2025
Stanley Amaechi

This site is my personal portfolio developed during Fab Academy 2025.
© 2025 Stanley Amaechi | Template by Bootstrapious

This work is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License.
Week 5 - 3D Scanning and Printing
This week focused on understanding 3D printing design rules, material characteristics, and how to optimize angles to avoid "spaghetti" effects in unsupported structures. Through hands-on testing and creative projects, I explored the capabilities and limitations of both 3D printing with PLA and resin printing technologies.

Tasks
-
Group Assignment:
- Test the design rules for the 3D printers
- Documentation of work on group work page and reflection on individual page of characteristics of the printers
-
Individual Assignment:
- Design and 3D print an object that could not be easily made subtractively
- 3D scan an object
Process explanation
Group Assignment
I collaborated with Lauri Hallman and Shahmeer Adnan Rana to test three printers in our Fab Lab:
Printer Capability Analysis
| Feature | FDM (PLA) | SLA (Resin) |
|---|---|---|
| Max Unsupported Overhang | 6mm | Unlimited* |
| Minimum Wall Thickness | 0.4mm | 0.2mm |
| Surface Finish | Visible layer lines | Optically smooth |
| Post-Processing | Sanding required | Washing/Curing |
Individual Assignment
Fusion 360 Design Process
Concept & Non-Subtractive Features
I designed a phone holder with integrated cable management, focusing on features that are impossible to create with subtractive manufacturing:
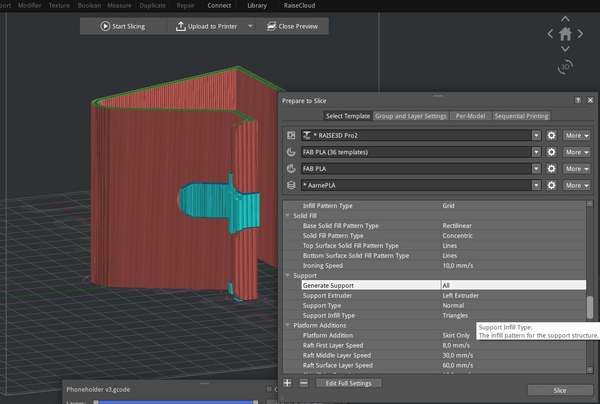
- Design was rotated 90% to reduce print time, and minmize support
- 3mm hollow cable channels
- Full support mode and a 100% infill
The curved arms grip the phone through internal overhangs, while the hollow channels prevent cable clutter – both features that milling machines cannot produce without disassembly.
Technical Specifications
| Dimension | Value | Rationale |
|---|---|---|
| Base Thickness | 5mm | Prevent warping during printing |
| Wall Thickness | 0.5mm | Balance between strength and material use |
| Overhang Angle | 60° | Avoid supports on grip surfaces |
Slicing Strategy
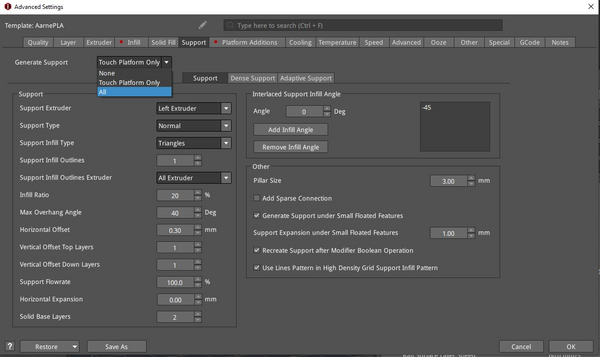
Critical Settings (IdeaMaker)
- Layer Height 0.2mm
- Infill 15%
- Supports All (Auto)
Printing Execution
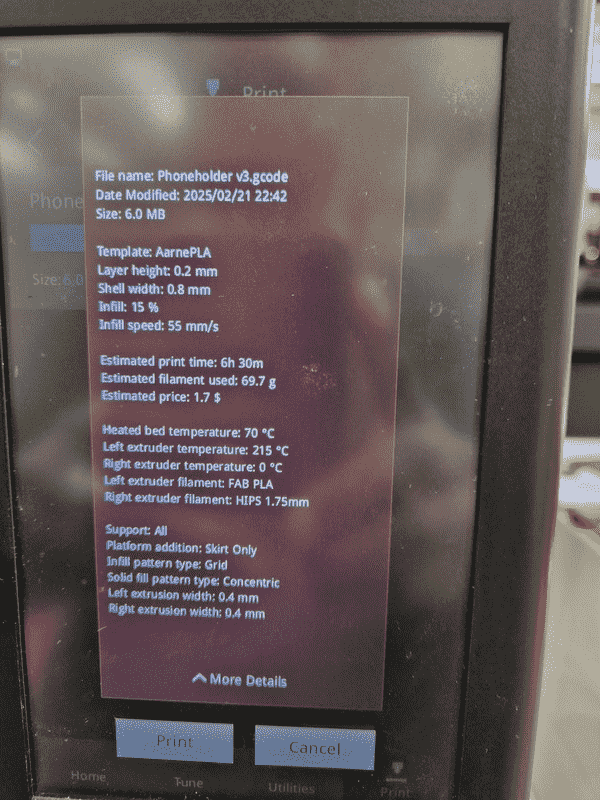
Initial layer using 215°C nozzle/60°C bed

