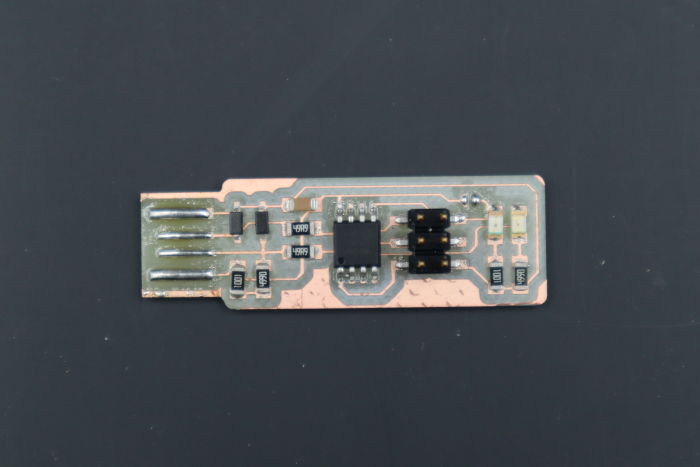
 Hero Shot
Hero Shot
This week we were tasked with milling and sodering a pcb, as well as testing and making sure it could program a another one of its kind if need be. This will help us get experience in milling boards with the Roland and sodering which will be invaluable in the weeks to come.
Feed Rate: Feed rate is characterized by the distance that is travelled when the spindle rotates one revolution. (speed: 4 mm/s)
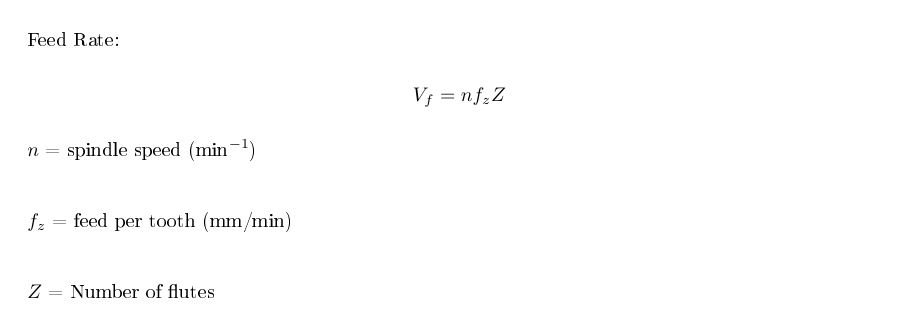 Equation for feed rate
Equation for feed rate
Spindle Speed: Spindle speed is how fast the spindle rotates. It is measured in revolutions per minute (RPM)
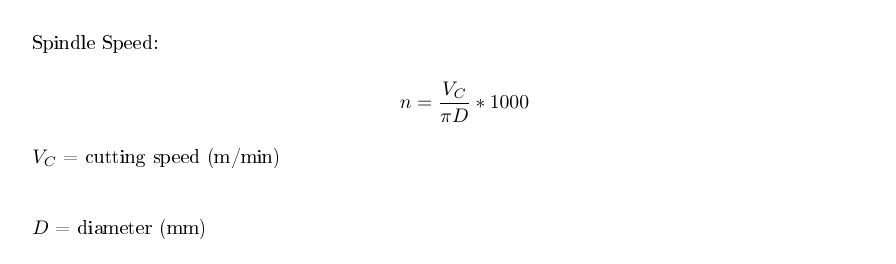 Equation for spindal speed
Equation for spindal speed
Plunge Rate: The plunge rate is the initial speed that the bit is moved down into the material. The rate is specifically the initial speed since the hardness of the material, the bit, and many other factors can affect the bits movement along the z-axis during the cut.
Depth of Cut: Depth of cut is how deep into a material the end mill cuts each pass. In other words, it’s how much material is removed per pass, and it’s typically measured in mm. If you set the z origin to be the top of the material, the depth of cut is the vertical distance between the origin and the end mill.
Tooling: Tooling is the process of designing and manufacturing components necessary to manufacture things down the line (i.e. a mold, jigs, fixtures, etc).
