we used a thermometer. When our metal was molten we poured our liquid metal into the mould.

After several minutes of waiting for the metal to come back to room temperature here is the result

Mistake¶
When I was demoulding my concrete core, it was too thin and broke. I should have put some fibre inside my mix to make it stronger or added more mix to increase the thickness of my core..

Conclusion¶
The casting technique was something I already knew but I was very happy to discover new material like bismuth to make a metal object.