4. Computer controlled cutting¶
This week I worked on an assignment with two parts. - Group assignment: characterize your lasercutter, making test part(s) that vary cutting settings and dimensions - Individual assignment: cut something on the vinylcutter design, lasercut, and document a parametric press-fit construction kit, accounting for the lasercutter kerf, which can be assembled in multiple ways.
Machine characterization¶
Vinylcutter characterization¶
The vinylcutter does not have many settings to change in order to get good results. There are a few settings but very important.
- Type of material and dimension of the material
Type of material
Dimension of the material

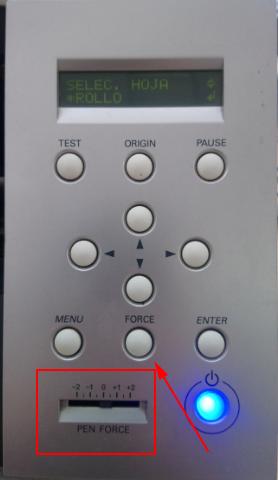
- Force of the knife: You can change with the force button of the machine and it is measured in kgf and goes from 0 kgf to 240 kgf. The red square shows the amount of deviation that you want to add to the force that you just set it.
- The length of the knife that is outside of its holder. The length of the knife change rotating the cup. This movement allows the knife go out and this this the last thing that you have to change if your machine is not cutting.

Lasercutter characterization¶
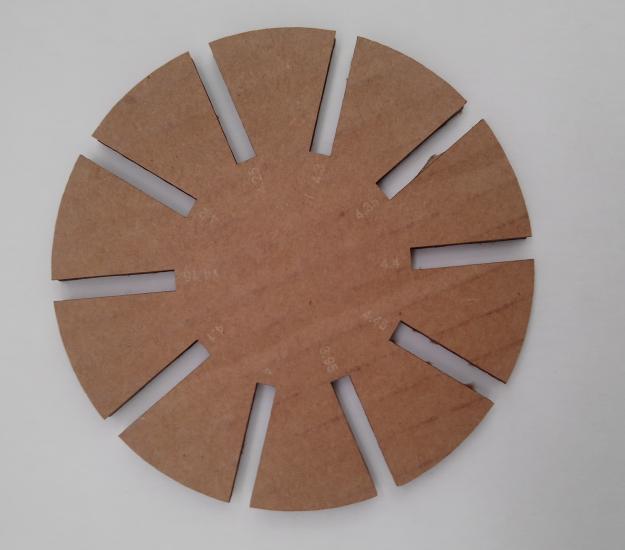
We stated to experiment with cardboard to find out the right deviation for press-fit, after that we did the same with MDF.
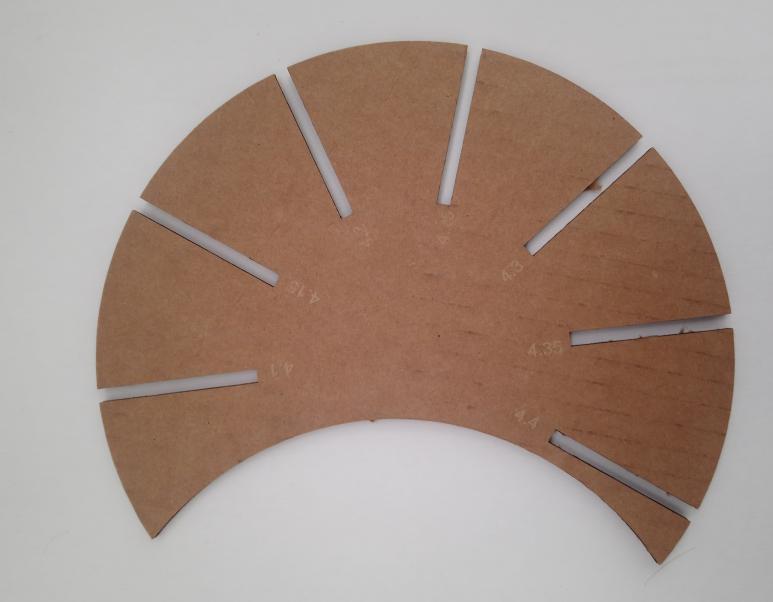
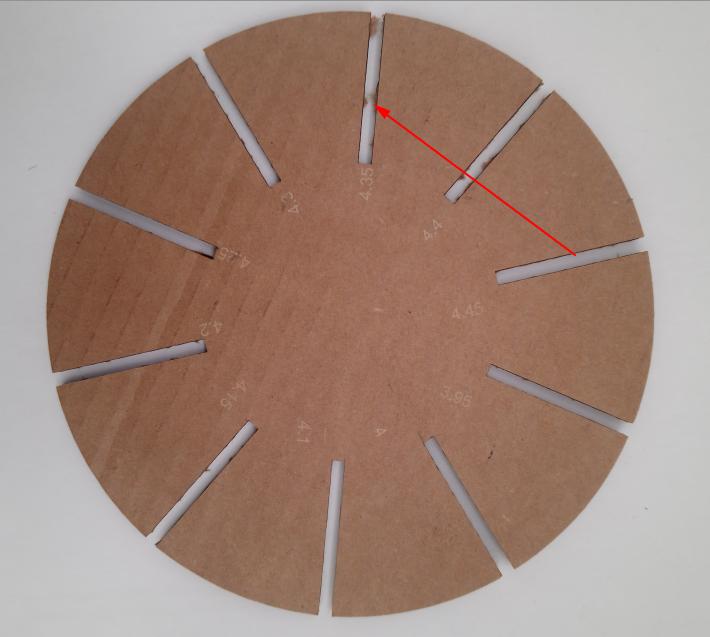
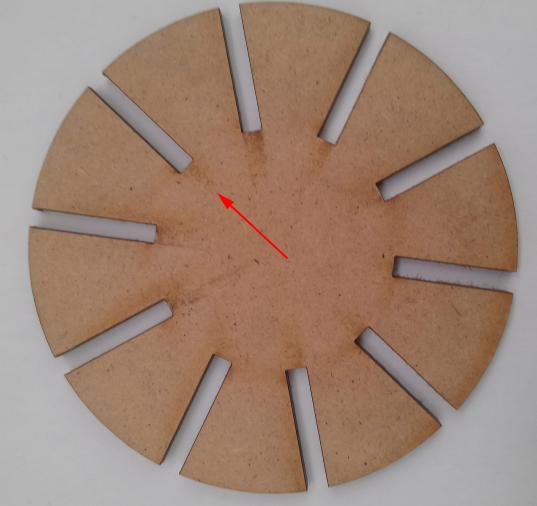
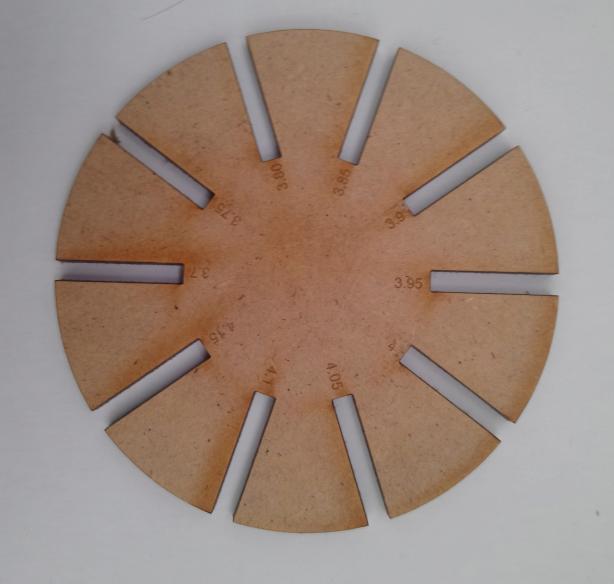
First of all we need to measure the material thickness to know the value to start with, and then we designed a disc with slots with different width values that grows by 0.05 mm and decrease by the same amount.
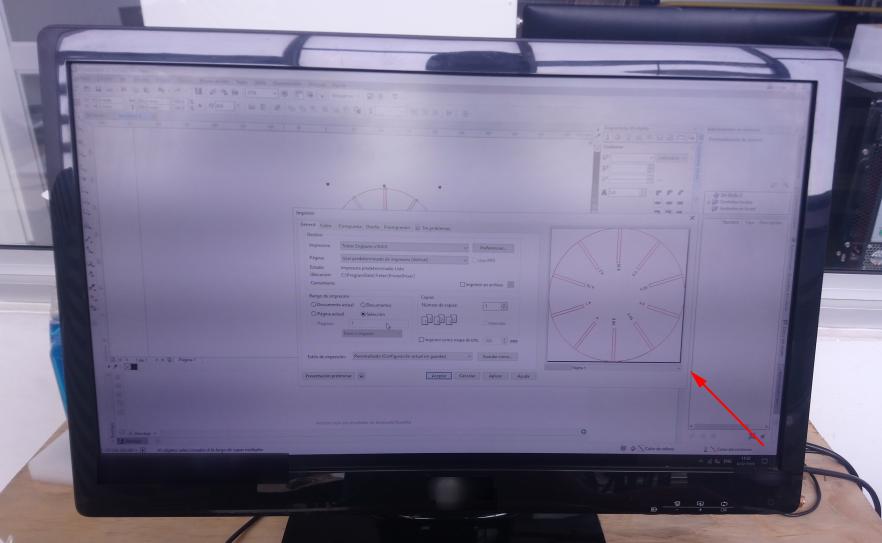
To send the information to the machine we used CorelDraw to open the file, select the vector and the we did ctrl + p and select the laser, in that way the file is sent to JobControl that controls the lasercutter itself.

