For this week we had to explore 3D scanning and printing. For the 3D scanning section, I went for an intraoral scan as well as helping my colleagues with their scans using Sense. As for 3D printing, I used an FDM printer to explore flexible, copperfill, woodfill and normal PLA material. Additionaly, I used an SLA printer to manufacture models made of Dental GT and flexible resin.
Group task: Classifying printing parameters
For this weeks group assignment, we were supposed to categorize the parameters of the printer. We found a test print on thingiverse that consists of bridging tests, stick heights and cylinder diameter tests, hole tests, support width tests and last but not least an overhang test.
Intraoral Scanning
For the first scanning part of this week I decided to explore the application of an industry-standard intraoral scanner. I visited my father at his dental practice to scan my teeth using 3Shape's Trios intraoral scanner. Scanners like these have extended the capabilities of dentists and provided a better workflow for use with additive and subtractive numerical manufacturing techniques for prosthetics.
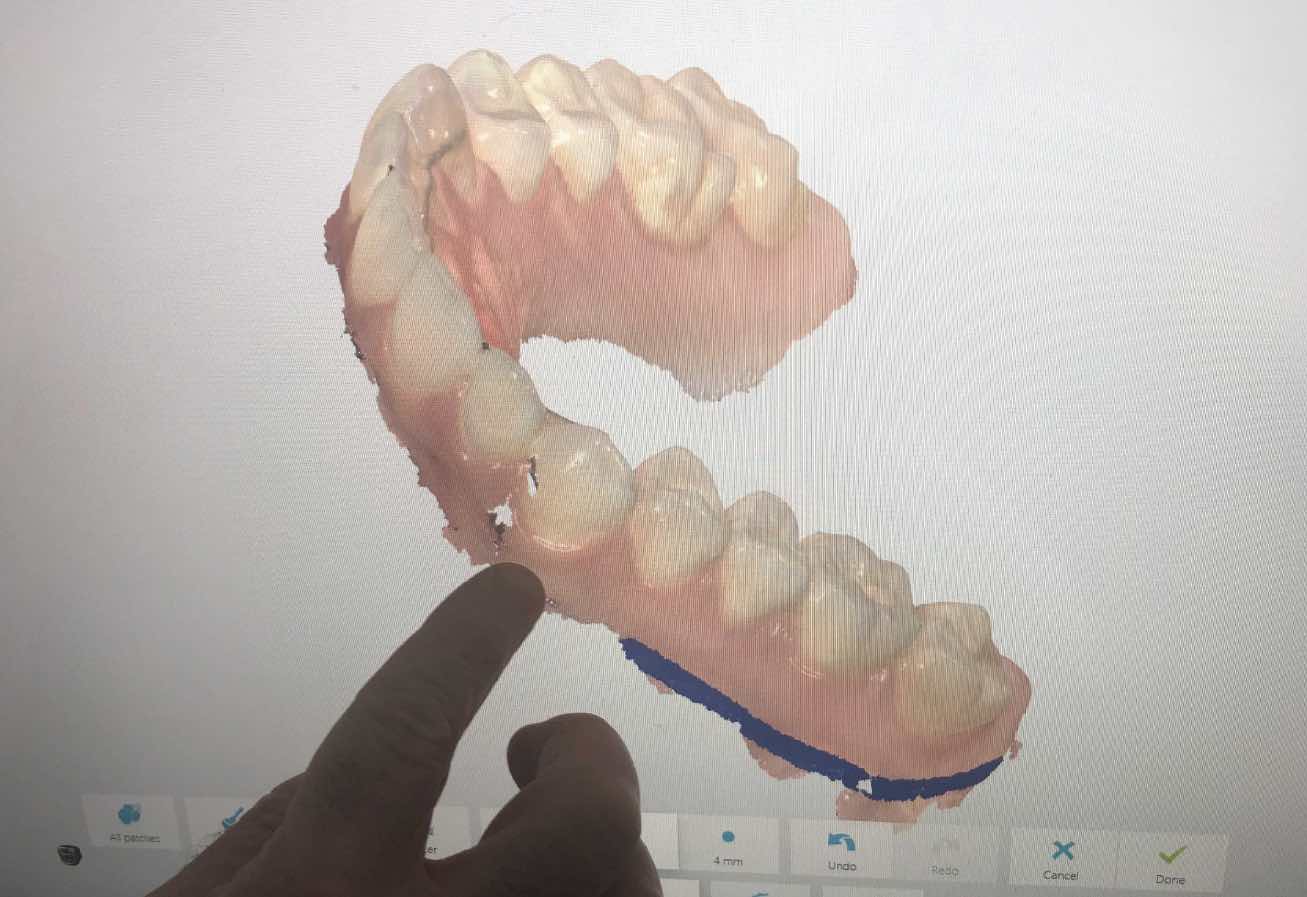
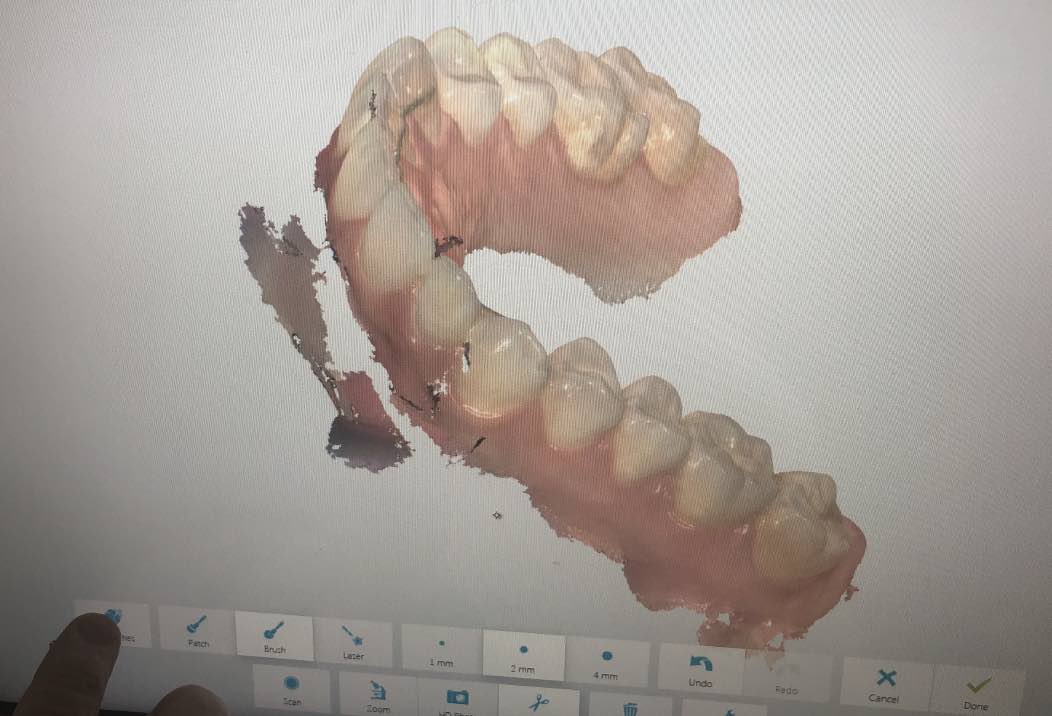
The Trios three takes upwards of 2000 images per second, using reference points and AI to stitch together the images and remove any unneeded soft tissue.
