The files are too big :/ So, I uploaded them to my cloud.
here are only the newest files.
Process:
I had already build most my furniture. This was in no way going to be relevant for my final project.
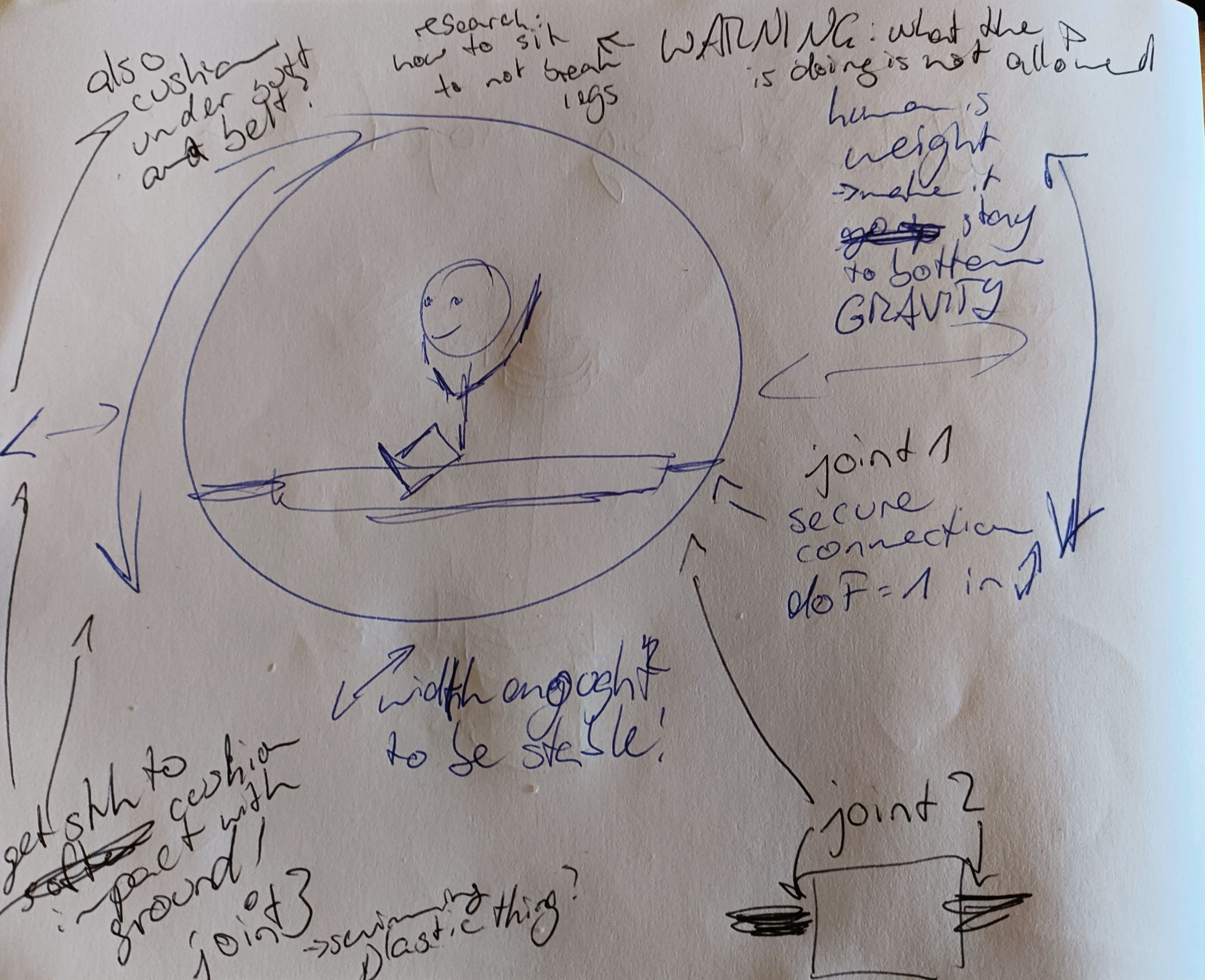
Kind of annoyed I was laying in bed brainstorming ideas watching the Strandbeest. Then this happened:
Og sketch of make sth big
I think every engineer has at some point thought of doing this.
To not reinvent the wheel (literally in this case) I asked CHATGPT for references and vocab.
Turns out my project would be referred to as gravity powered mono wheel. Apparently, it
is an "ambitious an exciting project" that has not been attempted to do on a CNC mill,
but there have been many similar projects in the past.
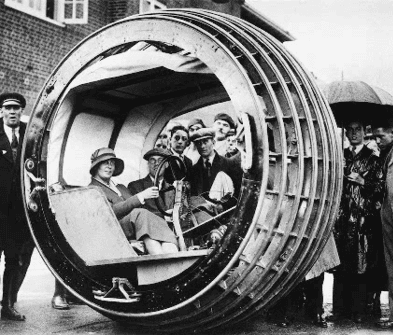
Did my own research next. I found these pictures and projects especially inspiring (used OBS Studio and Snipping Tool for pics and vids):
Final presentation of some electrical and civil engineering students:
Project Presentation Monowheel. The additional points of attachment seem to
reduce the wave wobbling for the rider. They also provide a height reference. The last picture
is the only one I found online where the outer rail is made out of wood. I can
imagine that the bigger the connection area between the outer rail and ground the higher the stability to
the sides but also the more difficult to steer the monowheel
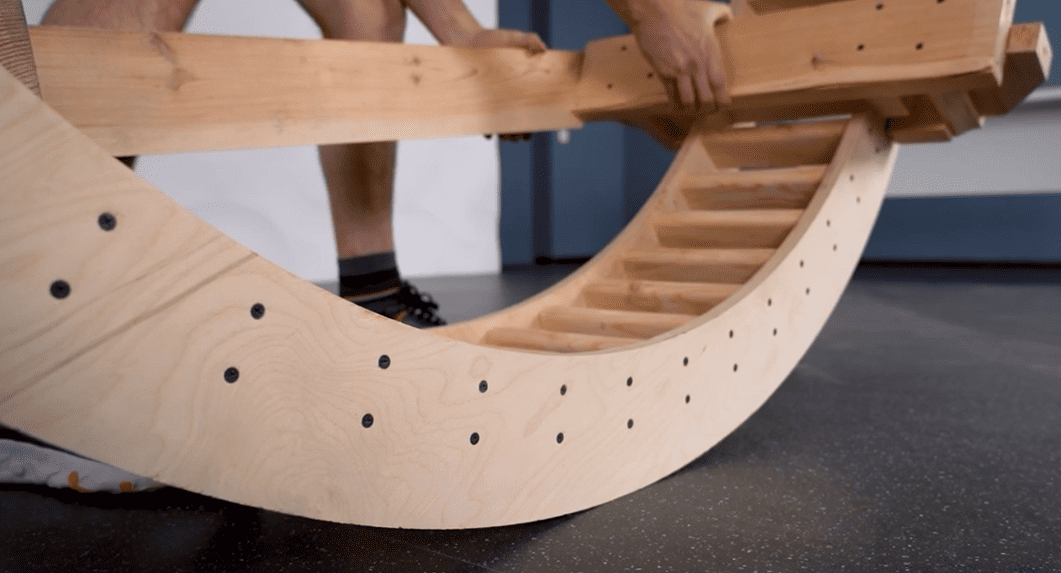
I ended up finding a wooden monowheel!:
Watch the video! It's quite inspiring!