Roland SRM20 Specifications:
More Specifications for our milling machine can be found here
RML Syantax: RML (Roland Machine Language) is a language written by Roland that uses different commands from other cnc languages and was written because Roland was very influential in the beginning of CNC. RML (Mode 1) is written in the following format:
* [command] ** [parameter] ** [,] ** [parameter] ** [terminator]
Where:
NC (Numeric Control) Syntax:
% EOB
O[PROGRAM NUMBER] EOB
N[PROGRAM NUMBER] G[PREPARATORY FUNCTION] EOB
N[PROGRAM NUMBER] G[PREPARATORY FUNCTION] X[]Y[]Z[] F[] S[] M[] EOB
N[PROGRAM NUMBER] … … … EOB
… … … EOB
N[PROGRAM NUMBER] M02 EOB
%
Where:
 Equation for spindal speed
Equation for spindal speed
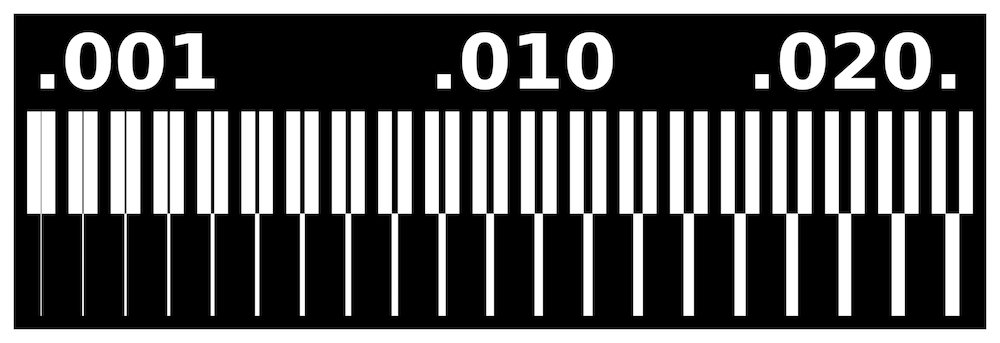
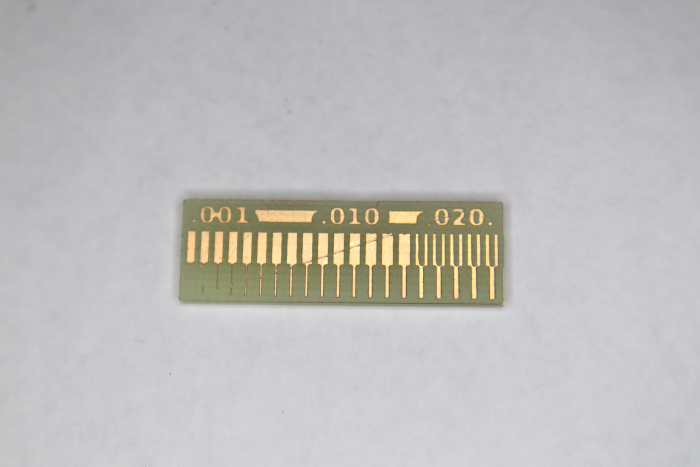
We were tasked with undertaking as test to see exactly how small of lines our desktop mill can make withe the bits that we were given.
Our bits are:
 Equation for spindal speed
Equation for spindal speed
After milling our test, it seems that it could not cut the first four from the left. This is because our bit is too thick and cannot make the precise cuts that were given to it.