The first thing that we figure out was that we have to set the dimension of shown in CorelDraw of the selected vector to the JobControl software in order to get the precise size of the target cutting.
This happens because this error, the result was too big.
During lasercutting we have to follow some references of laser power and speed to get the desired result. If you did not get a good result like this: it does not cut well cardboard.
Then you have to “play” with those parameters I mentioned like we did.
We found that the right result of cutting of 4 mm of cardboard and even 3 mm MDF was with the same amount of power of 85% but with 50% for cardboard and 40% for MDF.
After that the next thing to find was how much was the kerf, in other words, how much tolerance we need to add to the design in order to get the right fit. For our purpose we found the value as -+0.1 mm, depending if it is a hole or not.

For engraving the value the power value was different for cardboard and MDF. The values that we tried was 50% of power to cardboard and 60% for MDF and the same percentage of speed for both that was 50%.
This image shows a result of the engraving with a low value of power. We can not see easily the numbers.
But for cardboard we can distinguish well the numbers.
This the the result of the engraving on MDF after changeging the power value.
Something interesting that we learned was we can not fit too tight cardboard but cardboard. The tolerance for that was +-0.15 mm.
If the kerf of the laser is too much suddenly must be a no calibrated laser or a dirty lens.
Something done with the machines¶
What I did with the vinylcutter?¶
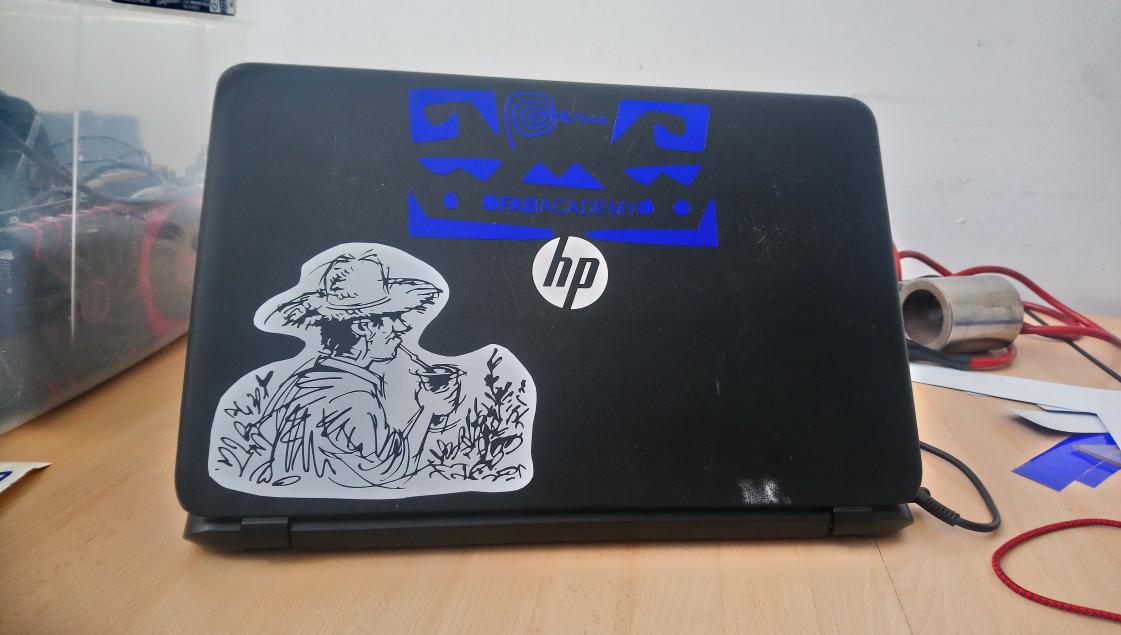
To try the vinylcutter I decided to make for my laptop’s stickers. In order to cut the material, I needed some images to convert from a bit map to vector. These were my images: All of them I get from the internet using the software Gnome Screenshot to screenshot the image I wanted.
This inca’s symbol image

This Fab Labs’s logo image

This inca’s pattern image
This Peru’s logo image

This Fab Academy’s logo image

Vectorization process¶
Files for vinylcutting¶
{kind=link}
{kind=link}
To convert them from SVG to PLT I used sk1 software, another alternative is Uniconvertor software. I did not use Uniconvertor because I could not install it in Xubuntu, but I installed sk1 instead.
The interesting thing about uniconvertor is that allows you to export to any formats from Inkscape.
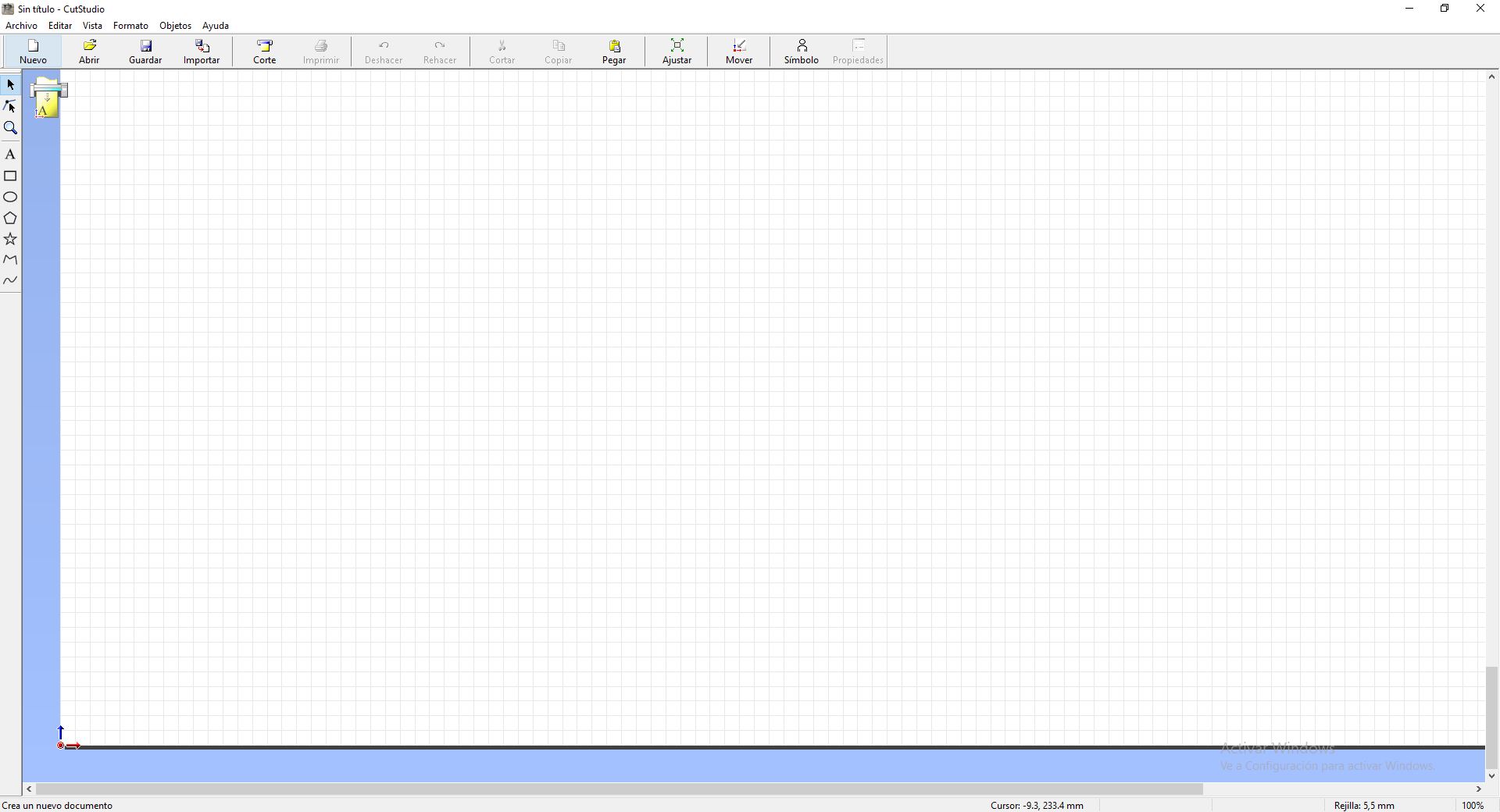
Cutting process¶
After I get my images to cut vectorized I open the vinylcutter’s software called cutStudio.
