11. Molding and casting¶
- Design a mold around the stock and tool that you’ll be using, mill it (rough cut and at least 3-axis finish cut), and use it to cast parts
Brainstorming and planning¶
Since my project has to do with putting a golf ball into a hole, I thought it would be appropriate to make a mold of and cast a golf ball. While it is interesting to use a normal golf ball, it is not nearly as cool as using one that I made personally.
Since a golf ball has dimples covering the entire face of a ball, I am forced to use a 2 part mold. This is actually not much of a dilemma since I can mill 2 identical molds (except for alignment holes and pegs) and put the soft mold in. This will give me a mold for half a golf ball. When this is done, I can stick these two together using the alignment holes and pegs and pour my final casting material in through a hole at the top. This will allow me to create one continuous product from 2 parts of a mold.
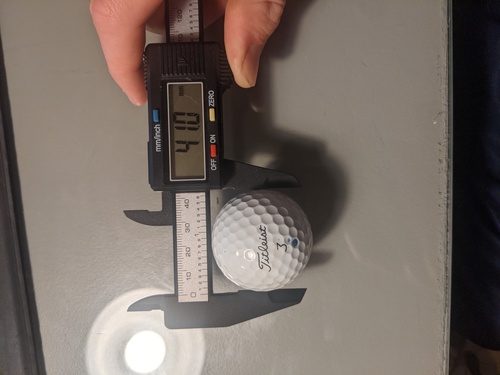
Measuring dimensions¶
Obviously, the very first thing I have to do before designing this golf ball, I have to measure different dimensions of a ball. Since a golf ball is roughly a sphere, I only had to find a single diameter, which I found to be about 41.0 mm. After that, I had to measure a single dimple and find the diameter, which is about 3.4 mm.

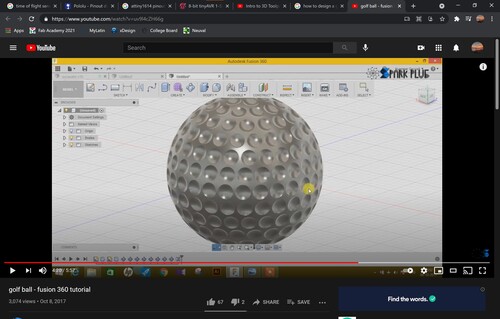
Designing in Fusion360¶
To get a sort of idea of how to design the golf ball, I watched this video. The person who made the video makes half a sphere and then a dimple at the very top. He then uses the “circular pattern” tool to copy this feature to the bottom of edge of the half sphere in a single line. After he has this, he uses the “circular pattern” tool again to duplicate each of those individual dimples using the z-axis as a rotation axis. While this was good start, this method results in a very unrealistic ball with a lot of space between each dimple and very few dimples in total.:
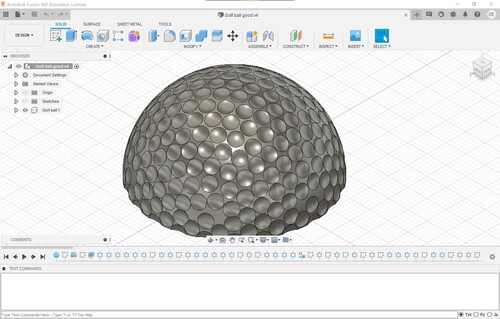
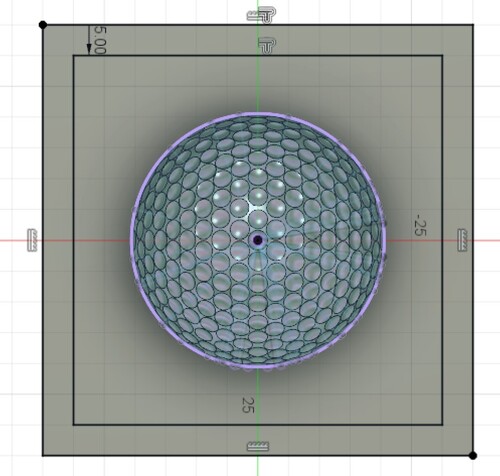
What I did to change this was to have the same idea with the half sphere and then a single dimple at the top. However, instead of already copying this dimple all the way down to the edge, I just added a single dimple. I used the “circular pattern” tool to rotate this feature along the z-axis. For the next “layer of dimples”, I changed the angle so it would be between two dimples. When I copied this using the same command as before, there was much less wasted space between each individual dimple. This resulted in a much more realistic-looking golf ball:
Now that I had the shape I wanted, I had to make the rest of the mold for the soft material. I started off by simply making a rectangle and extruding down to create a sort of plate that the ball lays on:
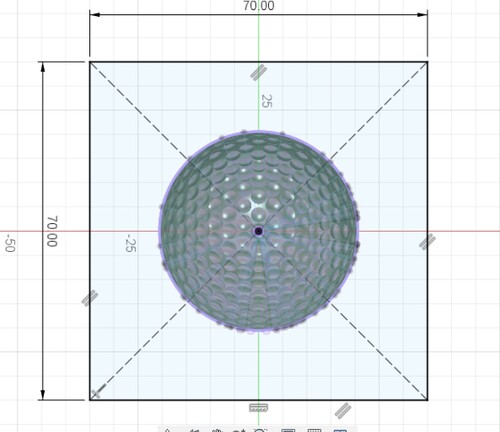