 Equation for spindal speed
Equation for spindal speed
 Equation for spindal speed
Equation for spindal speed
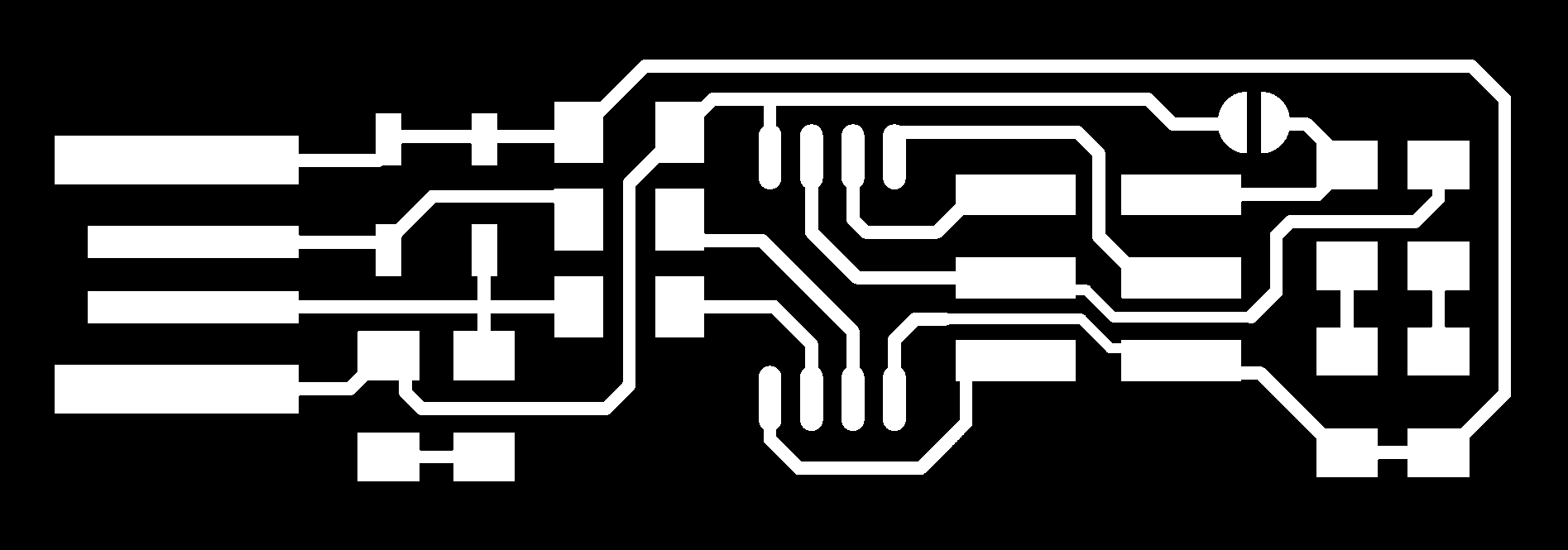
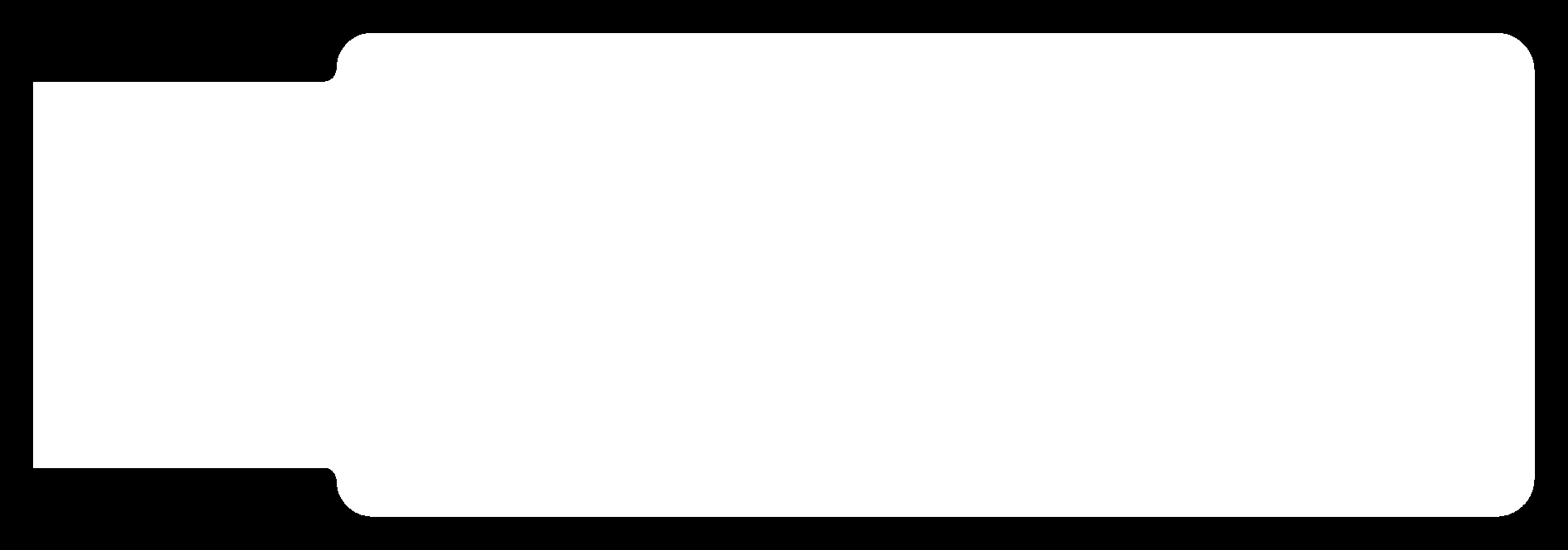
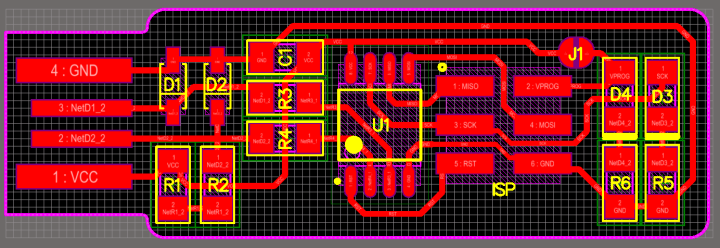
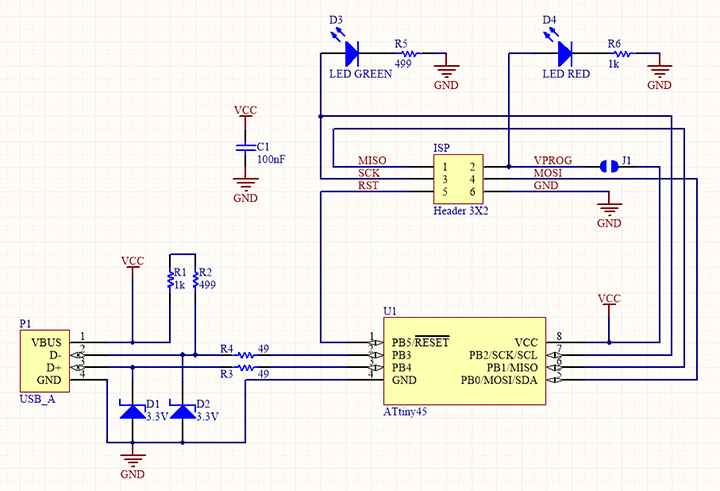
Above are the outline and traces need to cut our the board I want.
 Equation for spindal speed
Equation for spindal speed
