Computer Controlled Cutting¶
During this week’s assignment of computer controlled machining, we were asked to design, mill, and assemble something large and two-dimensional using the CNC machine. Additionally, as a group we were required to characterize our CNC Shopbot through doing toolpath, feed, speed, alignment, and runout tests, which are available to view on around groupsite here. Overall, I particularly enjoyed this week in comparison to electronics design or electronics production. Initially, using a machine, especially one that costs thousands of dollars, one that can be dangerous, or is large, is incredibly intimidating, as you want to avoid misusing the machinery. However, although it took several hours to learn how to use and more importantly understand the CNC machine, as well as its corresponding software, I can now confidently say that in the future I could easily operate it without much difficulty or uncertainty.
Originally, I wanted to make a simple cabinet for my shoes, but as I continued to design the drawers in Fusion 360, I began to realize that it was basically a tabbed box with drawers, which could be made on the laser cutter. Additionally, it was not that large and its design presented several for milling. Rather than preceding with the design, I decided to cut my losses and make a table.

In search of inspiration, I turned to the prominent contemporary Japanese artist, Takashi Murikami, who is commonly known for creating bright and happy paintings influenced by pop culture, anime, and magna. He has collaborated with everyone from Kanye West,Pharrel Williams, Off White with Virgil Abloh, Billie Ellish, to Supreme. I especially took a liking to his iconic murakami flower paintings because while the flower initially appears innocent and cheerful, its meaning and inspiration stems from the trauma of Japanese locals following the bomvings of Hiroshima and Nagasaki in 1945 at the end of WWII. While the majority of his work is more bubbly or simple for the majority of his collaborations, Murimami also reveals darker aspects in his art.

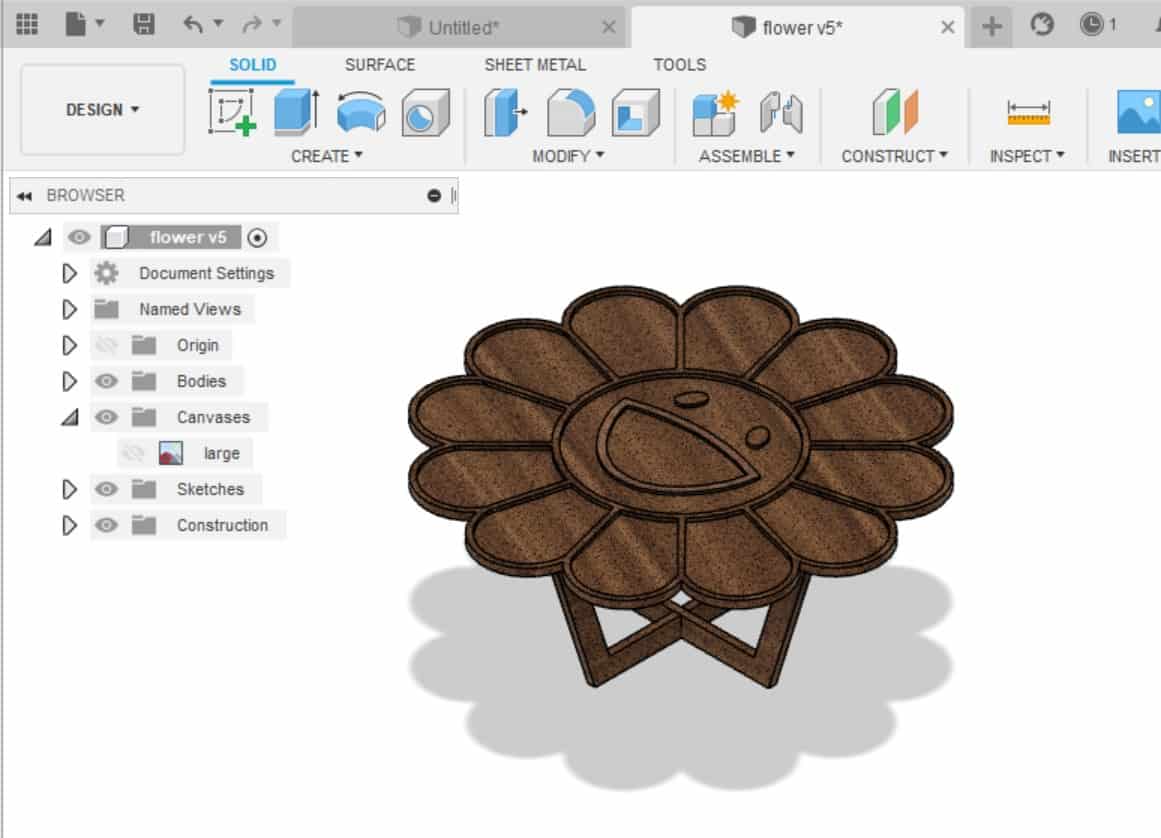
I decided to use his Murakami Flower to create a table for the assignment, so I took a photo of it and imported it into Fusion 360. The first step was tracing, and after using the software for several months, I was able to efficiently utilize different tools to improve and quicken the tracing process.

(1) First, I imported the photo into Fusion 360 by clicking: “Insert” → “Canvas” → “Insert from my Computer” → Selecting the Photo I needed to trace.
