8. Computer controlled machining¶
Make a Power Tower¶
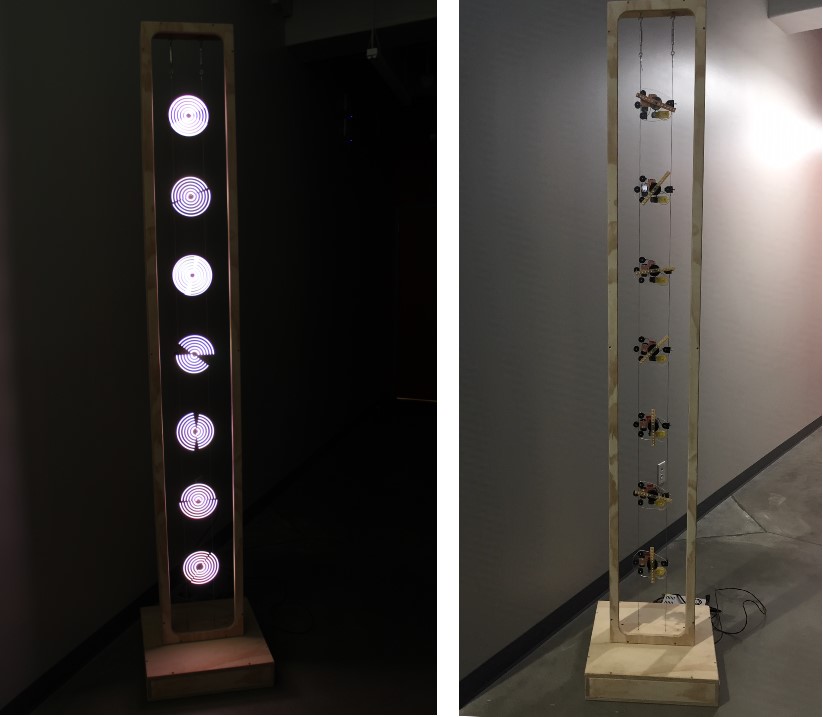
This week I made a 8ft tall tower to stretch metal cables to power my final Fab Academy data visualization project. The cables are stretched with turn-buckles and connect to a 5 volt DC power supply in the base of the tower. Each robot connects to the cables by conducting electricity through bearings.
Files¶
Box Base .DXF

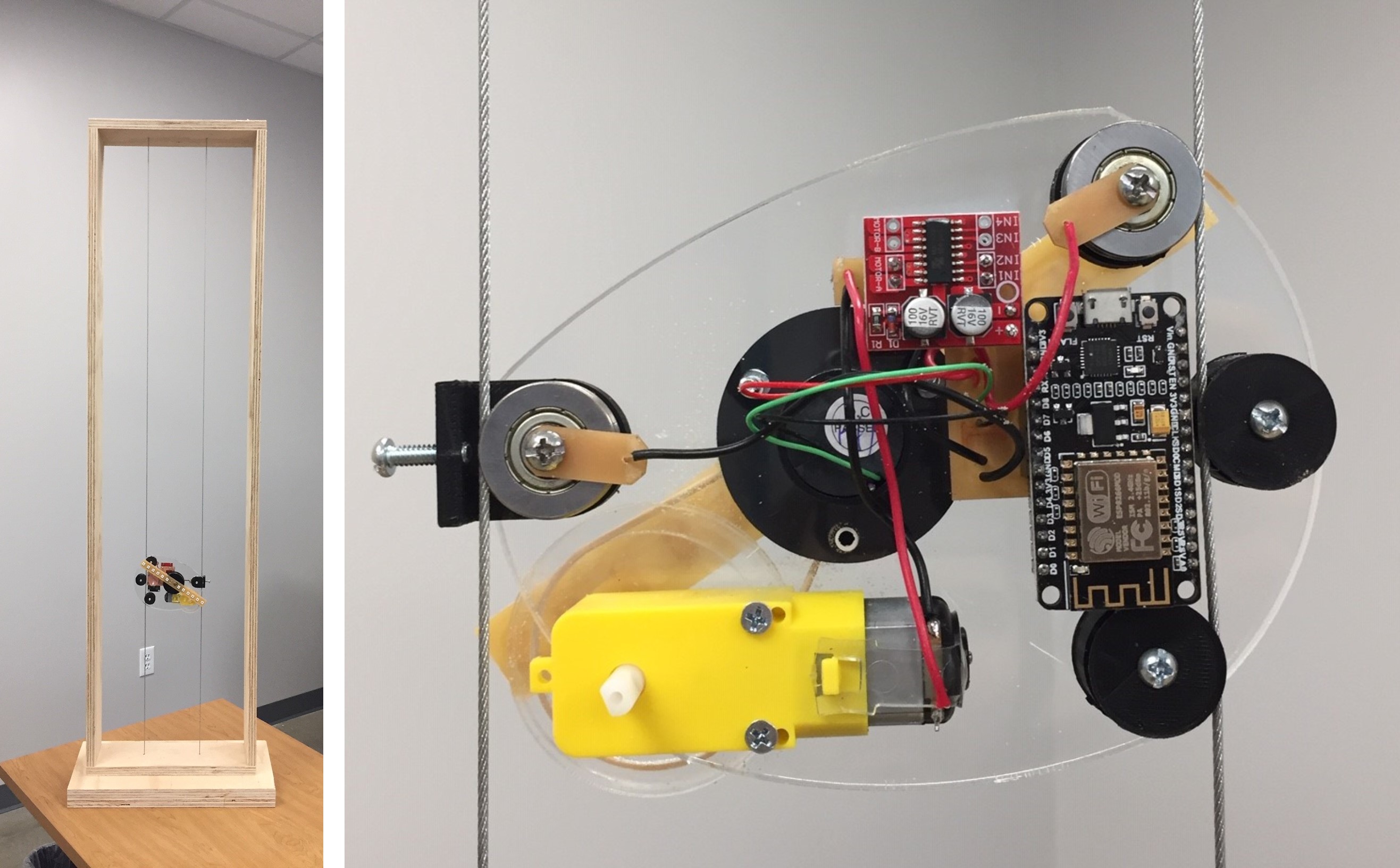
To determine/test the cable spacing and make sure the cables could power the robot I built a small 2ft tower with scrap plywood. The robot powered via the cables and only needed 300 milliamps.