Searched our FAB Academy cloud and found this page.
There are no design files or measurements available.
Though I also believe the page should contain as little text as possible to not overwhelm the readers,
I think it's important they actually know the what and why I'm designing it like this.
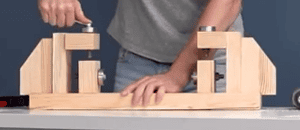
This video because it shows how to make the wheels.
Saving it here to review in the Modeling and Casting week
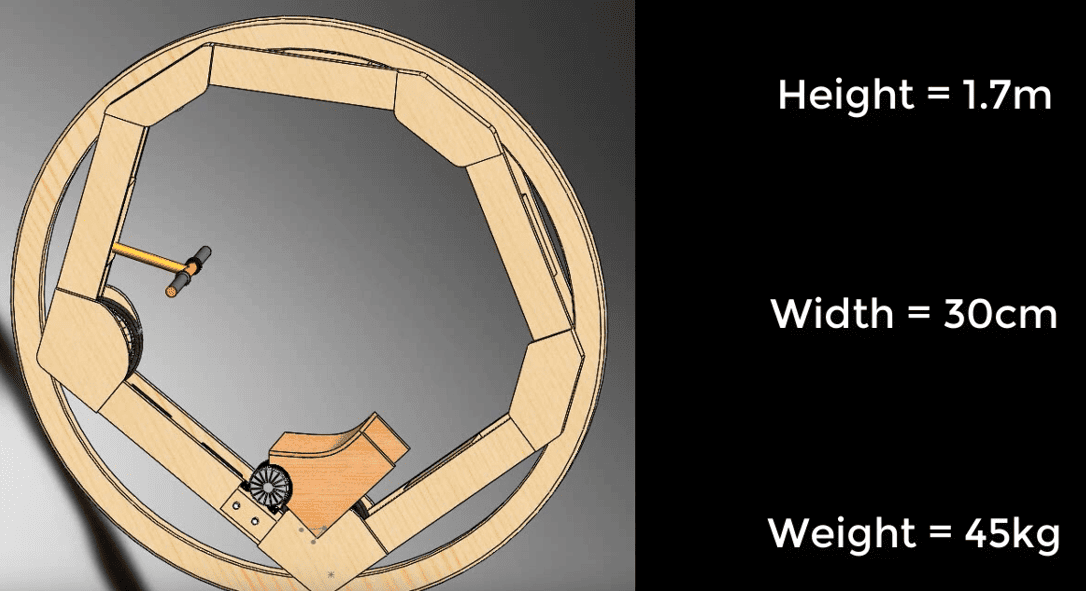
Designing time! Minimal inner space on top of seat: 1m.Sketch on paper:
We have an issue at our lab: the big CNC machine we use is not ours, it's from a local company that has agreed to help out.
According to our supervisor, they are quite careful with their machine and do not just accept any gcode we give them.
We can either try using a cam (our instructor recommended Fusion to do it) but there is a fair chance
that we will end up having to write the gcode manually once we're there. For this, merely a dxf file is required.
I like FreeCAD, but their CAM apparently sucks.
I highly dislike Autodesk Products but we have been recommended to use it. If were probably not allowed to use our CAM outputs anyway, why not just go for the dxf file
directly? I can generate that with Cuttle as well (a software that I love).
Making the dogbone cutouts
Done, exported as a dxf. Downloaded Deepnest to minimize waste of material when CNC milling.
