How to prepare the file

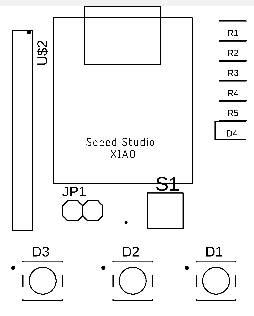
After designing a circuit as in the week 8 on Fusion 360. We're going to export it to Flat Cam, a software program specially designed for printing circuits.
Step #1 Create the files

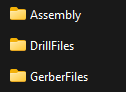
After exporting and saving this file, we can see several categories:-The assembly file (we won't use it here)-The Drill file, for drilling through connections-the Gerberfiles file, several files with the tracks we need to create
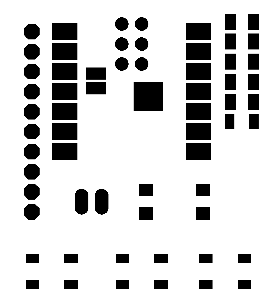
Step #2 Create the G-Code
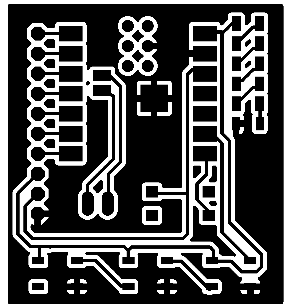
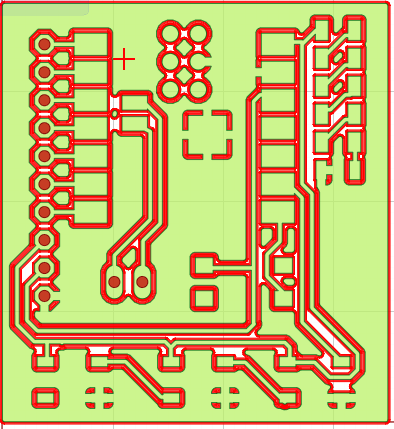
Once on FlatCam, we can open two files: the first is the tracks we need to create, which can be found in Files > Open > Open Gerber, where we'll use "copper_top.gbr" to find the file created by merging; the second is the percages, which is optional. Files > Open > Open Excellon This time, we're going to search for the file in the drill document, where we can see the track (green) and the percages (red).
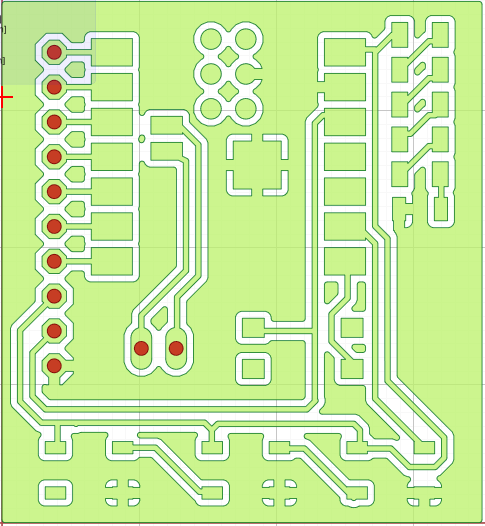
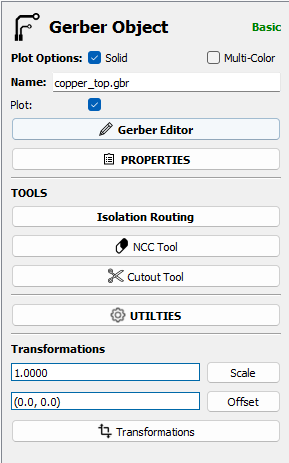
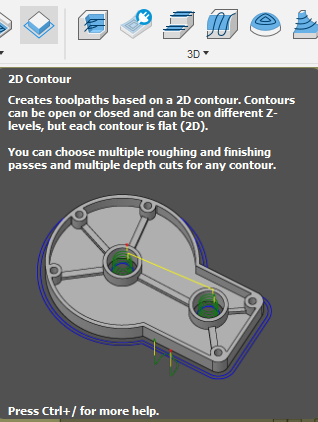
After selecting the profile, I'll use the isolation tool. This tool will separate the tracks into individual circuits.