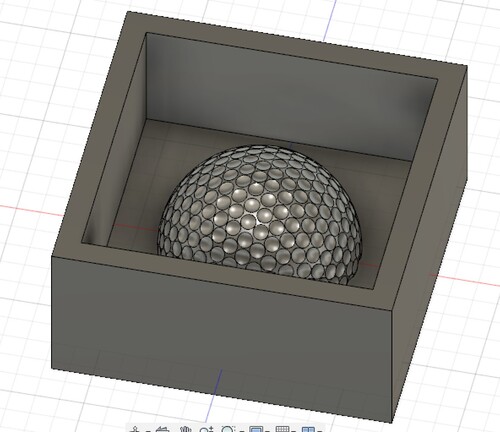
Once this is done, we have to create a raised wall around the ball so that whatever material we use to cast will stay where it needs to:
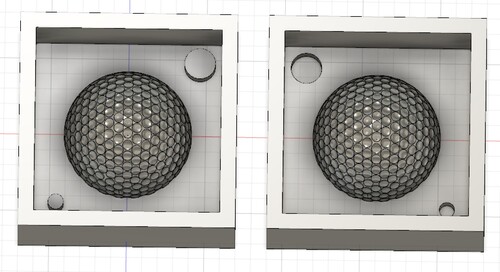
Of course, I will have two halves and since this is the last step where the two sides will be identical, I will copy the mold and place the second one next to the first:
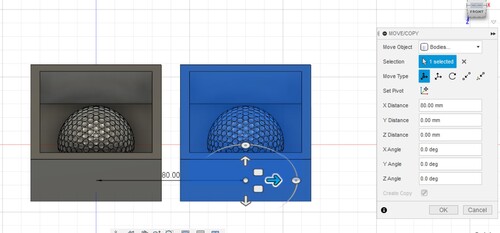
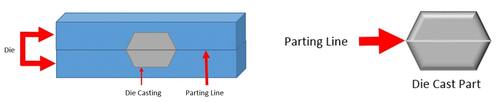
During this week’s lecture, Dr. Gershenfeld talks about injection molding which is when two sides of a mold are pushed together and melted plastic is pushed through a little hole to file the mold. Since this method uses two separate molds, there is often a parting line. This can be caused by extra material seeping through this crack or the two sides not being completely aligned. To eliminate this, I designed some pegs and holes that will aid the process of alignment. It is not very clear from the last photo, but the mold on the left has the pegs and the mold on the right has the holes

The very last thing I have to do when designing this mold is to add a “hole” at the top where I will pour the casting material into the mold. To do this, I simply made a small rectangle on one side of the mold (and then on the other mold as well) and extruded that.