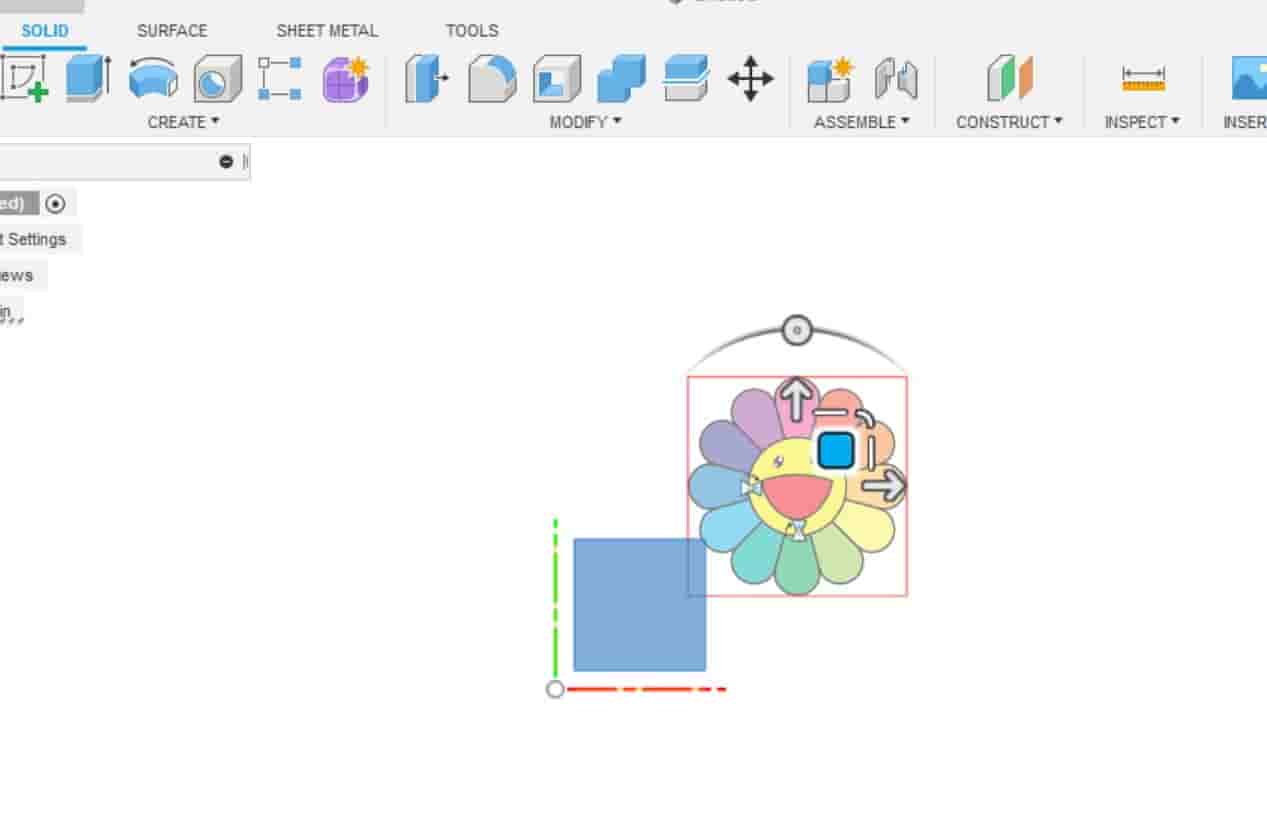
(2) Next, the Photo had to be moved, which can be done by dragging the image to the desired area. You could also use the keyboard shortcut “s” to search commands and then search “Move/ Copy”, select the canvas, and move the canvas around on the plane.
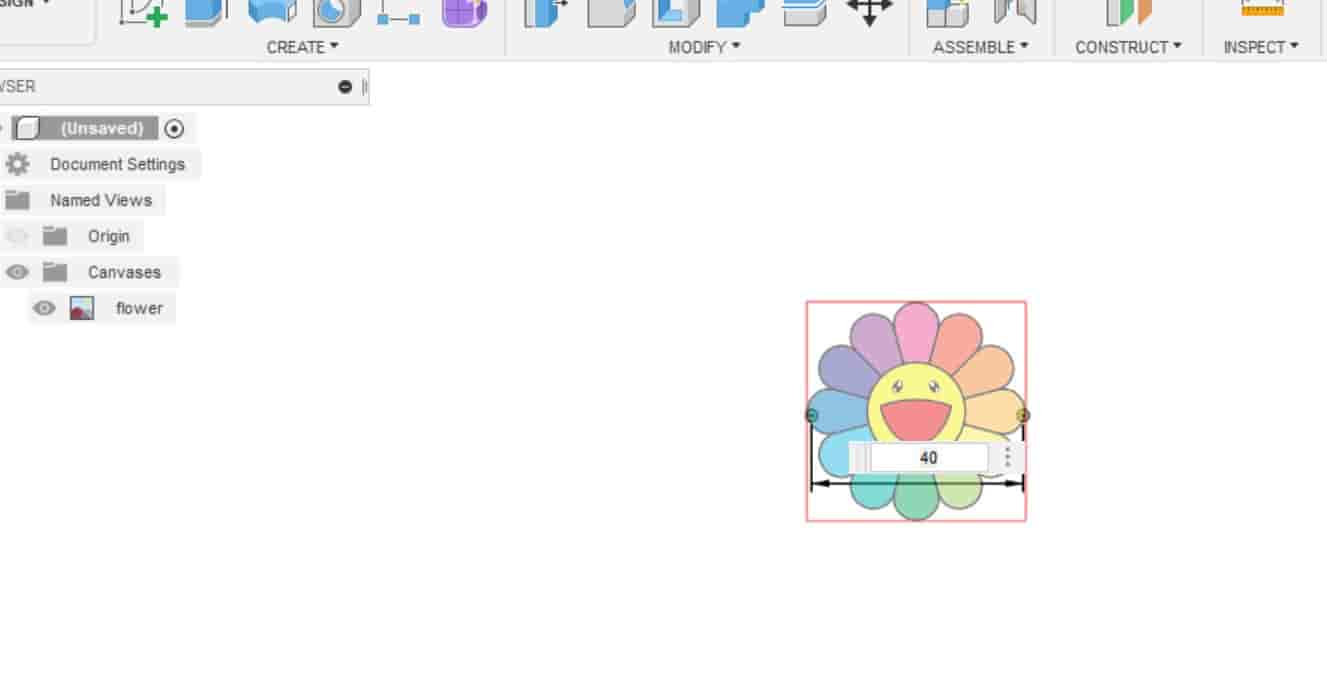
(3) The photo also needed to be resized, which could be done by opening the canvas folder in the browser, right clicking on the selected canvas, clicking calibrate, selecting the two points of the canvas to expand it, and entering the value for distance between the two selected points. Since it was a coffee table, I made it 40 inches wide.