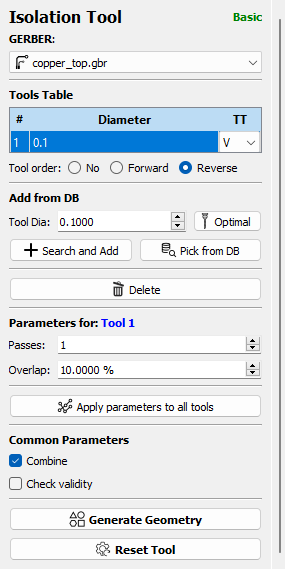
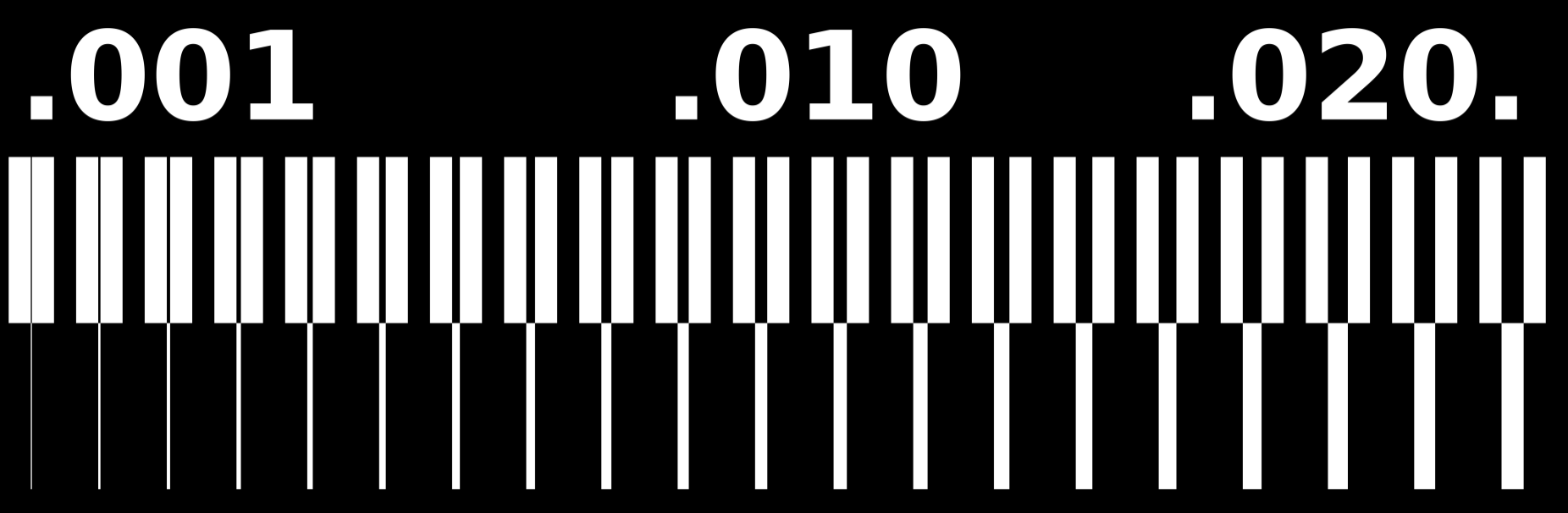
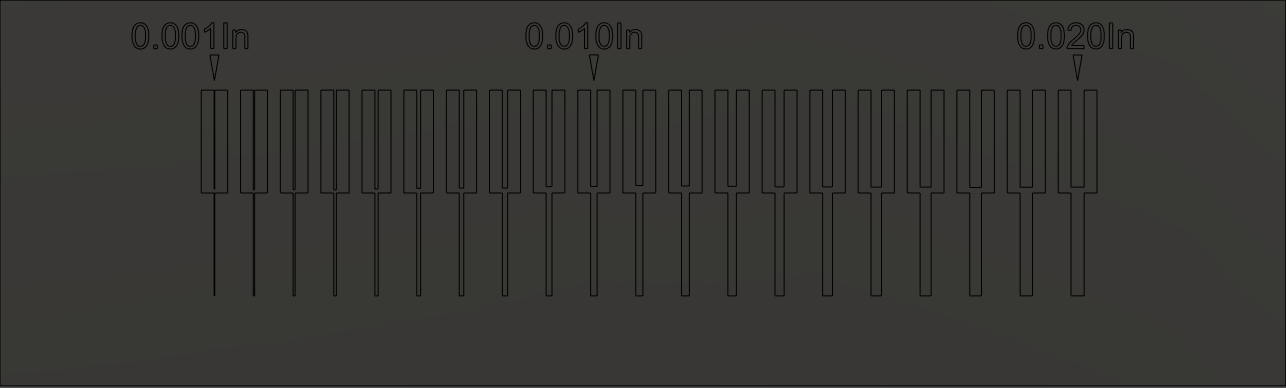
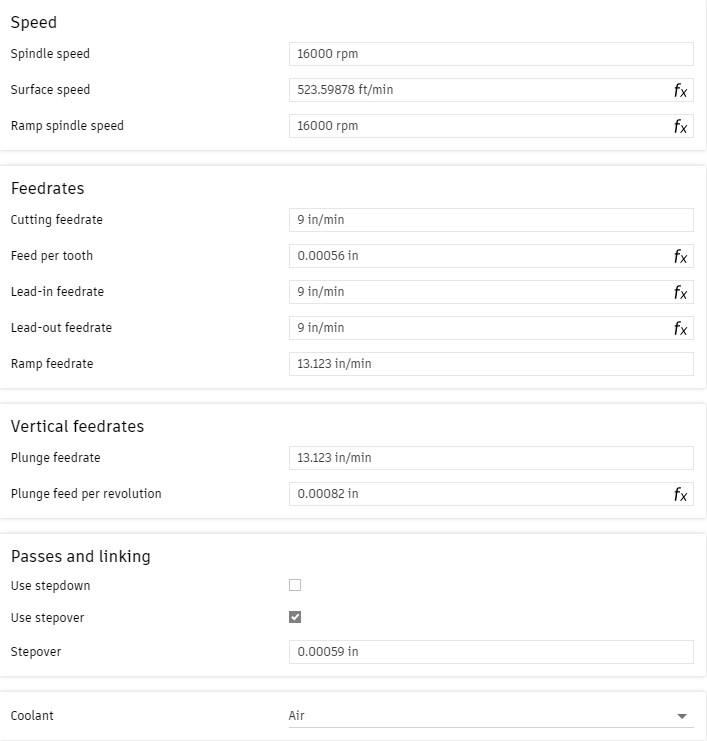
In this section, we can define cutting parameters such as the tool size, here 0.1mm. the number of passes, i.e. how many perimeters around the tracks the tool will have to make to separate the tracks. and the overlap, i.e. what percentage the pass will pass over the previous pass.