This is the end result:
Fusion360 Toolpaths¶
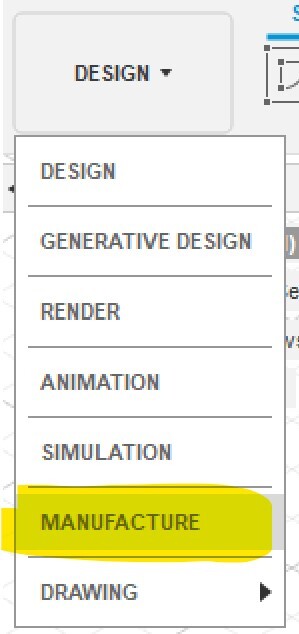
Since I designed my mold in Fusion360, I decided to stay consistent and also make my toolpaths in Fusion. When I was designing this mold, I was in the “Design” workspace, so first had to switch to the “Manufacture” workspace.
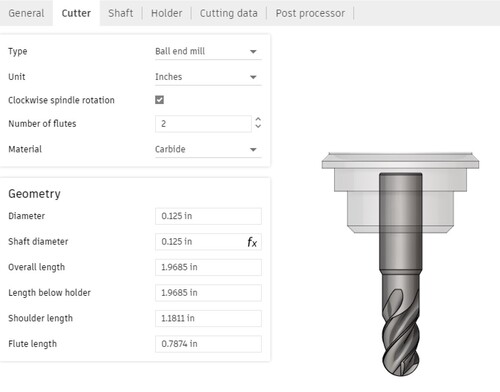
Setting up Tool Library¶
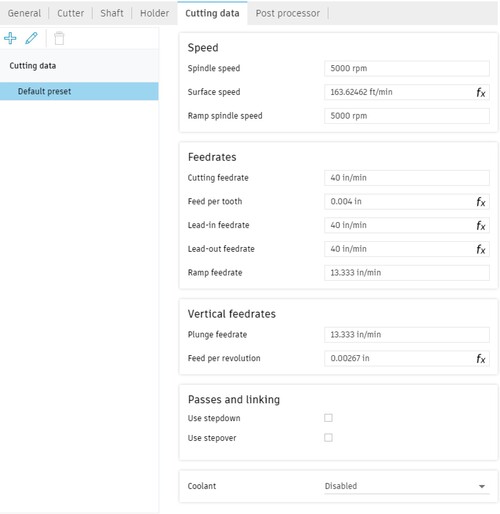
Obviously, to cut anything, I have to have a tool library with all the correct specifications of the bits I am going to use, along with the speeds and feeds for my material. As illustrated farther down on this page, these feeds and speeds are very important for a material like machinable wax. Caroline Jaffe had very clear specifications for this on her site.
As mentioned on her site, practically all the specifications for the rough cut and finish cut are the same except that the stepover has to be set to 10% instead of 50% and that the plunge rate had to be 120 imp (inches per minute) instead of 60 ipm.
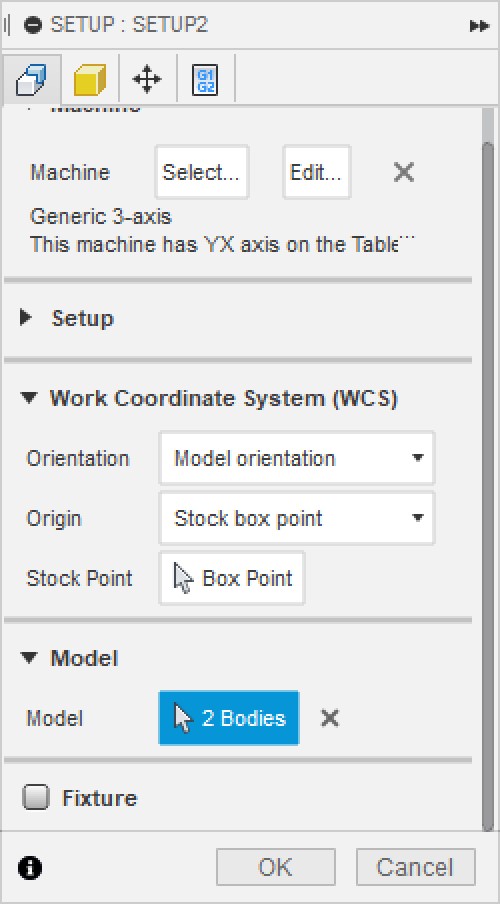
Creating a setup¶
The first thing I had to do was create a setup. This is basically a model so that the CNC machine knows the dimensions of your material. The “setup” button is found in the top left-hand corner under the section named “milling”.