I used this model to sketch the tower before inputing the design into V-Carve.
Setting up the ShopBot¶

At Fab Lab Houston the ShopBot is located in the woodshop.

After turning it on with the big red switch I pushed the reset button to reset all the motor drivers. Once reset I could move the gantry with the arrow keys on the keyboard.
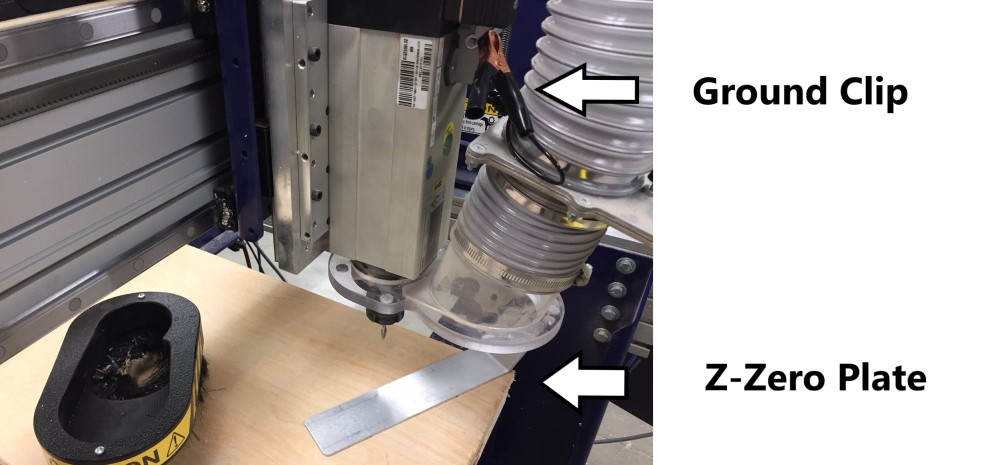
After tightening the 1/4” bit into the spindle, I zeroed the z-axis. To zero the Z I connected the ground clip to the spindle and placed the zeroing plate under the spindle. When the bit makes contact with the plate a sensor is activated letting the ShopBot software know the length of the bit.
The ^Z button at the center of the red control panel runs the pre-programmed Z-Zero operation.
Feeds and Speeds¶
 We use the ShopBot at Fab Lab Houston. Our lisence of VCarve is the ShopBot edition and it came with a set of bits already programmed into VCarve. To calcuate the feeds and speed for new materials and bits we reference this resource.
We use the ShopBot at Fab Lab Houston. Our lisence of VCarve is the ShopBot edition and it came with a set of bits already programmed into VCarve. To calcuate the feeds and speed for new materials and bits we reference this resource.
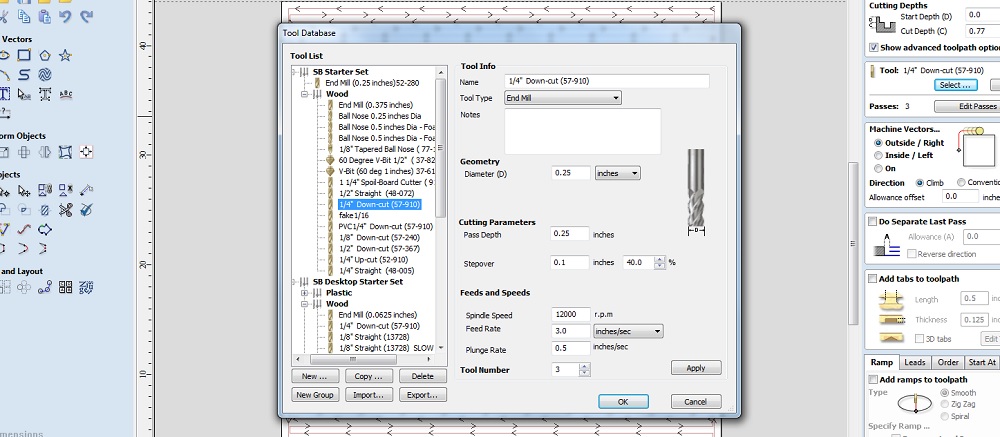
After testing several bits and my favorite bit for 3/4” plywood is the 2 flute, 1/4” Down Cut Bit. Below are the settings I used.
