Assignment :
Group Assignment : review the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them
Individual Assignment : Design a 3D mould around the stock and tooling that you'll be using, machine it, and use it to cast parts.
Though 3d printing and cnc machining is good in creating complicated 3d geometries .It is very inefficient is replicating similar designs .Though there are faster and more precise machines are developing like SLS(selective laser sintering) and CLIP(Continuous Liquid Interface Production ) still it is consuming more time . So if we are looking for a rapid replication of an already existing slightly big object the best way so far is molding and casting .Once we created the mold it is just the curing time is needed to recreate the original one .Another advantage of molding and casting is that we get exact replica of the original one .We all are done some sort of moulding and casting in our life .Sometimes while helping our mom in kitchen or while playing in the beach etc . So the basic knowledge about molding and casting ain't strange to me .But i was really curious about the modern days molding and casting materials ,silicone ,liquid ,plastics aloys etc.So there are lot more for me to learn .
If you are looking for a simple and good introduction to molding and casting i think this instructables page will help you a lot
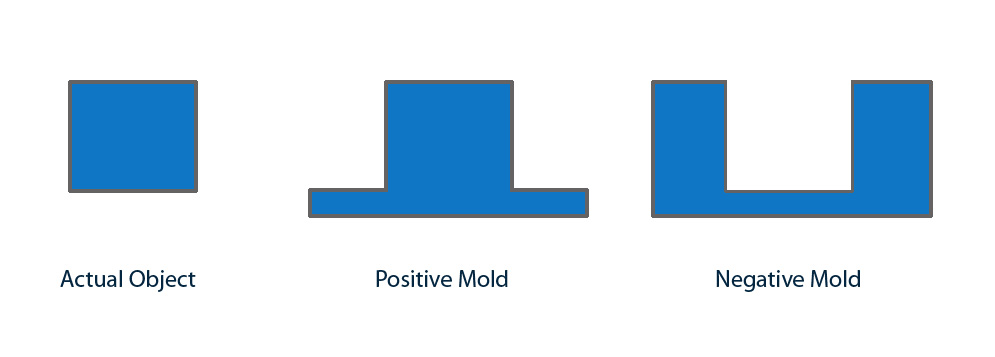
A positive mold is an exact replica of the desired object . It directly applicable if we are working on composits ,vaccum forming , sheet metals etc.For casting it could used to create negativce moid or could be used in 2 part casting.
A negative mold is usually used for casting liquids like liquid plastic ,molten metal ,gypsum ,cement etc
The decision to use a male (or positive) mold or a female (or negative) mold depends on the shape of the part, where tolerances are important, surface finish, mechanical requirements of the finished part, and many other factors
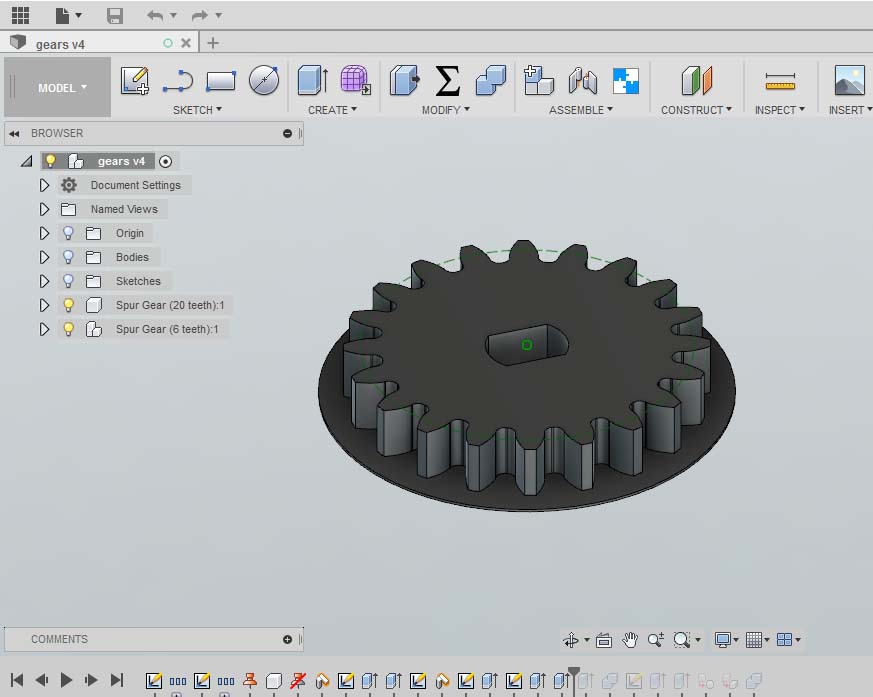
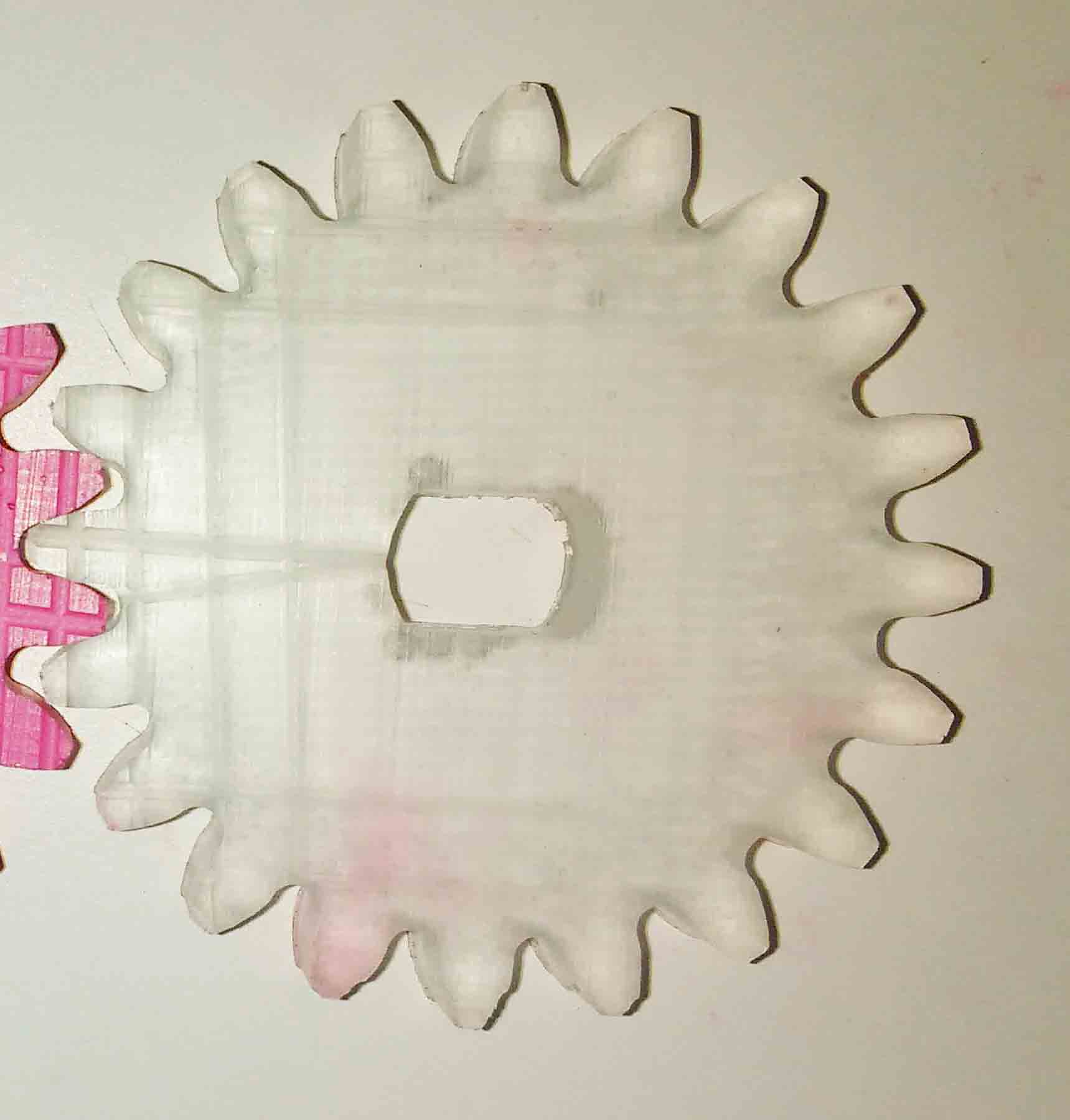
I decided to create simple spur gear for my final project in this week .I think this will help me to understat more about the strengts and weeknees of molding and casting methode .