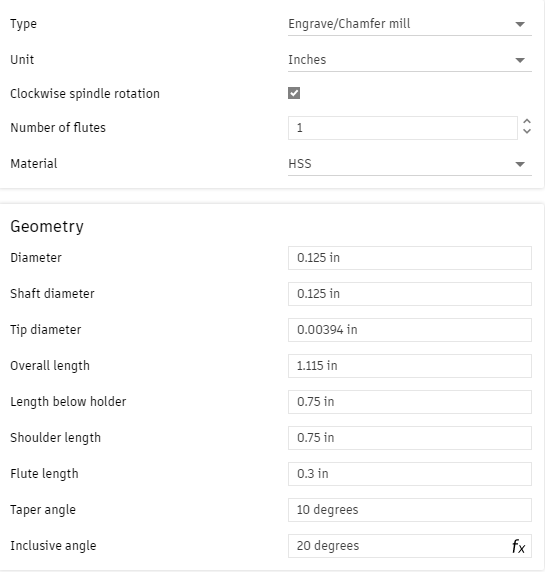
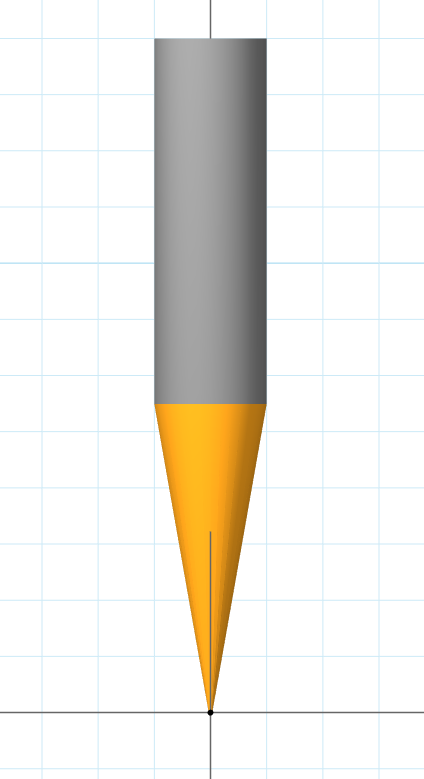
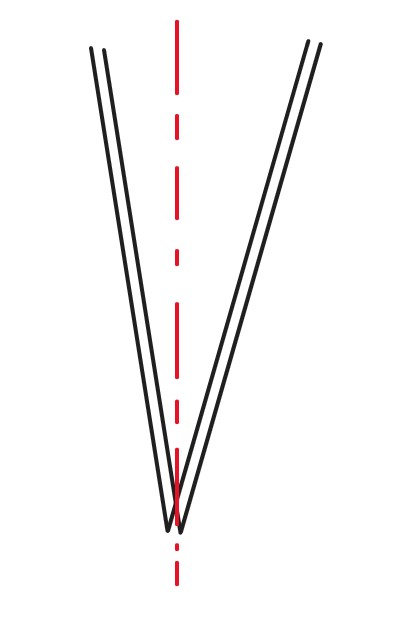
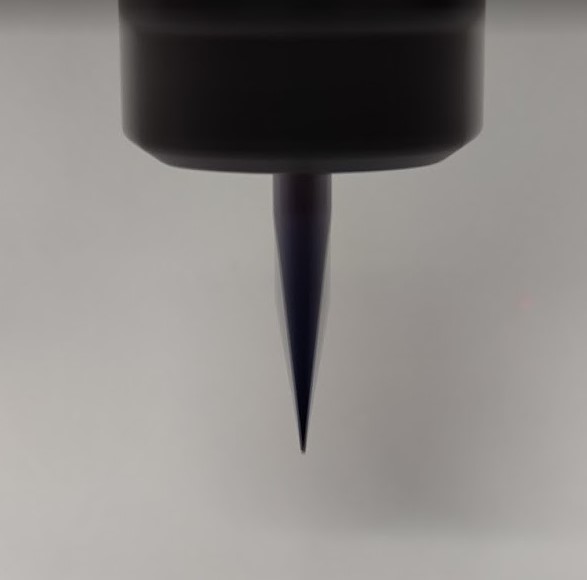
You can also choose the profile of the tool, if it's a V mill or an end mill with a certain number of flutes (cutting part) C#
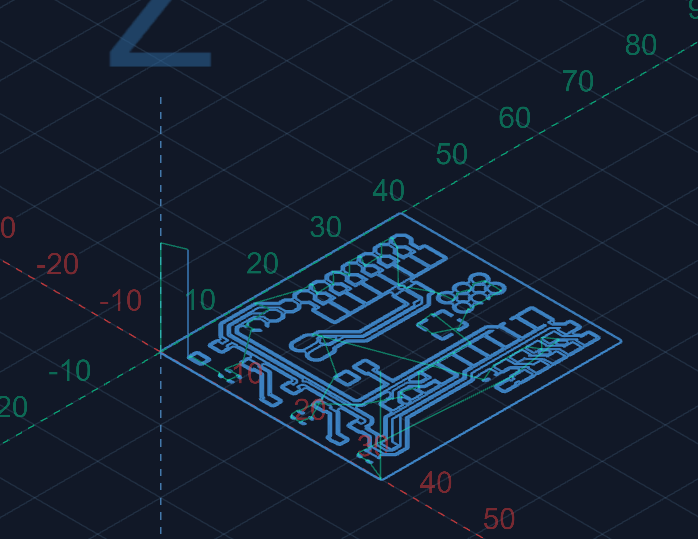
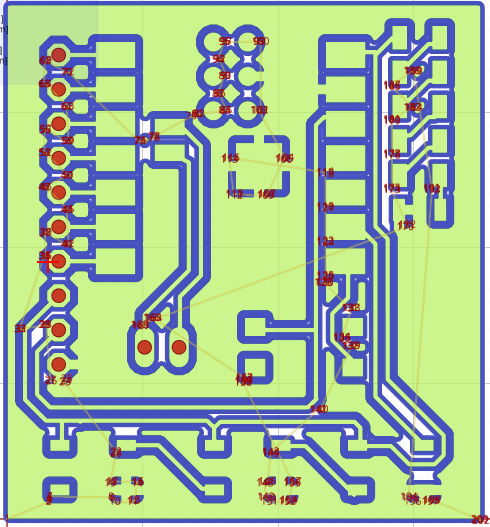
Once the parameters have been chosen, we can validate and the software calculates the tool path. This is the red track, a flat path from the center of the tool.
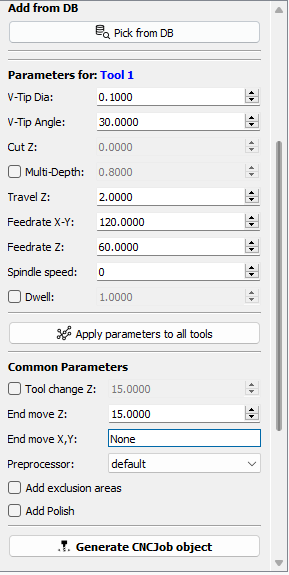
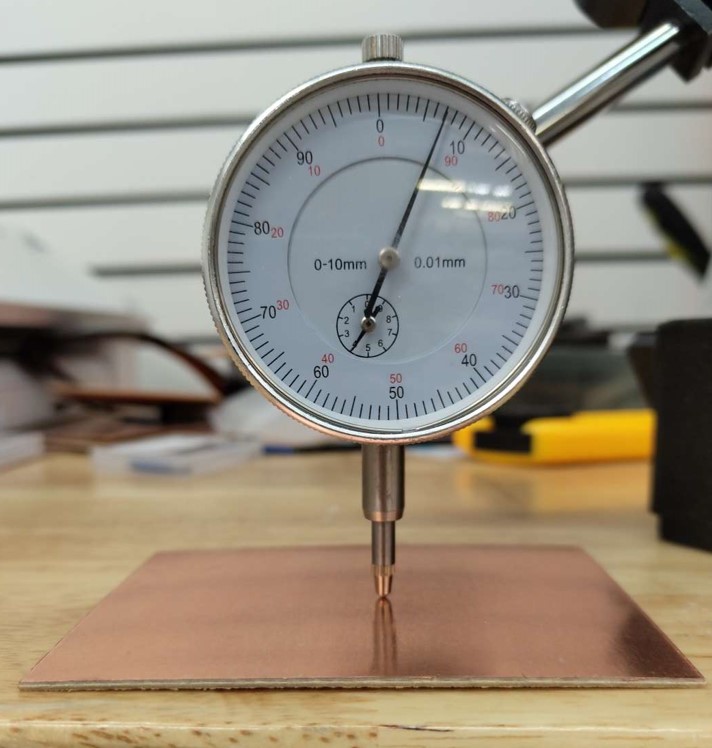
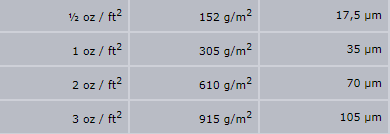
Once done, we need to finalize and convert to g-code. To do this, we need to give the tool profile a dimension. This depends on the blank PCB. There are several thicknesses of copper layer, expressed in oz/ft2. Thanks to conversion tables, you can find out how much thickness you need to remove to create the track. In my case, I have 2oz/ft2, which gives me 0.07mm of copper to remove. To be sure, I'm going to remove 0.2mm, to counter possible level differences (plate not perfectly flat). CNC


After this step, the profile turns blue, meaning that the Gcode is ready for export.
