8. Computer controlled machining¶
This week I worked on large format computer controlled machining. This was a very satisfying process as the size and utility of the final product, as well as the process itself, gave me a distinct feeling of manipulating materials with effectiveness.
I used Fusion 360 for my CAD, Vectric V-Carve for CAM and Shopbot PRSalpha 96-60 machine.
Safety¶
One of the most important parts of this week was ensuring that my work was done in complete safety.
This happens both before and during machining.
PPE¶
My personal protective equipment was:
-
goggles to protect my eyes from dust, wood chippings and potential drill bit sharpnels if it had broken
-
protective ear muffs to protect my eardrums from the machine noises
-
latex coated grip gloves to protect my hands from splinters
-
surgical mask to prevent dust inhalation and COVID transmission

This is how you should look like when machining.
Safety workflow¶
Most of the actions you operate around the machine are to be done in a proper way so that safety is ensured.
This icludes, but is not limited to:



- starting the dust collection vacuum before beginning to work

- having the key necessary for tool change attached to the spindle engagement key so that one can only change mill\drill bit if the spindle is disengaged
-
taking time to thin about the CAM file, so not to stress the tool too much during machining
-
operate the machine keeping always a certain distane from moving and rotating parts

- keep the emergency stop button closeby while the machine is operating
-
keep attention to visual and sonic clues for heightened mill\drill bit and material fatigue
-
don’t forget to SMELL: you can smell the wood getting “toasted”, which could mean it could be set on fire, or set the dust on fire
Machine workflow¶
Taking in account all safety steps, this is an outline of the worflow around the machine:
-
placing stock on the machine bed
-
start dust vacuum
-
install the correct drill bit
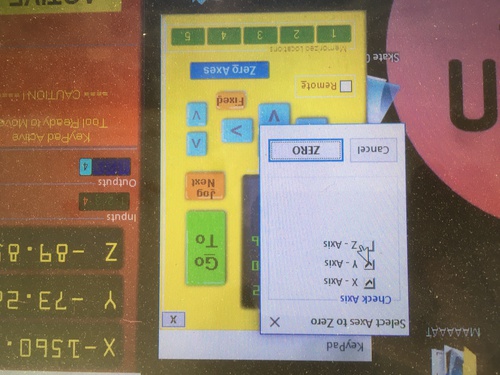
- zero x\y axis

- zero z axis

- engage spindle motor
- select cut part

- reset spindle

- activate spindle
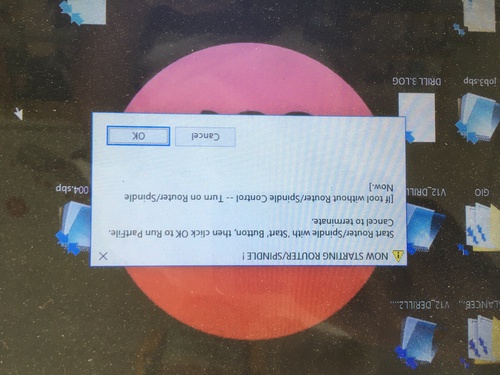
- send the first job
- once the drill has finished, disengage spindle, move the machine head out of the way