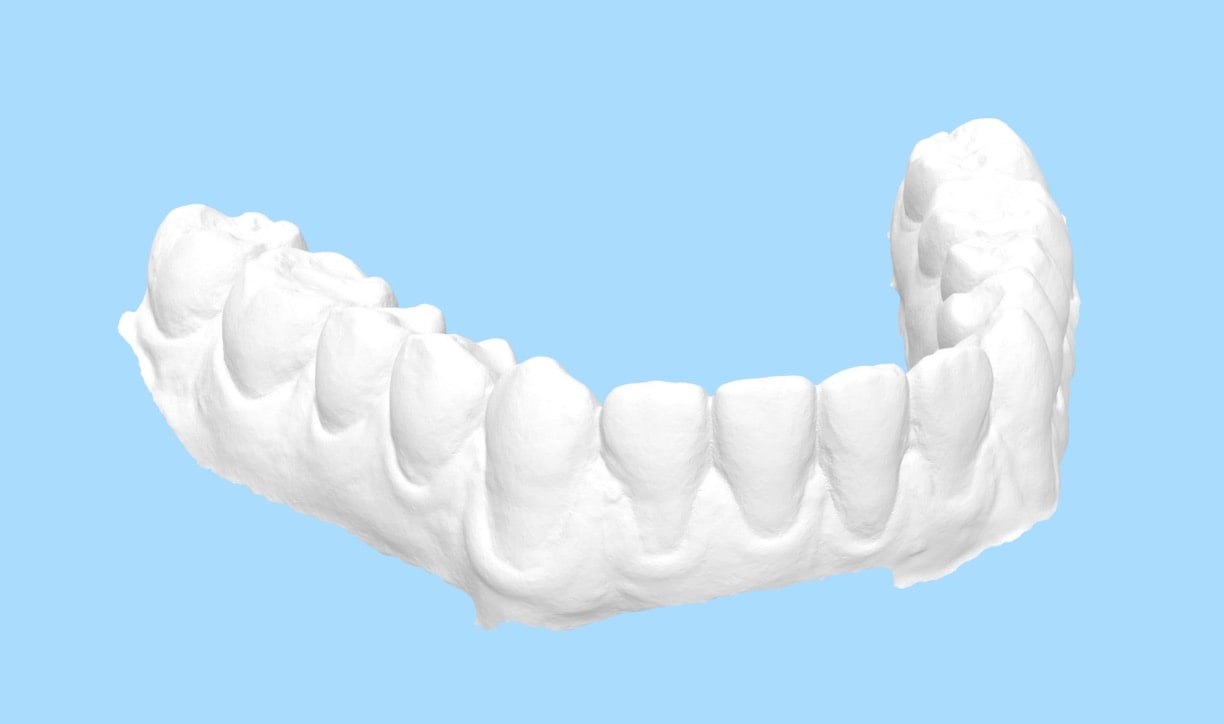
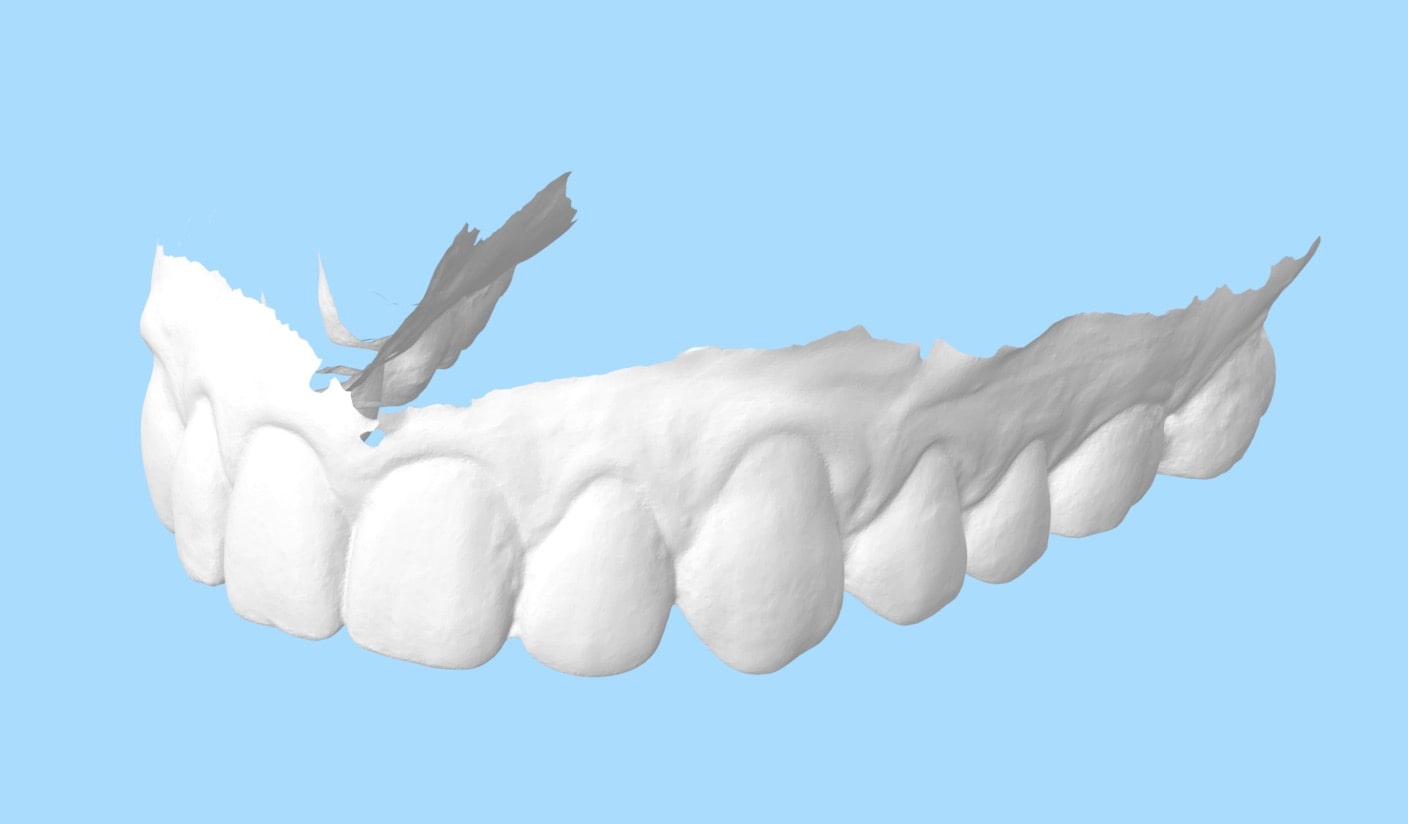
After each scan, unneeded parts can be trimmed out manually using the tools provided Once the upper and lower jaw are scanned,
Any unconnected patches or artifacts can also be automatically deleted.
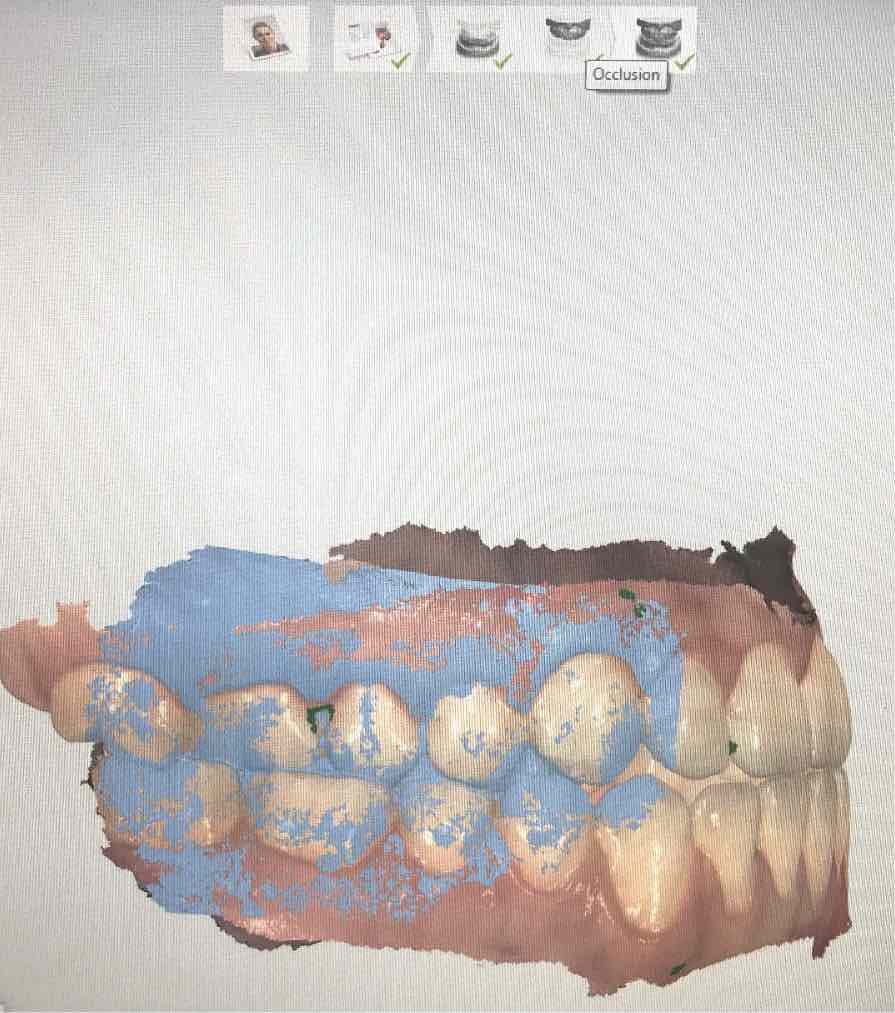
Afterwards, the occlusion is scanned in order to model the bite and place the models correctly over one another.