It is much easier than I thought to determinantsdesign a spur gear in fusion
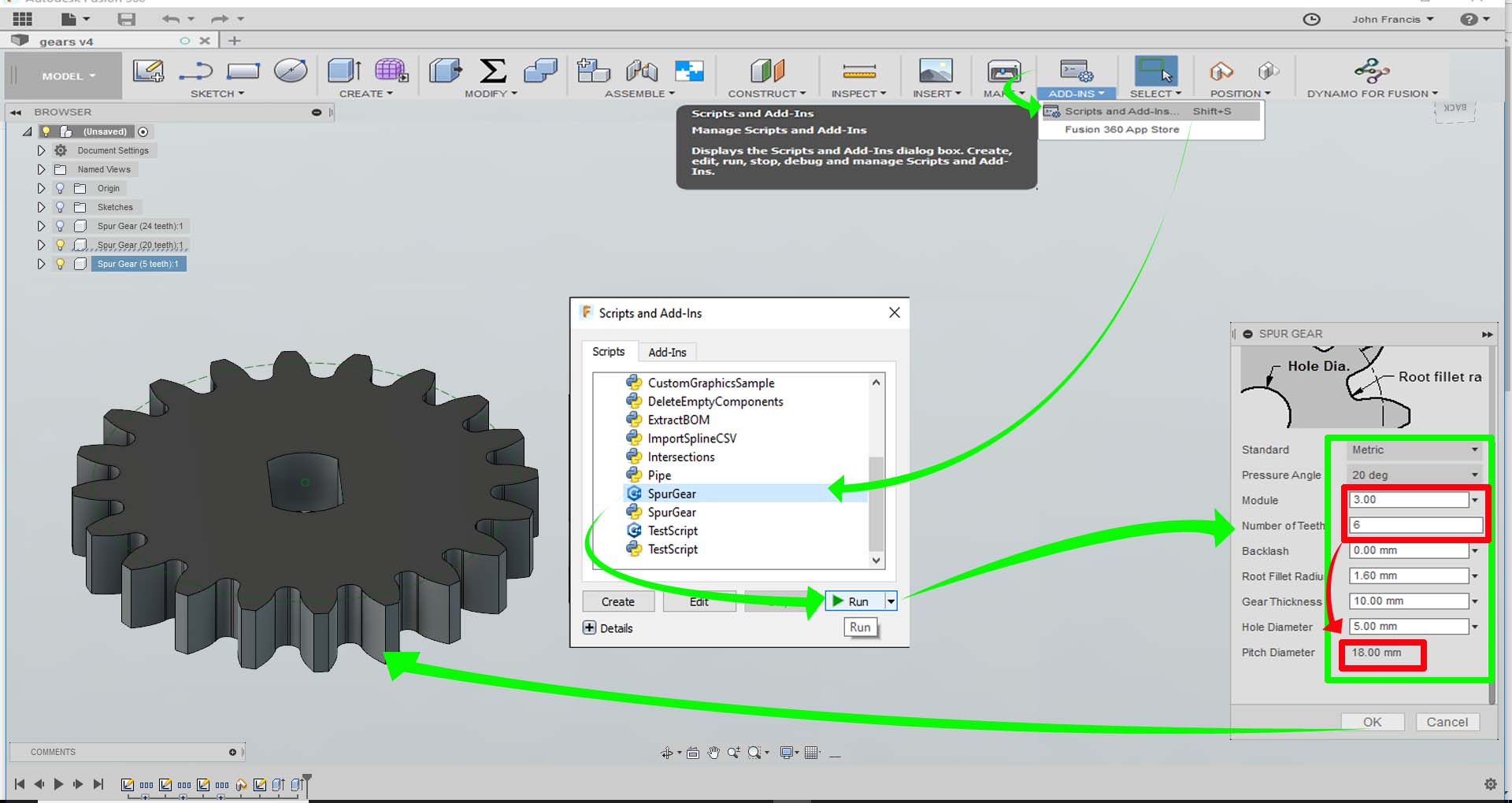
For setting origin see my week 5 page
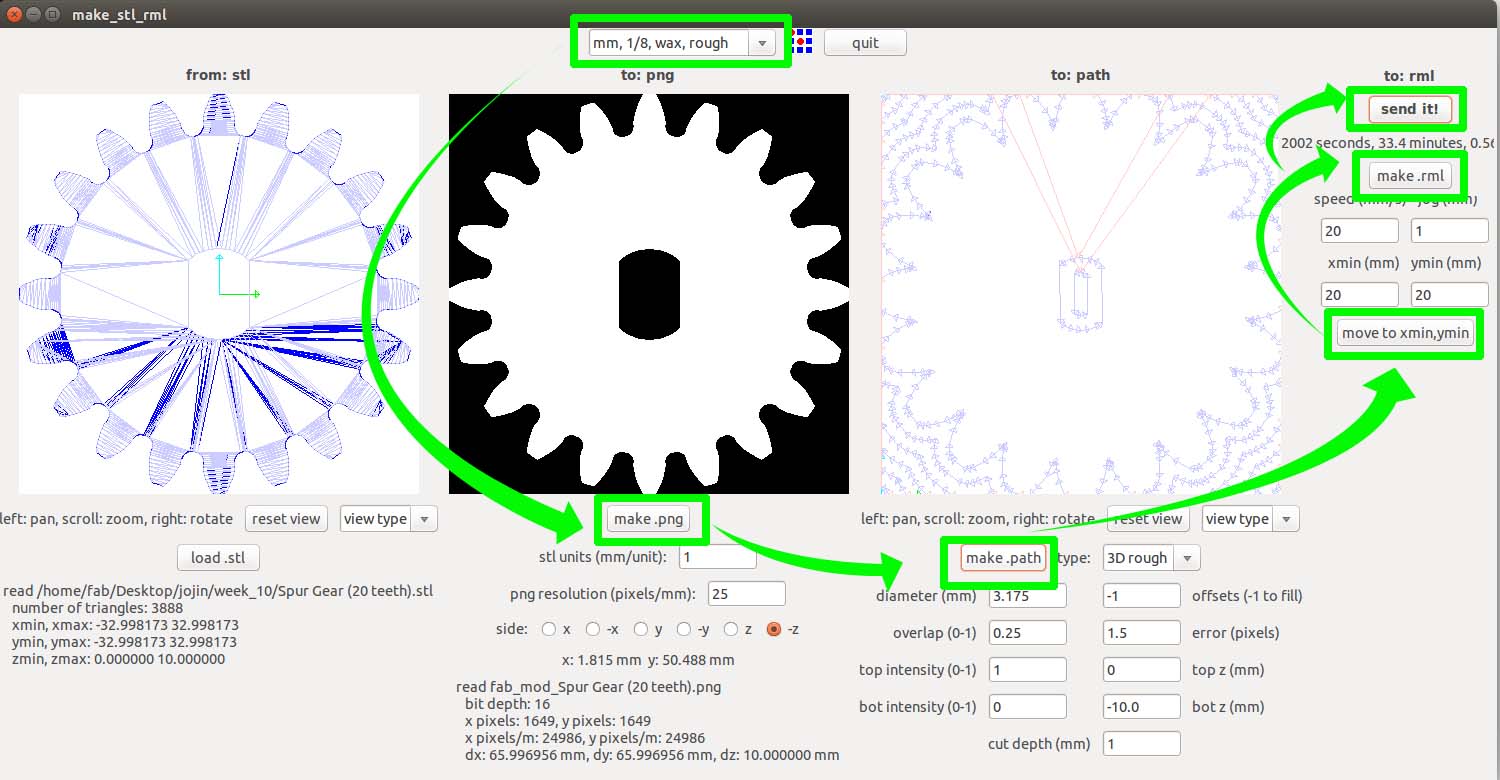
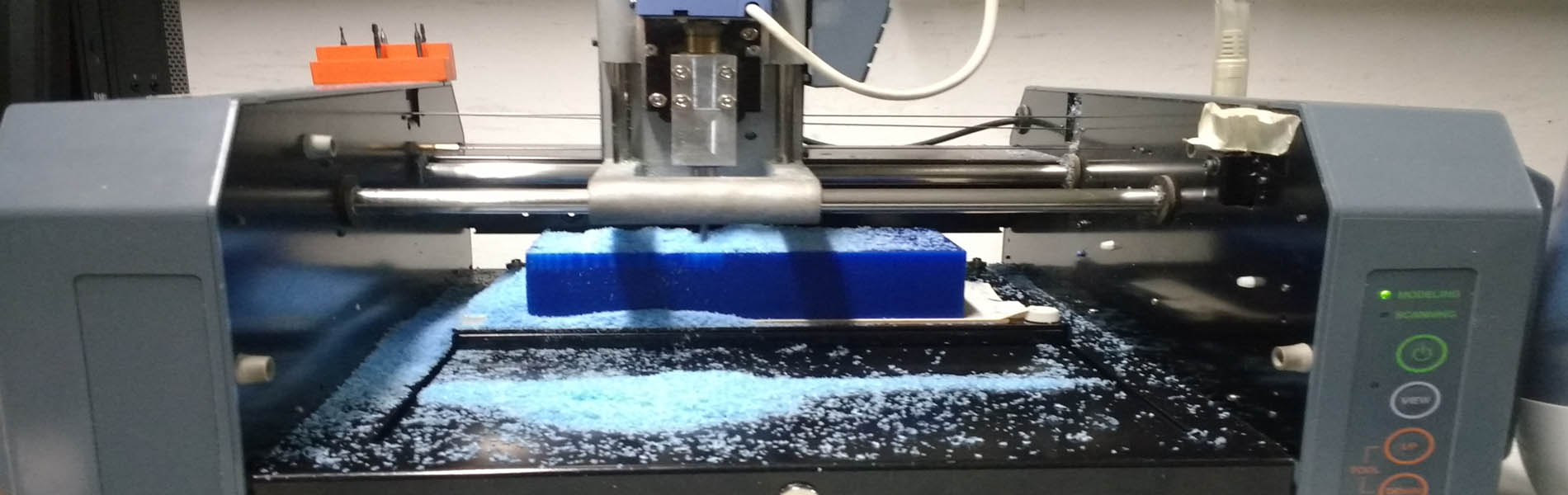
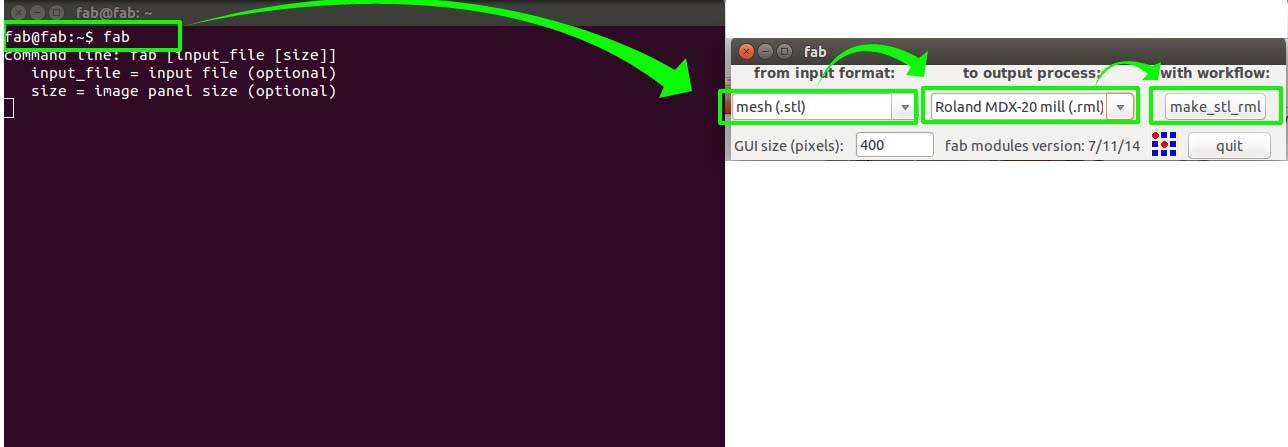
I was using 1/8 inch milling bit for rough cut.So first choose the bit
>Remark! Though I uploaded my complete model in stl to the fab module it is not creating the complete tool pathe
It is not generating path for the edge components
After some experiments I found that the software assumes my stock material is exactly the size of my model. It preventing the tool to move outside the stock .So I desided to modify my design.
I added an extra base to my model .Now my stock material is bigger than my model and the tool can easly move arround .Againe I generated the tool path.