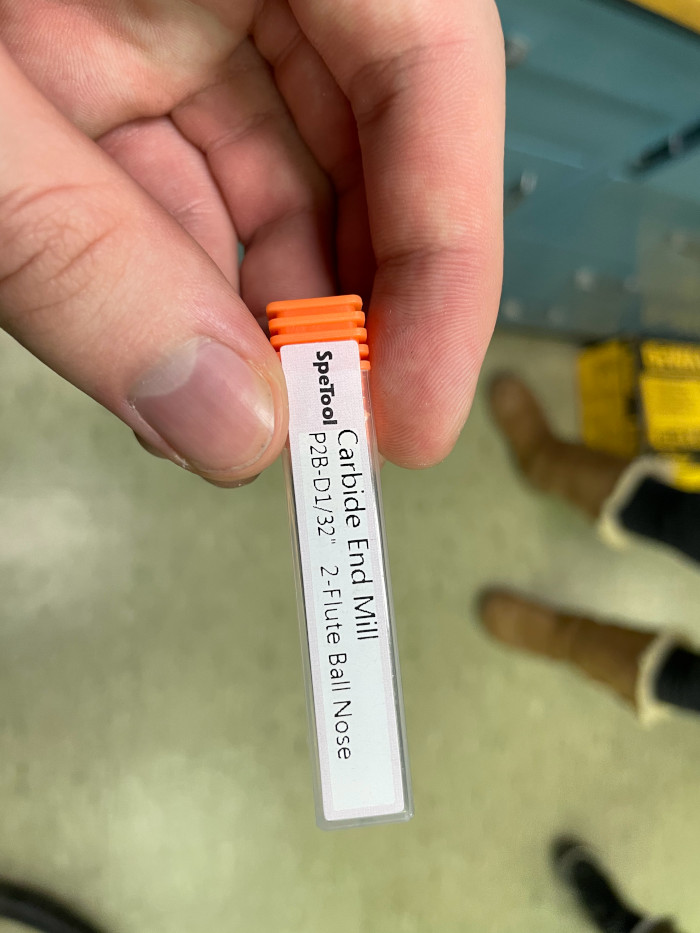
Above is the 1/32" carbide ball nose bit
 Equation for spindal speed
Equation for spindal speed
Above is the 1/32" carbide bit
There is a good amount of parts that I need to solder onto my board
Parts I need are
Other important aspects is that I need to solder over J1, since our zero ohm jumpers are too small at the lab, and I need to solder the USB connections.