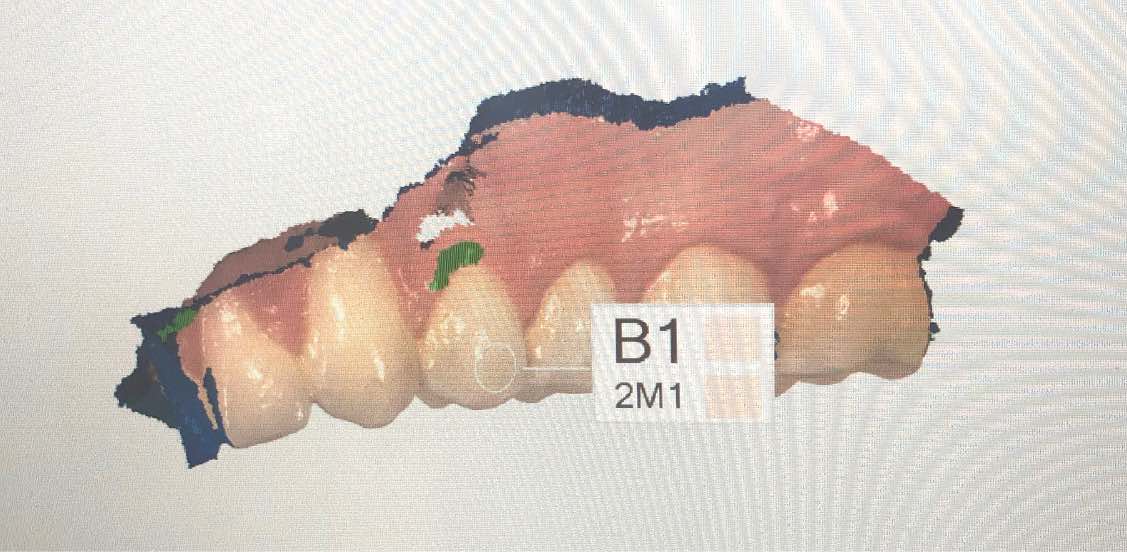
It forms a colored mesh model, and can identify the color of any particular area on the model when used on 3Shape's software. However, due to the closed-source nature of the company, the colored model can solely be used with their software, so I was only able to extract an uncolored .stl file for my personal use.
I took the following .stl files and imported them into meshmixer since they were surfaces and required conversion to a solid body, including some post processing before they're ready for printing.
Printing a resin model of my teeth
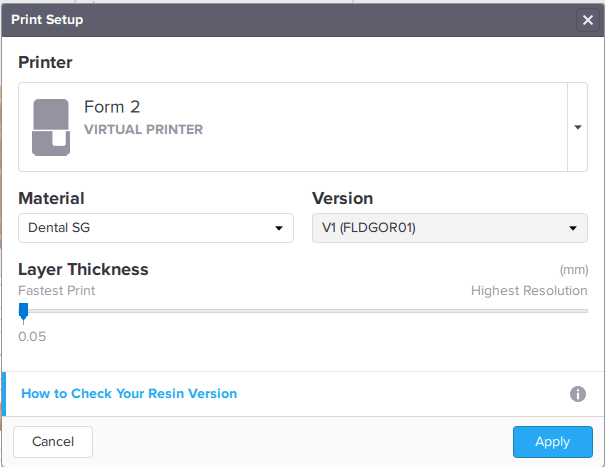
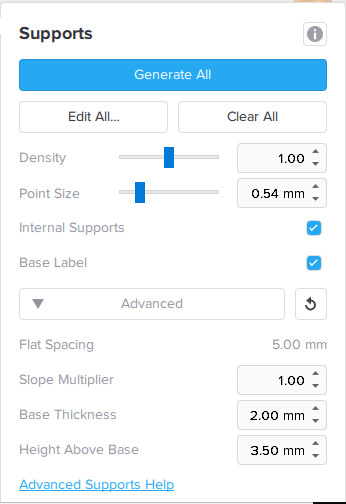
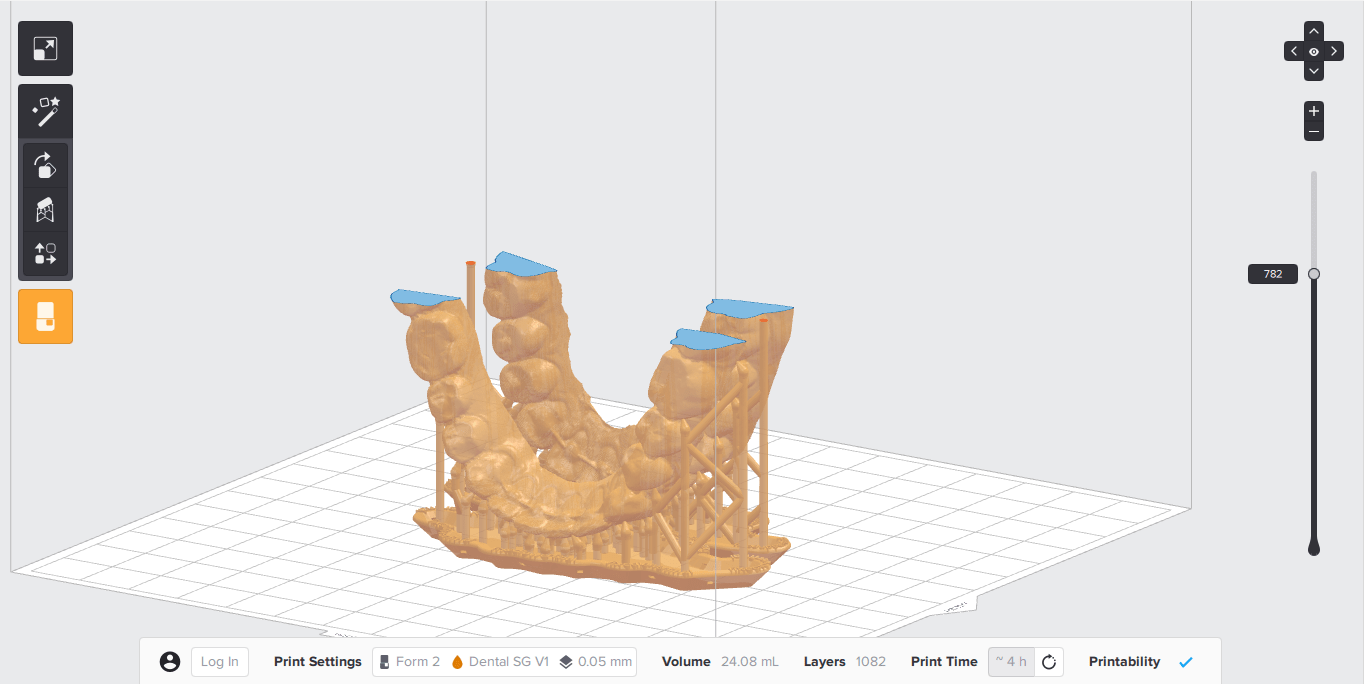
To print a model of my scanned teeth, I used Dental SG resin material on the form 2 SLA printer. The slicing was done on the preform software. I set the supports to have a relatively low density and even smaller point size of contact. This kept support artifacts to a minimum and made support post-processing almost non-existent. I even edited the generated supports, leaving just enough to hold up the model.
After 4hrs of printing, my teeth were in the palm of my gloves and as expected, the supports snapped off easily. The model now required curing under UV and low heat. Once the model cures the yellowish resin turns to an amber color.