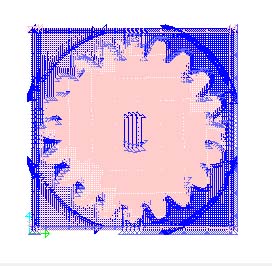
It works !!!
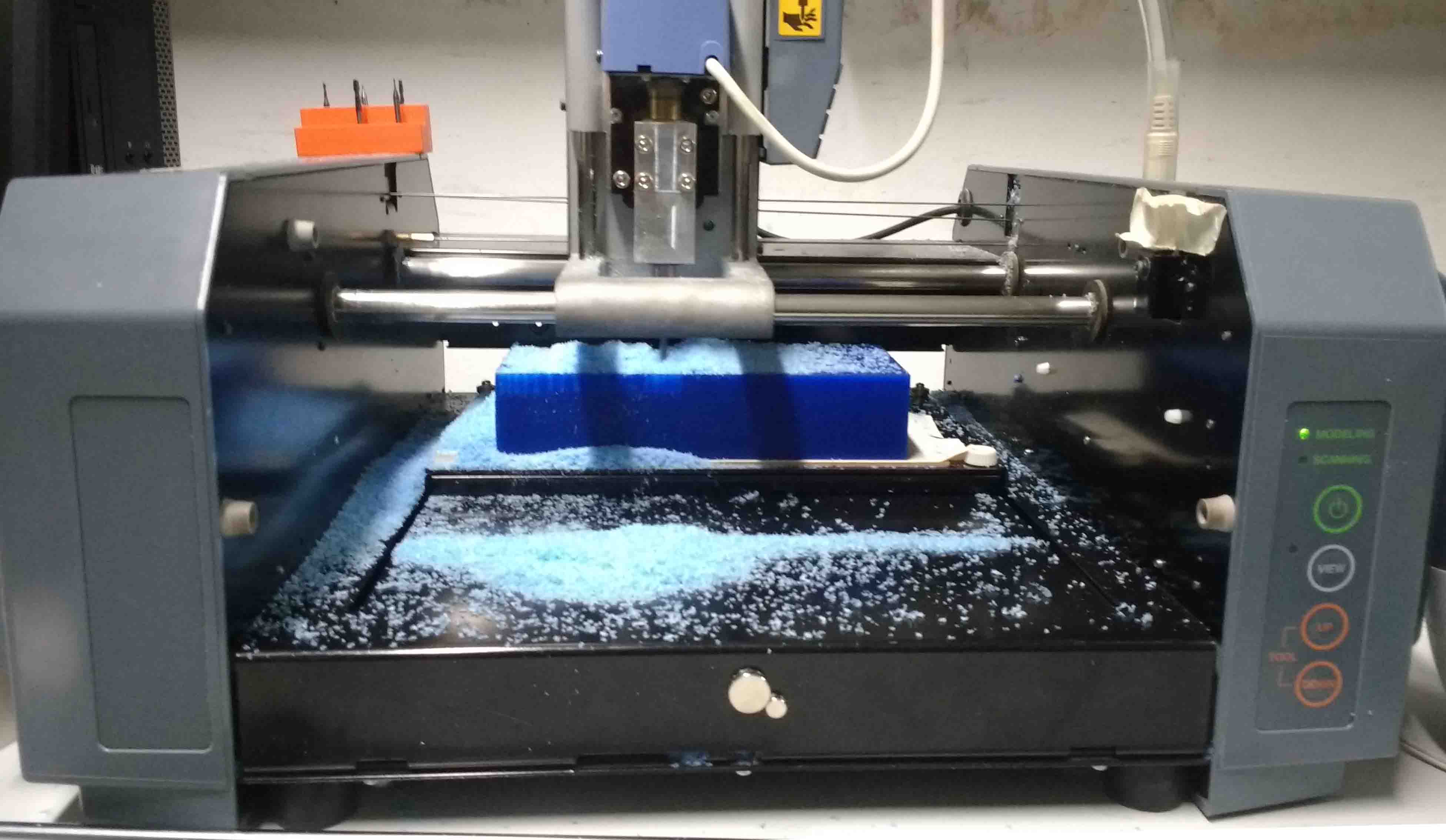
After completing the rough cut clean the table .