- fix stock to machine bed
-
install correct mill end
-
zero z axis
-
engage spindle motor
-
select cut part
-
reset spindle
-
activate spindle
-
send second job
-
once the drill has finished, disengage spindle, move the machine head out of the way
-
remove parts from stock
-
remove stock
-
turn the machine off
-
clean the machine bed
-
turn dust vacuum of
CAD¶
I designed a 2D parametric model of my parts, as well as drill holes that I used to fix the stock, In my design I already tried to optimize nesting of the parts, so to reduce the amount of work to be done on V-Carve.
Idea¶
I wanted to design a standalone bike rack in order to optimize storage space in my garage. I wanted a piece of forniture that wouldn’t require any fixture or glue, and that could be installed by just “placing” it, without aving to drill into the walls or floors. On top of that I wanted my bicycle to be solely held by the rack with gravity, without the use of any hooks, ropes or other kind of mechanism, in order to have something that is fast and easy to use, without having to fiddle with small parts, while still securing my bike.
Measurements¶
My measurements were based on my bycicle geometry. I adapted this to the current wheelset I am using.
I did some quick physical test in order to find out what was the maximum inclination my bike could stand at, before moving the centre of gravity would make it tip over and fall backwards. The height at which the front wheel would be was set by the maximum dimension I could fit in the wood stock I chose, so the inclination was actually set by trying to reduce the base lenght of my rack to the minimum.
For a total height of 117cm, the minimum base lenght before tipping over point was 87 cm.
The other important measurement was the tyre width as this was the dimension needed fo the bike not to tilt laterally.
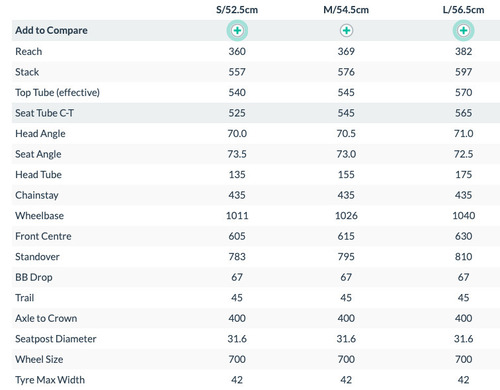
These were the bike producers geometry dimensions, they were a good initial guideline for my parameters. I then took additional real life mesurements to account for the different wheelset (smaller rim diameter, larger tyre width), and to calculate the maximum orientantation before tipping point.
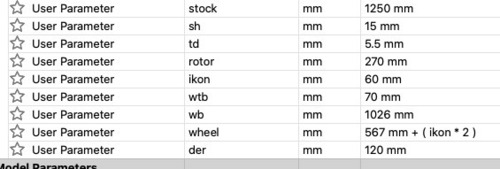
These were the parameters I needed for my design.
Design¶
The design included to L shaped sides, connected together by simple joints.
The joints on the base present a 45° angle and a larger base so that the rack would not fall laterally.
The first design did not take into account the fact that the joints would reduce the space for my tyres to fit, so I designed additional joints with a cut-out shape of the tyre so that the bike would fit.
I added an additional panel with informations about my bike I need when I do maintenance, I did this as I had extra material on my stock I did not want to waste, it bares no structural features.
I added dogbones to each internal side in order to assure a straight angle and mantain joint functionality.
First step was designing a sketch of my stock.
Second steps was adding drill holes to fix my stock to the bed.
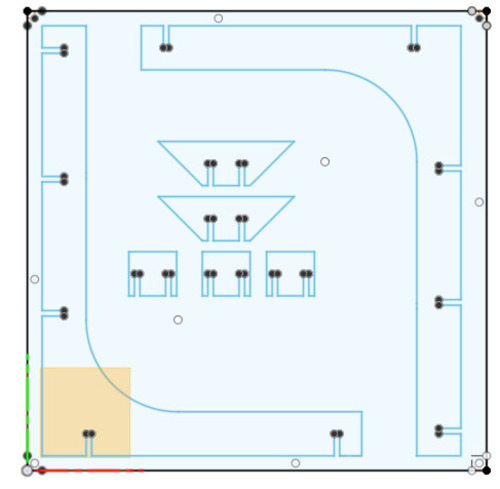
I then designed my shapes.

After machining these and assmbly them, the rack was very solid, but would not sustain my bicycle.