 Equation for spindal speed
Equation for spindal speed
 Equation for spindal speed
Equation for spindal speed
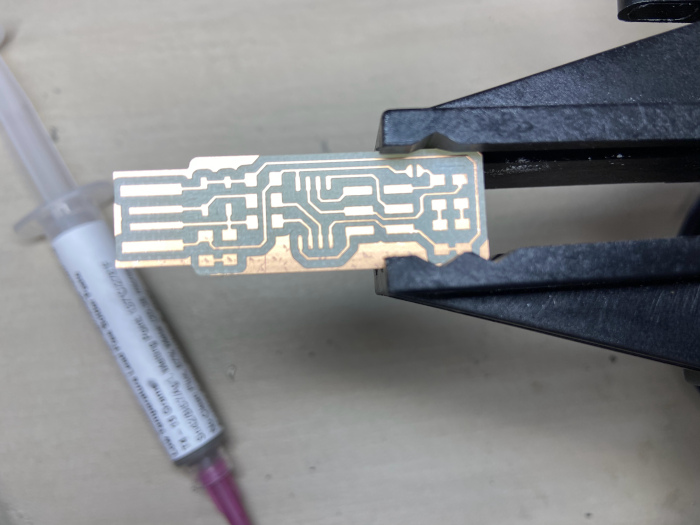
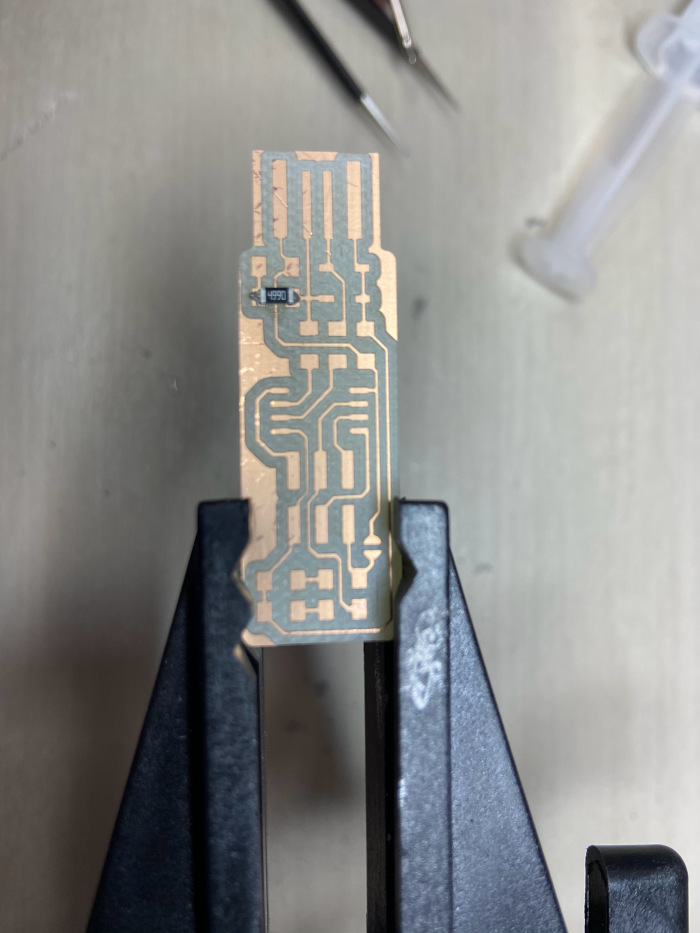
Once I got my pcb milled out it was time to set up my soldering station. Below, you can see that my board came out pretty nice and there was no maintenance I needed to do. I didn't really want to remake the board from scratch, so maintaing a good soldering process was going to be key
 Equation for spindal speed
Equation for spindal speed
I decided that I wanted to use soldering paste for the majority of my work. Soldering paste ended up being very easy to use once I got the hang of it. At first, I would end up putting too much paste on and my components would end up moving around when I would apply the hot air. This problem was quickly solved when I realized I didn't need much paste at all.