Now we have to go for the fine cut
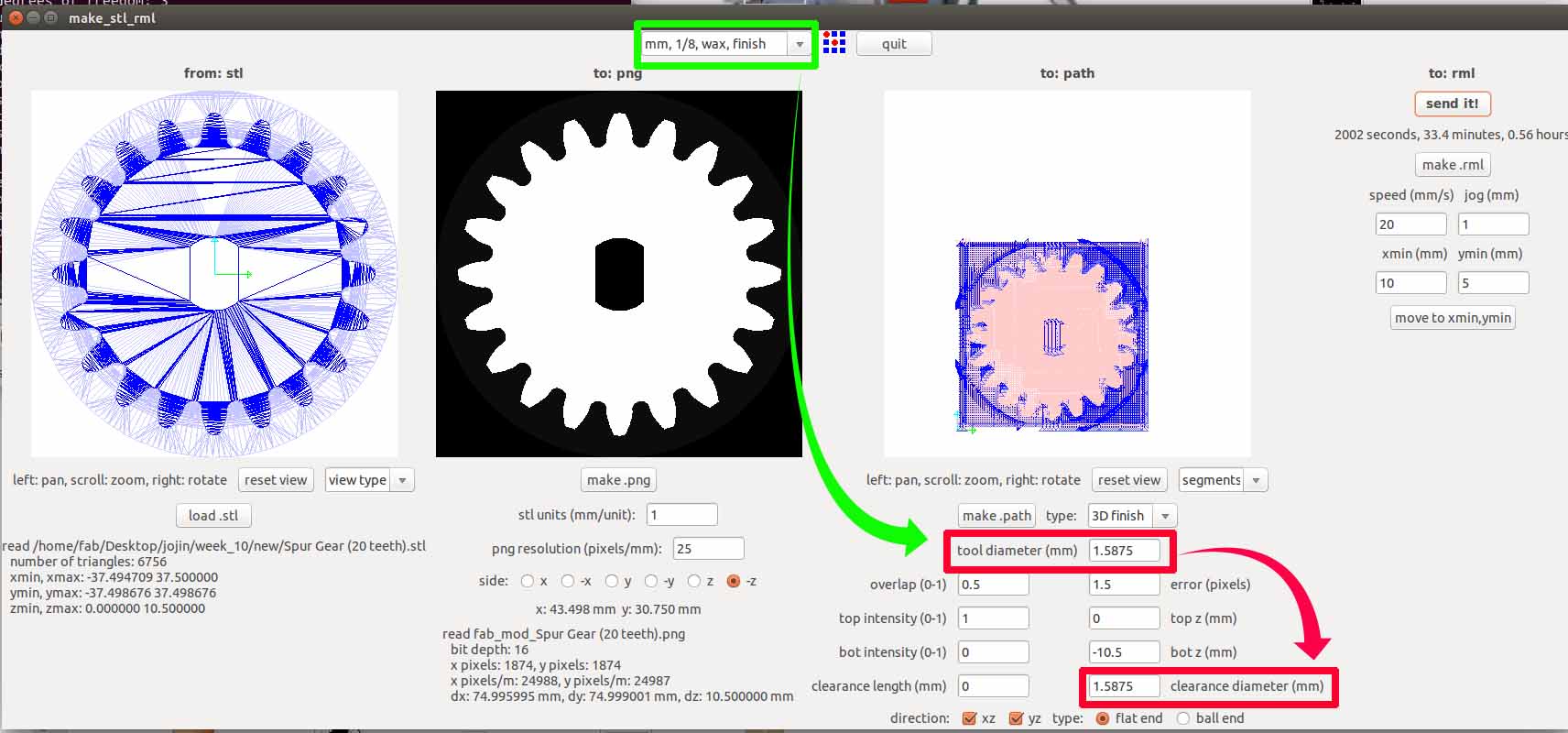
But there is a problem if I cut with 1/8 bit againe I could not get the refinement I needed for my gear the root fillet radius i needed is 1/16 inch . and there are no options for 1/16 in fab module so i choose 1/8 smooth cut and edit the tool dimensions innorder to adapt with 1/16 inch bit
set tool dia AND clearance dia to 1.5875 mm
And proceded
Remark! Again ! The cutting length of the bit i needed is 10 mm unfortunately the 1/16 bit shorts arround 1 to 2 mm . So suddenly U abort my mission