Even though I let it run 1.5 days, it produced no result. As such, I ended up doing it manually on Cuttle and reexporting the files.
I made a mistake: I did not input the maximum size of the board we got. Took some time but fixed it by drawing a
orientation rectangle with the right sizes in the fullSet file.
Nested pieces to mill monowheel full size
2cnd cycle after noticing that the wood provided is only 2.5x1.5m big (and 18mm thick).
Added Tabs with some additional advice. Tested if making a stencil using
a website. Looks bad quality though.
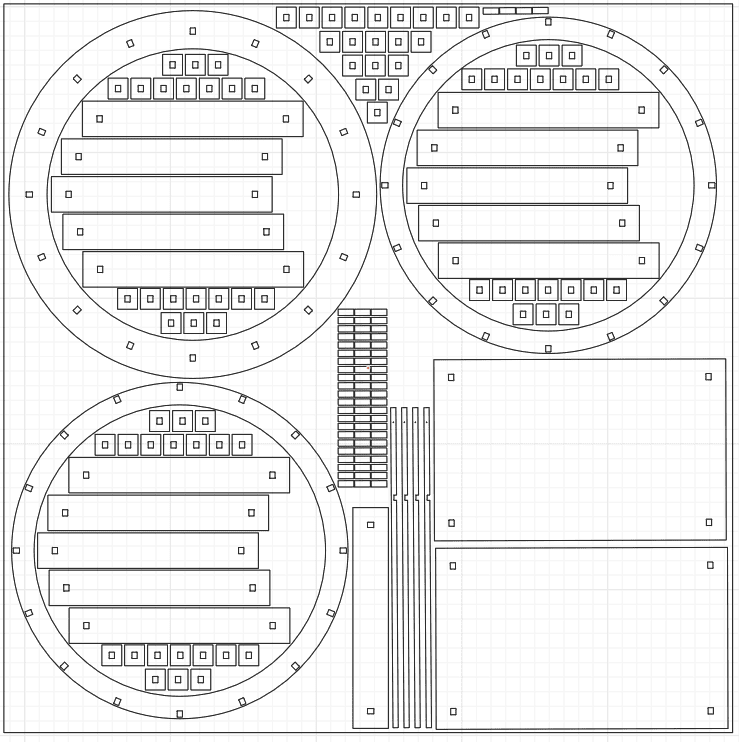
Nested pieces to mill monowheel V2 full size
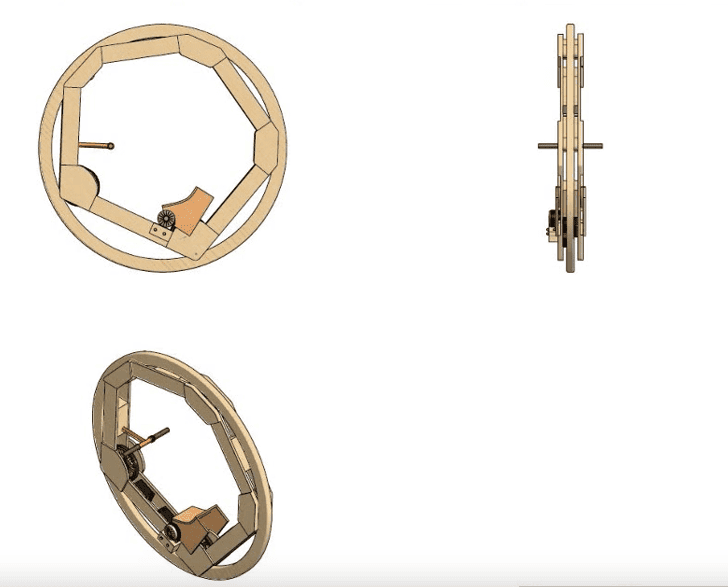
Downloaded Fusion 360 and
imported the dxf from Cuttle. (Btw, working with Fusion is very different from working with Inventor)
Extruding the shapes in Fusion
Trough my experience I know there is always a little thing that I missed, so I'd like to test it before
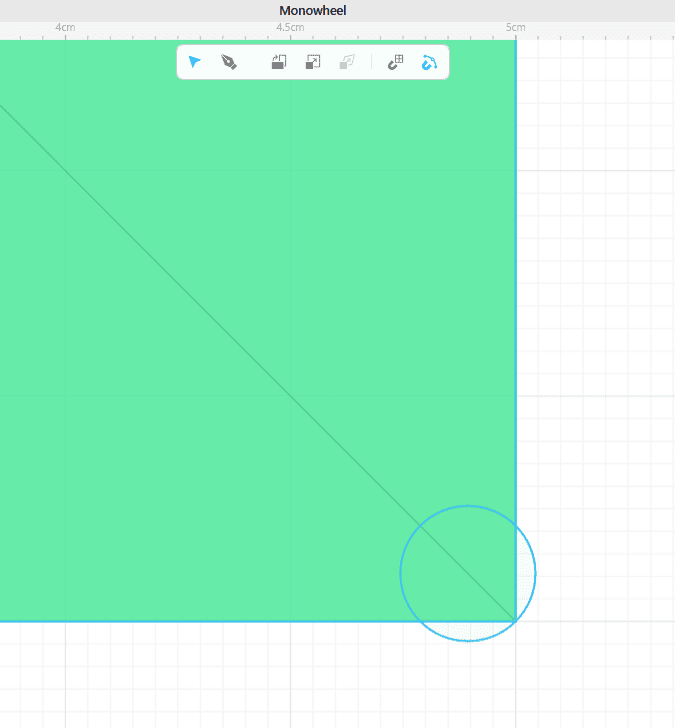
I mill it on that 200 Euro piece of wood we each got from the lab. So, I made a scaled version to lasercut on cardboard.
#
Lasercut result (I later relasered it bigger)
Updates in V3 according to the findings:
✔ The connection between the B_seat and the B_seal_bearing/B_sealFastener is not quite right.
✔ The lower height of B_seal_bearing is too ling.
X The design itself is not quite parametric.
✔ Add a tolerance variable!
✔ The stencil idea was a failure.