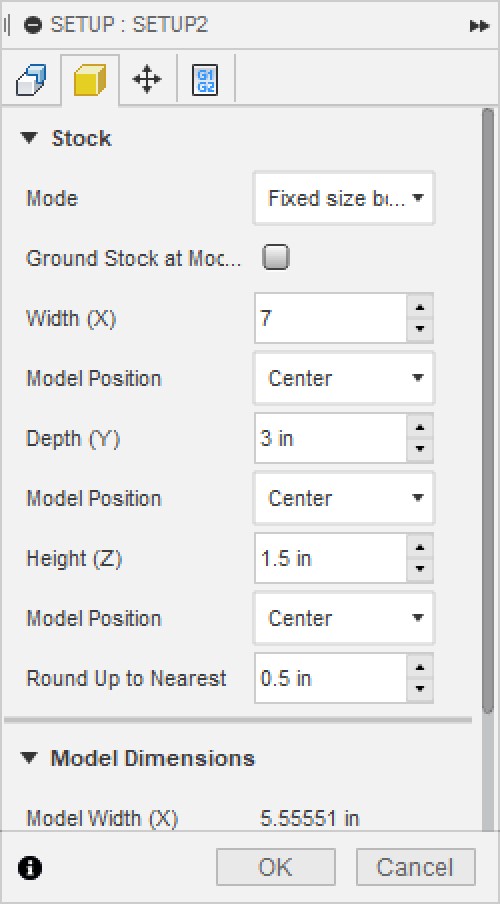
That should give a menu that looks like the first image below. The things we have to do here is select the type of machine we have, select the bodies that are part of the model, and determine the dimensions of our model. We have a machine with an XY bed and a Z-axis head. The two bodies I want to select are the two sides of the mold. I am milling out of machinable wax, so the dimensions of the model are going 3” x 7” x 1.5”.
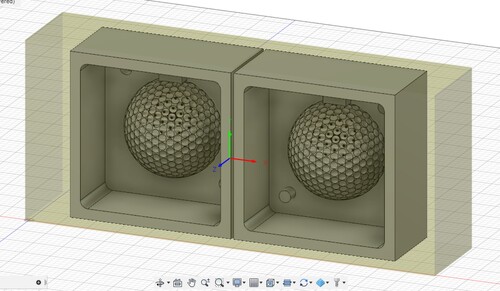
When I clicked “ok” at the bottom of that settings menu, this was my result:
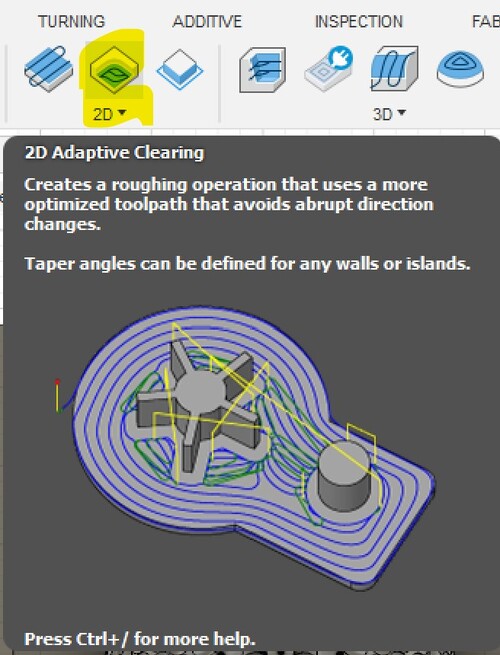
2D adaptive clearing¶
The 2D adaptive clearing setting is the equivalent of a rough cut. This is just to get all the excess material out of the way that won’t be needed. This option is found in the upper left corner under the 2D options:
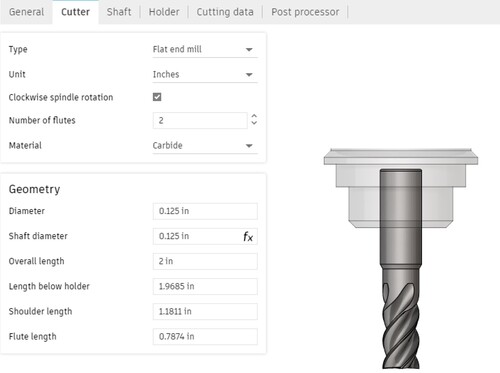
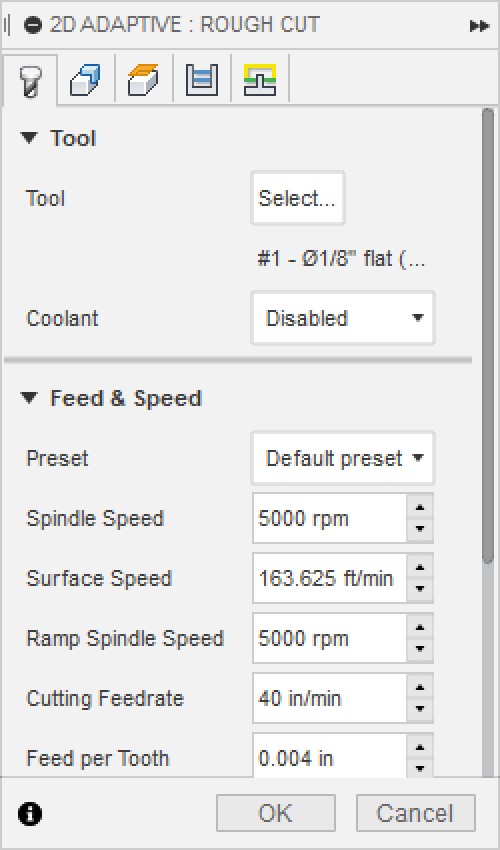
I am going to use a ⅛” flat end mill, so I have to designate that as the bit I will use. This important for the software to coordinate feeds and speeds and things like that.
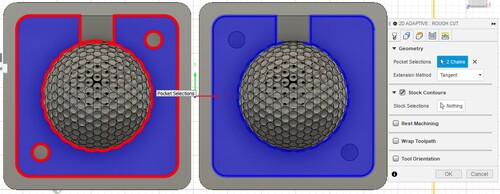
I then have to select the face I want to make a “pocket selection”. This is basically the outline of where the bit is going to cut. This should show the red outline like this:
The Fusion360 software estimated the total machining time to be 10:22.
This is the simulation from the Fusion360 software of the toolpath and end result of the 2D adaptive clearing. I used the ⅛” flat end mill.
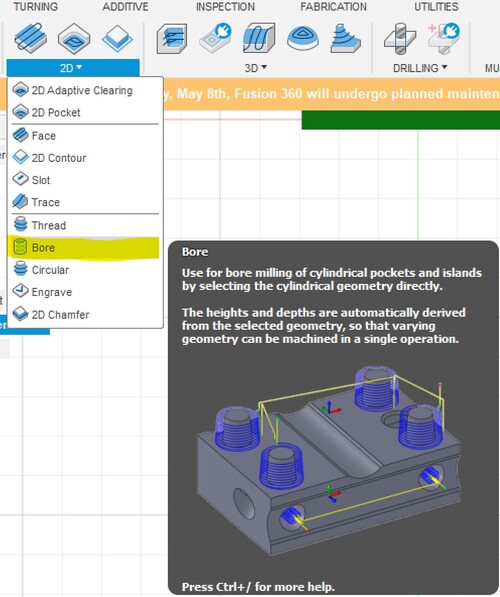
Alignment holes¶
For the alignment holes, I had to go to the 2D milling drown down menu and choose “Bore”. This is an operation dedicated to things like drilling holes or finishing the sides of pegs.
I will choose the same ⅛” flat end mill bit as I used for the 2D adaptive clearing. All I had to do for this operation is just select the faces of the hole I wanted to clear.
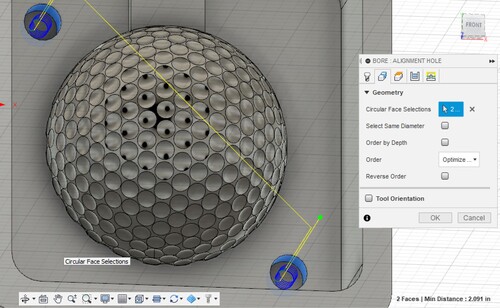
According to the software, this operation will only take 22 seconds.
This is the simulation from Fusion360 for the alignment holes. This is also with the ⅛” flat end mill. Since this is such a fast operation (literally 2 holes), I had to decrease the speed of the simulation to actually watch the toolpath.
3-axis finish¶
For the 3-axis finish, I chose the 3D parallel operation. This was one of the top options in the 3D milling taskbar.
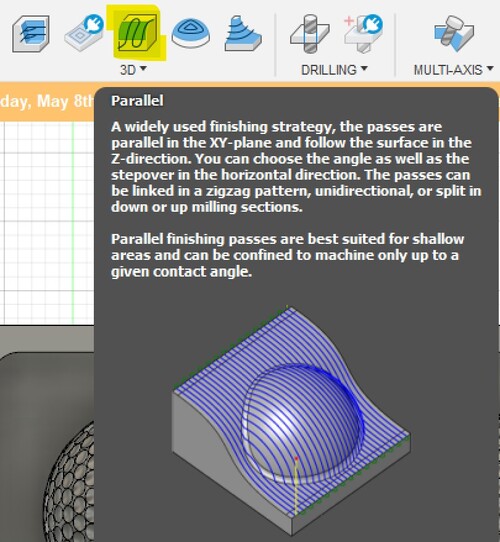
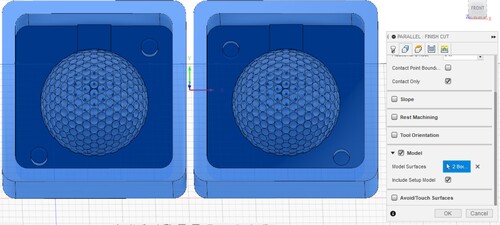