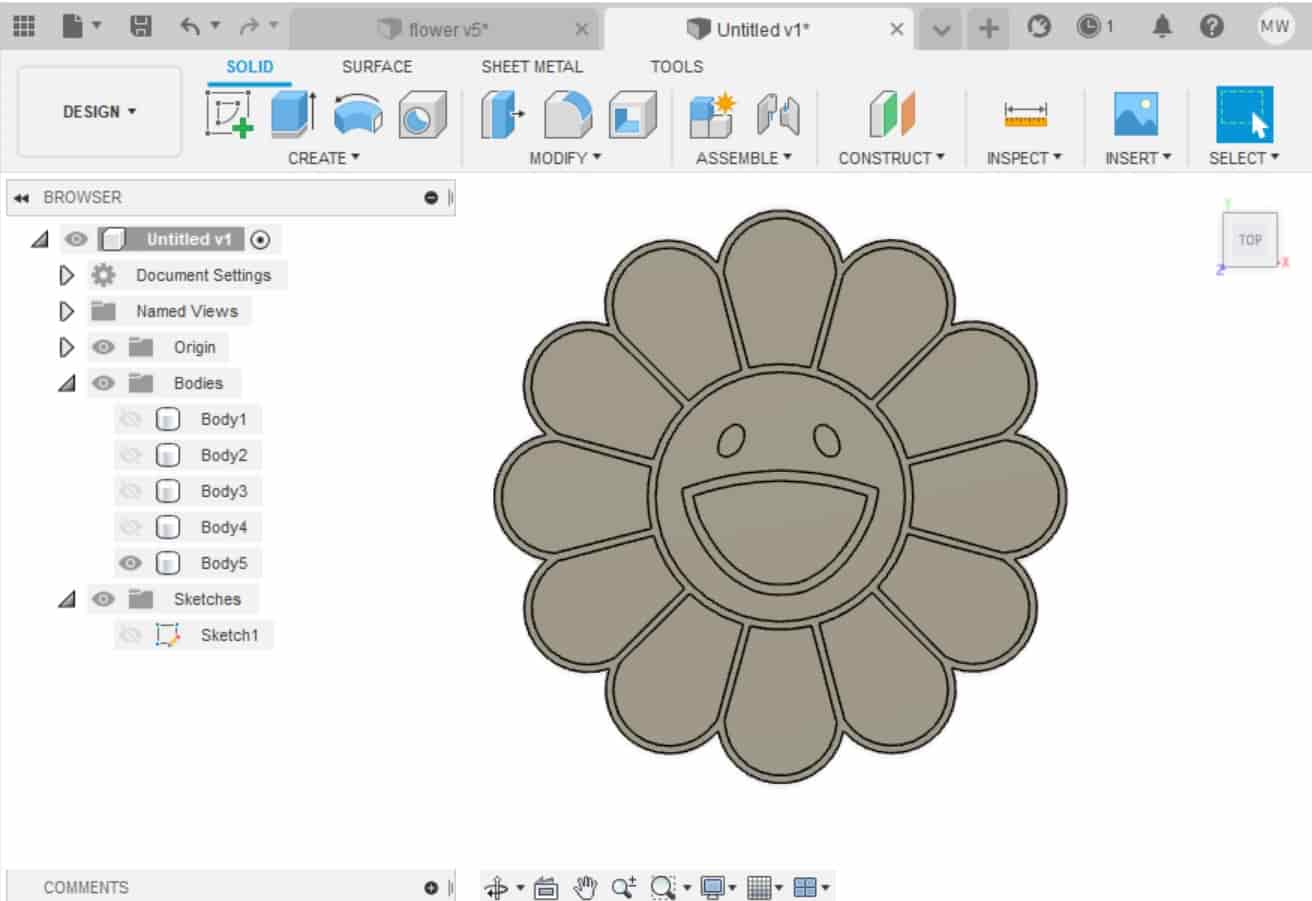
(4) To trace the image, I used the two point circle tool to create the smallest inner circle of the flower. I created another circle with the same center point with a slightly greater radius for the border of the flower’s bed.
(5) Then, I traced one of the pedals with the fit point spline tool, and rather than tracing each individual pedal, I used the circular pattern tool to create the same pedal 11 more times.
(6) The next step required me to select all of the medal outlines and offset them to fit the interior border of the pedals.
(7) I also traced the exterior mouth outline with the fit point spline tool and used the same operation of offsetting for the interior border of it.