Diameter of Bit: .25”
- This is the width of the cutting part of the bit. Some bits have a 1/4” shaft (the part that goes in the collet) but a 1/8” cutting bit
Cut Depth: .25” (typically, this matched the diameter of the bit) - This is how deep the bit cuts down into the wood. For finishing pass or 3D objects this should be smaller to lessed the depth of each step down, like smaller pixels = higher resolution
Step Over: .1” (40% of diamater) - This is how far overthe bit moves over with each pass. 40% works OK with plywood but solidwood would need to be less to avoid the wood chipping on the grain lines
Spindle Speed: 12,000 RPM - Spindle speed should be calculated based on feed rate and tool diameter The goal is to produce chips of material not dust, but not heat up the bit.
Feed Rate: 3 inched/sec - How fast the machine moves/cuts in the x and y axis
Plnge Rate: .5 inches/sec - How fast the machine moves/cuts in the z axis
Testing a Joint Cut¶
I’ve seen many cool joints cut with the CNC router like our Shopbot. I was excited to test it out.
I started by measuring the thickness of the plywood with calipers.
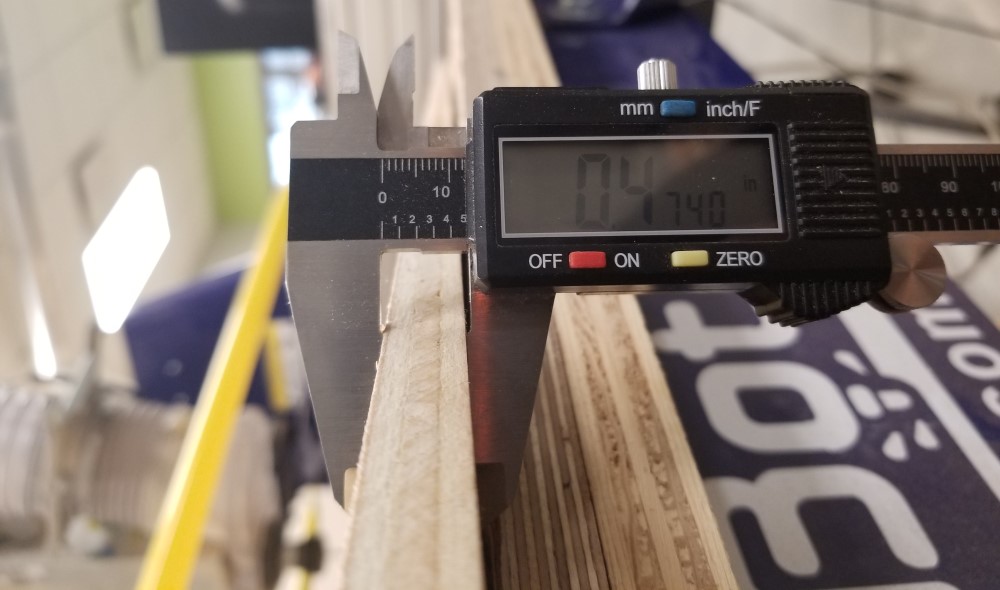
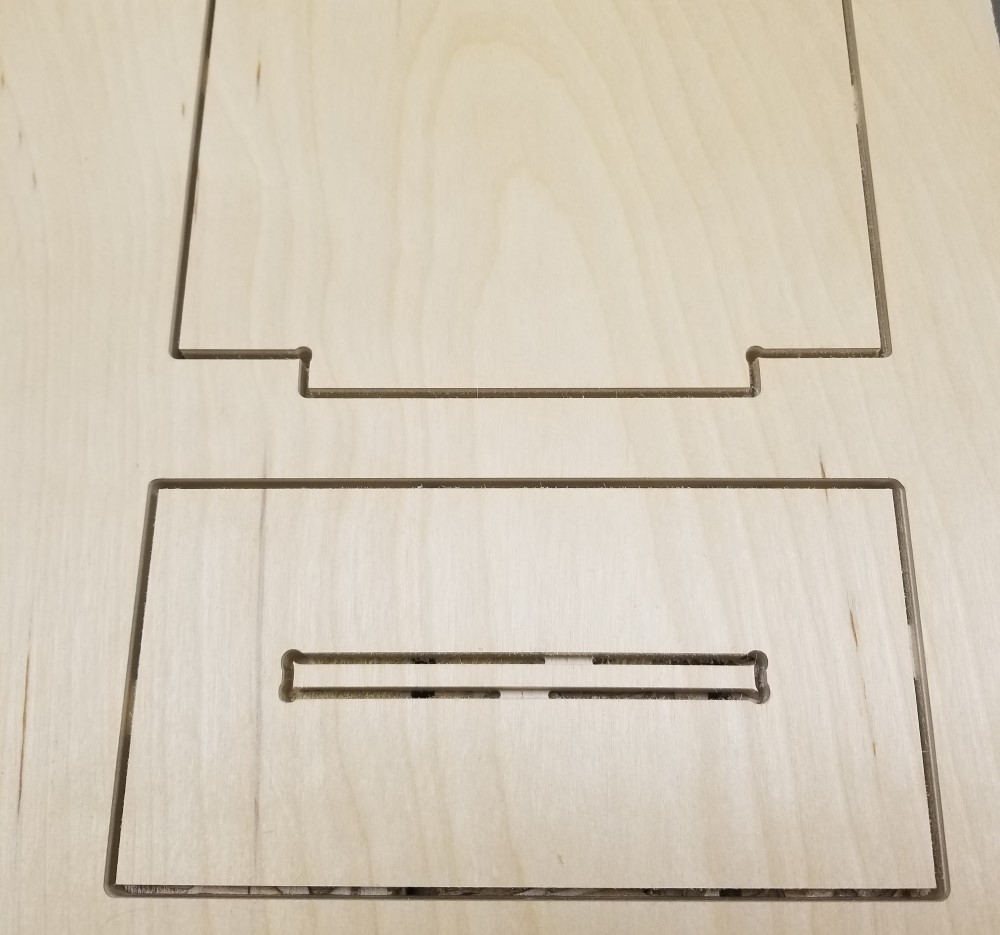
Then, I drew a slot and a tab. The length of the tab was .474” and the width of the slot was .474” . This allowed the tab to slide in the slot and stop flush to the board. I used the dogbone tool in vCarve to round the inside corners of the joint. Without the dogbones the boards would not fit flush. The diameter of the bit interfers and the dogbone compensates with that.