Since this is a 3D operation, I had to choose the entire model instead of just a single face or plane. This is also a finish cut, so I chose a ⅛” ball end mill that will do better with small details than the flat end mill used before.
Then I had to designate the stepover. This is basically a function of the accuracy of the operation and can also be imagined as an overlap. If the stepover is high, there will be very little overlap between toolpaths, meaning that the total machining time will be greatly reduced, but the quality of the product will also be reduced. I chose to set the stepover as 0.012”.
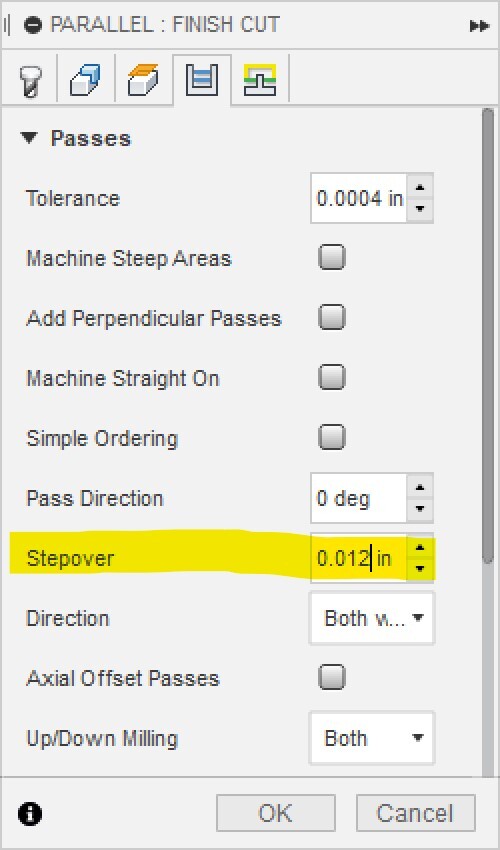
Then I simply had to click “ok” and then it calculated the toolpath, machining time, and anything else I might need to know. The predicted time that this operation would take according to Fusion360 is 56:24.
This is the simulation from Fusion360 for the finish cut.
Milling¶
The material I milled into was machinable wax. Before I actually started milling, I had to screw down the block of wax. Since the block of wax was an inch and a half thick, I used 2” screws. First I drilled 4 holes, one in each corner. Then I also made a counter sink in each of these holes. Those tow steps are done in order to prevent the wax from cracking which would affect the milling process.