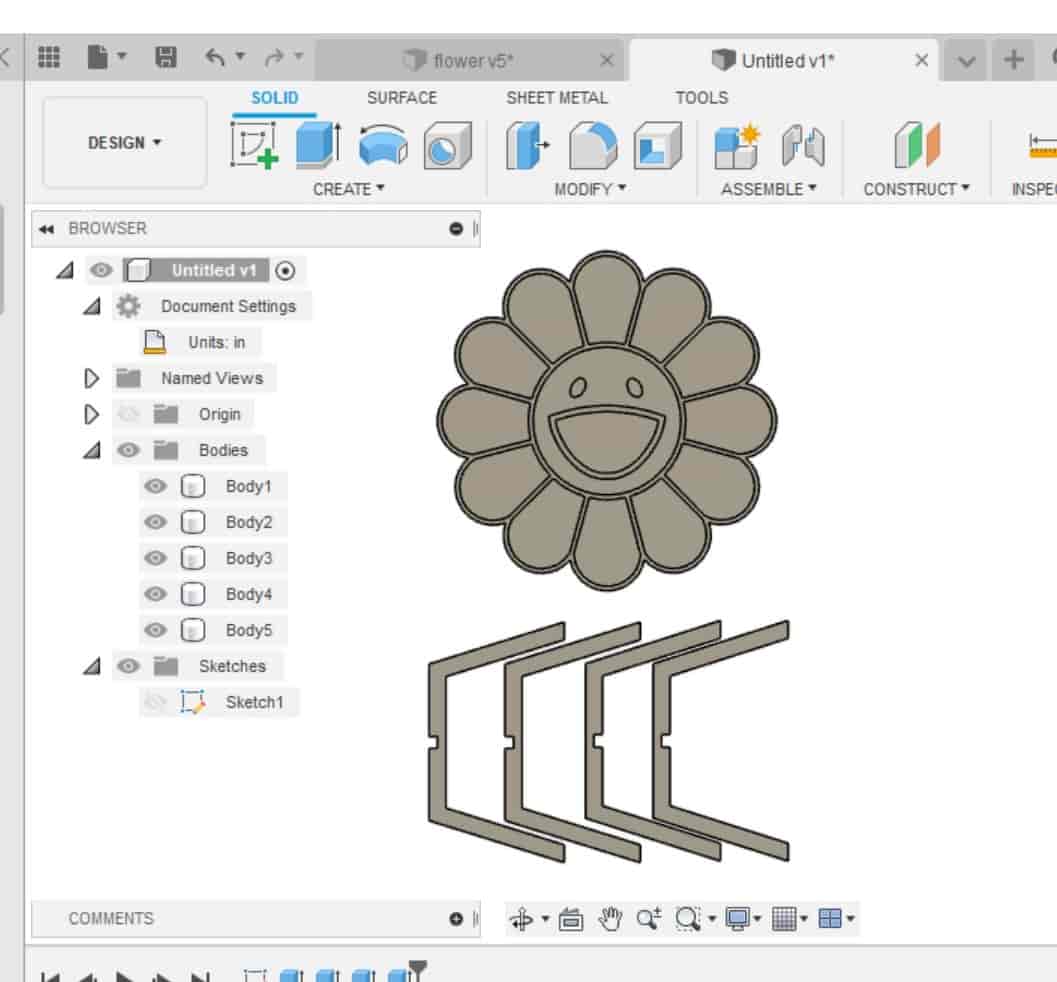
(8) Finally, all I was left with was the eyes, so I used the ellipse tool to best recreate the shape of them. I took the trim tool to then cut away any remaining intersecting lines, and the flower then looked great! (I extruded the sketch for visual purposes)
My plan was to create pockets in the interior sections of the flower and pour colored resin them to achieve a glossy and unique finish to the table. I also needed to make table legs, and after looking at several coffee table legs, I made these simple and easy legs for the table. I should have made pegs so the legs would attach to the table, but I thought that I would have to have the joints go all the way through the wood for some reason which would mess up the resin. The table legs used simple pockets as joints to connect them and the table would sit on top.
I took all the sketches of the designs and exported it as a DXF to Corel Draw. This step was just to have the file converted to a SVG easily for Aspire. While there are other methods to do this, since our lab already has a license with the software, it was the easiest method to do so. This step only took several minutes, but I had to fix the eyes because they did not import for some reason with the rest of the vectors. To fix this problem, I just imported the same image, resized it to the dimensions of the original file, and aligned it with the flower vector. Finally, I used the two point oval for the eyes of the flower.