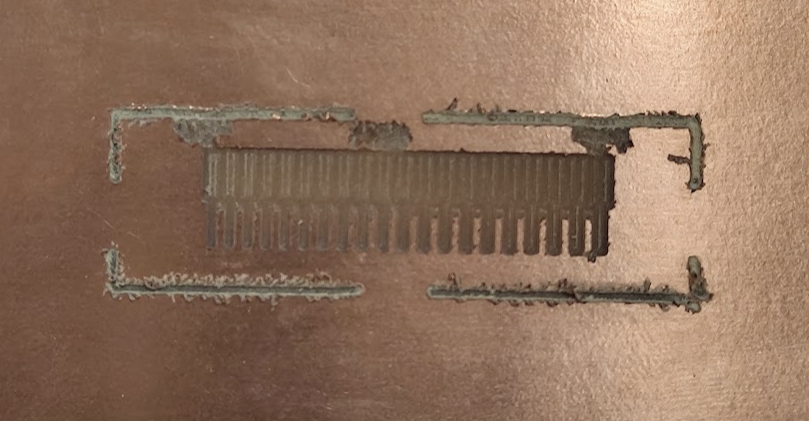
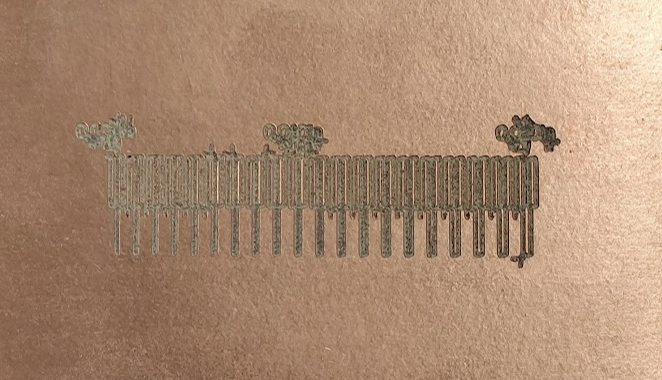
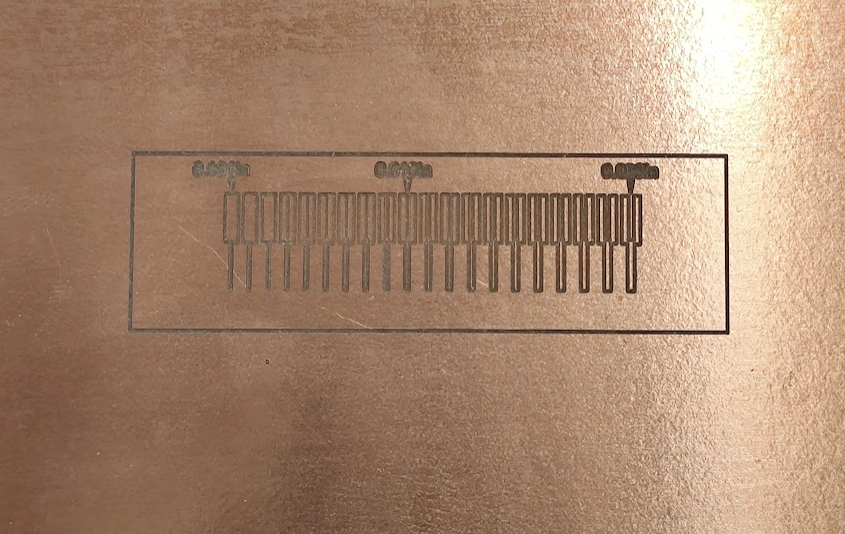