Rough cut¶
This is the product of the rough cut

Obviously, this looks very messy. All that light blue wax is slightly melted, but those were all the shavings from milling and the important part of the mold was unharmed. It was also very easy to clean up these melted shavings by using some pliers and just pulling on them carefully.
Finish cut¶
As predicted by Fusion360 toolpath software, the finish cut took just under an hour to complete. I had the same melted shaving occurrence as in the rough cut, but I was able to handle it the exact same way.


This is the final product when cleaned up. As you can see there is great detail for each of the dimples. The only hiccup was that the peg that was going to make the alignment hole seems to have been knocked down during one of the milling operations. I am not sure which one it was since I only realized it after I had cleaned up the wax after the finish cut.

Failure¶
As mentioned when I described the tool library process, the speeds and feeds are very important for a material like machinable wax. Since it is wax, it has a lower melting point than most other materials. Although it is clear that something was wrong (like setting the wrong origin), it is also clear that the wax is melted. This was with the speeds and feeds used for wood and it is abundantly clear that the wax melted which is obviously not what I want. I actually had to stop the machine after I realized that this was not a good toolpath and/or origin.


Casting¶
As mentioned earlier, since I milled out of a hard material and want a hard product, I need to cast twice, one time with soft plastic and one time with hard plastic. My soft material is Dragon Skin by Smooth-On and my hard material is Task 8 by Smooth-On
Dragon skin¶
Casting the Dragon Skin was very easy. All I had to do was first mix Part A and Part B in a 1:1 ratio by volume. Then I had to pour very slowly, using a thin and steady column of material. Go to this link for the safety sheet


After I let it cure for a couple of hours, it was time to pull it out. Although I forgot to spray a release agent on the mold, I was able to remove the cast from the mold without a problem.

This was when I realized how silly of an idea it was to try and use alignment holes and pegs on a soft material. This material is incredibly sticky, so these pegs would not have worked well even if the holes milled correctly. Because I had already committed to using the pegs and holes, I decided to attempt to drill out the holes for those pegs with a drill and a dremel.
This worked somewhat and I was able to stick the two halves together as seen below:

Task 8¶
For the final, hard casting material, I chose to use Task 8. This is a polyurethane resin. This also uses a ratio of 1:1 between Part A and Part B. Go to this link for the data sheet
This is what each part looks like when poured into cups.
The first time I tried mixing and then pouring, I realized that the 2 halves of the mold were not completely aligned. It took a bit longer than I expected because within about a minute of not stirring, the material had completely hardened. This is quite obviously not what I wanted to do.
After this small mishap, I retried but also made sure that the 2 halves were completely aligned before beginning to pour and mix the 2 parts together.
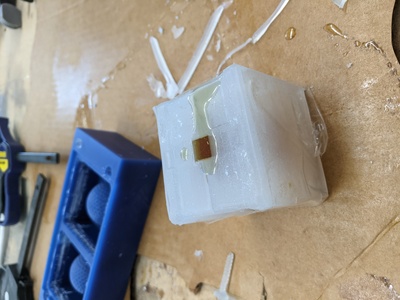
This is the end result after it cured for a couple of hours. As you can see, the 2 halves seem to not be completely aligned still. It also seems like I did not have a perfect stream of casting material, meaning that the surface of the ball is covered with bubbles. There were so many that I was even able to make dents in the ball by simply squeezing the ball in my fist.

Cleaning up the result¶
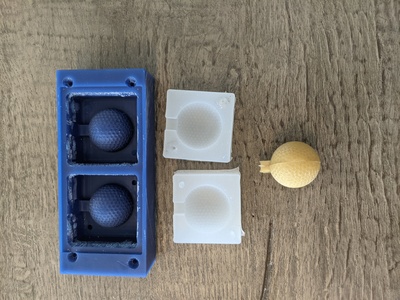
This is an image of all 3 steps side-by-side
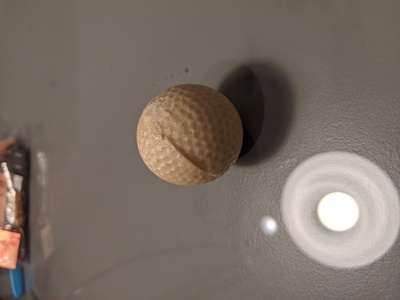
This is the final result after cleaning up the top part of the cast.
What I learned¶
Everything I did this week, I learned since I had absolutely no prior knowledge of molding and casting materials. If I were to redo some aspects of this assignment, I would alter the pegs and holes to make them rounder and look more like hemispheres. I predict that this would result in less errors during the milling process and would make the alignment a lot easier as well. This would help with the alignment of the 2 halves of the soft mold. If I did not change anything, I might retry casting into the soft mold and also use a vacuum to suck out all the air bubbles.
Group assignment¶
For this week’s group assignment, we were tasked with reading the data sheets for our casting materials and performing tests with each of those. I wrote all the descriptions for different materials and important things and wrote about the datasheet. This is the link to this week’s group page