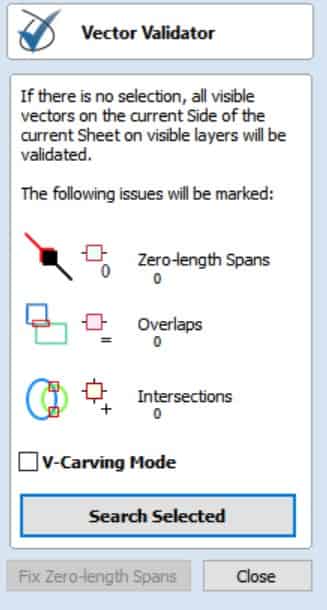
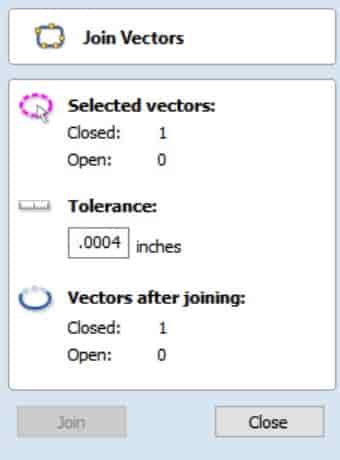
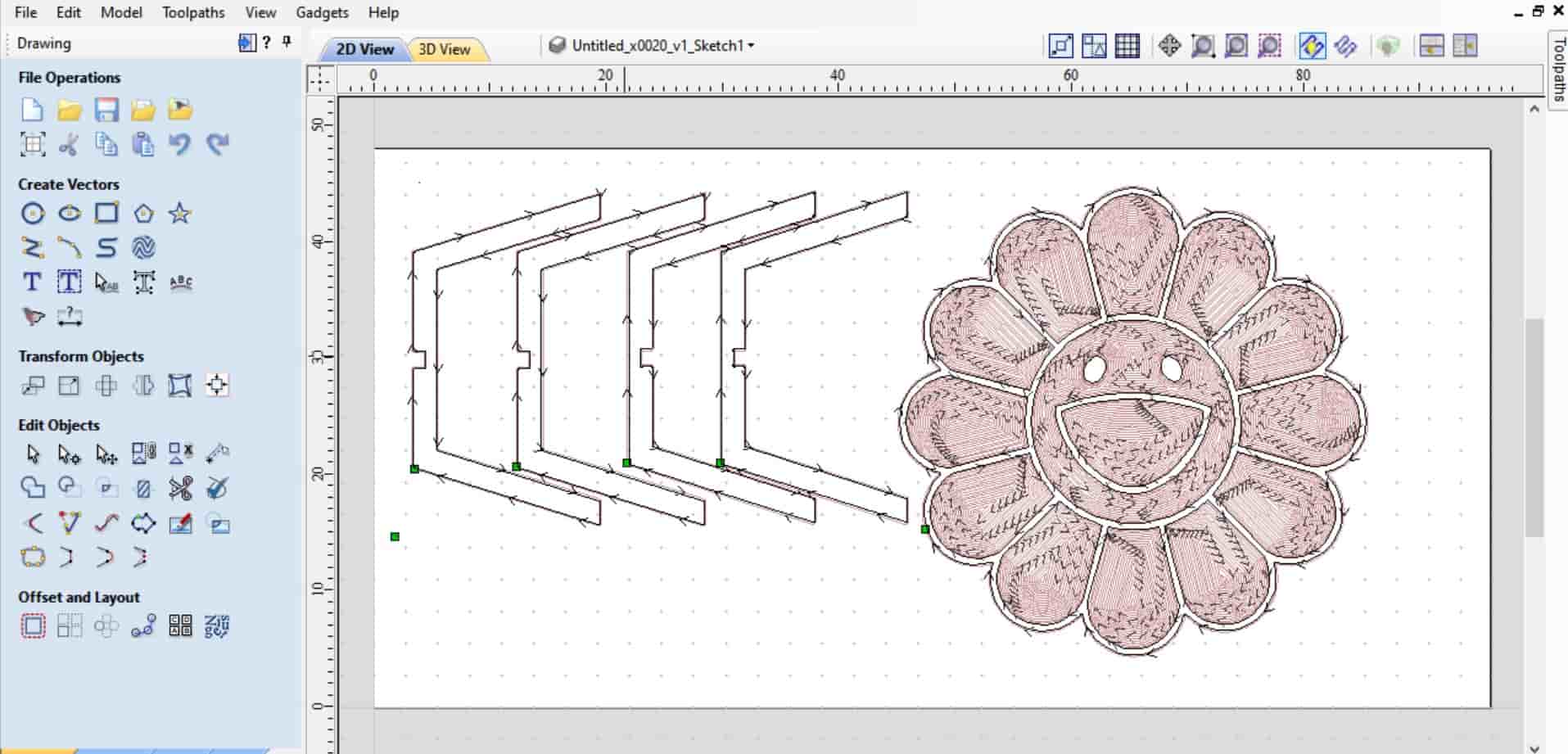
The final step in preparing the file to mill was to import it into Aspire as a SVG, generate the toolpaths and select the bits, and then export it as a .crv3d Aspire file to send to the Shopbot. Initially, I was confused on how to navigate the new software, but it was relatively easy after a brief explanation from one of my instructors, Dr. Taylor. I first used the vector validator tool to see any potential error with the vectors and there were a number of them. To fix the zero-length spans (the vectors were not fully connected), I used the “Join open vectors” tool and the “Join/ Close” Tool under the “Edit Objects Tab” in the 2D Drawing Section. Additionally, the “Interactive Trim” tool was used to cut away any overlapping vectors. Now we were almost ready to generate our tool paths!
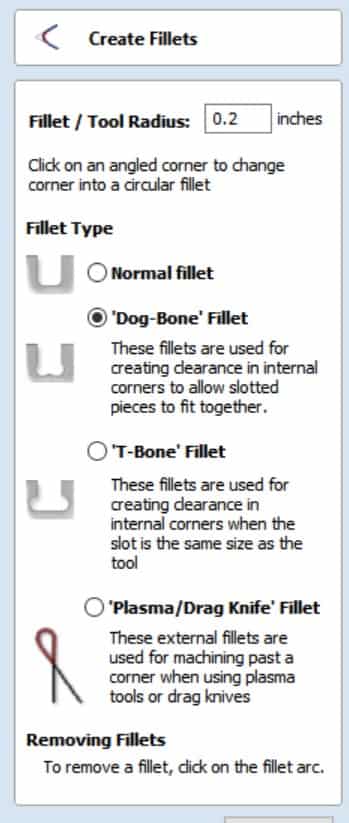
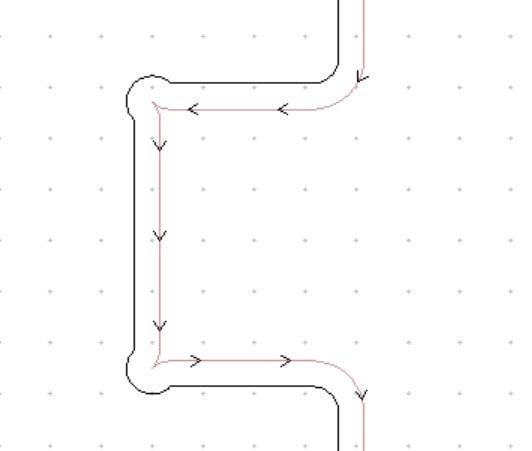
Now, I just had to make t-bones under the “fillet” tool selection for the table leg pockets. The circular bit in the CNC can not cut 90 degree angles, so the dog-bone (or t-bone) allows for CNC to make the joints with the circular tool (See more on the group website). I also rounded off the edges with the fillet tool for the corners of the table legs and where the vectors joined between each flower pedal.