- Step 1:
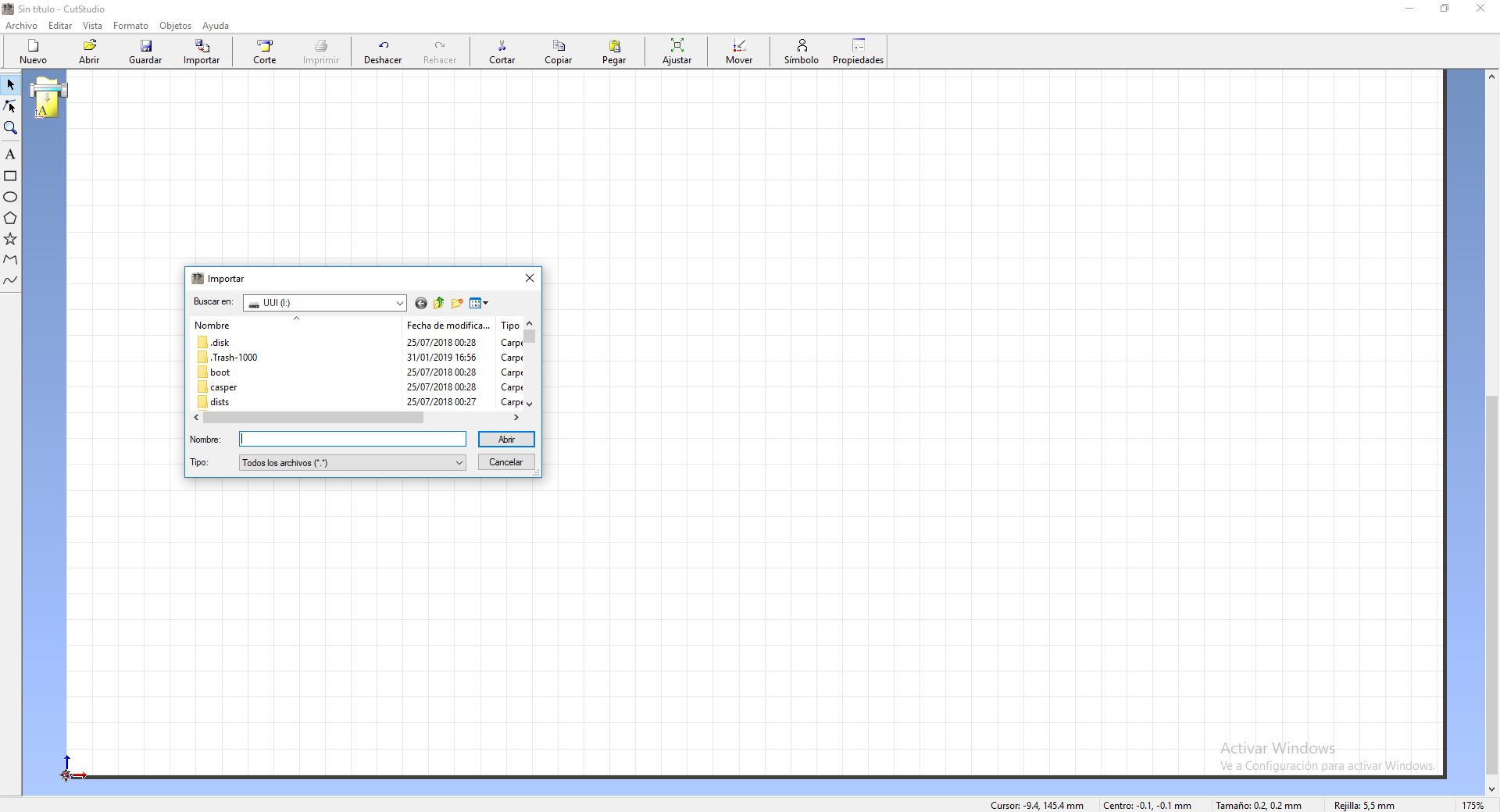
Import your vectorized image with these extension AI, EPS or PLT.
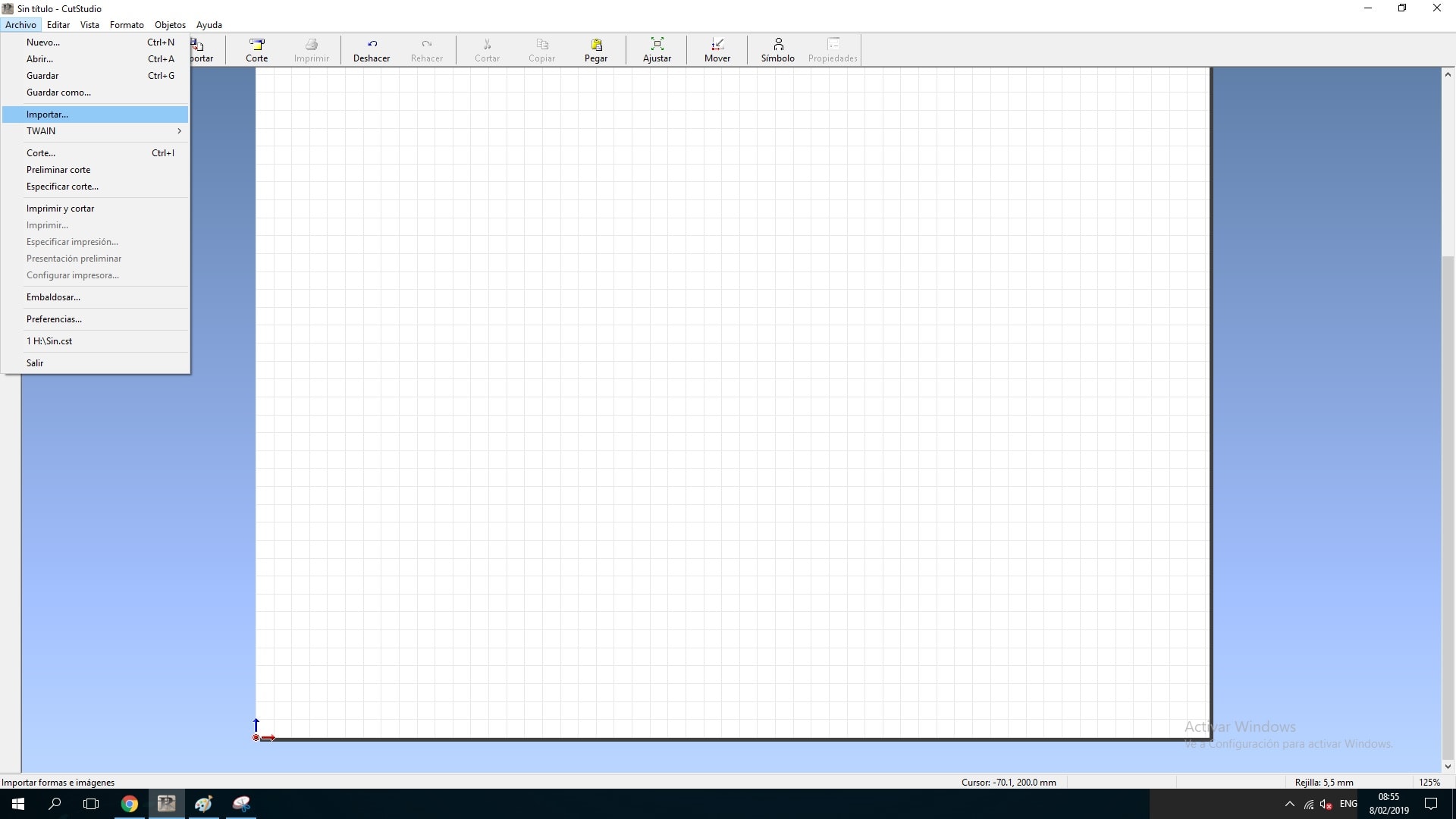
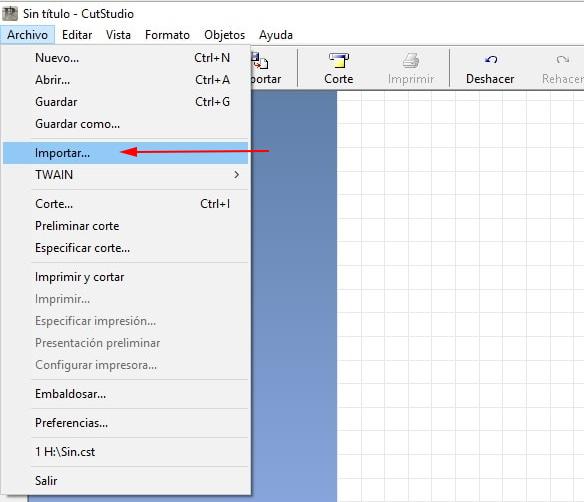
Select your vector and then press open.
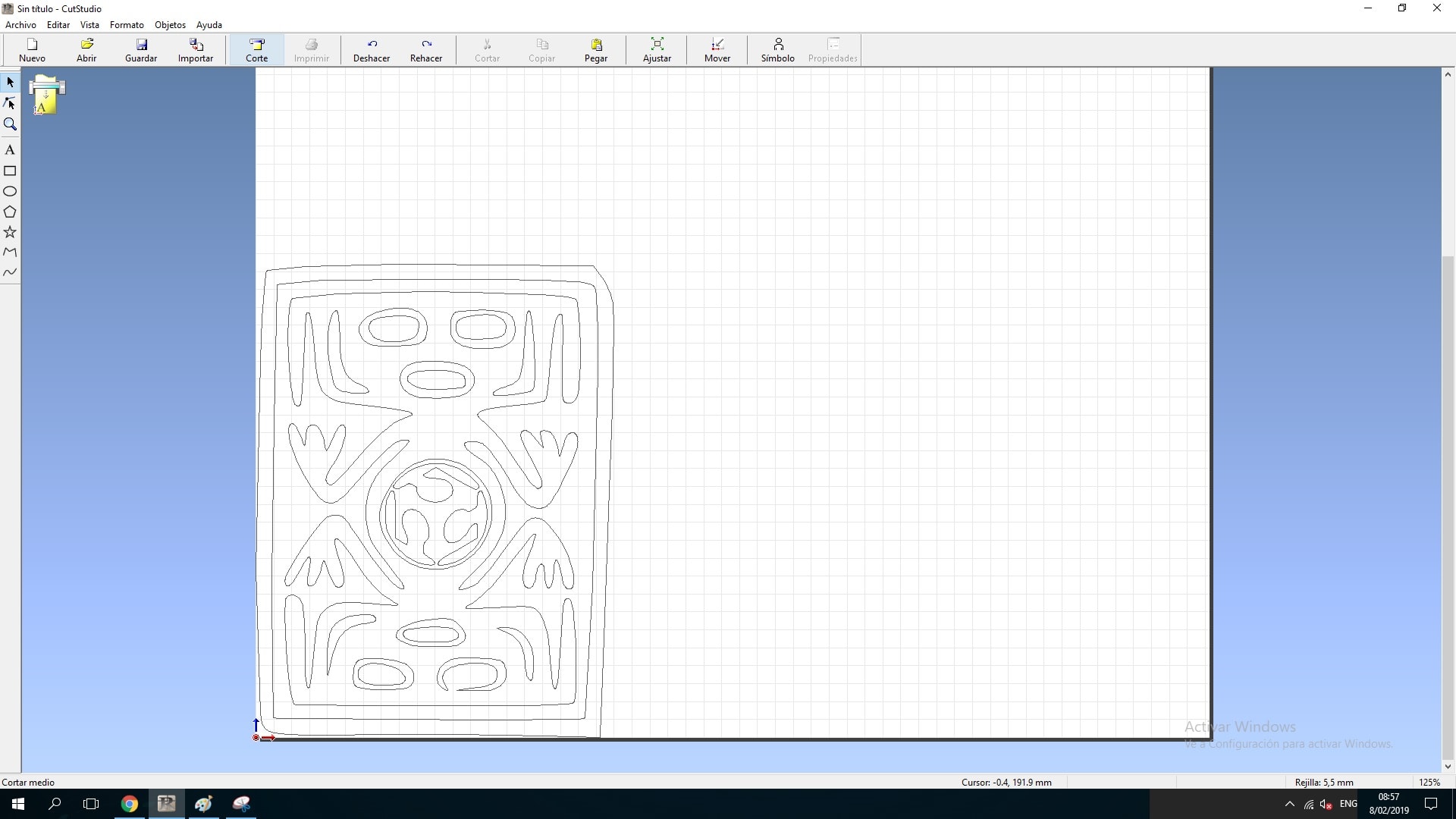
Your image will appear after that.