The print turned out quite good and displayed a high level of detail. One problem which became clear after curing was dots that appeared at the support attachment points. After consulting with my dad, I learnt that some gum or extra material should be added and the model should be printed the other way around attaching to said extra part. This will preserve the integrity of the teeth and prevent any artifacts.
Printing an additive manufacturing-tailored model
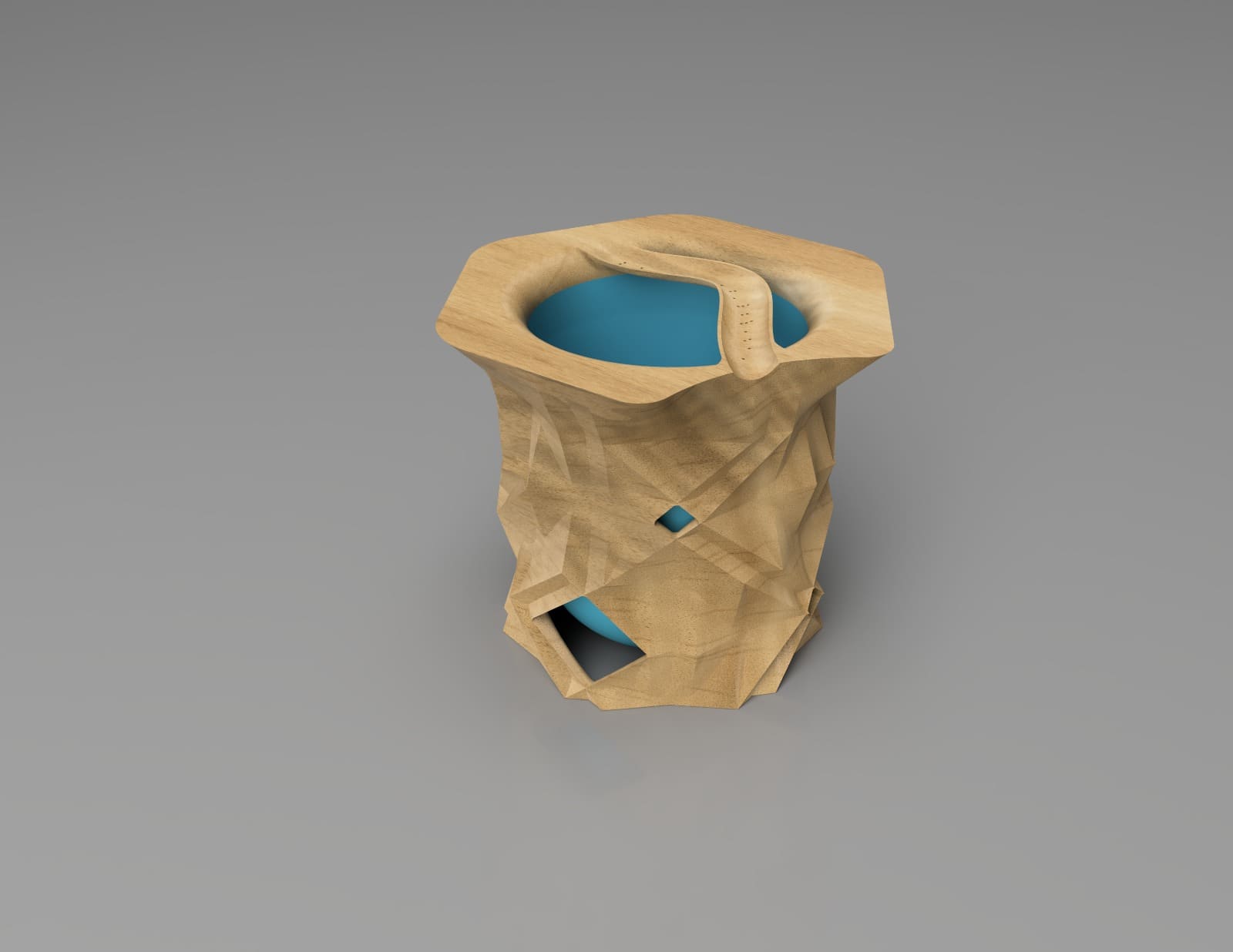
For this week’s assignment, we had to produce a model using additive printing that can’t be done by subtractive manufacturing. I designed a collection of modular plant pots that theoretically should function outdoors with little watering. A center piece consists of a dome modeled after the back of a dung beetle to collect the largest amount of dew, channeling it through slight inclined paths the surrounding pots, candle holders or other functional pieces. I named the project beetle bloom due it’s biomimicked form and together resembling the shape of a flower. For this initial prototype I modelled the center piece, a side pot representing a petal and a candle holder representing the stem. Below is a rendering of what it would look like if more pieces where printed.
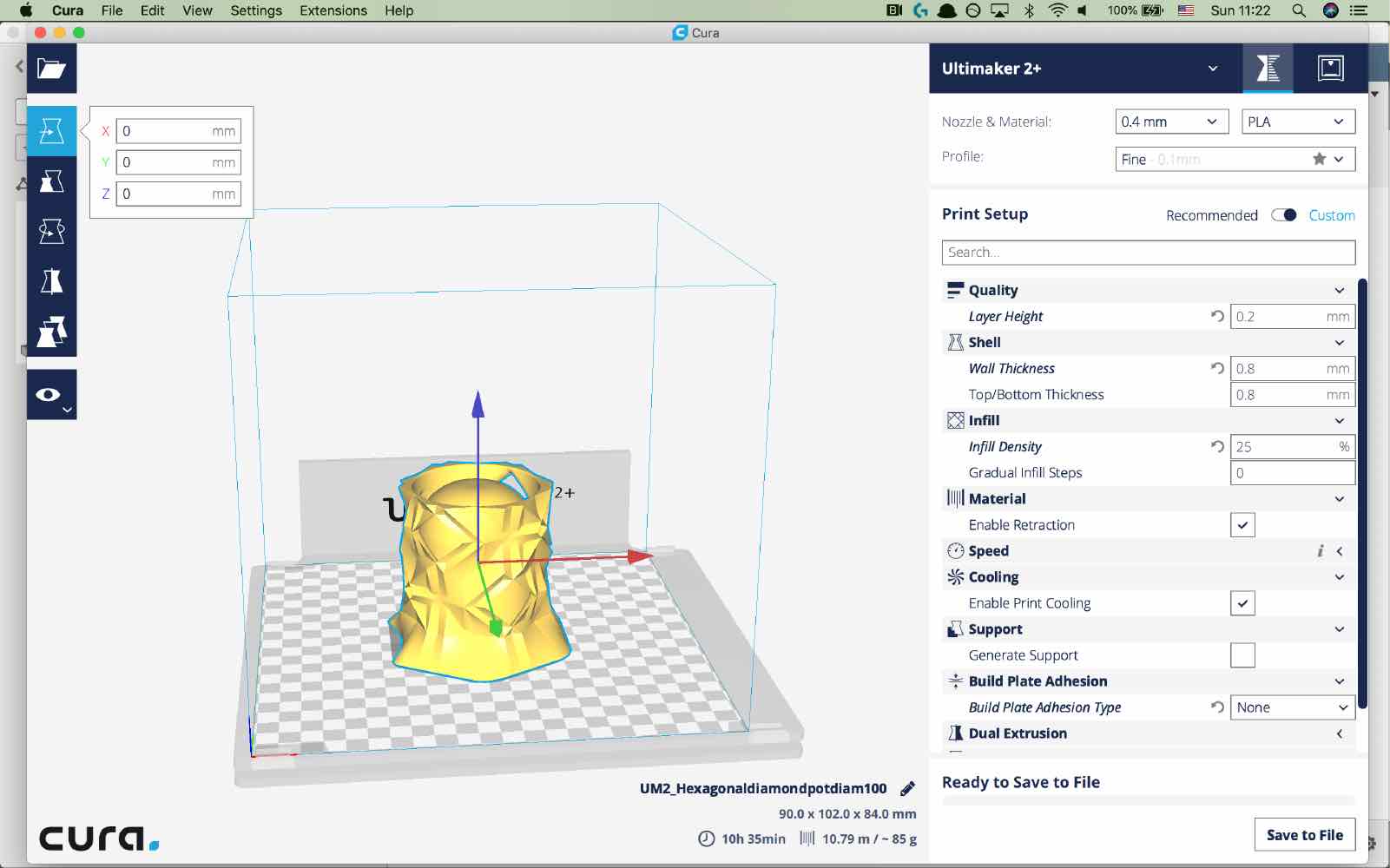
The first side pot was printed using white PLA on the Ultimaker 2+ FDM printer. The designed model was saved as an STL file and imported into Cura for slicing before printing. To preserve the shape, I decided not to use supports and print using a 0.2 layer height as an optimal tradeoff between printing time and print quality.