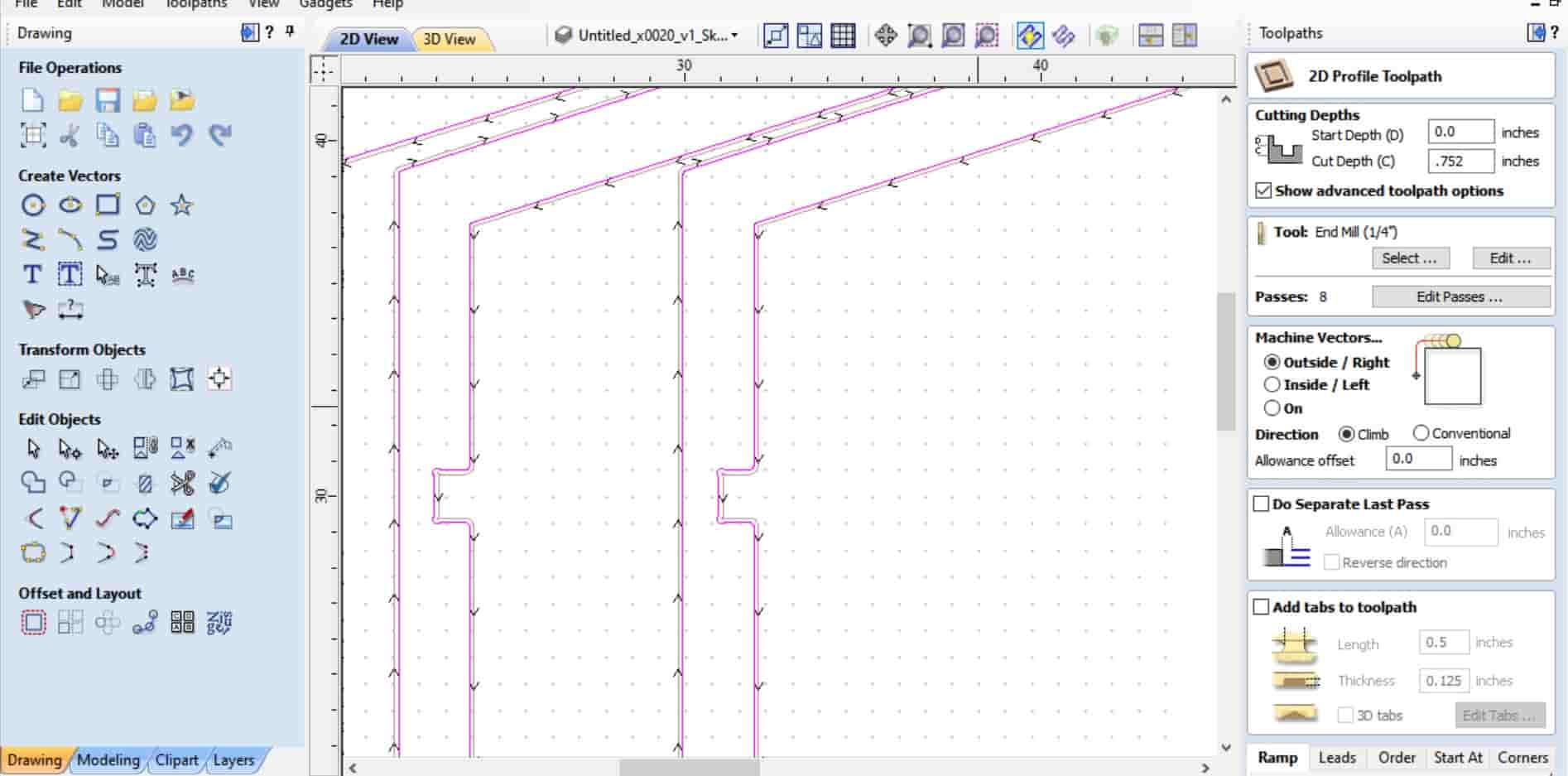
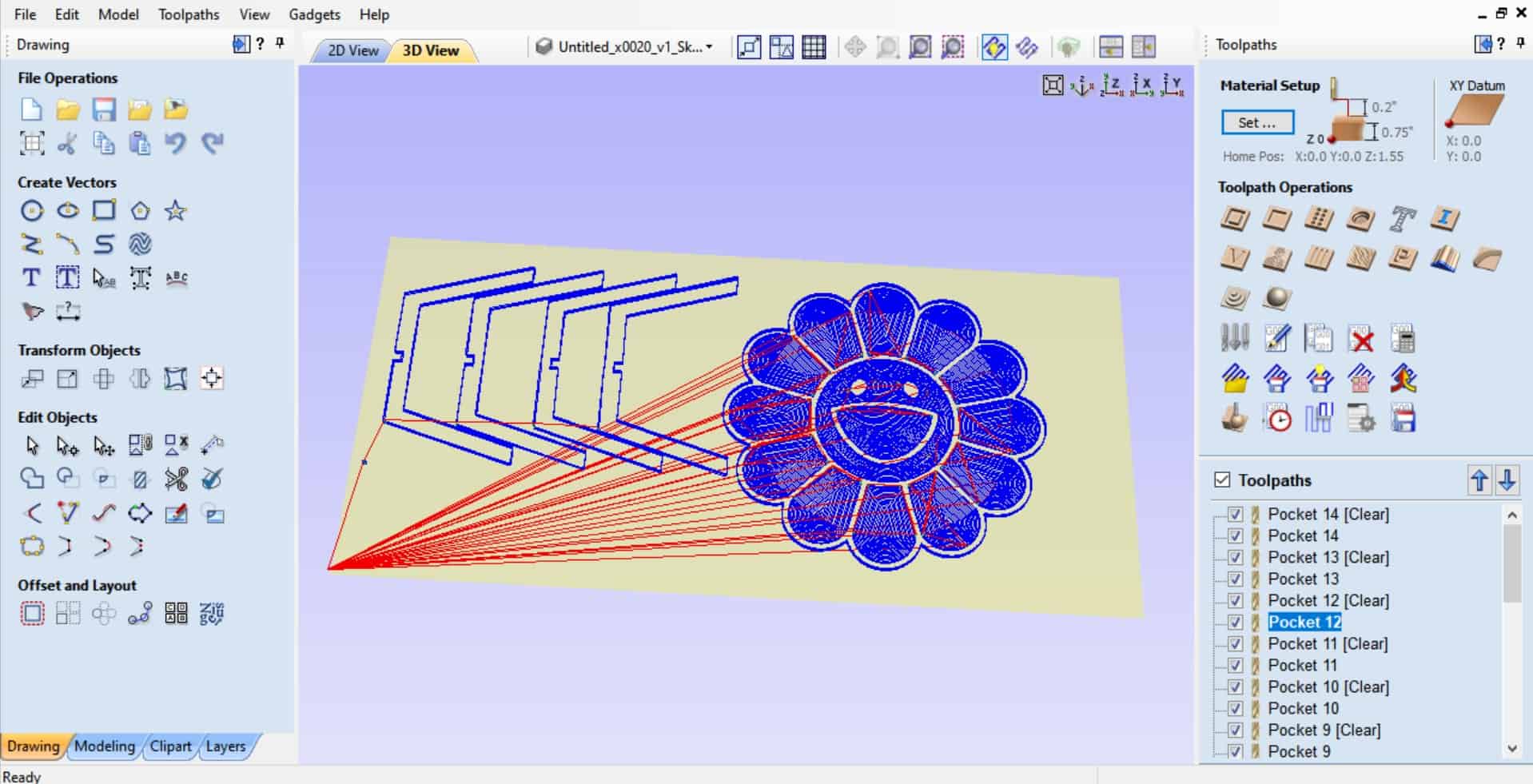
With the vectors being created and fixed, we had to generate the tool paths. In attempts to reduce the milling time of the cut, I decided to use two different bits for the profiles and the pockets; this proved to be troubling later on. I opened up the toolpath side window on the right by clicking “Toolpaths” on the top left and then “Show Toolpaths Tab.” This operation allowed my to navigate to the profile toolpath operation, where I could shift click all the vectors I wanted to mill out/ cut through the wood and I changed the cut depth to .752”, the width of the material.