Hour 2: Support performance check

Post-processing with needle-nose pliers
Print Statistics
| Metric | Value | Tolerance |
|---|---|---|
| Total Time | 6h 30m | ±15m |
| Material Used | FAB PLA |
Final Result & Hero Shot
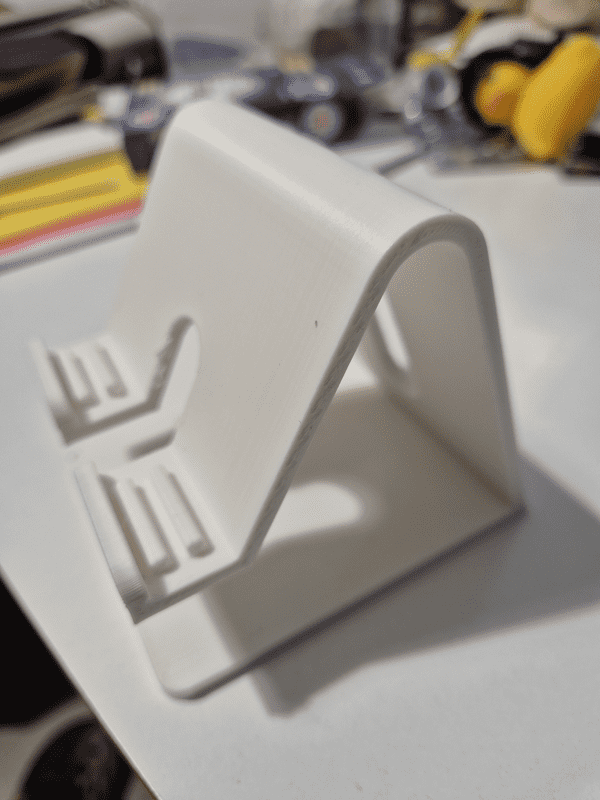

- All cables fit through 3mm channels
- No visible layer separation on curved surfaces
- Supports removed cleanly from hidden areas
Vase Scanning Workflow
Scanning Process
- Surface preparation should be done especially for transparent materials
- 6-angle turntable capture
- Mesh alignment in software
Before/After Cleanup

Resin Print Result

Resources Utilized
- Software: Fusion 360, IdeaMaker
- Hardware: Creality Ender 3, Creality Ender 3 Pro,
- Materials: Fab PLA+, Resin
Reflection
Summary
This week revealed the delicate balance between design ambition and 3D printing realities. While additive manufacturing enables unprecedented geometric freedom, each technology has its constraints - from FDM's support requirements to resin's post-processing needs. The scanning process emphasized that capturing reality requires both technical precision and artistic interpretation during mesh cleanup.
Main Difficulties
- Phone holder design: I would need to redesign the phone holder to hold the phone vertically better.
- Scan Artifacts: Addressed through multi-angle captures, and patiently slowly capturing.
- Resin Curing: Improved with UV station calibration
Main Learnings
- FDM requires ≥60° overhang angles for clean prints
- Resin safety protocols (gloves, ventilation)
- 0.4mm minimum wall thickness for structural integrity