✔ This combo of Cuttle/ Fusion is very annoying to go with. Once again my dislike of Fusion has been reinforced.
✔ Other things seem to work. I misremembered the width of the cardboard, so, any further testing would not be representative.
✔ Added color coding.
✔ Unrelated: Our instructor informed us that the vacuum table is only 2.4m long. New max size: 2.4mx1.5x18mm!
✔ Added Inner and Outer Stroke instead of using tabs.
Changes updated in V3. Also, I added parts of other projects that have been laying around and I never got the chance to mill
(financial and machine availability issues).
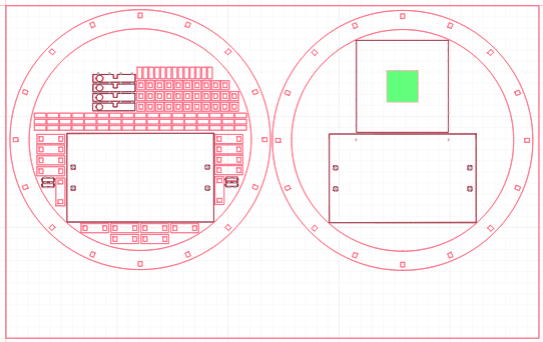
Nested pieces to mill monowheel V3 full size (Changes in black; black (height=1.7cm), tabs in blue (height=0.1cm), green=0.7cm)
There seem to be a lot of difficulties with the company. ->
Backup plan: Just mill one of the pld projects (smaller and faster) and just do the Stab thing for sth bigger.
Chose the parts for the bearings: #608ZZ (bearing x8), 91292A022 (screw x8), 91828A211 (nut x8) from fab inventory
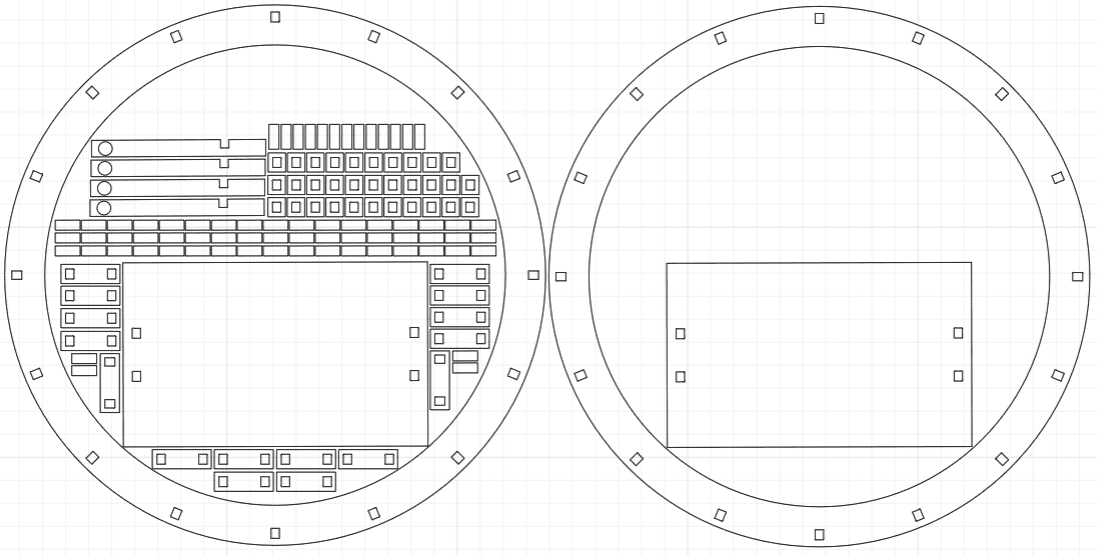
Integrated components and best practices for milling into V4 design. Corrected test mill. Result:
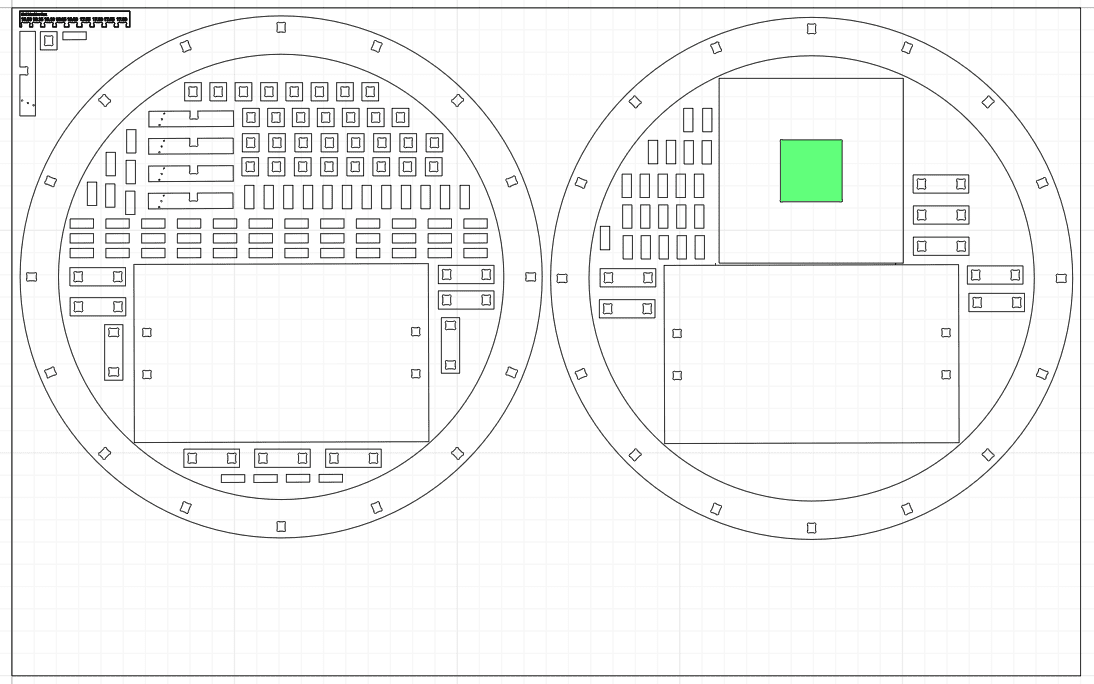
Monowheel full size V4 CuttleMonowheel full size V4 simulation in Fusion CAM suite
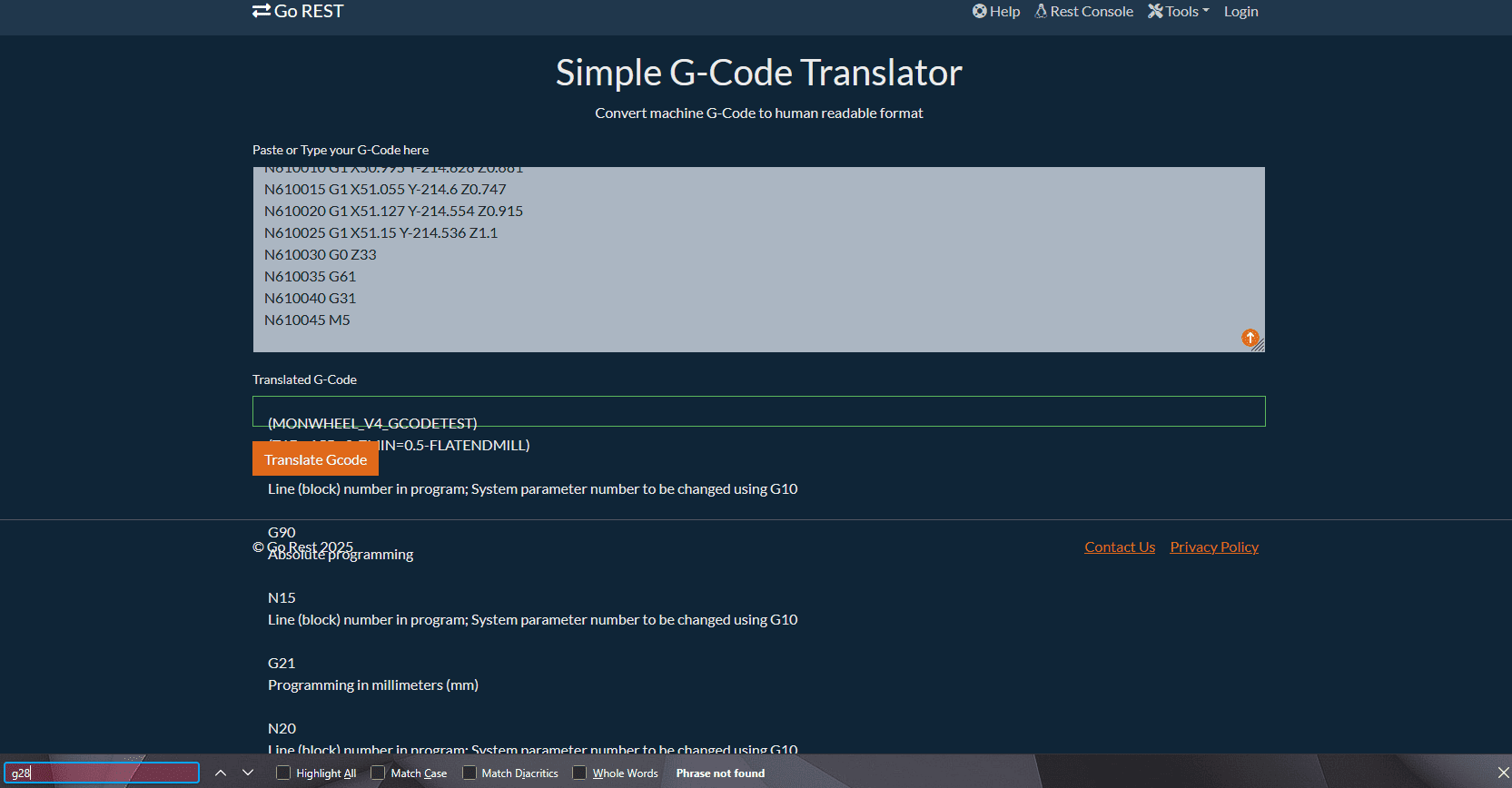
Did the gcode, exported it and used a simple g-code Translater.