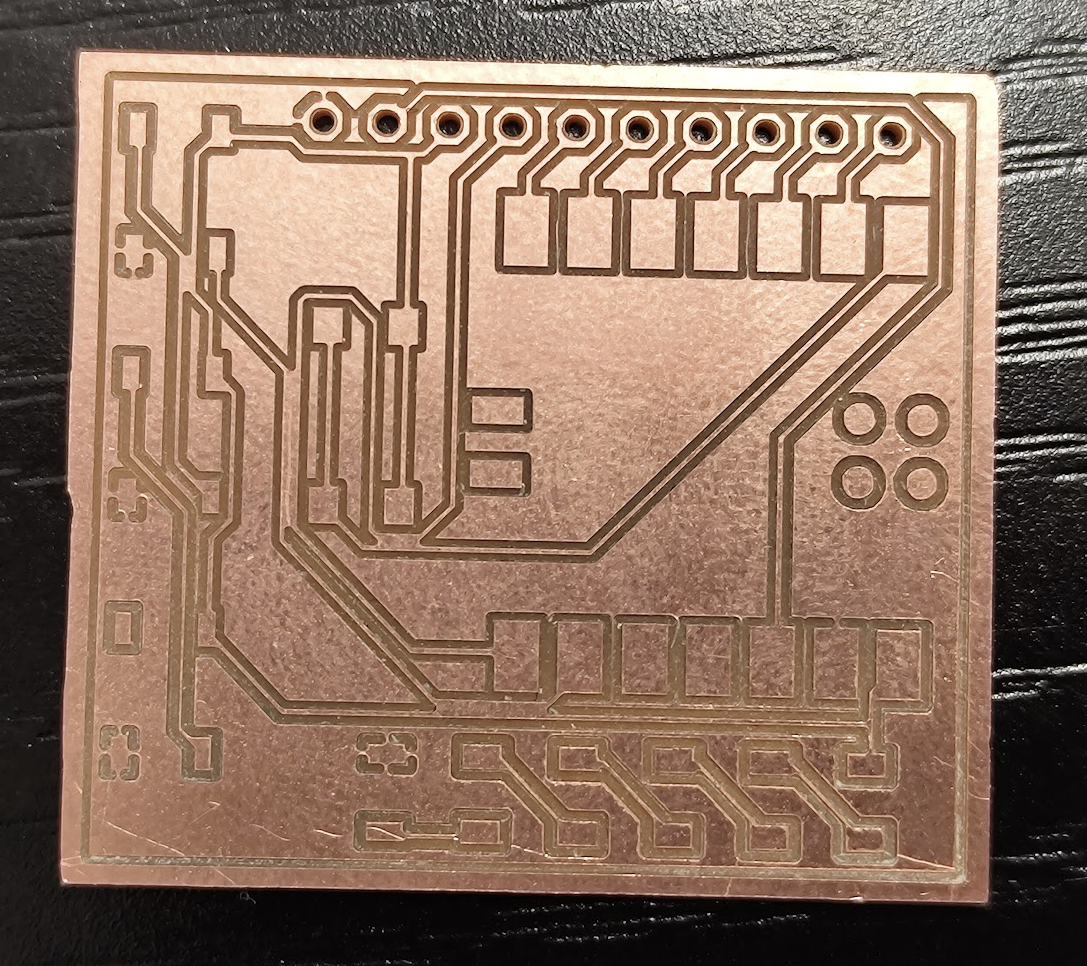
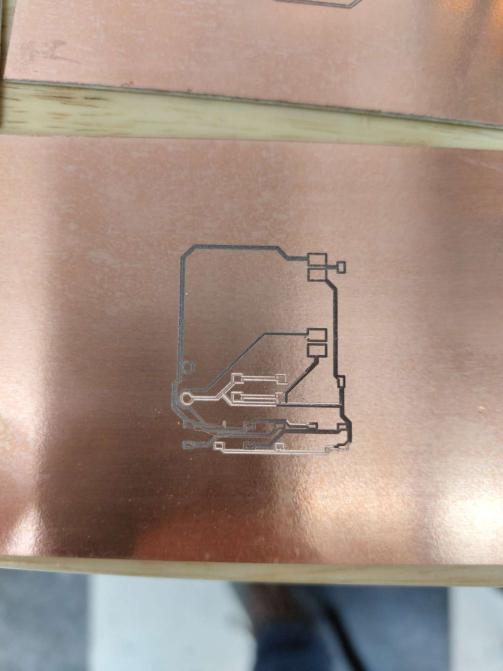
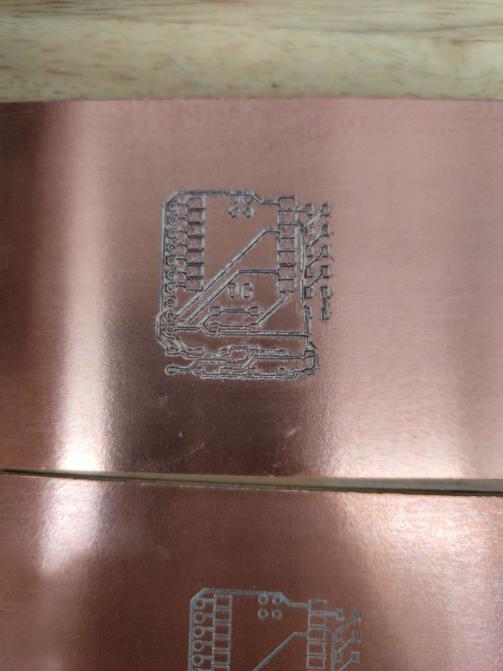
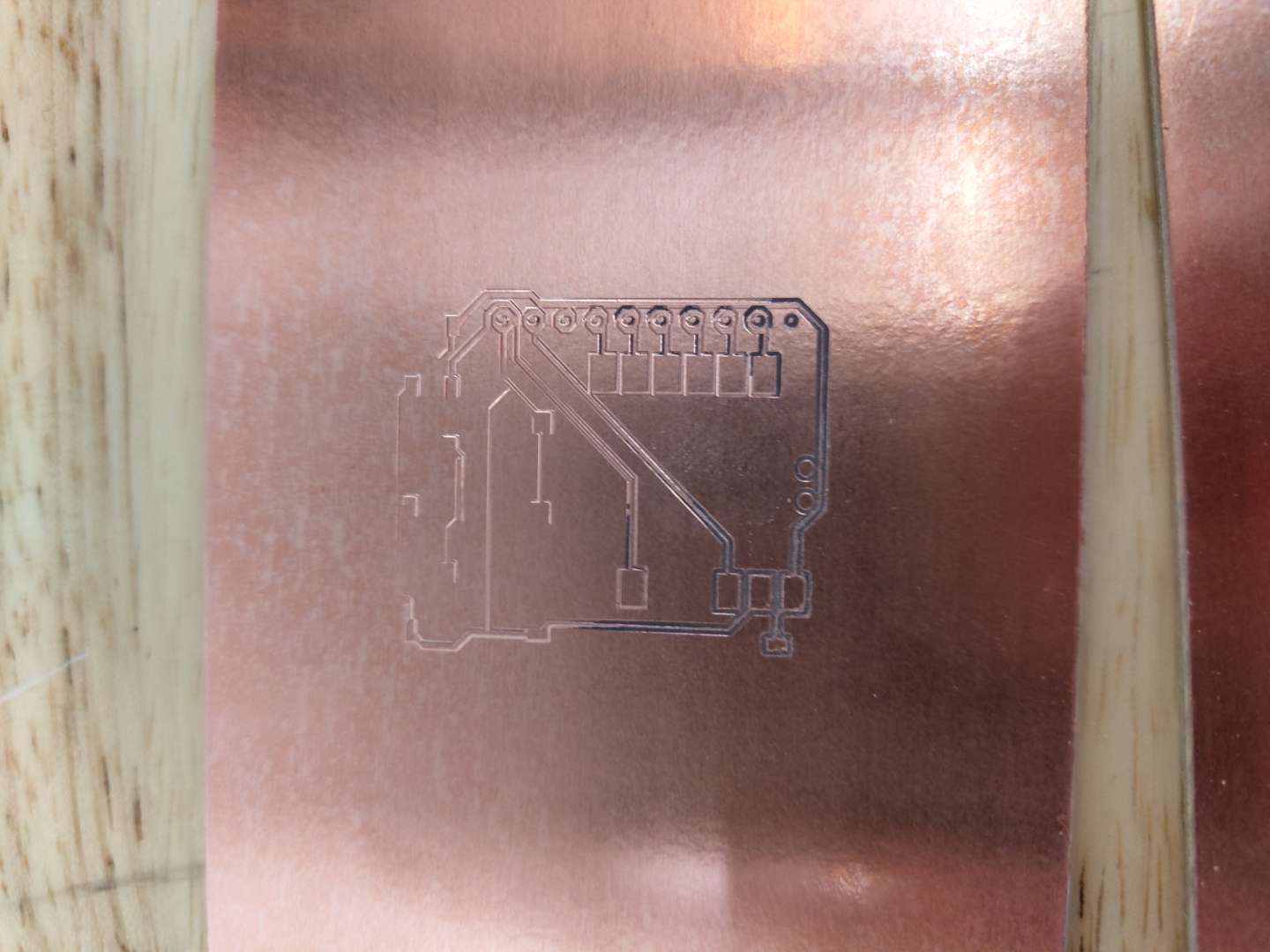