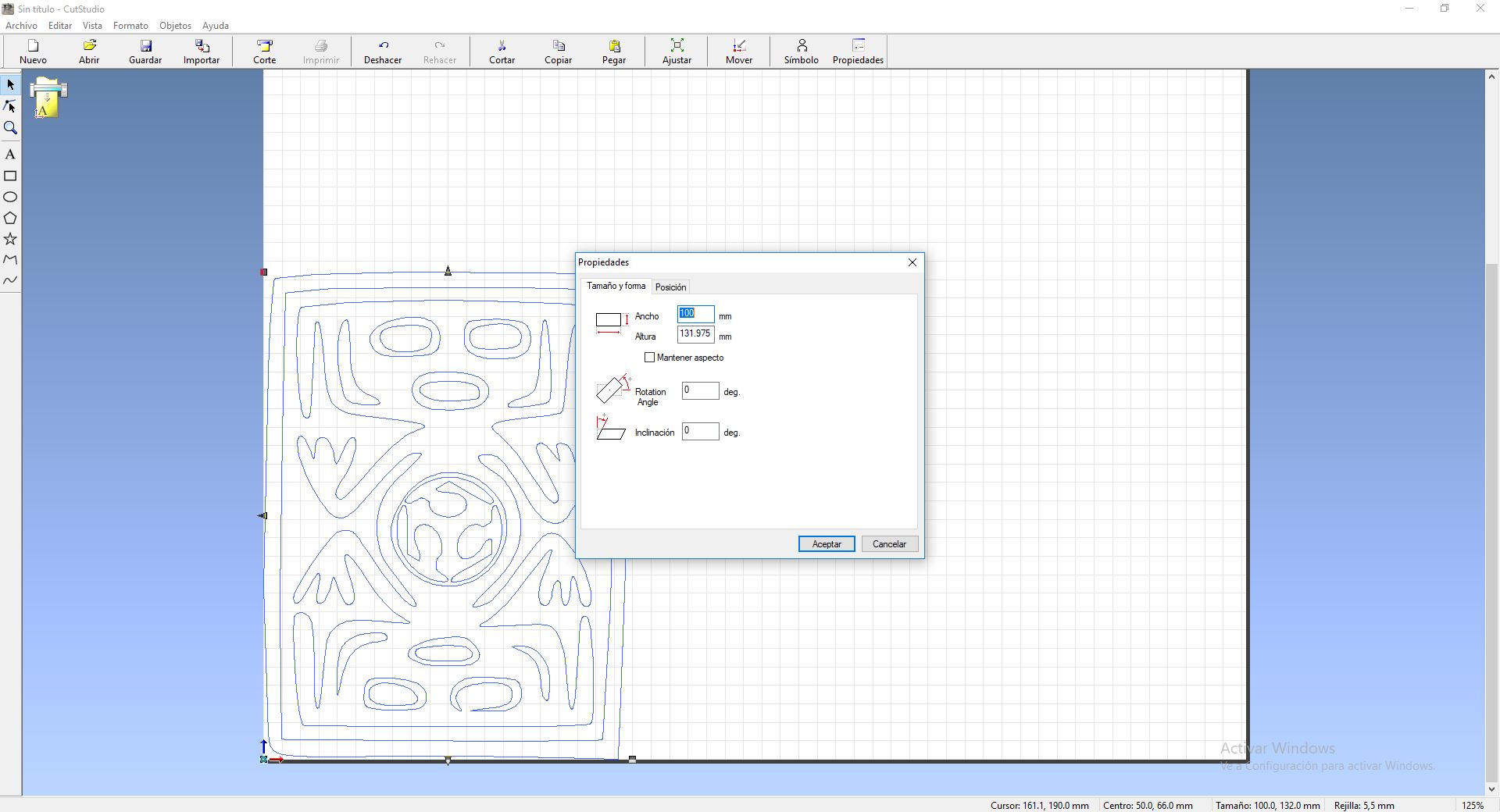
- Step 3:
To verify the size of your image press properties.
Then will appear a pop-up window showing the actual size of your vector.
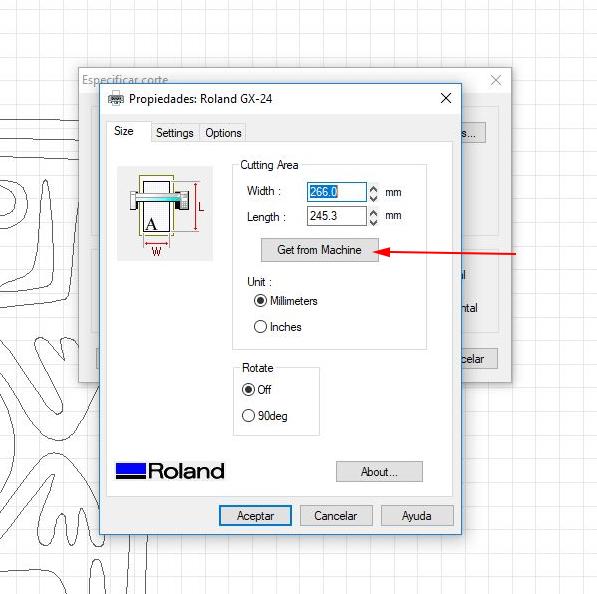
- Step 4:
After loading the material to the vinylcutter you have to put the dimensions in the software before you start cutting.
It will pop-up a window.
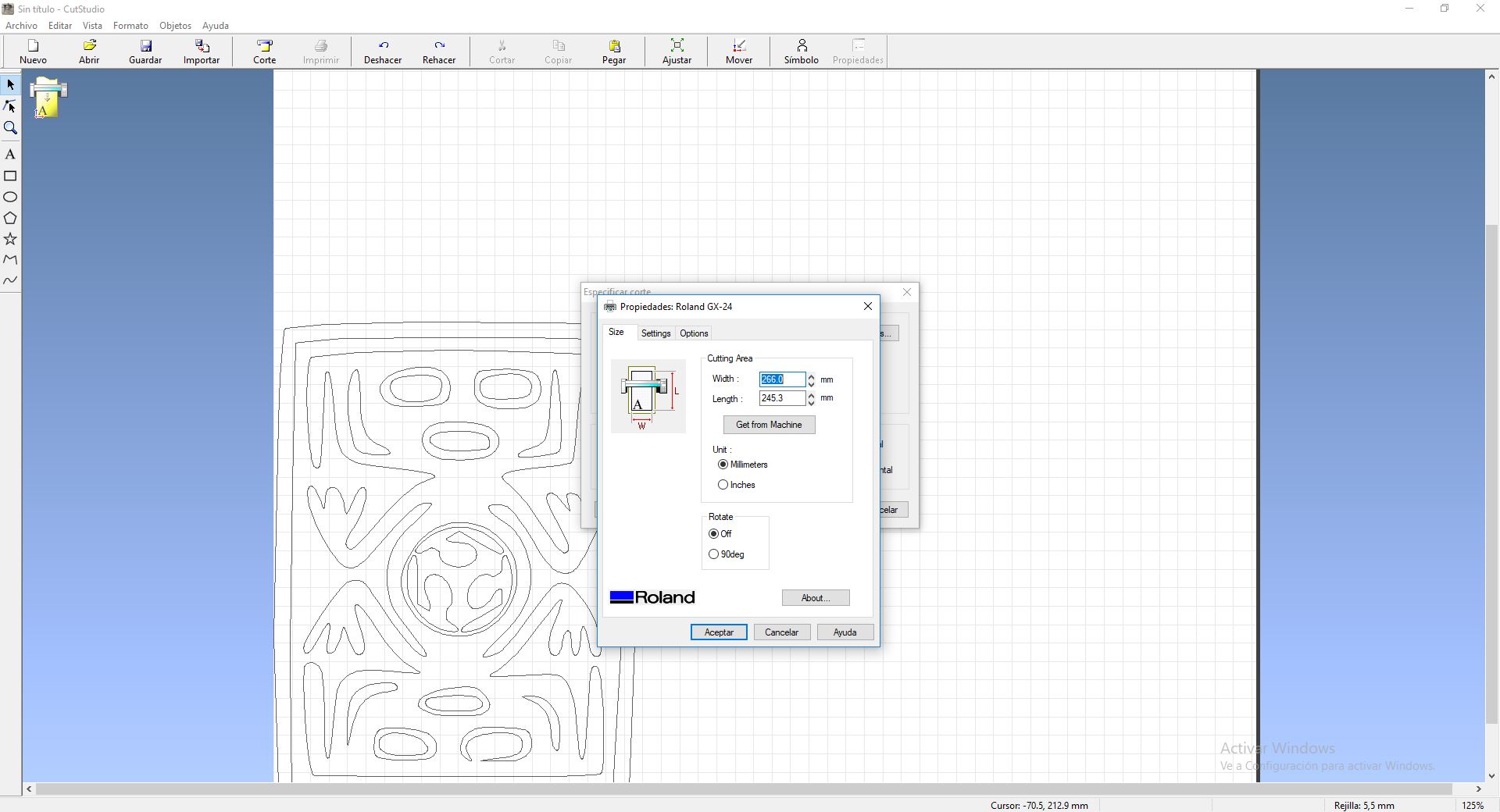
You have to press get from the machine, after that you will see a change of the page size.