Made sure that "G28" is not in There
G28 is indeed not hidden in the gcode
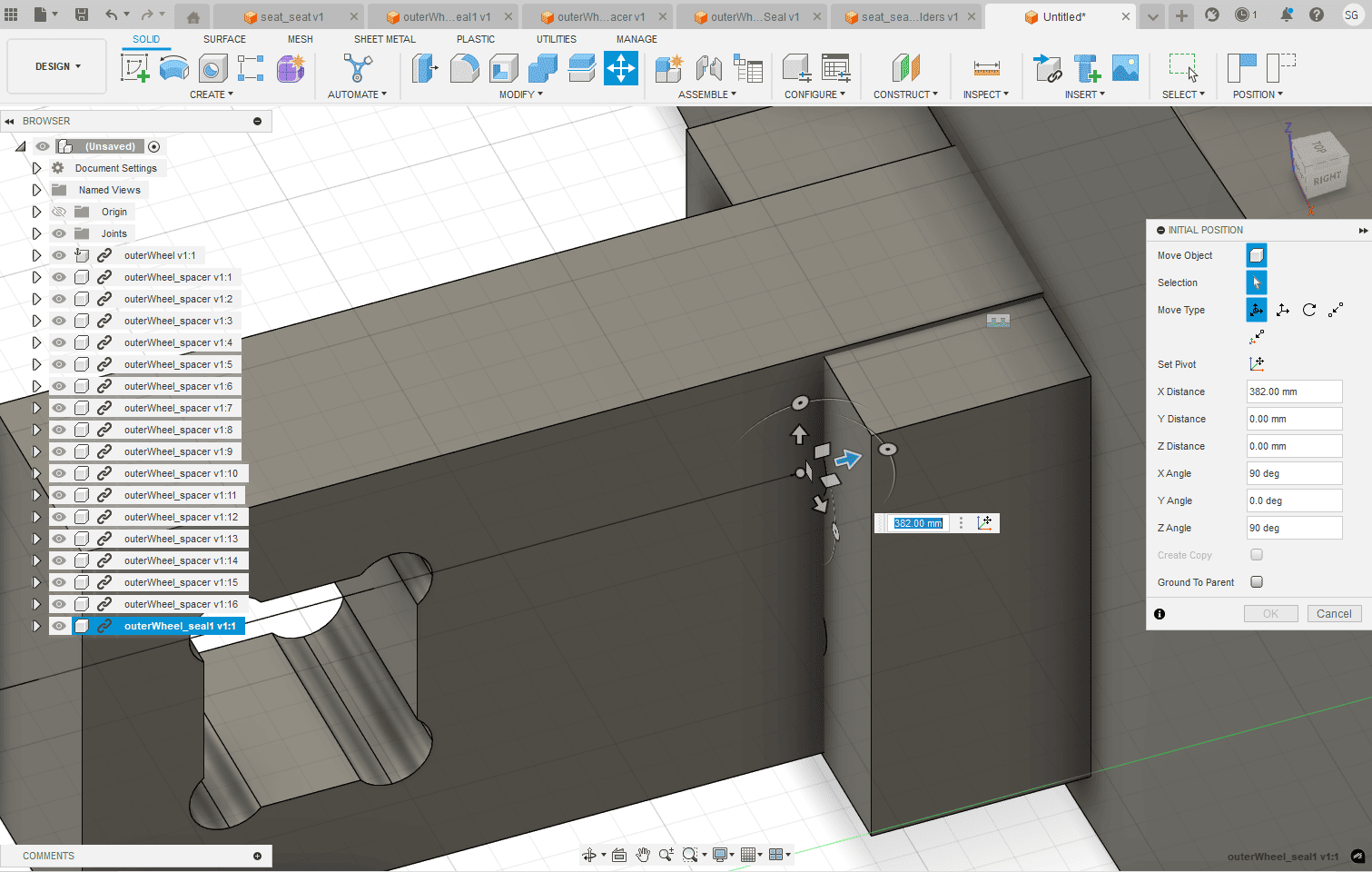
I have been tasked with making an assembly before being allowed to mill. So I did. Turns out that was something good, bc I found this mistake:
The first seal of the outer wheel is a bit too big
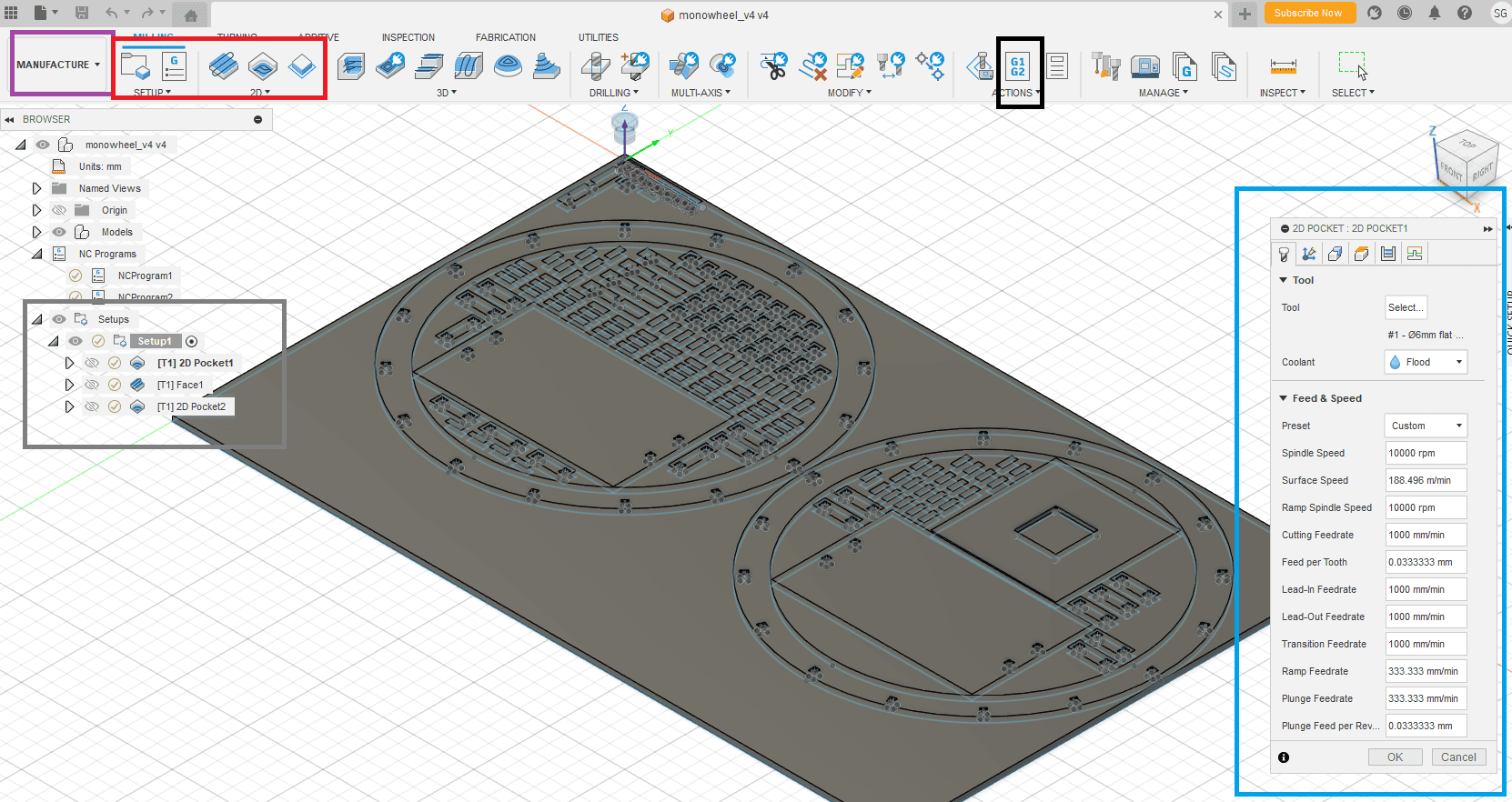
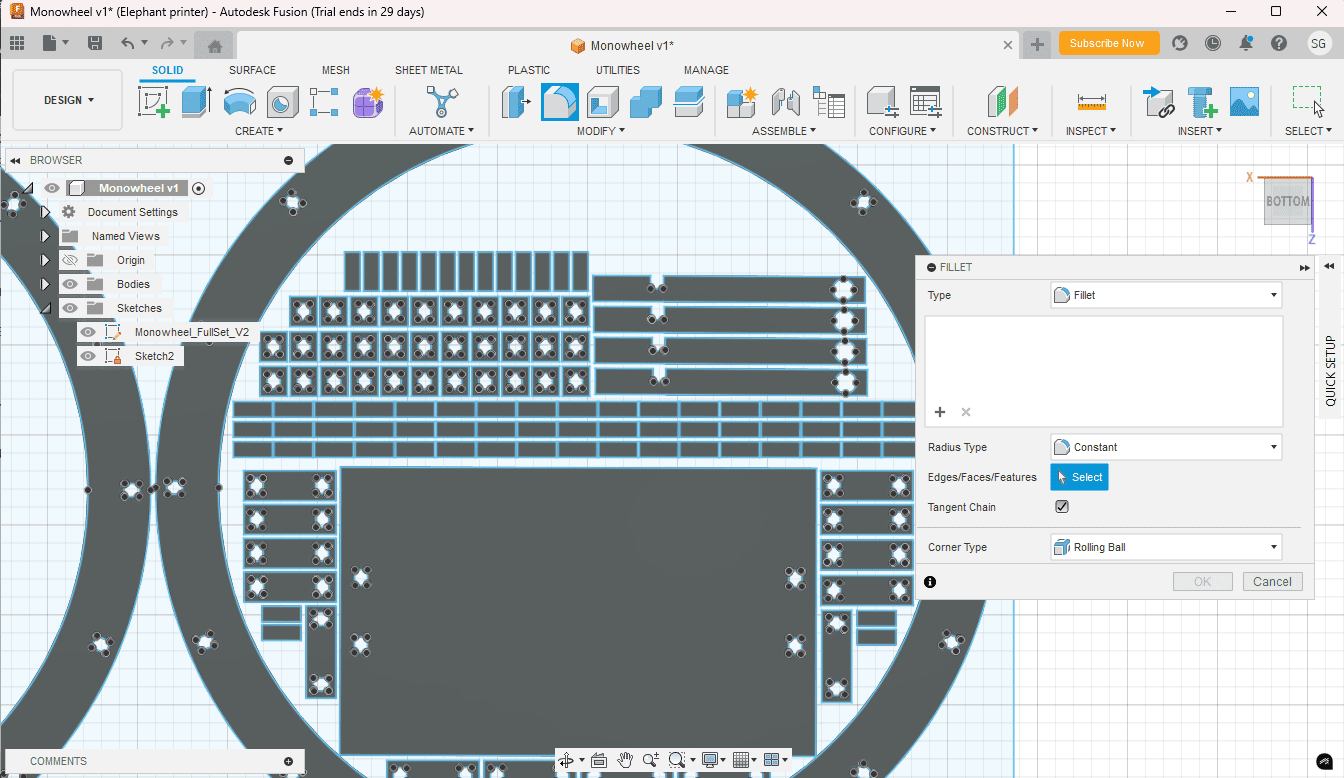
Working with Fusion CAM Suite
Proceeding in CAM suite>:
Menu colors in picture below. ALWAYS pick the bodies from the bottom plane.
Mill is set that x is the long size and y is the short side.
Do your part in Fusion. Change to "Manufacture" (purple menu)
Choose the pockets: Do the setup (red menu)
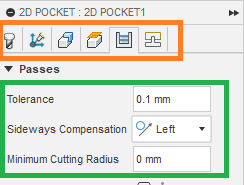
The tabs in the menu (orange menu) separate what category the variable belongs to.
Set these variables (it's a bit of search the treasure thing)
Choose your action: Starting with 2d_pockets (red menu)
Use this function to cut out all small pieces to avoid stability issues.
Set these variables:
Choose your action: Do 2D_contours
Select all bodies that should be left hole when drilling.
The settings are automatically copied from the previous settings. You just have to press ok.