The print shown below side-by-side with the rendered model is quite accurate. The only issue with the print was the bridging of the slightly concaved water path. Looking back, it may have been better to use supports for this area, but then again, they might have produced an equally rough surface due to the contact points.
The center beetle back piece, as I like to call it, consists of two pieces. The first being the bottom base, which was printed white PLA and minimal support, all connected the build plate, which was mainly for the water tracks. Other than the 15% concentric support touching the buildplate, all other settings were identical to the previous printed pot.
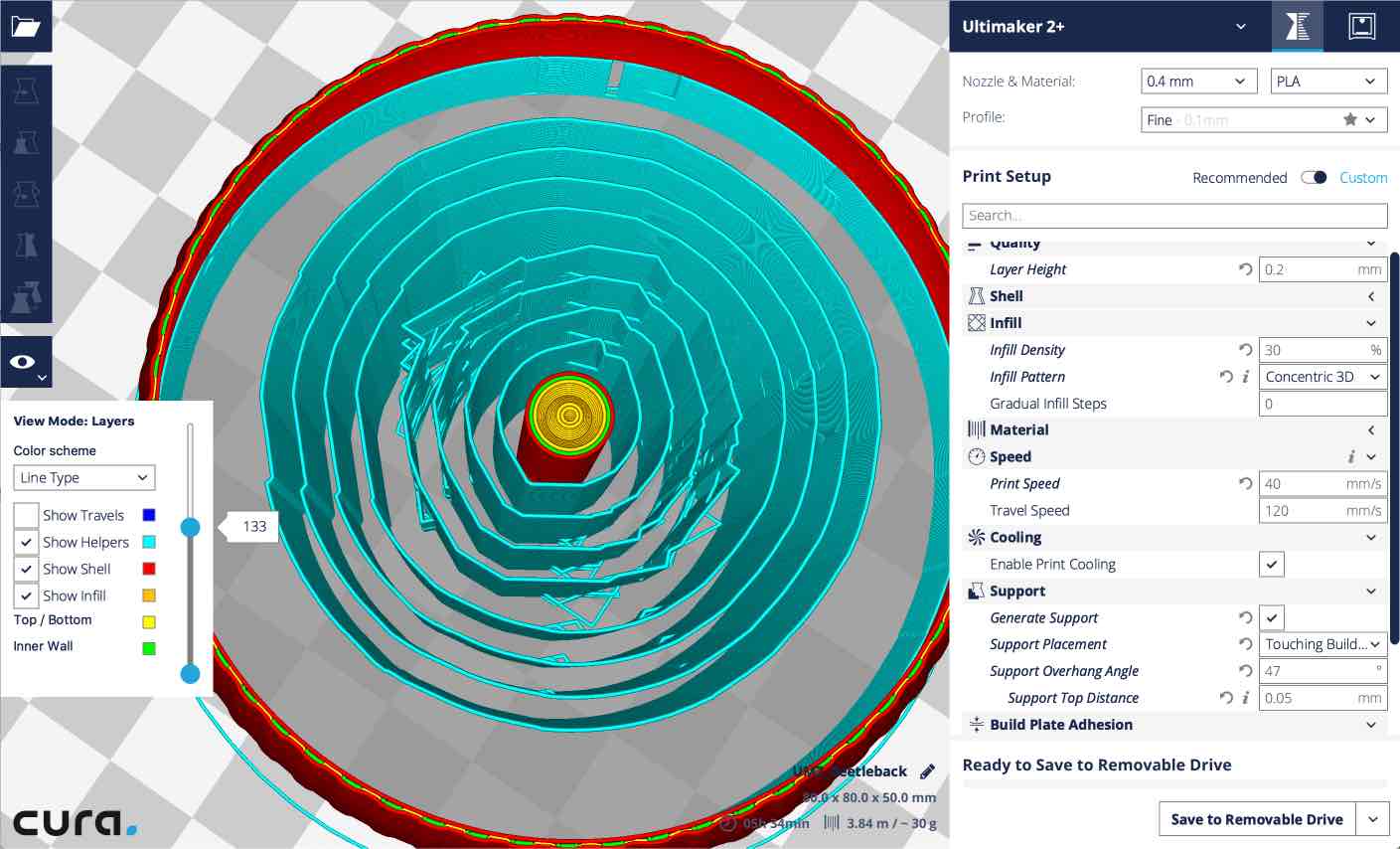
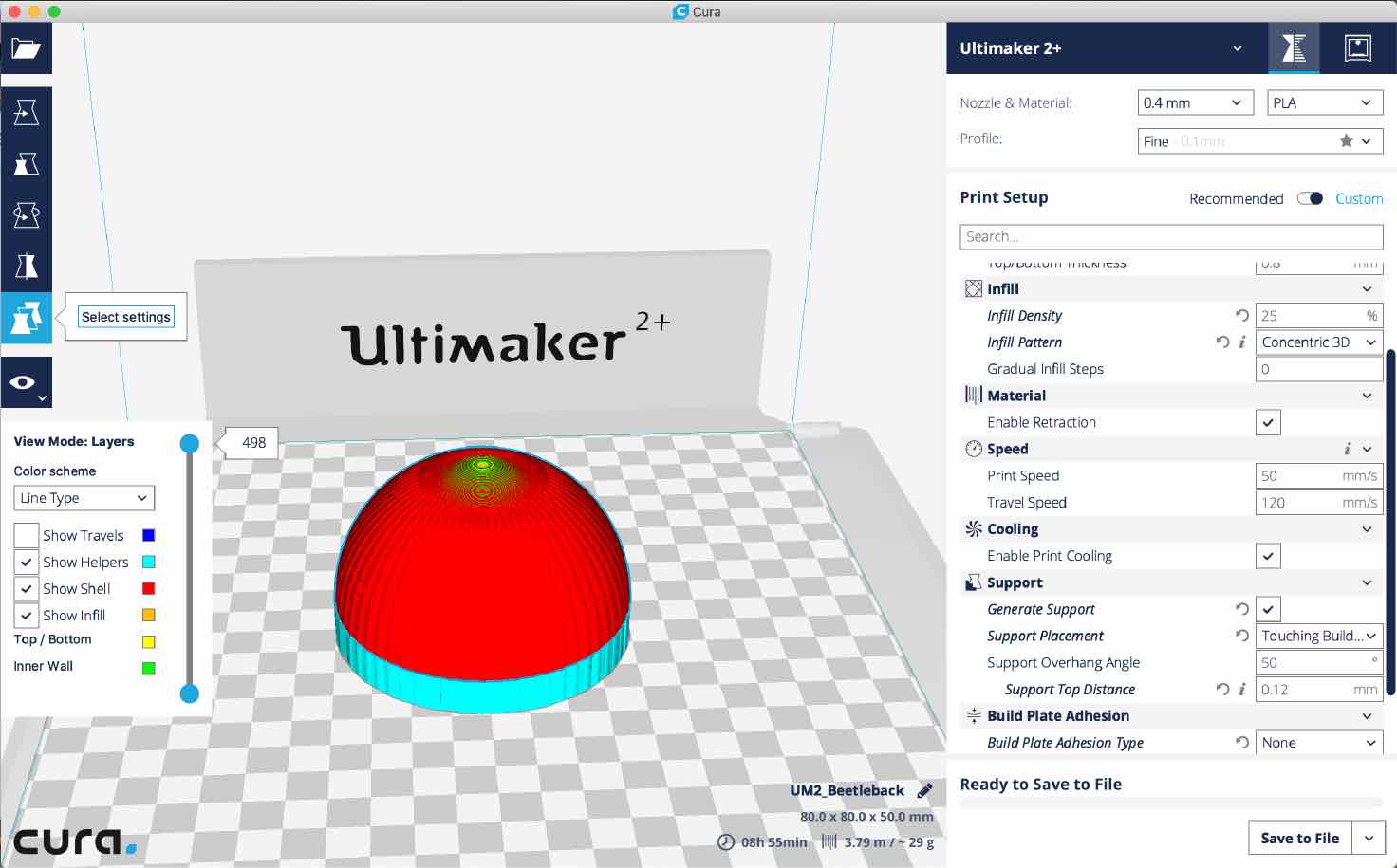
The second piece of the beetle back is the dew-catching dome. I decided to use a 20% copperfill material to give a nice effect as well as having an extremely high thermal conductivity of 398 watts per meter Kelvin. This will hopefully allow the dew to settle and drip down the surface to the tracks and then to the the plant pots. The dome was printed upright, requiring a larger number of supports than if it was printed upside down. This was done to preserve the smoothness of the dome's surface. Additionaly, the support used was concentric 3D on the buildplate at all angles above 47 degrees.