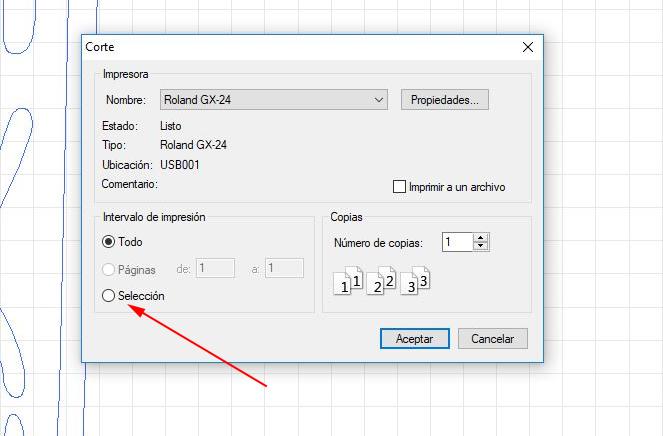
- Step 5:
To start the cutting process you have to press the cut button.
It will pop-up a window.
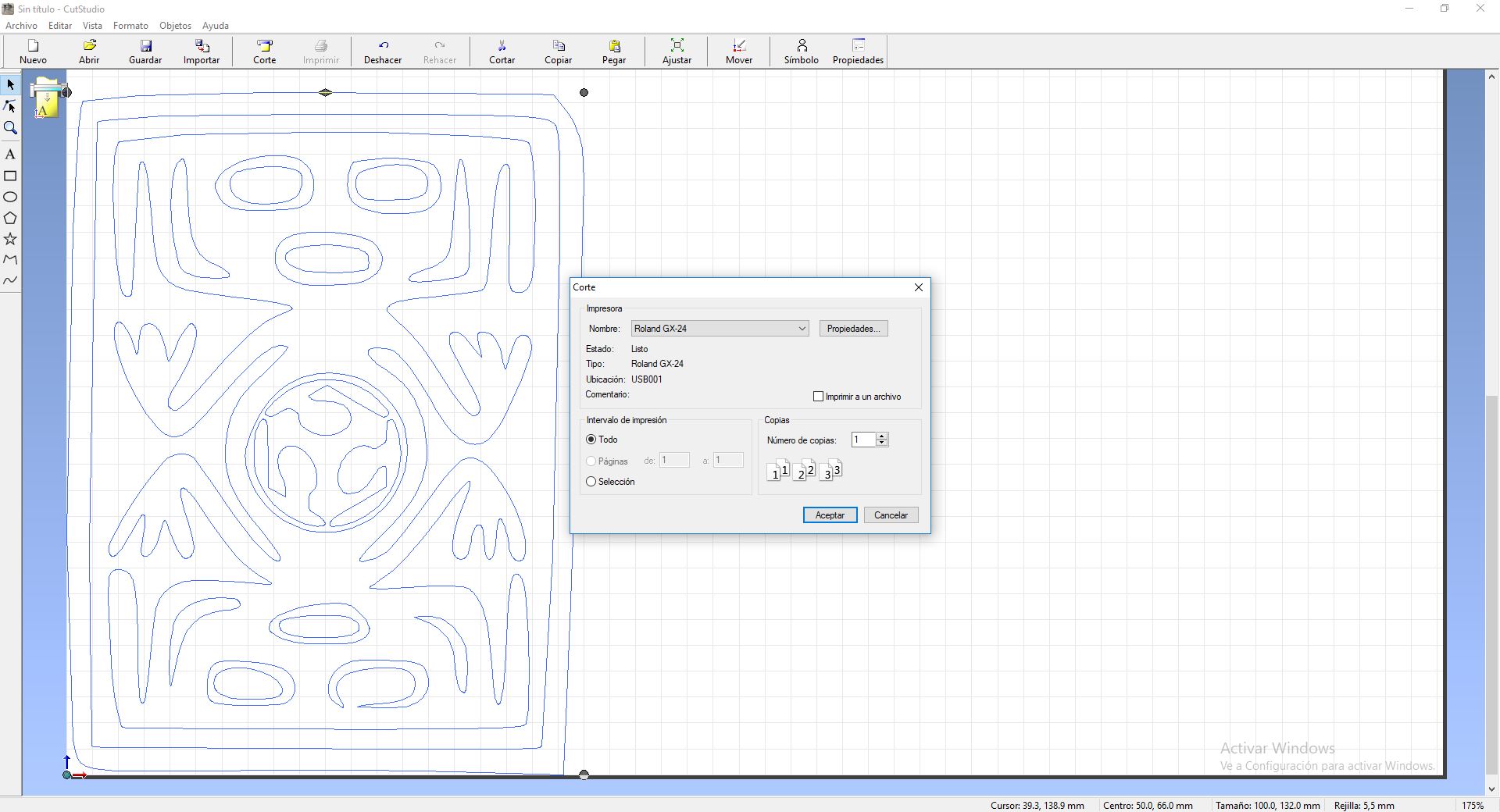
In the window, you have two options, ALL or SELECTION. I this case press selection and the machine will start cutting the material.
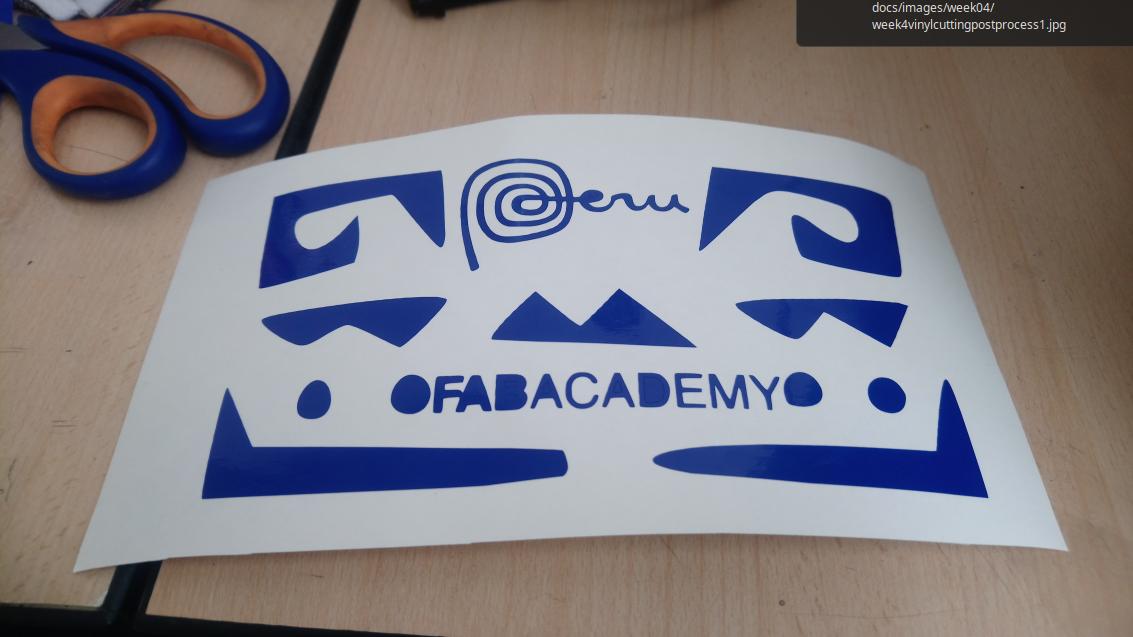
- Step 6:
After the machine finished its job the sticker transfer has begun! The method that I used was that you have to remove the vinyl that is not part of your sticker.

The result will be like this.