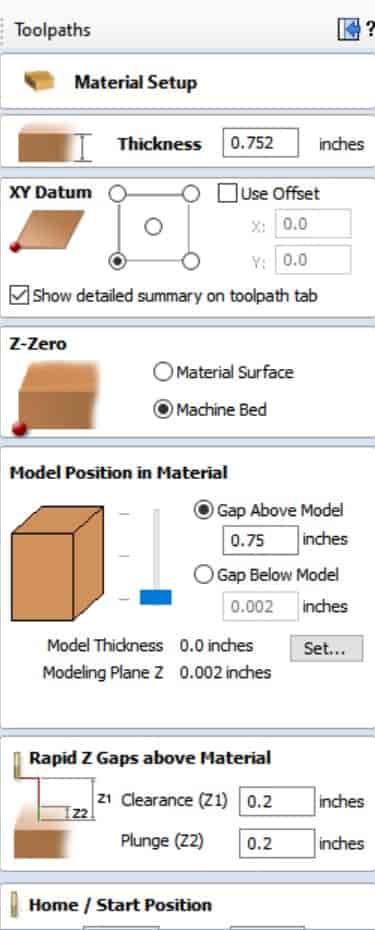
Another important step was changing the material settings under “Material Setup” to the width of the material and the Z-Zero section to “machine bed.” This is because I wanted the 0 position of the mill to be through the material on the bed of the CNC machine. However, once I finished milling and exporting the file for the profile cut, I changed this to “Machine Surface” for the pocket cuts.
To generate the pocket cuts for the pedals, face, and mouth, I did the same as before with the profiles, but with the pocket tool and a ½” sized bit to speed up the process. I highly recommend naming each cut and grouping them together, as not doing so took far more time than it should have to select/ de-select the correct cuts. All that was left remaining was cutting, sanding, and assembly!
Although I already explained several of these steps, here is the workflow of our Alpha ShopBot in our Fab Lab:
Shopbot Cutting using Aspire/ VCarve Toolpath Last updated Match 16, 2021 Shopbot Machine Put on eye and ear protection Close the doors Check to see that the machine has been warmed up Check to see bit is not loose Measure the thickness of material that you plan to cut. Raise the Z-axis so the bit won’t drag on the table (no higher than 4 inches) Use the proximity switch to set Calibrate. (C3 keyboard command) Calibrate Z AXIS on the table. (C2 keyboard command) Raise Z AXIS 4 inches using the JZ 4 command Attach material to the table using screws Raise Z AXIS 4 inches using the JZ 4 command Set new X and Y Origins for your design Raise the Z-axis so the bit won’t drag on the table Using keyboard jog to the appropriate X and Y location. (J2 X,Y) Using keyboard to zero the appropriate X and Y Location. (Z2) You set origin. Select Cut Start up Aspire and VCarve software Open your file Select objects you wish to cut Select Toolpath Pin Toolpath Click on material setup Check Z - zero is on the bed, NOT the board Enter the thickness of the material * Model position material should be the same thickness as the material. Click OK. Go to TOOL PATH OPERATIONS Select 2D Profile Toolpath Under cutting depth, select the cut depth of the material (CLS tools). Select the proper tool -CLS down bit ¼ Click add tabs and add tabs Hit CALCULATE. Preview toolpath Click on CLOSE Select SAVE TOOL PATH and save the file in a shopbot format
Start ShopBot Command Console Conduct air cut Select FILE-LOAD Load the appropriate file We Select 1 3-D offset Press ENTER Turn on the spindle by pressing the big GREEN Button You should hear a “SOUND” of the spindle now turning Press ok After checking that everything is good; press space bar Select quit Return to origin (J2 0,0) Perform cut Select FILE-LOAD Load the appropriate file Select no offset rather than 1 3-D offset Press enter Turn on the spindle by pressing the GREEN Button You should hear a “SOUND” Turn on the vacuum Press enter again to start cut Cut is done Turn off vacuum (which is so loud you shouldn’t forget) Use a hammer and chisel to remove tabs Clean up after yourself Get a broom and sweep
Additional Personal Notes for Operating Machine: First do a 3D body cut first – still have to turn on spindle
Errors During Cutting:

It was not clear waters yet; several more problems were encountered before the table was complete. In order to z-off our axis on both the machine bed and the material, we put the plywood hanging off the end of the CNC, furthermore leaving about 15 inches of space to level off the material. This was not necessarily an issue, but something that was considered before milling the file. During the cutting process however, the bit continued to make a horrendous screeching noise, therefore causing for serious concern. Following three attempts of running the file, myself and two other classmates first expected perhaps an issue from the dust collection system getting entangled with the bit, but that proved false when we attempted a cut with the dust vacuum removed. We realized though from the depth of the pocket cuts that the but must have been moved at some point upwards due to it not being tightened enough. I took the ½” bit out and it was clearly pushed up at some point during the cutting process, re-inserted it, and then tightened the bit. Unfortunately, because we stopped it, it had to be rehomed, consequently slightly messing up the width of the border for one of the pedals.