The dome was printed on the Ultimaker 2+ at 225 degrees (for better copper adhesion between layers) and the first attempt failed as the support was 0.15mm away from the model. I changed the parameter to 0.1 and it worked!
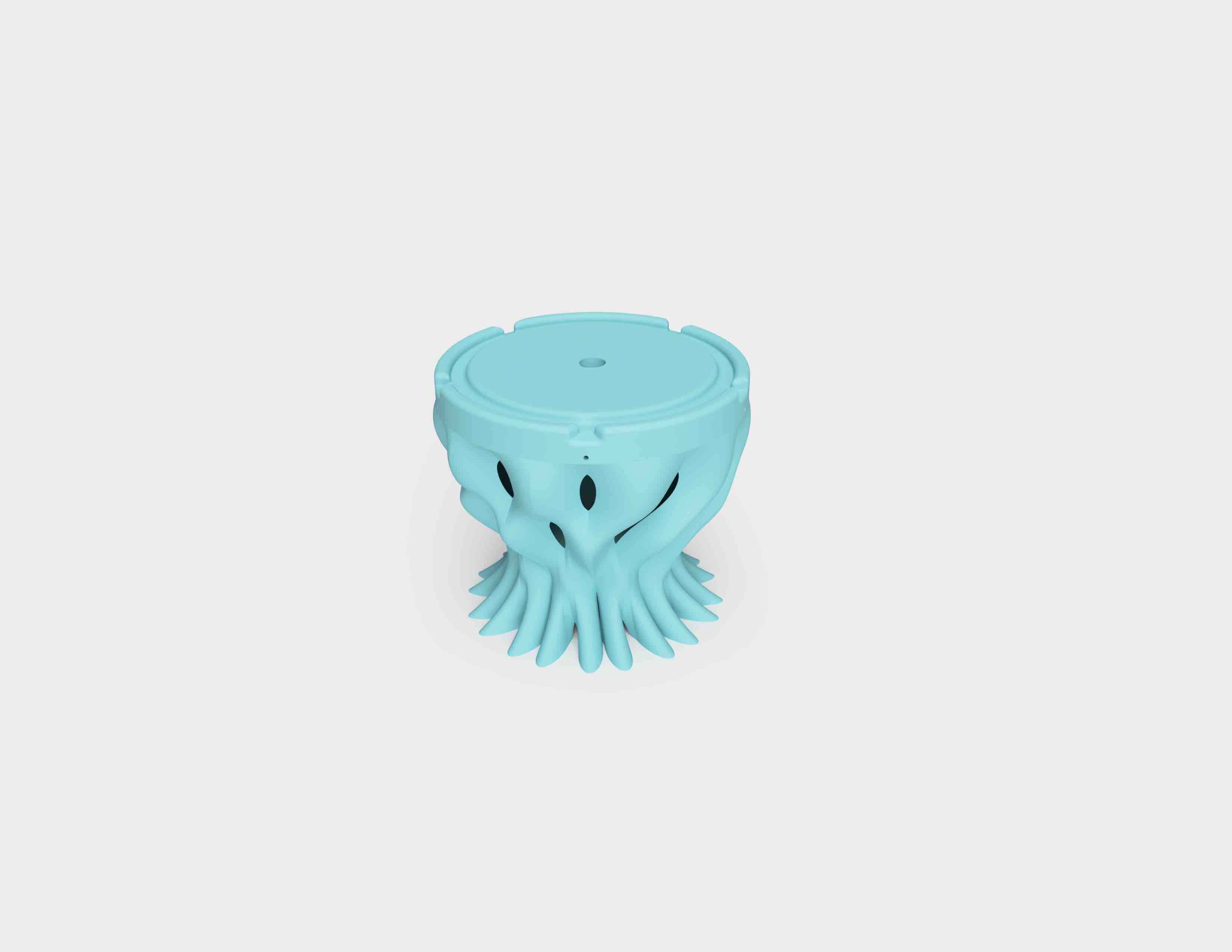
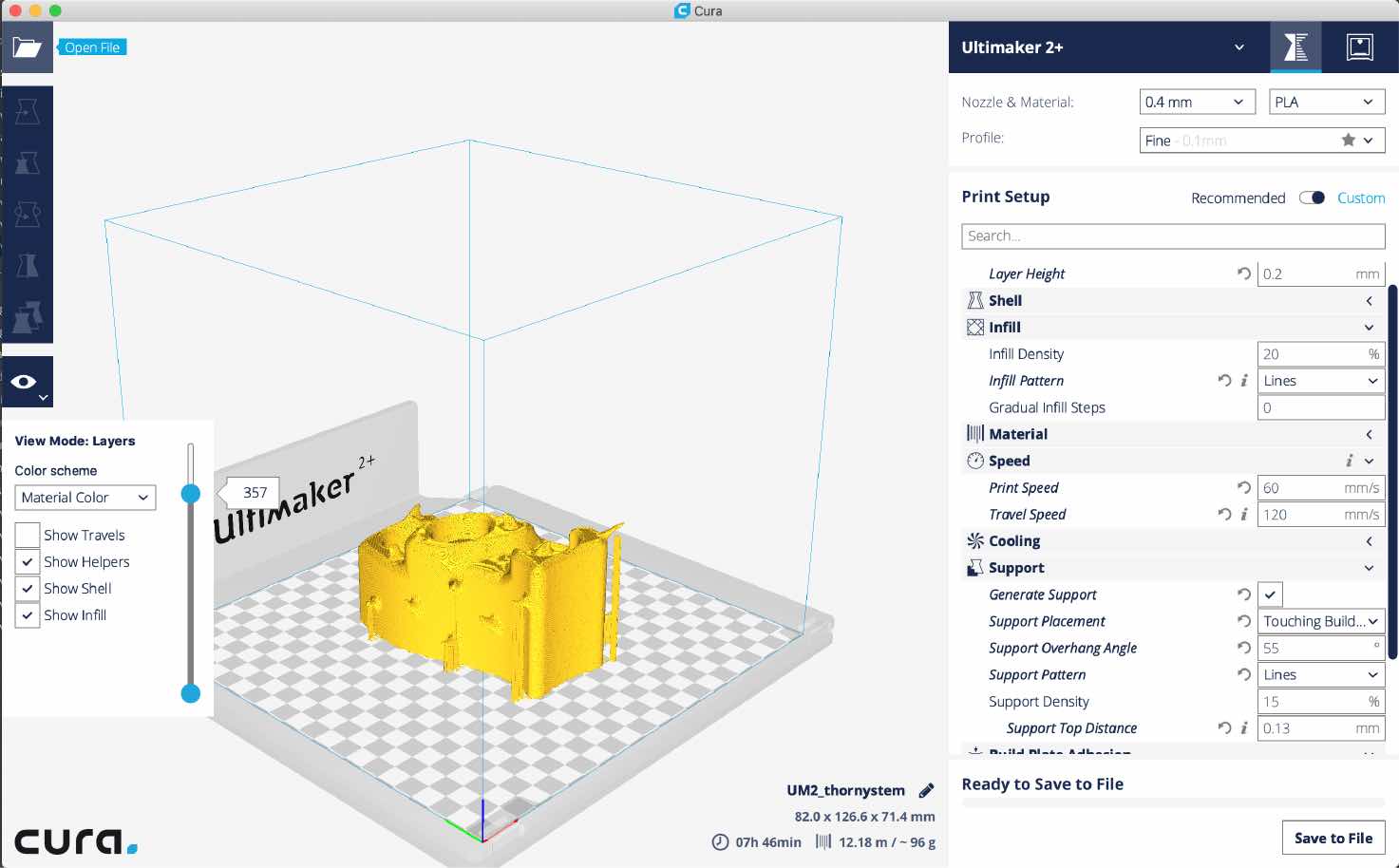
Thirdly, I printed a candle holder which was initially designed on fusion then retouched on meshmixer to add some small details. The model required almost 11 hours when I sliced it, so I scalled it in the X and Z direction by 77%. The time went down to 7 hours which was more acceptable. I used supports for the thorns above 55 degree angle attached to the buildplate. This piece was printed using a 20% wood filament at 220 degrees celcius. A higher temperature was used since the filament is a bit old and might have absorbed some water through humidity.