I used 1-1/2” screws to hold the plywood down to the sacrifice board bolted to the Shopbot.

On one of the boards I used tabs to hold the piece to the plywood as it was cut. On the other I decided to try something different. I didn’t use tabs on the larger of the two peices. To hold it in I tried adding a 3 inch ramp to the cut. The ramp slowly moves into the board. This means the bit doesn’t acutally cut all the way through the board for the first 3 inches of the cut. Then, at the end of the cut the bit will come back around and clear the ramp.
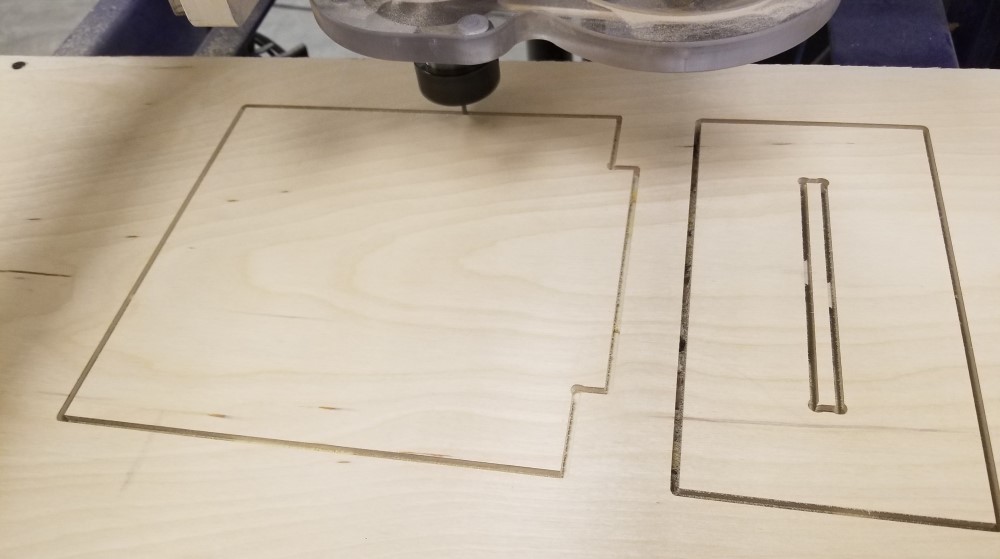
The ramp turned out to be enough to hold the board in place and made it much easier to remove the peice from the plywood. The tabs often brake/chip when trying to chisle them.



On my big project I’ve decided to use the Ramp meathod to hold everything down and not use the slot joints. Instead I’m going to use finishing nails and wood glue to hold everything together. I like the joints because they first tight but I don’t like the look of the dogbone. It leaves a little gap and I think this will take away from the overall look of the project.

Design Choice¶
There are 100 ways ot make everything and it is always important to consider both form and funtion.
- I need all pieces to fit on a single sheet of plywood
- I want a clean asthetic, minimal joint
- I need it to be structurally sound (not bow under the pressure of the cables)
Box Designer¶
There is a really cool tool that generated the vector lines for notched boxes called Box Designer I tested the tool for the bottom box and noticed two things.