Export gcode in black menu
Guide around Fusion: Purple = Modus Menu; Red = Choose the action menu; Black = Export GCODE; Grey = Menu indicating what you have already done;
Light blue = Settings Menu; Orange = Tabs within menu; Green = parameter to change
Group assignment
Extra tasks for me in lab today: ask Ferdi how to manually write GCODE for machine
Link to group assignment page. The Software to control the CNC machine in the lab ist the "Canvera Controller"
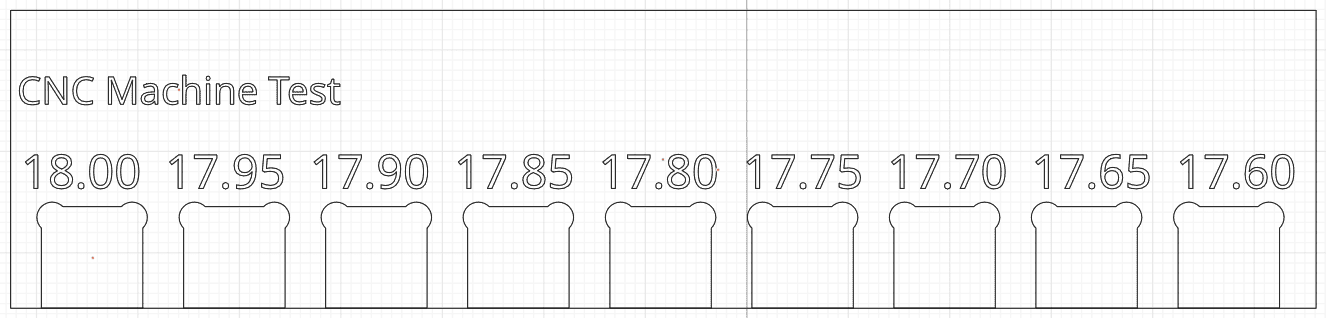
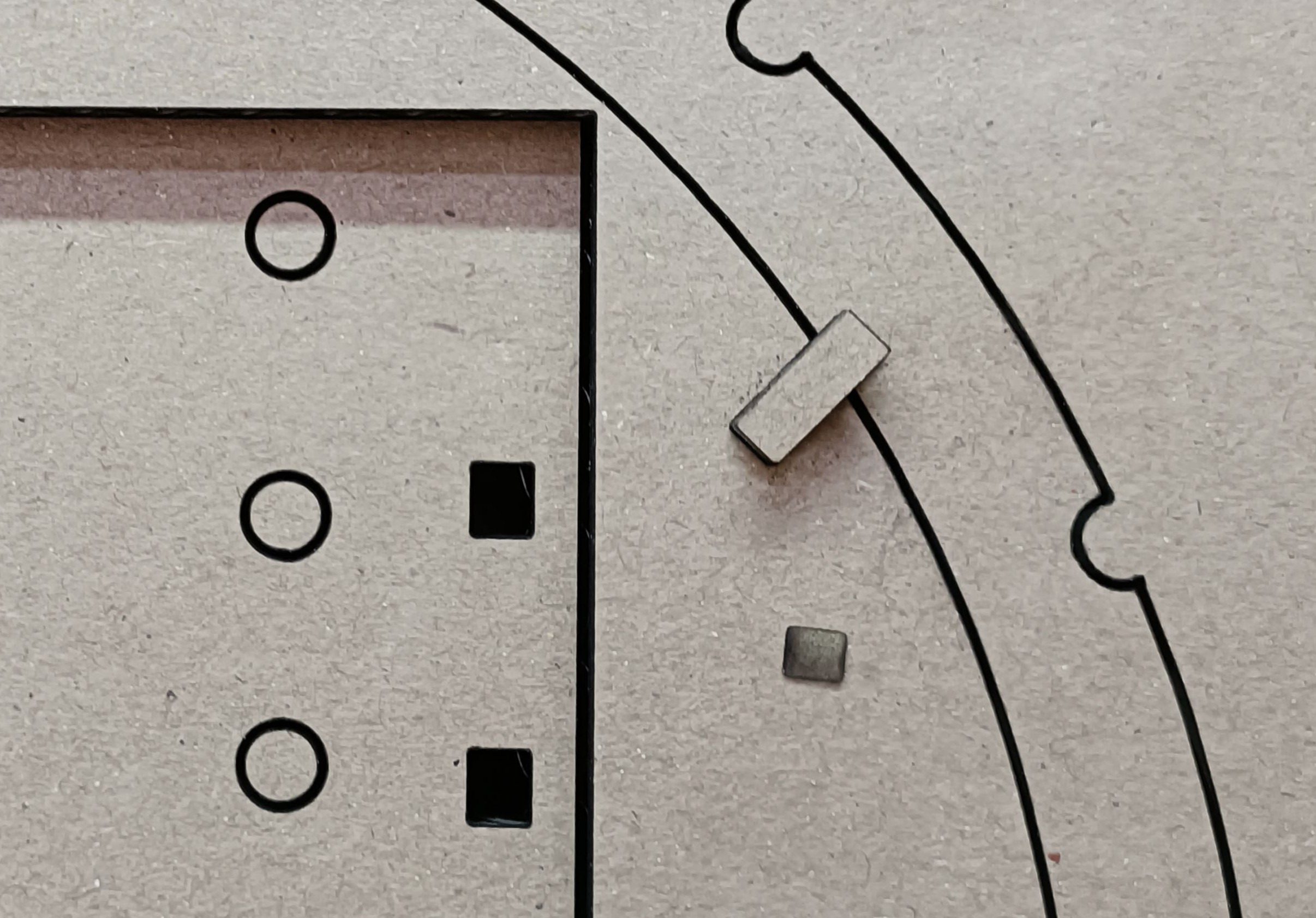
Result:
Left: screenshot of testfileCut; Right: tba, hero shot milled
Stepdown: normally plunge in the diameter of the drill
Stepover: distance to go to side (40% is good bc low forces apply)
Feedrate: Speed at which the mill moves
Tabs: add some material to every piece to secure them while cutting
Cam out: if tool is not aligned with center of earth. It causes when screws cant be
turned anymore bc + is now round
Steps per mm: Length of step per rotation of control stepper
Marble plates are used due to historic reasons
Advice:
The more flutes the less space to extract the chips!; The more flutes the more stable the cut is
Better to do small depths for stability
The mill bit should be as short as possible
Mind wood irregularities
Wood is never straight
Avoid down holddown clamps
Wear workshop clothing
Safety:
DO TEST FIT
Process is only done once the mill stopped moving
Have hair back (best if in hairnet)
Keep fingers away/ safety distance from machine
Check where the fire extinguishers are before using the machine
Wear safety equipment (especially glasses, do not touch them with your fingers to keep clean!) but under no circumstances no gloves!
Stuff flies away ("kickback")!
Use tabs to avoid kickback! This is with the lasercutter, but imagine that piece hitting you at 200km/h!