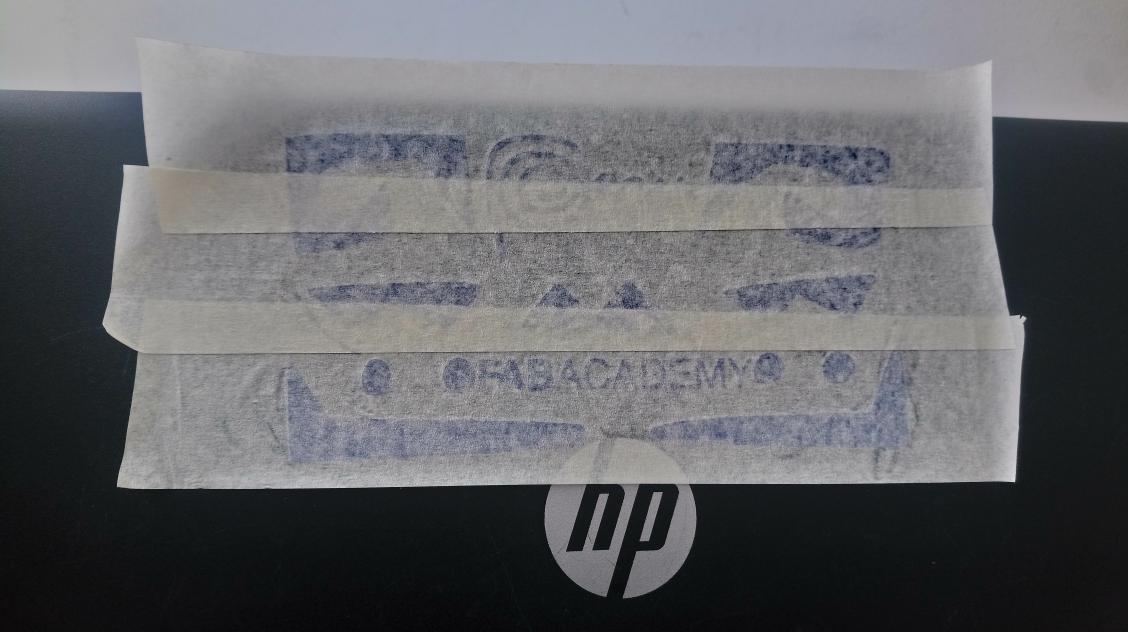
Over the sticker, you have to cover with masking tape in order to transfer it.

After cleaning the surface that you want to put the sticker, press it on the surface strongly in order to adhere the sticker the best as possible.
This is another sticker that I made.
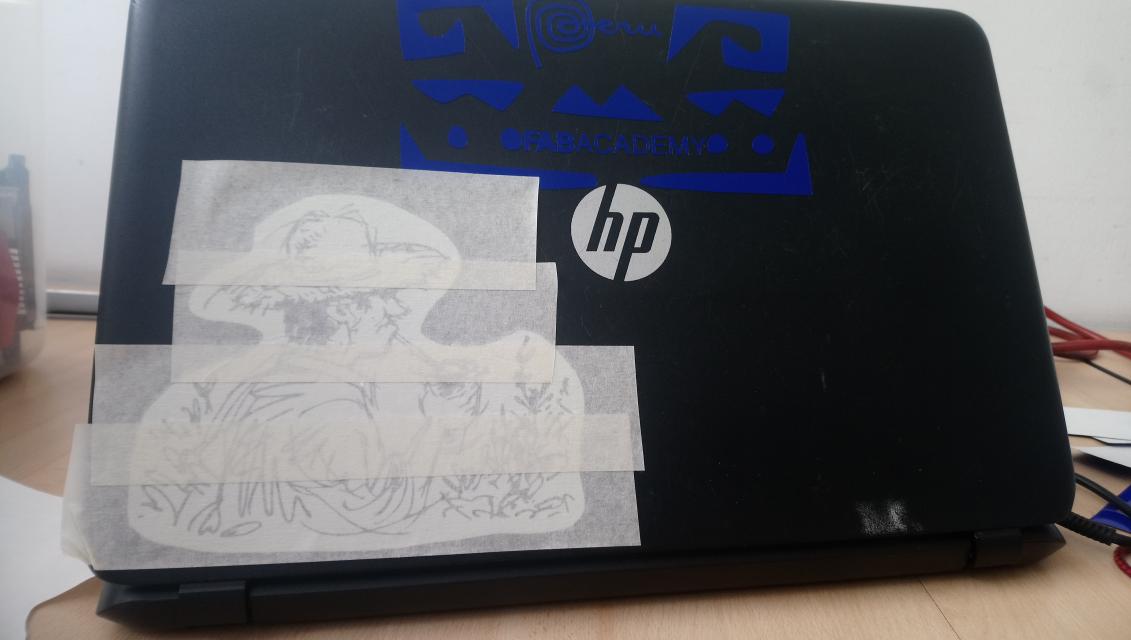
The results.
Me verifying the job that just done.
Faced problems and solutions working with the vinylcutter¶
Problems:¶
- Using Ubuntu I could not rut the vinylcutter with mod either on the web or locally.
- I could not open correctly my SVG file from Inkscape.
- After I cut the vinyl during the transfer with adhesive tape, the adhesive tape takes the sticker off because it adheres too strong.
Solutions:¶
- I change to the Windows OS to use cutStudio.
- I searched another compatible format and I found that using PLT works perfectly in cutStudio.
- We use masking tape instead of adhesive tape.
Bonus files to download if you liked what I did!¶
Paraguayan best drink Terere!, It has a sticker and this is the files.
{kind=link}
What I did with the lasercutter?¶
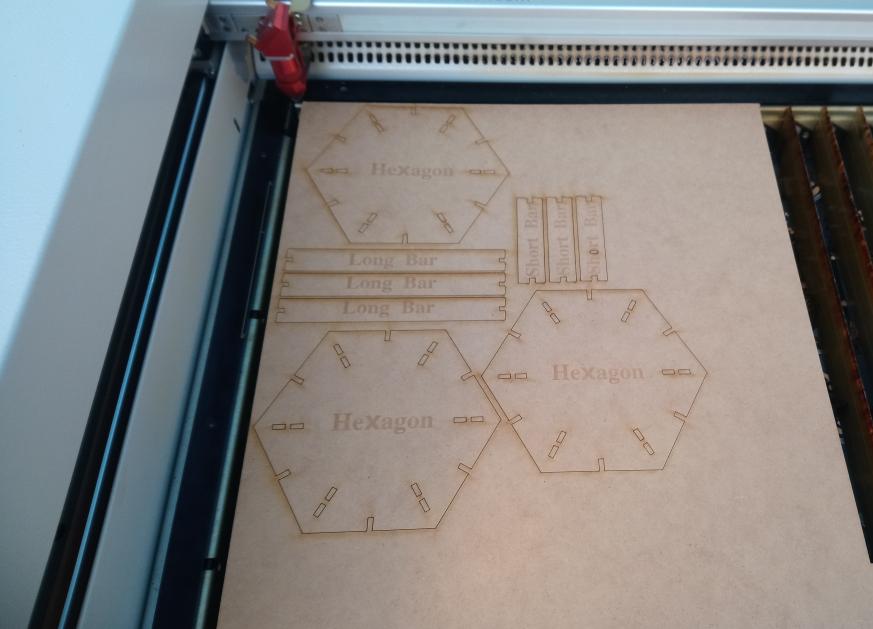
For lasercutig I designed a press fit kit using hexagons and bars that it can used as two kind press fit.
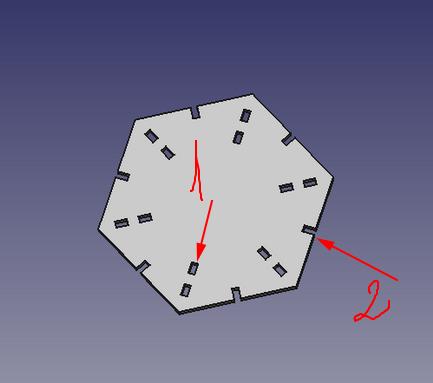
This model is a parametric model and it was modeled using the tool FreeCAD.