The sticky substance of the solder paste helps to temporarily hold components in place when hot air is applied the paste melts until it turns shiney creating a mechanical bond as well as an electrical connection.
 Equation for spindal speed
Equation for spindal speed
 Equation for spindal speed
Equation for spindal speed
Putting on the first component went pretty well, but I was putting a lot of paste on in the beginning.
 Equation for spindal speed
Equation for spindal speed
I focused on putting easier components on first even though from what ive been told it is best to work going from the inside out.
 Equation for spindal speed
Equation for spindal speed
When putting on parts it was imperitive to check the continuity of so we know if we have a complete path for current flow, it also helps to check if you have any unwanted connections. Best way to do this is to put one prong of the multimeter on your component and other prong on the copper you wanted to connect it to. If a electrical connection was made, and your in the continuity setting in the multimeter, you should hear a beep.
below you can see me testing out the LED to make sure they have solid connections.
Once I got he components on I had to make my usb connections. I decided since I had been using soldring paste the entire time, I would use it for the usb connections as well.
I did not have very many problems with putting my components on the board. The only major thing I did wrong was I though the ground would go up for the diodes so I ended putting them on upside down. But it ended up being a pretty quick fix I put hot air to the solder and flipped them around, while making sure I did not pull to early before its melted as you can rip the copper off. I also ended up having continuity between two of the pins on the ATtiny45, but since the solder ball in question wasn't on any copper, I touched it with the iron and it came right off.
 Equation for spindal speed
Equation for spindal speed
As you can see, I would make a long line of soldering paste along the connection, and when I heated it up, the solder should only want to make conncetions to the copper. A downside to this method is that there was a good amount of flux left over that could affect the longevity of my pcb since it can eat away at the copper.
 Equation for spindal speed
Equation for spindal speed
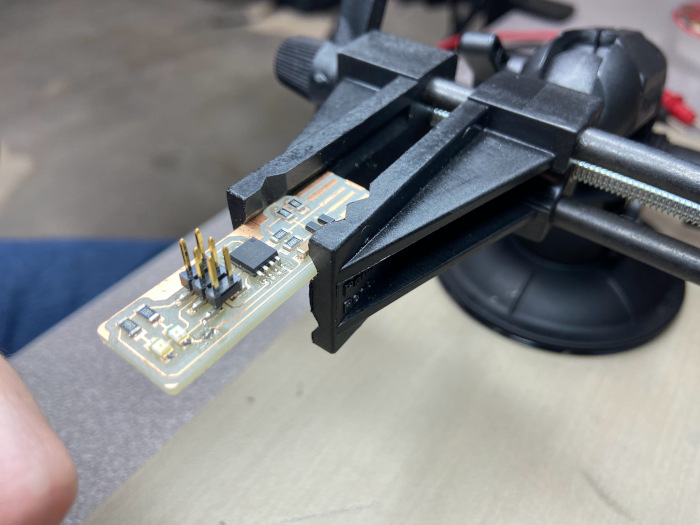
Below is my finished pcb, I now needed to program it.
Equation for spindal speed
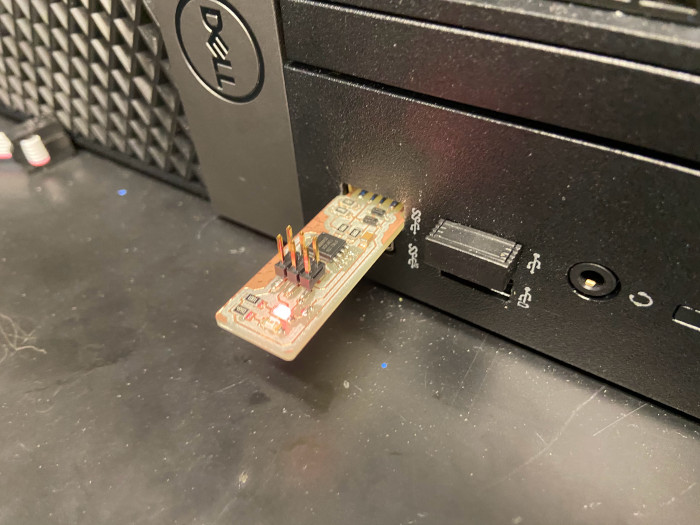
Plugging it into the computer, I can see that the LED lit up which is good.