The model turned out as expected. Small inaccuracies occured at the thinner endings of some thorns.
Post-processing copperfill PLA
To finish the copperfill dome and make it into a smooth surface I decided to experiment with some post-processing techniques. Firstly, I polished it using different grades rotary sanding tools. Then I used a buffing tool with some polishing paste to create a realistic copper feel to it. Finally I decided to oxidize the copper using a patina mixture. It is currently still under the process of oxidation as I haven't gotten to the result I desire yet. I will update the documentation once it is done. I expect to cover the surface with two epoxy coats to ensure the cessation of the oxidation process as well as a completely smooth surface which will allow the water to run down it without getting stuck.
For almost five days, I tried several ways of oxidizing it further. However, due to the low percentage of copper in the filament 20% and the uneven surface, I wasn't able fully turn the surface into a blue surface. The most effective technique attempted was roughing the surface and spraying it continously 3 times a day. Finally, I coated the surface with epoxy to stop the oxidation and create a smooth shiny surface. I am quite happy with the result, it looks like realistic partially oxidized copper.
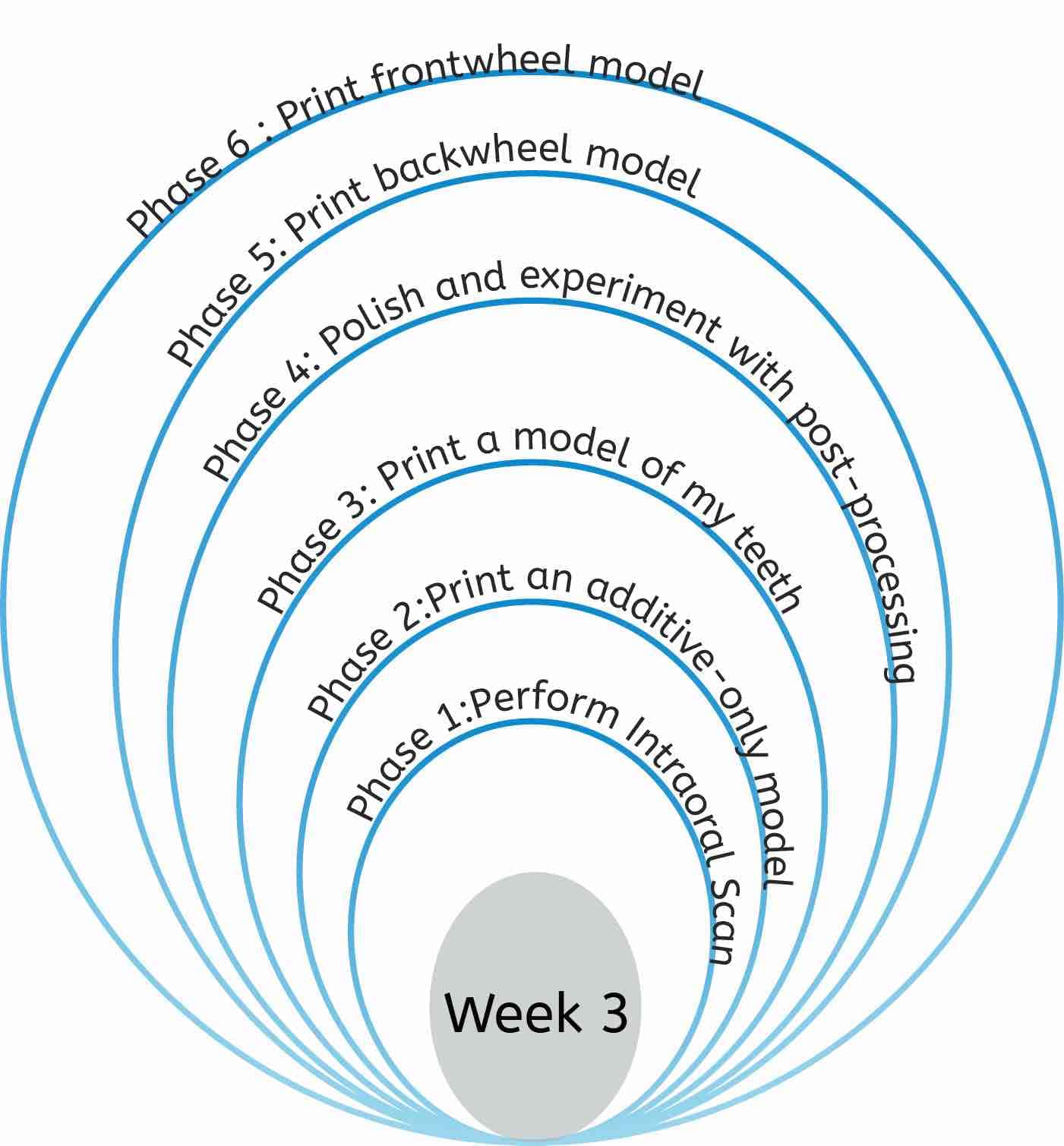
Printing the wheels for my final project
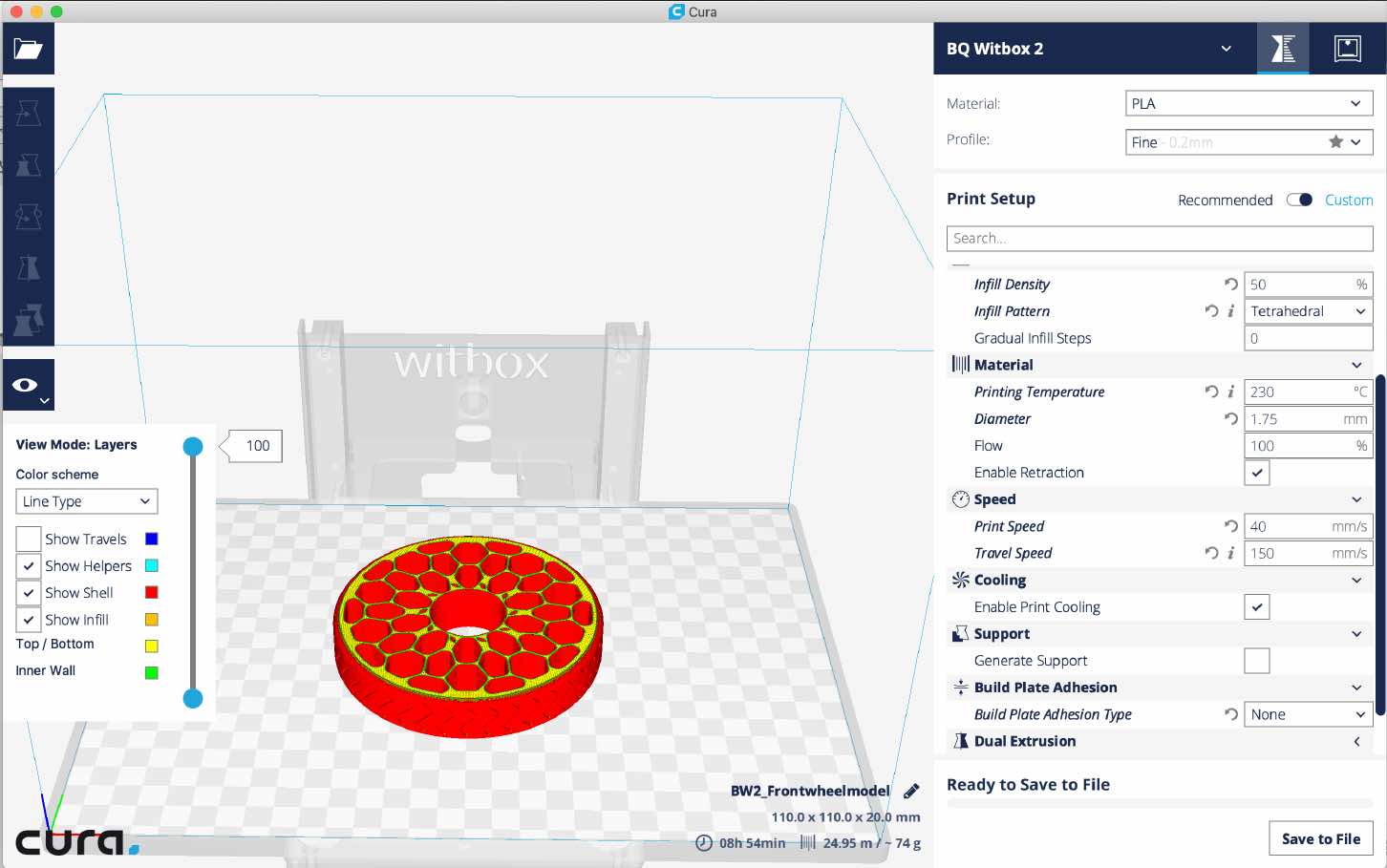
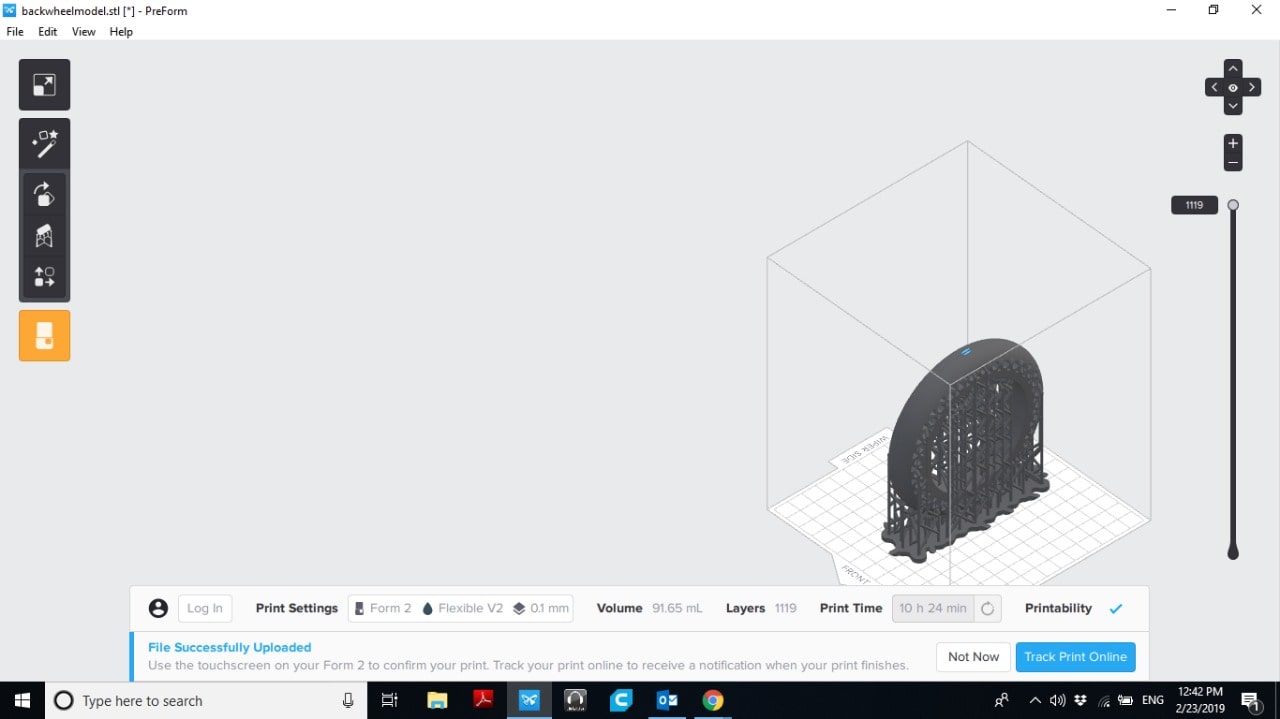