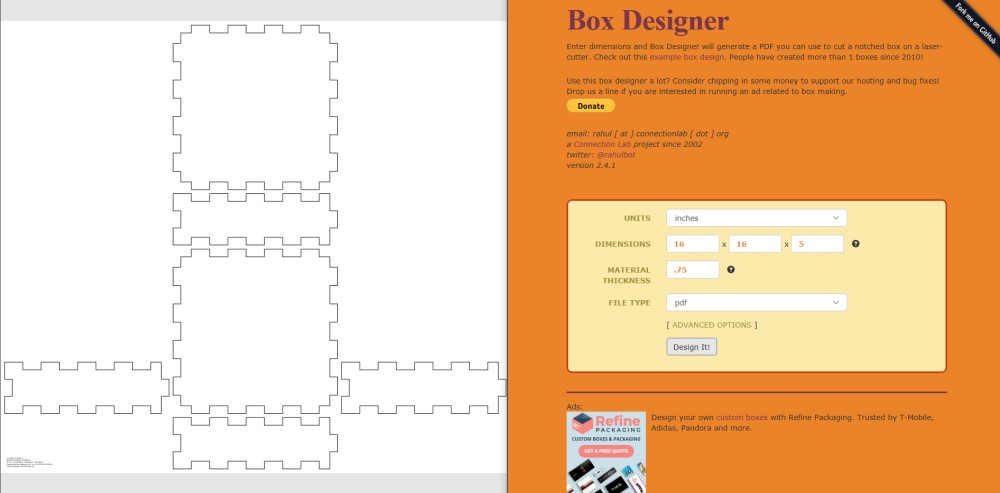
- The notched box takes more material (the thickness of the wood) to make at every joint. As you can see below I didn’t have that much extra space on the plywood to layout all the pieces if they were notched.
- Artistically, I finsh the notches to be a little distracting and gimmicky.
These are the main two reason I decided to just use butt joints, wood glue and finishing nails to hold everything together.

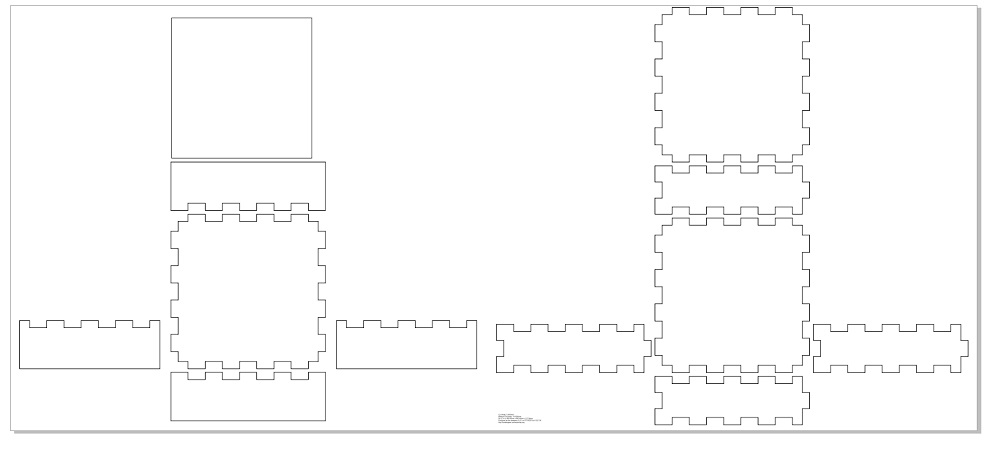
Lesson Learned¶
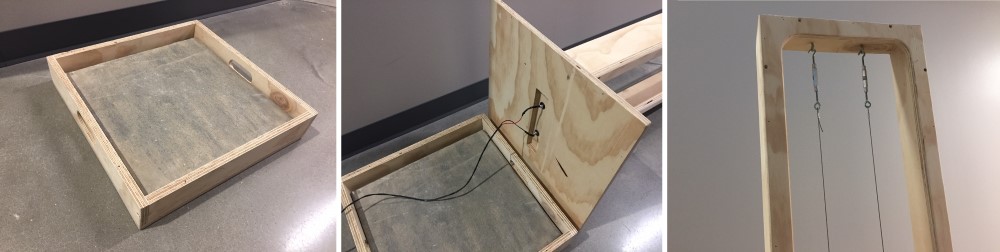
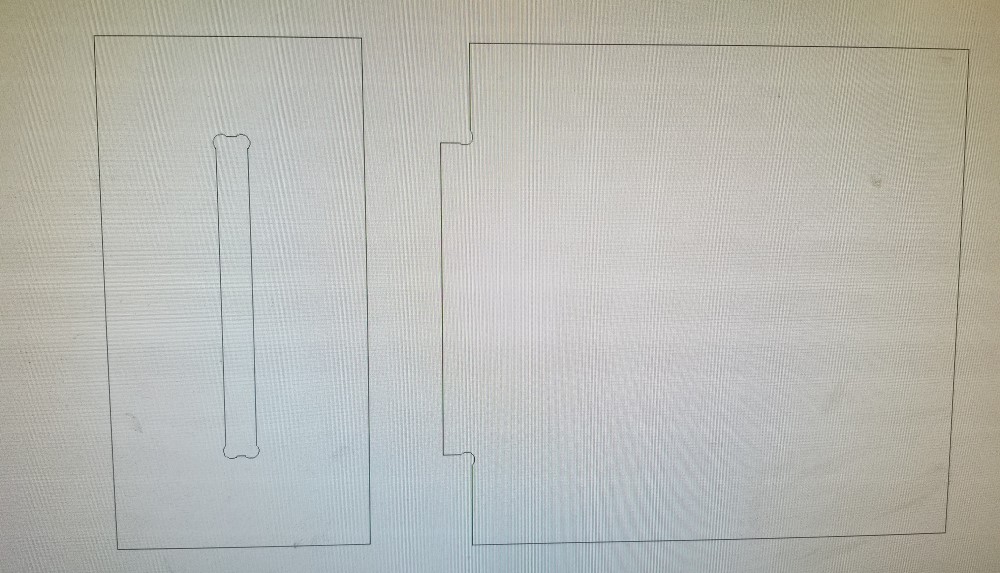
In hindsight I would go back and modify the notched box to use only for the base. I used screws and a butt joint to hold the top of the base box on. The power supply and weight is located in the base box so this is the one piece that can’t be a permanent joint. Below you can see how I modified the generated box on the right to only have notches for the top.