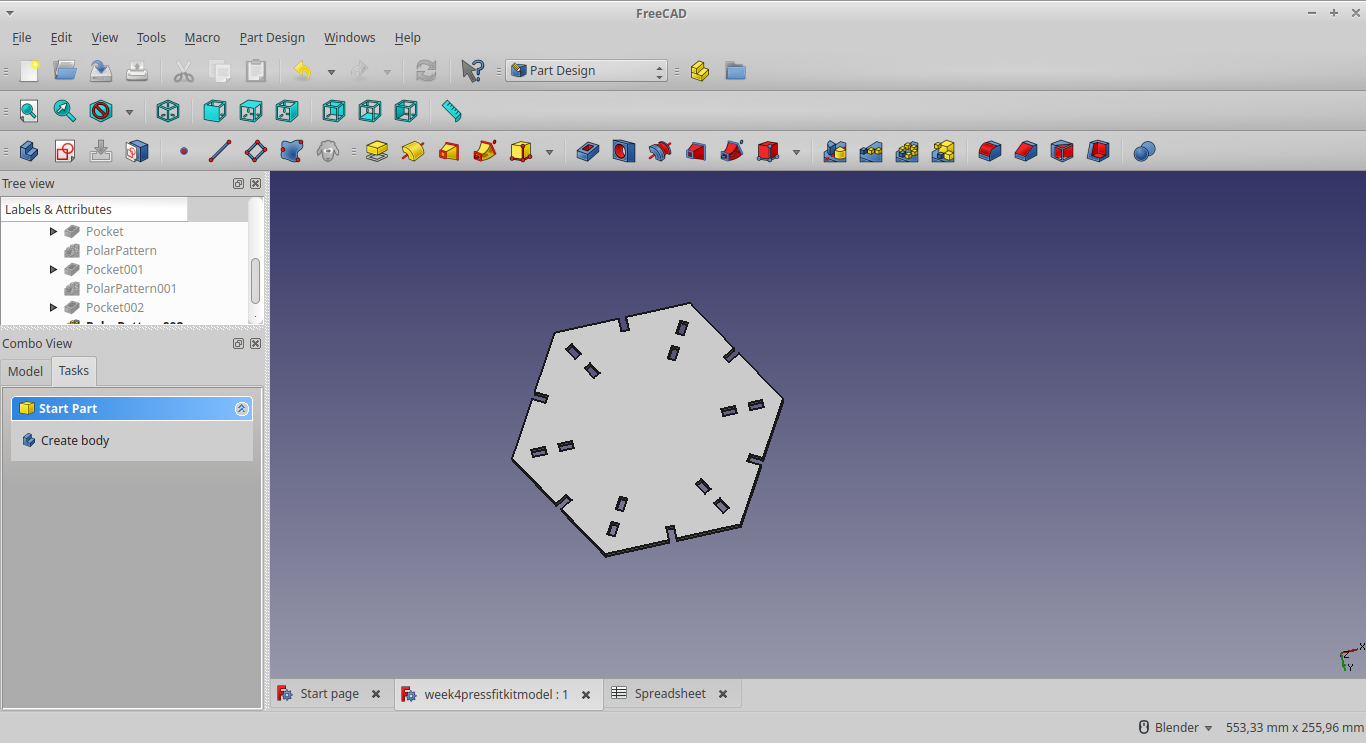
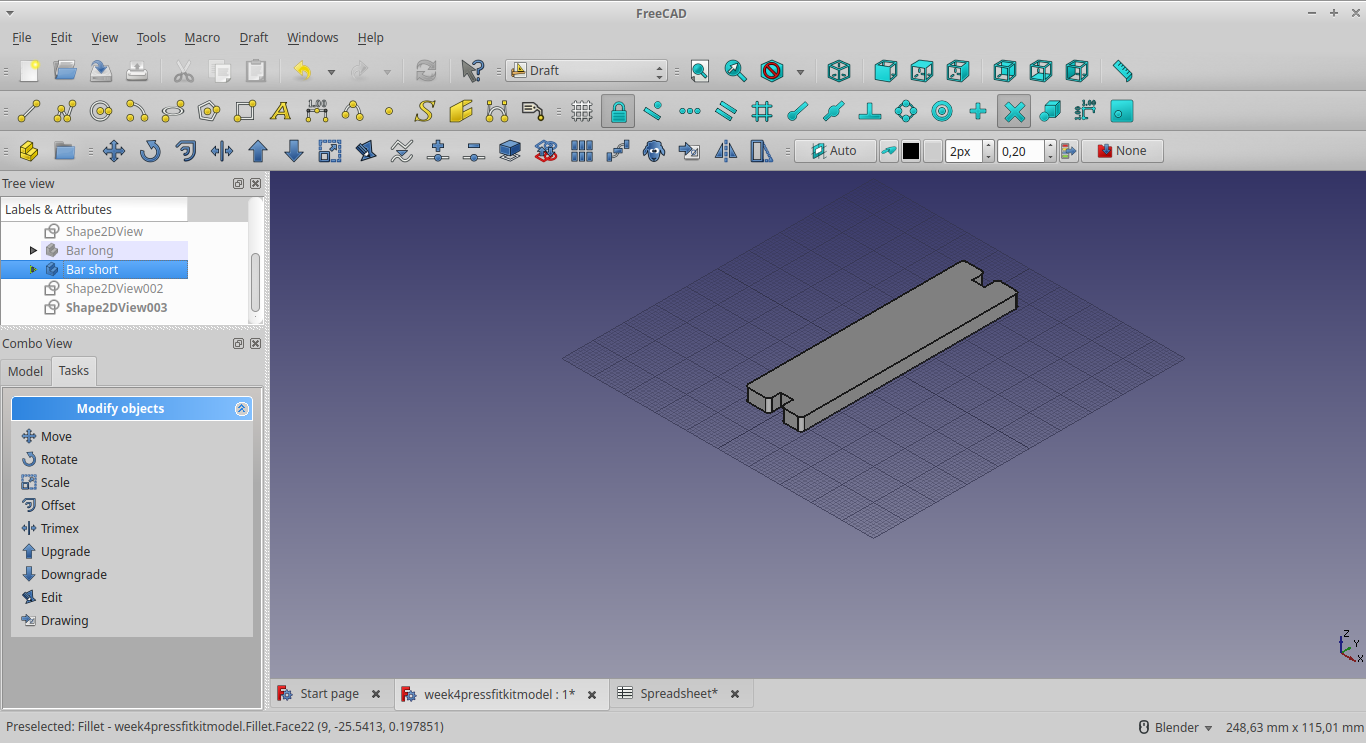
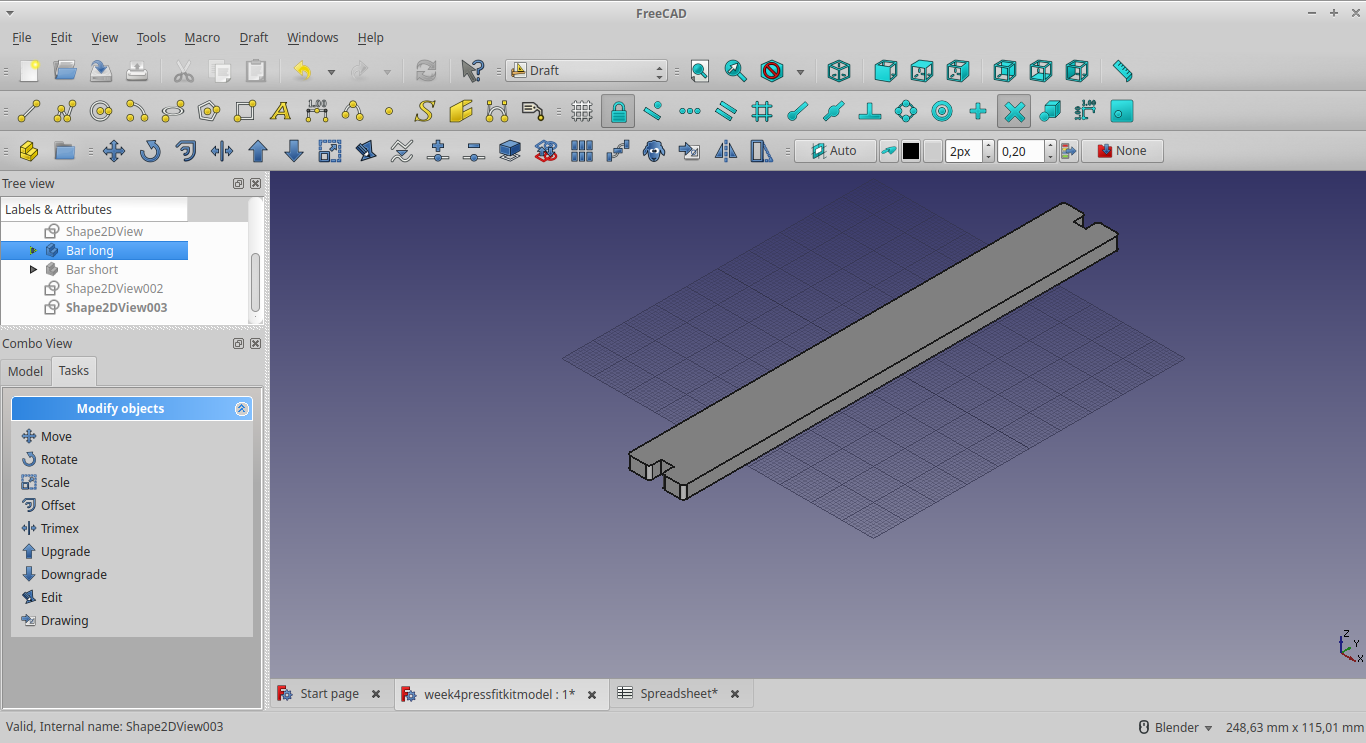
3D parametric modeling process¶
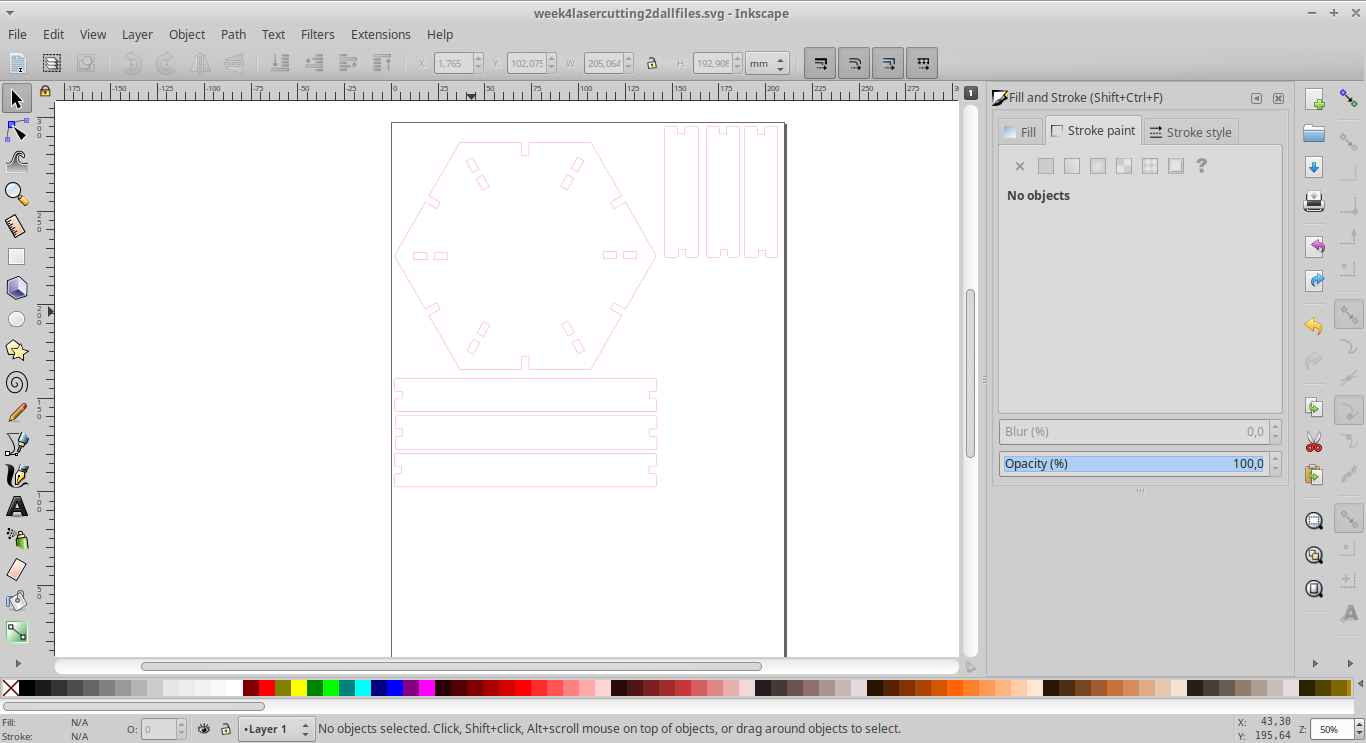
After I get the 3D model I proceed to obtain the 2D model projecting the 3D model on a plain. That task was get using the Draft module of FreeCAD. After the projecting I exported in SVG format and I opened in Inkscape to verify the size, thickness and color of the vector.