The wheels, both designed during the CAD week , consist of mesh structures to distribute the stress amongst the model. The back wheel is designed to be less flexible as it will be supporting most of the weight applied by the user. Therefore, it will be manufactured using flexible resin on the Form 2 SLA printer. The material is similar to rubber used on wheelchair wheels and suits this application. The front wheels however need to be more flexible to avoid getting stick on rough terrains. We had two flexible materials for the FDM printer, ninja flex and filaflex. After surveying a few of the prints done with each of the materials. I opted for ninja flex as it’s stronger and not too flexible that it will collapse once a force is applied. It is important to note, that due to the filaments diameter, 1.75mm, the model was produced using a Witbox 2 instead of the Ultimaker 2+
To commence with the print I put in a new tray and print bed for the flexible material, as well as putting in a container of flexible resin. I then went on and started the print job
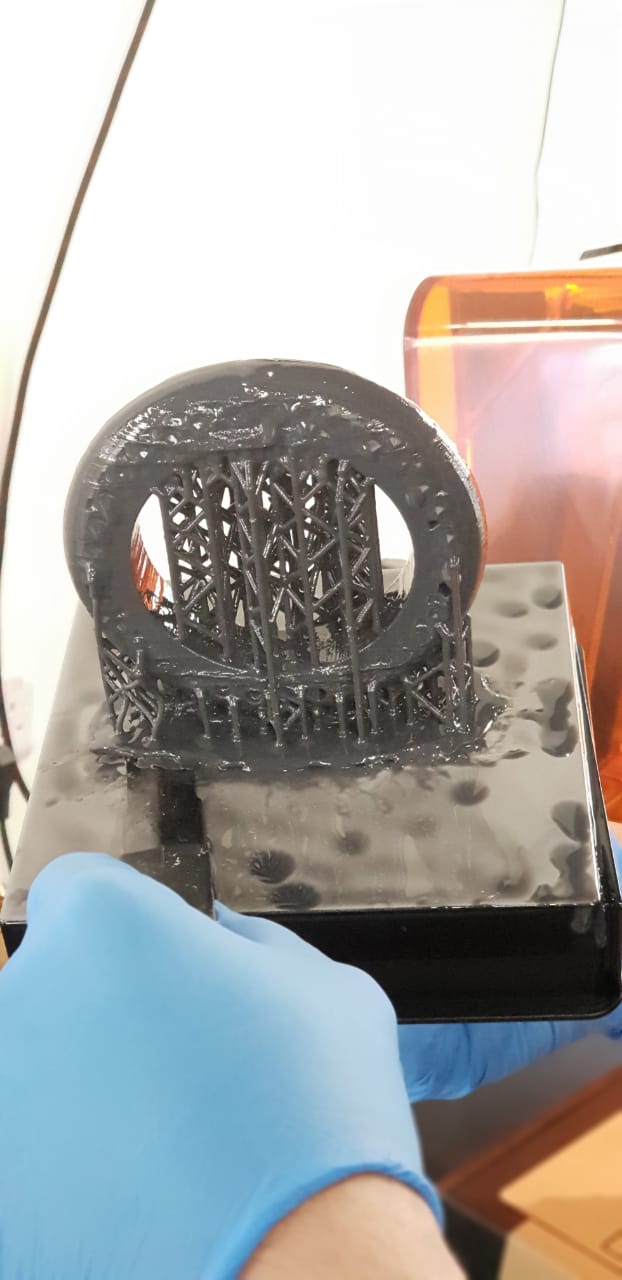
A good 9 hours later, the job was done and the model had to be soaked in ethanol to remove any extra resin off the model. I soaked it for approx. 5 mins.
Finally I did some post-processing removing all the support structures in order to cure the model.
The following are pictures of each resulting model.
Files
Please find all the files required, if you feel like printing your own:
-min.png)