I did not ake into account that my joint design would live no place for thetyre to sit, effectively changing my orientation angle, causing the bike to tilt sideways and backwards to the point of falling.
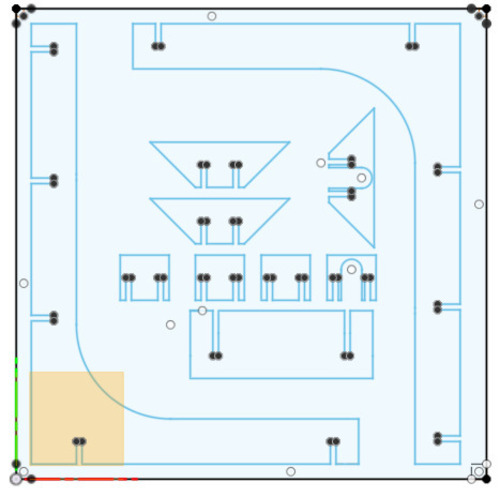
I then added to my design the fixed joints.
This time the design was working perfectly and holding my bike.
Pictures at the end of the page.
CAM¶
I did my CAM on V-carve.
The process was:
- import .dxf files
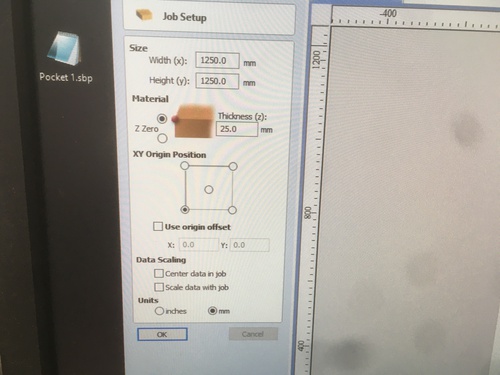
- select stock sizes
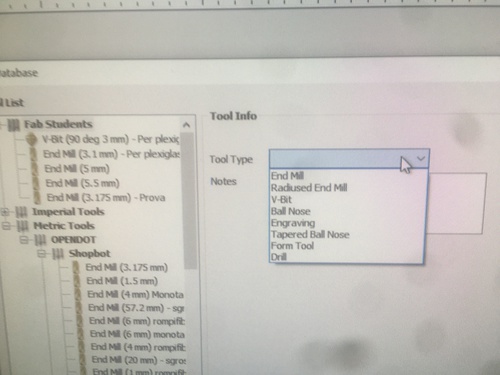
- add drill bit
- add mill end
- select the shapes and generate tool paths
- add 3d tabs
-
move tabs out of places that were more difficult to sand down (inside of joints)
-
export toolpaths at separate .sbt files
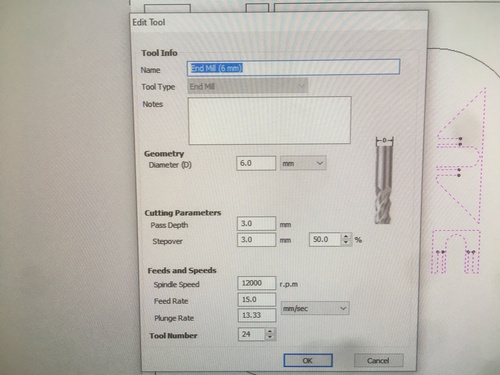
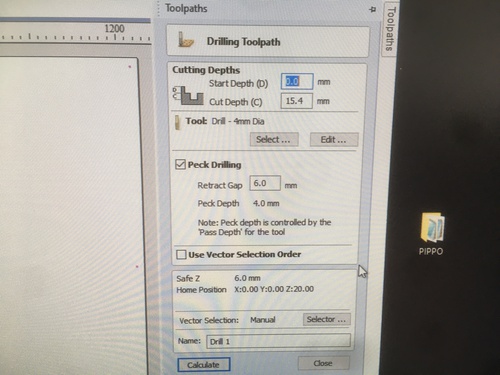
As opposed to the first tests I did with 5mm pass depth, I reduced at 4mm to reduce stress on the drill bit.
I also slowed slightly the feed rate and rpm as during the tests I could smell the wood getting “toasted”.
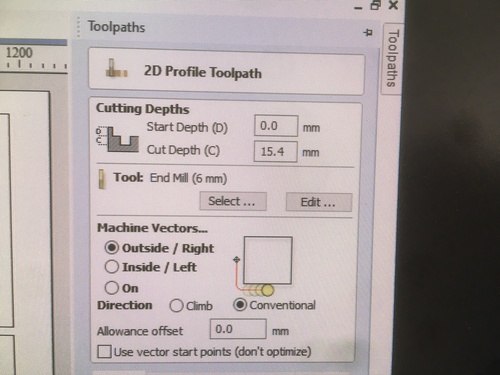
Another important option to be selected was to add a slight extra depth to the profile and drilling toolpaths to ensure to break through the material (I added solely a 0.4 extra depth in order not to damage to much the sacrificial layer)