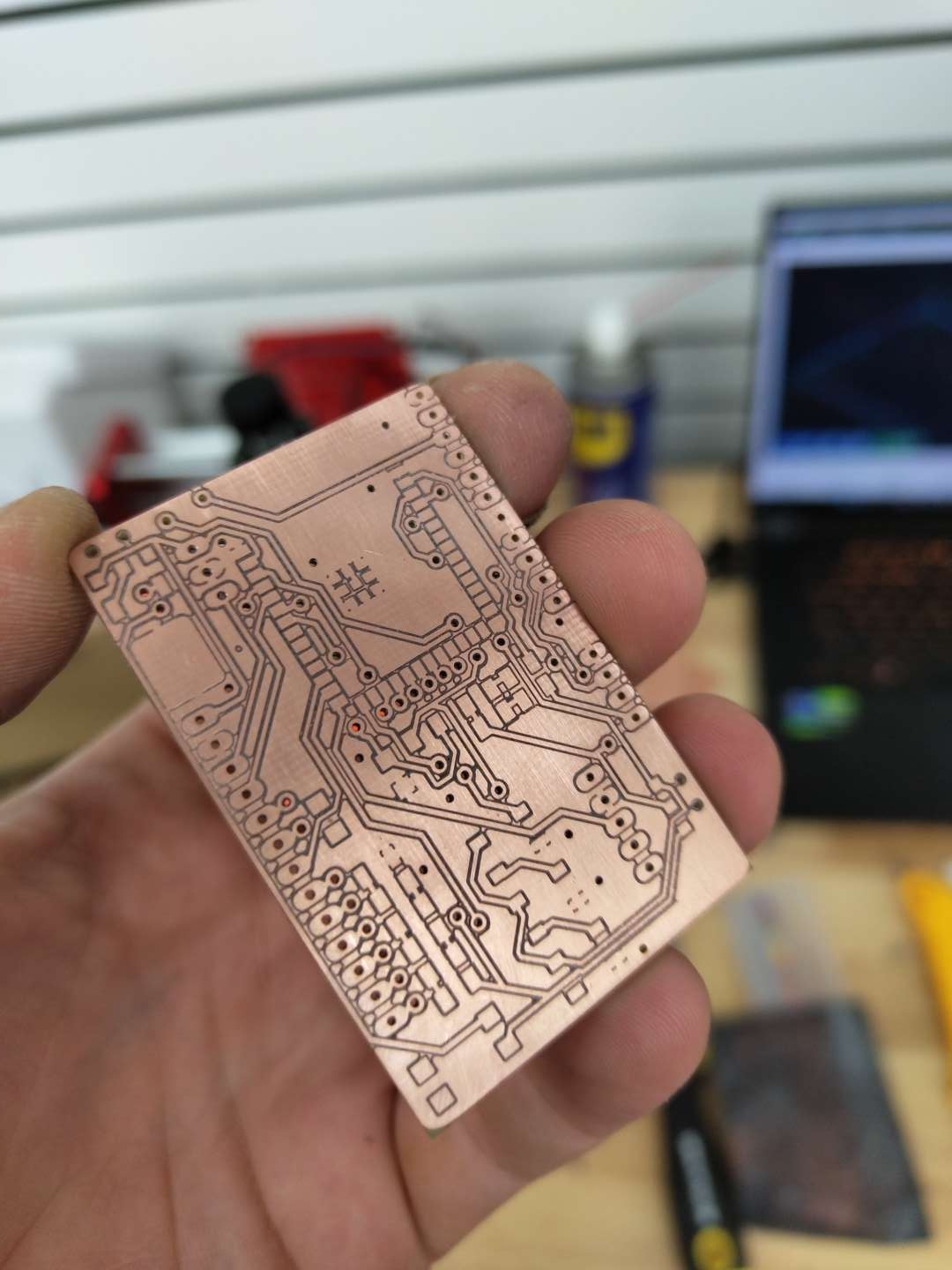
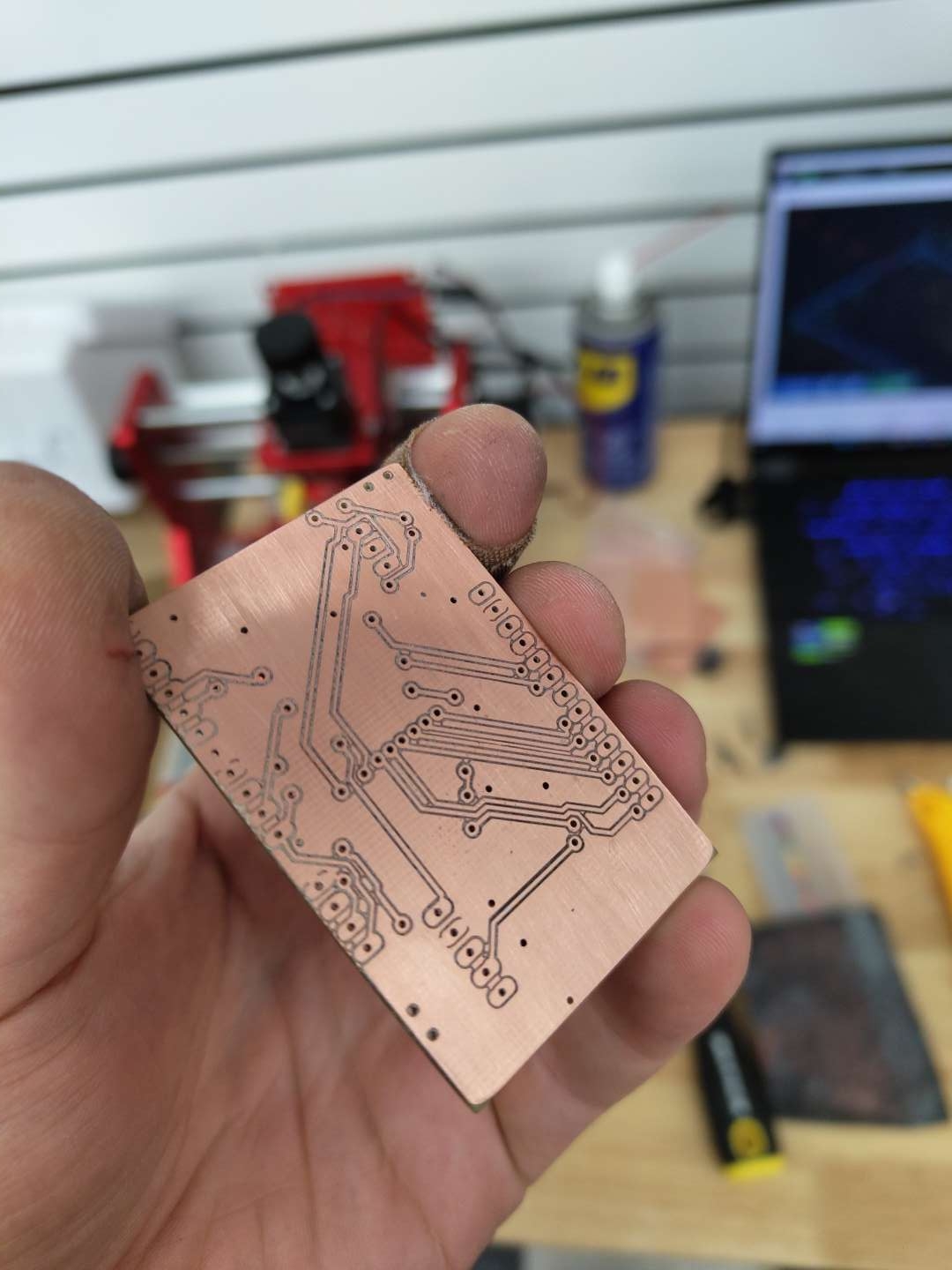
Step #3 Making the PCB
Once we have the G-code, we can open the Gsender application, a CNC control software. All we have to do is open the Gcode and follow the steps as in Cnc week.