FreeCAD files of the parametric model of the kit.¶
Vector verification process¶
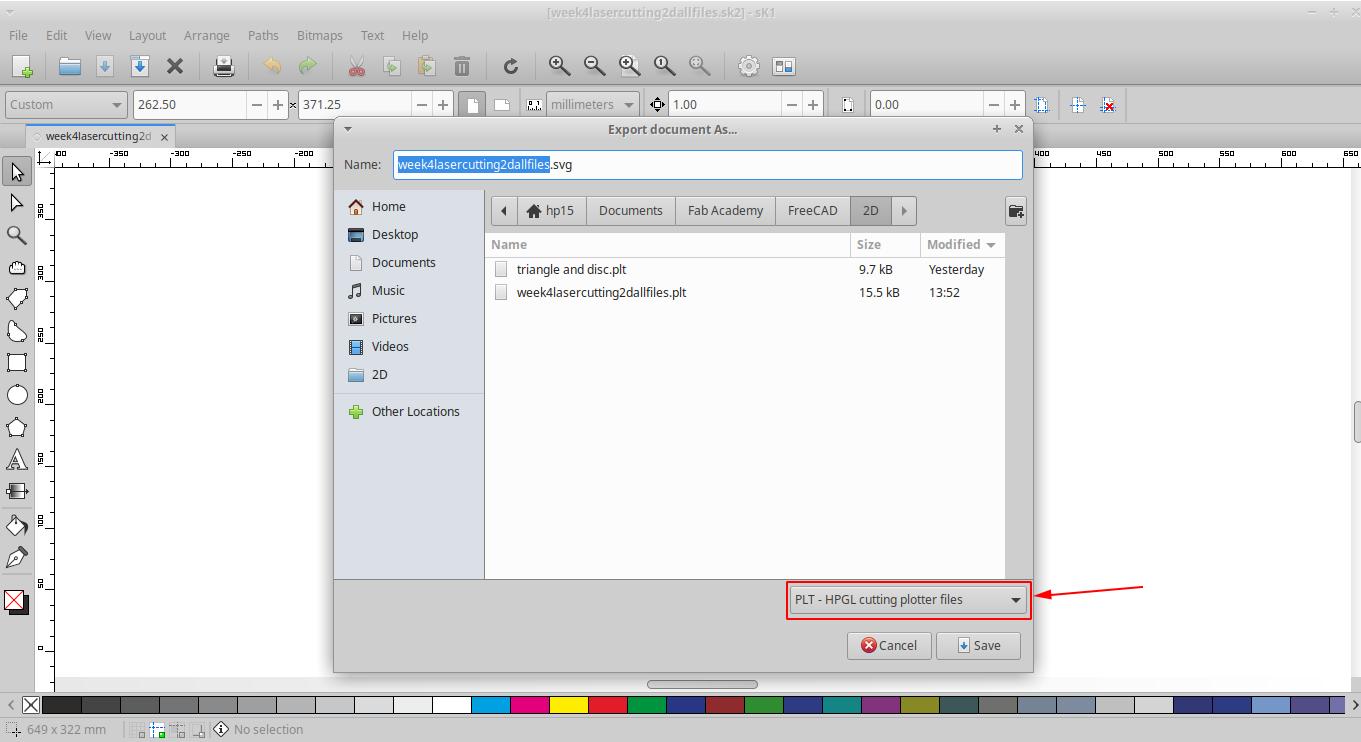
We found that exporting in PLT format we assure the he size will be that we need for cutting. So, for export it we use the software called sk1.
Verificated SVG Files¶
{kind=link}
{kind=link}
{kind=link}
Vector conversion process¶
Files ready for cutting¶
I cut the first set of my kit in order to figure out how well goes the parameterization process.


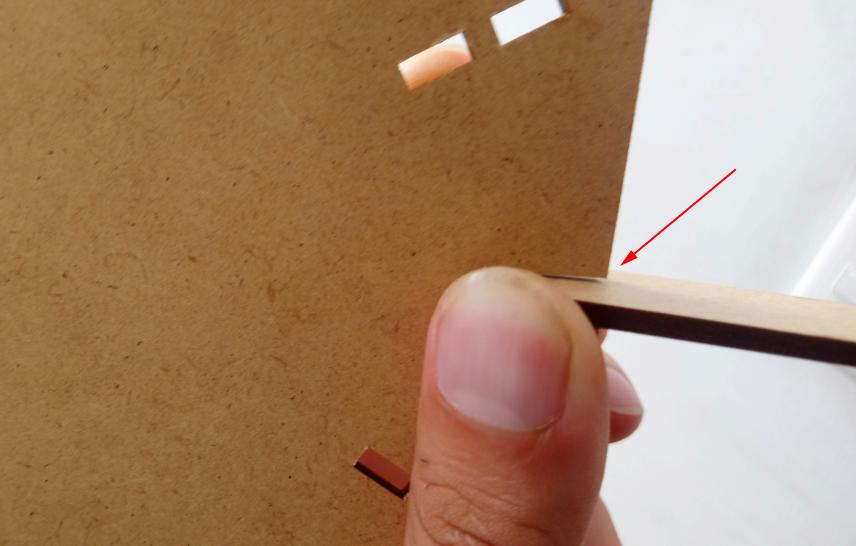
During the assembly process I figure out some trouble in the fitting of the pieces. These errors were caused by a wrong material thickness. And thanks the parameterization of the model it was easy to solve it.
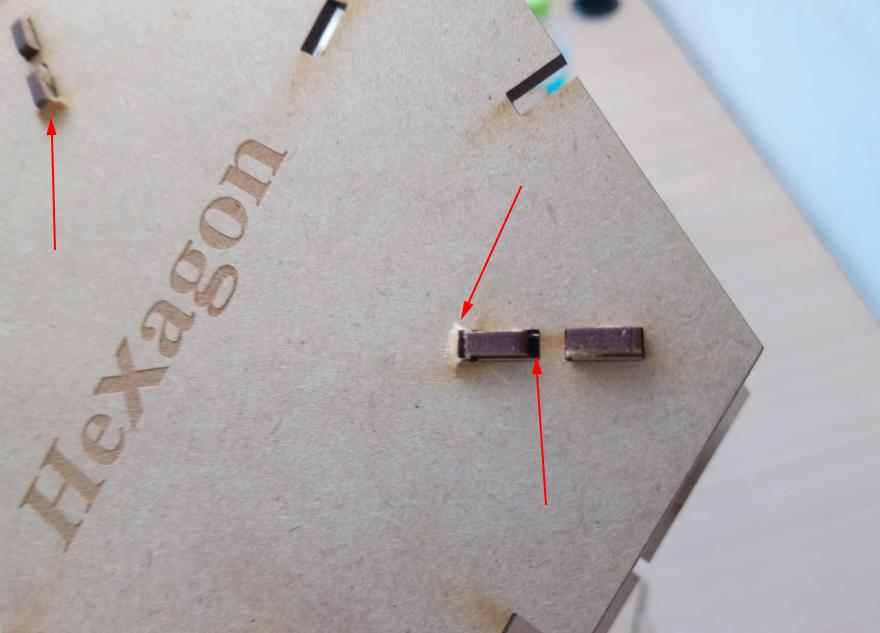
Besides the the errors I just mentioned I could assembly the kit.


Faced problems and solutions working with the lasercutter machine¶
Problems:¶
- My window capturing was too long.
- I spend many hours learning how to design parametric designs with FreeCAD.
- Exporting to SVG carry the vector deformation.
Solutions:¶
- I cut to half the length using ffmpeg command.
- After that I am able to do faster the modeling.
- Exporting to PLT using sk1 or uniconvertor.
What I learned this week?¶
I learned how to record the window for documentation purpose using software called Kazam.
I also learned how to convert video format using the software ffmpeg, and also to convert the video to jpg, in other words, how to separate the frame using this software.
I learned how to use the software called Flameshot to screenshot and edit it at the same time, it is very easy to use.
I learned how style images in markdown
I learned how to reduce the duration of a video using the software ffmpeg