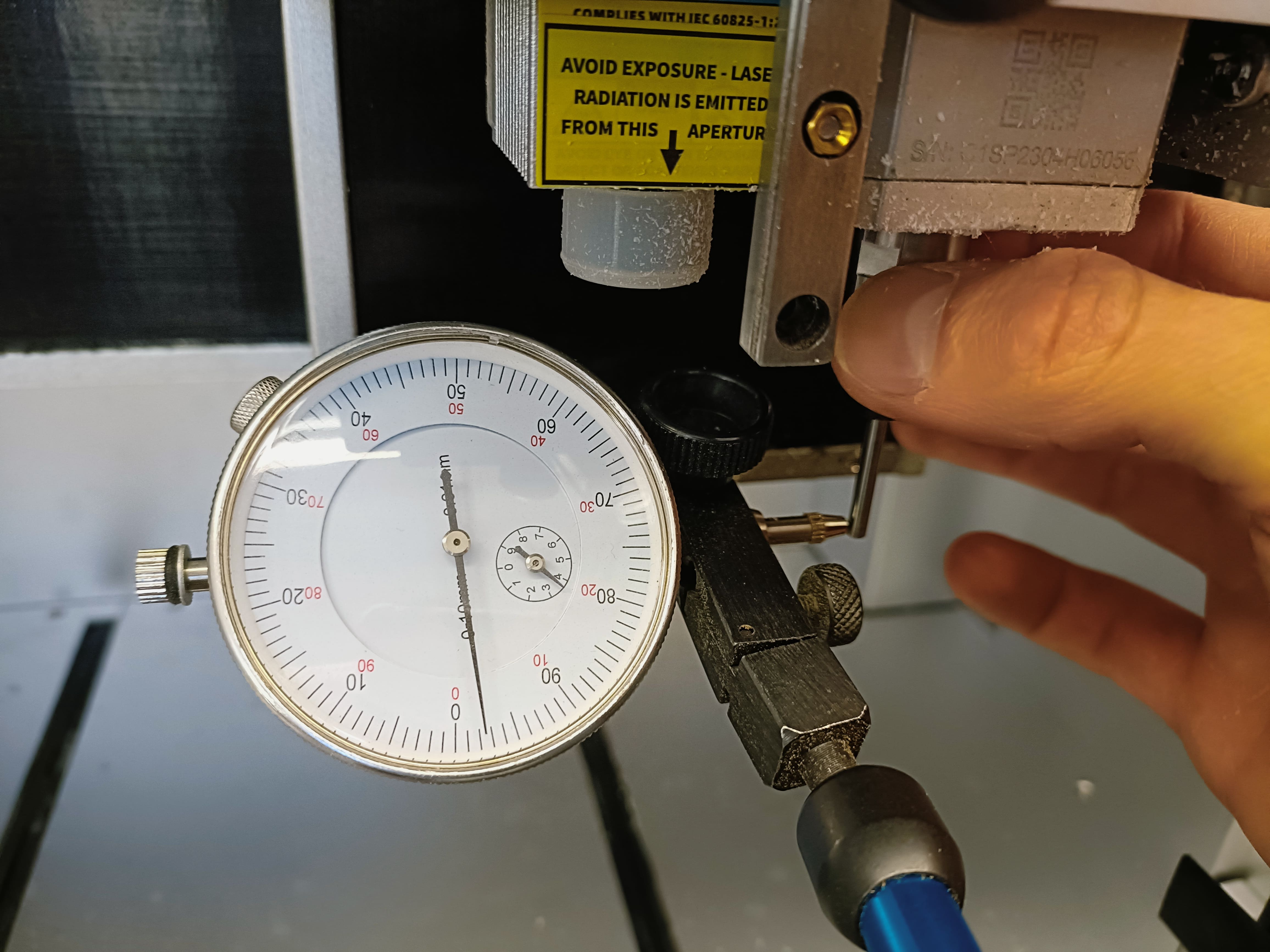
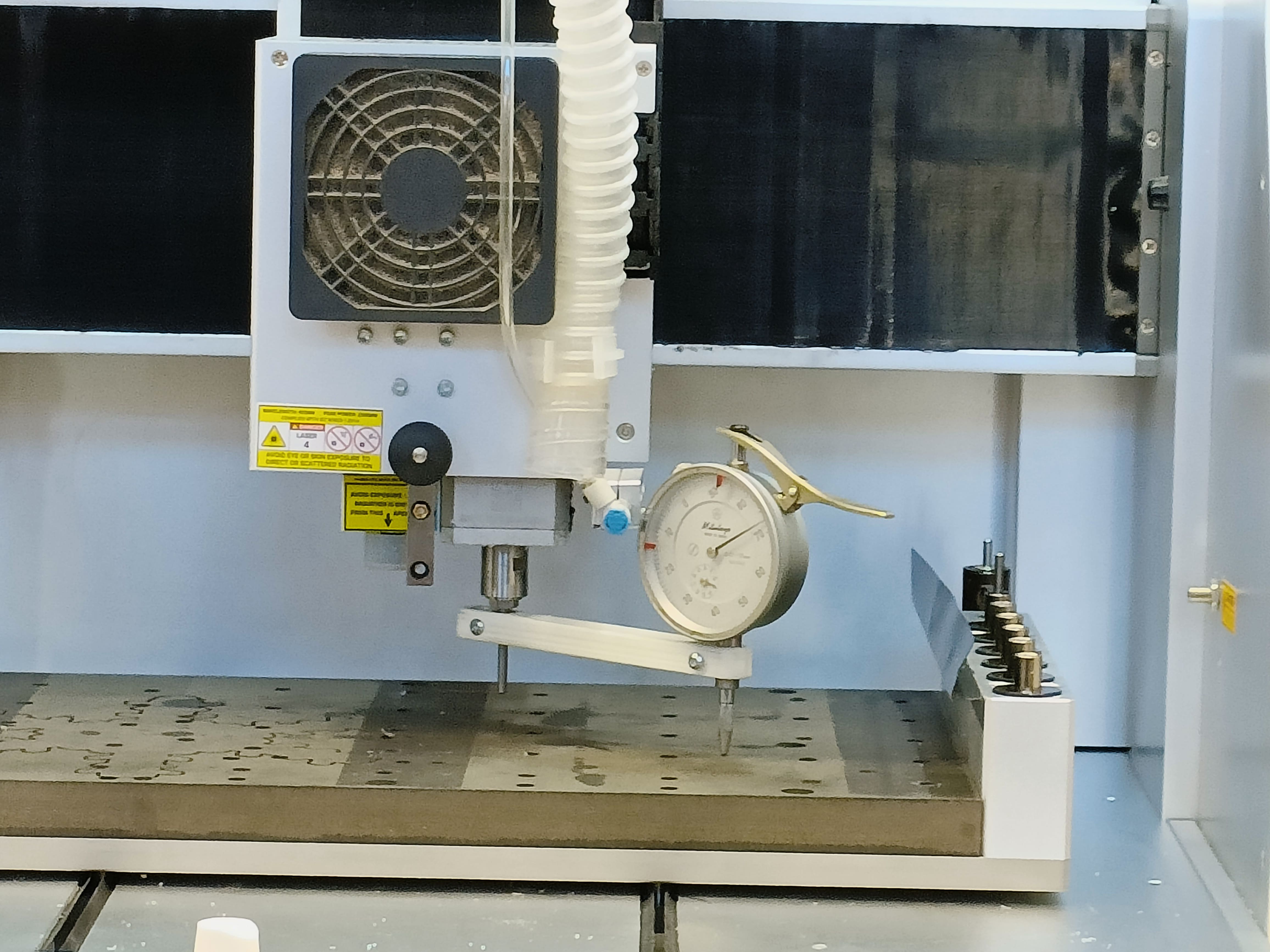
Alignment:
Basically measure perpendicularity in every alignment using the Messuhr. Get inspired by these pics:
Different ways to set up the Messuhr
List of stuff to test:
Perpendicularity of mill bit
Perpendicularity of clamps holding them down (use dough pins to help)
Perpendicularity of vices
Fixturing/ Types of fasteners:
Step clamps
Special fixture plates with screw holes
T-slot nuts with step clamps
Metee bite
Vacuum bed
Tape (but not recommended)
Danger: if one does not position of fasteners not picked smartly pick the position of the fasteners, one might break the mill
bit by milling through the screw. There's special screws that do not break the machine.
Feeds:
Downcut/ Upcut: way to remove chips from milling
Crosscut: both down and upcut within 1 mill (only useful for big depths)
Chip load: measure of have many chips are produced
"Flute" = cutting edge
Materials:
Eisen is the king of cnc materials, OBS is the queen. - Some youtube video
 #
#