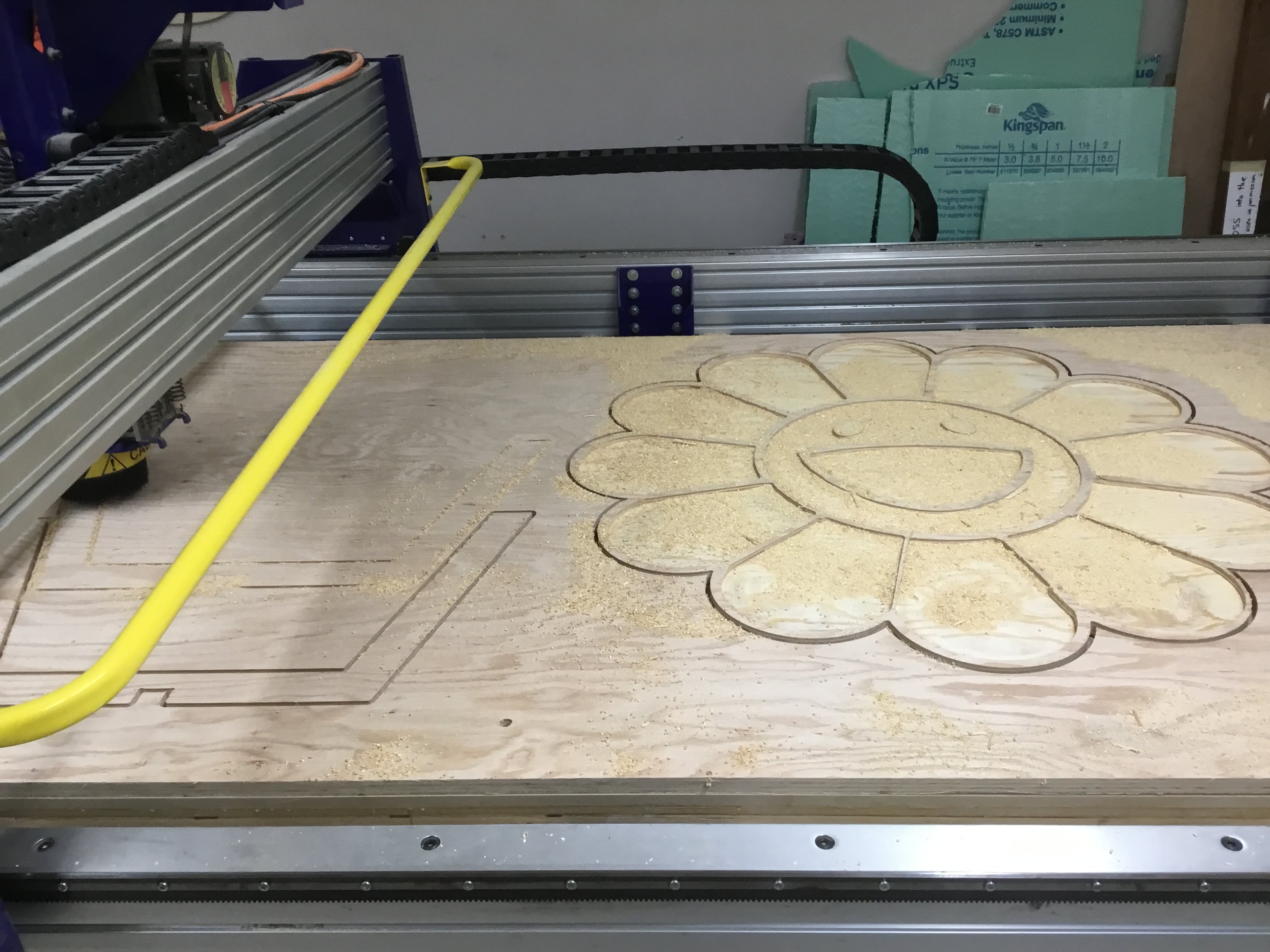
After the pockets cut were complete, I added tabs into the profiles because I had not earlier in order to secure the cut the wood when milling it out. Later, I would use a mallet and chisel to break off the tabs from the wood. I changed the bit to a ¼” flat end mill bit, opened the Aspire file into the Shopbot software, and ran the air cut. The air cut is simply the milling but with the z-axis at several inches higher than the wood, so you can ensure it is milling at the proper size, doing the right file, etc. In contrast to the pocket cut, this went significantly smoother and only took around 30 minutes. Originally, the time was around 50 minutes for the profile cutes, but I reduced the passes from six to four. The pockets cut took around 3 minutes per pedal, so it also took about 35 minutes to mill in total.

The table looked great, but before any paint or resin could be applied, it needed a proper sanding. To sand down the table legs, I utilized our Lab’s electric sanders and then the hand sander for the parts that were harder to reach. The hand sander, also proved useful for smoothing out the flower’s sides and top. Lastly, high grit sandpaper was used for the joints, the eyes and the insides of the pedals to finalize it. Following, I applied wood glue to the legs and used several clamps to secure them for a day before assembling. Assembly simply consisted of some additional wood glue and a little measuring. There was not lots of assembly, and looking back, I wish I would have added joints to connect the legs to the table. While I was not able to complete the resin and painting this week, I look forward to completing this project in the following days.





Group Website: http://fabacademy.org/2021/labs/charlotte/