When i added new shapes to my designs I place them in the same file, allowing a small tolerance as I repeated the zeroing of the axis on the machine, I used the furthest bottom right corner of the machine as zero, so to be sure the difference in position between the first job and consequent ones was minimal.
The stock was easily placed in the same position a I had the drilled holes to secure my stock to the machine bed.
Machining¶

This is the mill end I used for my profile toolpath.
I also used this mill end for the drill toolpath for my dogbones, as I place them at the meeting of the two sides these could not be done by profiling, but solely by drilling.
It is a 2 flute 6mm diameter mill end with flat end.

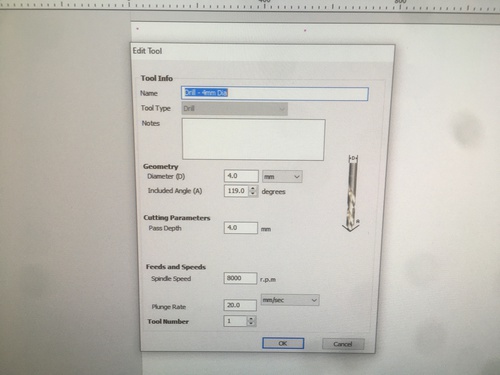
This is the drill bit I used for my drill toolpath.
It is a 2 flute 4mm diameter drill bit.



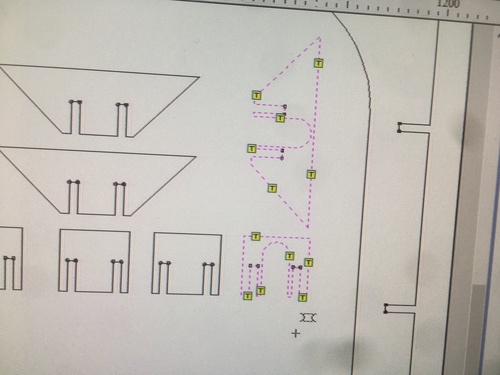
These are the drill holes that constitute dogbones in my design.


Picture taken during the first profile job.
Finishing¶
I sanded down the sides and the tabs, painted two layers of flatting compound to ensure moist resistance, laser engraved informations on my side panel.

Picture taken after sanding and painting the first layer of flatting compound.
Heroshot¶

Functioning rack before finishing process.


Functioning rack after finishing process.

The informational laser engraved side panel.
These informations are:
-
sizes of main components
-
gear indexing routines
-
nanometric values for correct component installations
-
left some space for post-it notes
Further comments¶
I have often been referencing to FSWizard to have general starting point for feeds and speeds and so forth. I soon realised that the material reality is often quite far from the abstraction of a software:
- very similar stock can differ greatly
- grain\fibers alignment will react differently depending at what angle they are going to encounter the tool
In general I discovered that the harder the material:
- the slower the surface speed has to be
- the more you need lead in tactics
- the slower the rpm
- you will need partial or full retreat tactics for hole drilling
- the smallest the stepdown has to be
For example:
- my foam models for the handlebar grips had 3000 mm/min cutting feedrate for a spindle speed of 15000 rpm I then was able to override speed up to 6000 mm/min, and a step down of 4mm, being this an extremely soft material
- my plexiglass screen for the chess clock had 800 mm/min cutting feedrate for a spindle speed of 10000 rpm, stepdown was set at 0.5mm, this being an extremely hard material
- my wooden sides for chess clock had 1000 mm/min cutting feedrate for a spindle speed of 12000 rpm, stepdown was set at 2mm, this being an moderately soft material
More comments on machine characterization to be found in Raji‘s repository.