CAD with VCarve¶
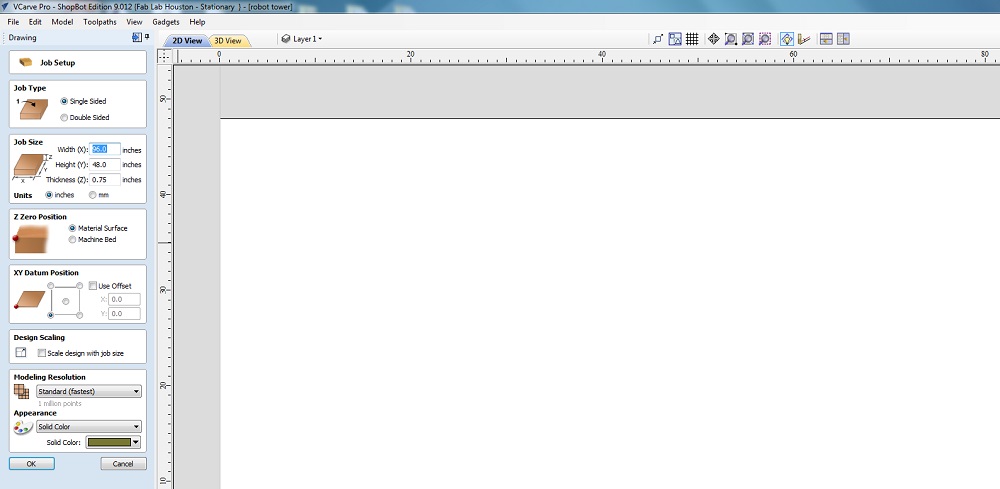
For the CAD design I found VCarve easy to navigate. I started by defining the plywood size.
Then, I added all the rectangles to the board and defined each shapes size based on my sketch.
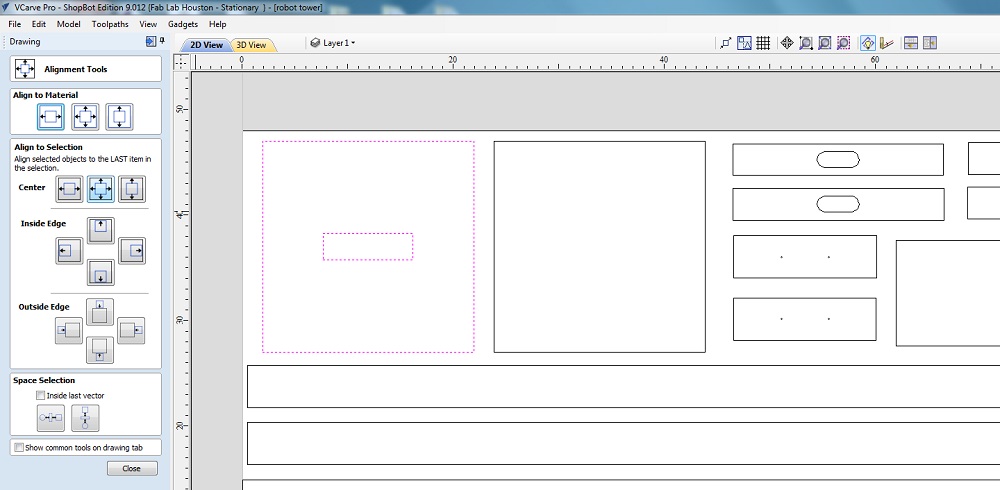
The Alignment tool came in handy when centering shapes. I just SHIFT/CLICKED multiple objects then clicked the align tool that matched my desired result.