 Equation for spindal speed
Equation for spindal speed
Using the pin connections and an already programmed pcb, I plugged both them into the computer so that I may program my FabTinyISP with one that is already programmed.
 Equation for spindal speed
Equation for spindal speed
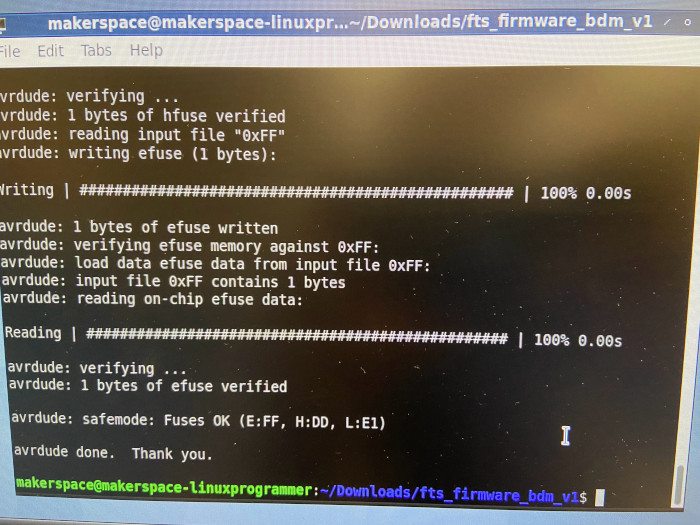
Below is the message I recieved when I blew the first fuse.
 Equation for spindal speed
Equation for spindal speed
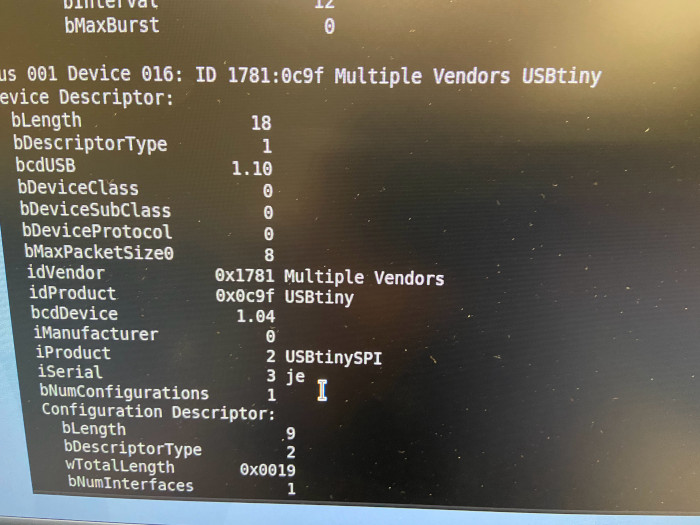
The computer successfully recognizes my devise in the USB port which is good. I also gave my device a serial number (je after my initials) so that I can always differentiate it from others, since we are all making the same thing.
 Equation for spindal speed
Equation for spindal speed
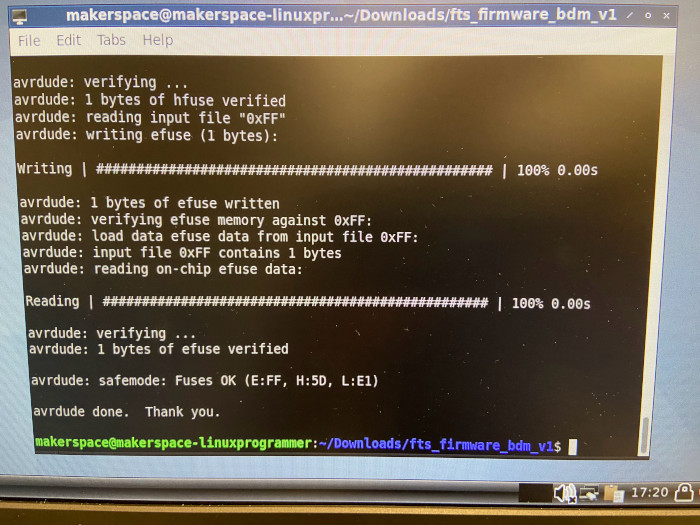
Below I have blown the second fuse thus making it extremley hard for my devise to ever be programmed again. The only remaining step after this is to go back an un-solder the connection I made at J1
 Equation for spindal speed
Equation for spindal speed
FabTinyISP files
Line test files:
{kind=link}