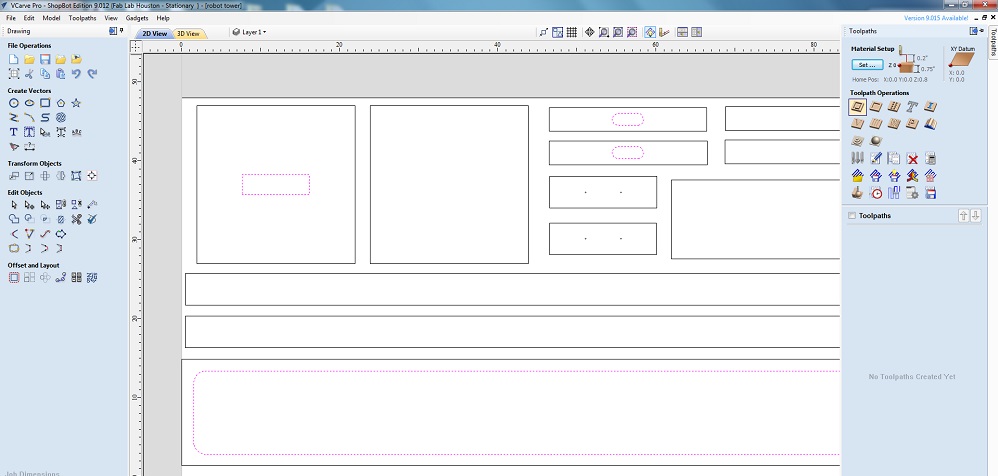
CAM with VCarve¶
VCarve for Shopbot must have the most straight forward CAM process. The CAM toolbar is located on the right side of the program window. There are preset types of cuts. The top left icon, 2D Profile Cut, is for cutting all the way through material. This is the only type of cutting I am going to need for this project.
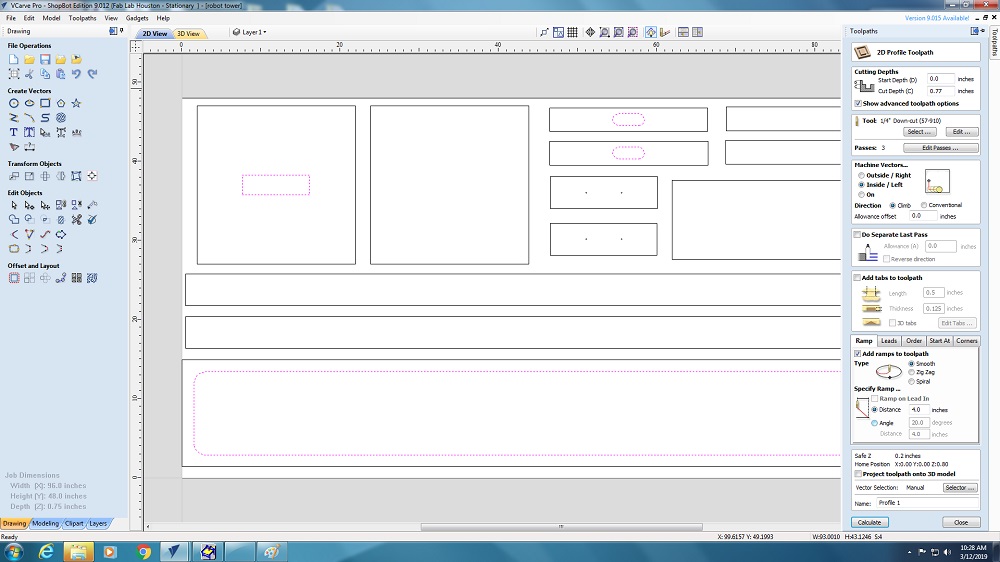
Once the icon is selected all the setting appear. Since the material is .75” thick I am setting the cut depth to .77” so the bit cuts clear throught the material. I’ll be using the .25” down cut bit that was tested above.
I will need to make two seperate cut paths. This one in the image willbe for everywhere that needs an inside cut and the second will be for everywhere needing an outside cut.
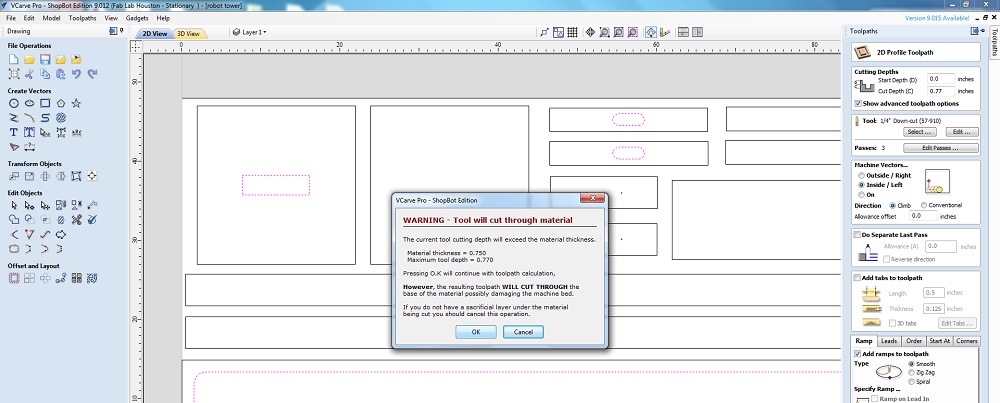
Once I double checked that all the settings were accurate and clicked CALCULATE at the bottom of the tool bar, a pop-up window appeared. Although it seems alarming that pop-up is just letting me know the bit will cut all the way through the material. Since I want this to happen I clicked OK.
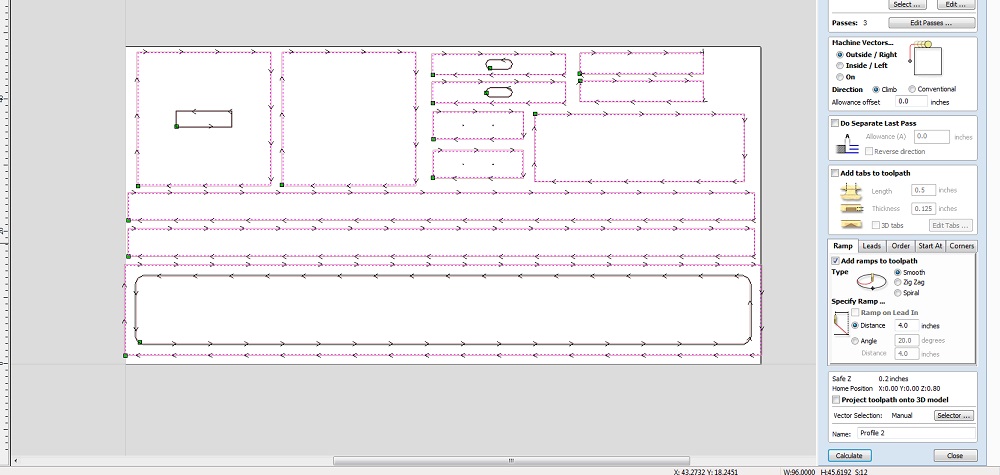
Here is what the file looks like with the two cut paths. The arrows represent the toolpaths.
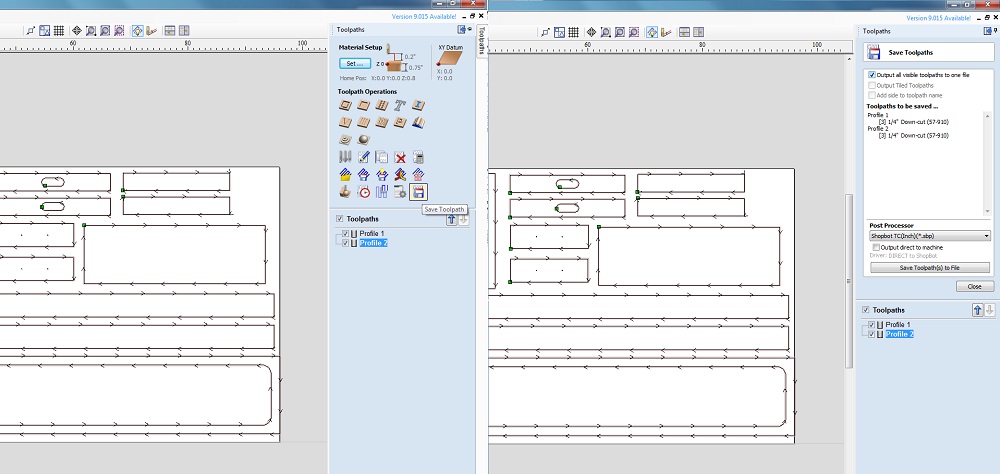
There is a seperate save option on the CAM toolbar. After clicking SAVE the save menu appears. I selected both toolpaths (inside and outside) then selected OUTPUT ALL VISIBLE TOOLPATHS AS ONE FILE.
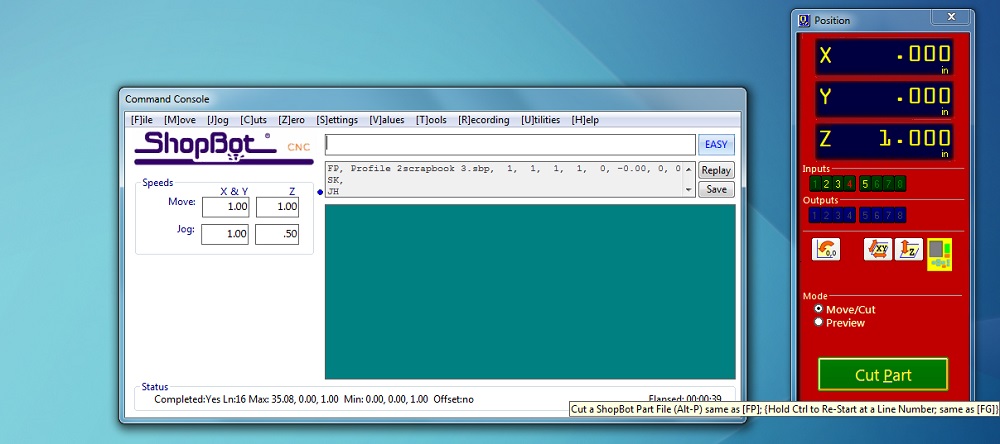
The final step is simply clicking CUT PART and selecting the toolpath file previously saved to start cutting.