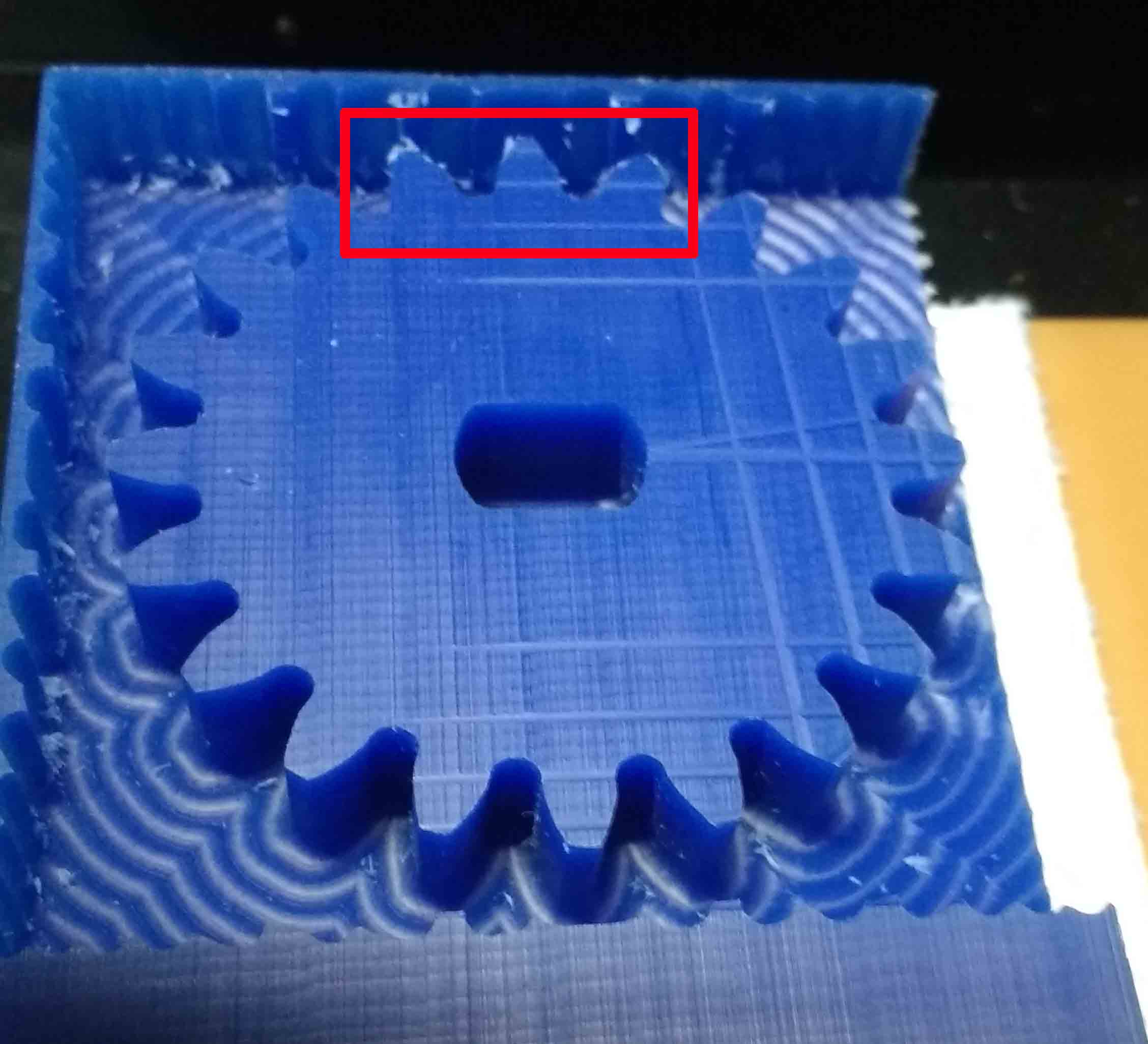
Since the Z movement exceeded the flute length the shaft touched the wax slightly . Luckly i aborted the machining soon. Since didn't had any curved surface otherwise my surface finish was good . So i decided to proceed with creating my silicon mold.

Though I visualy aligned my stock material in bed correctly I loose one side in stock material. So I have to fix it I used some molding clay and some used PCBs to fix that side

In our Lab the Inported silicone materials were expired so I decided to use the local available material.
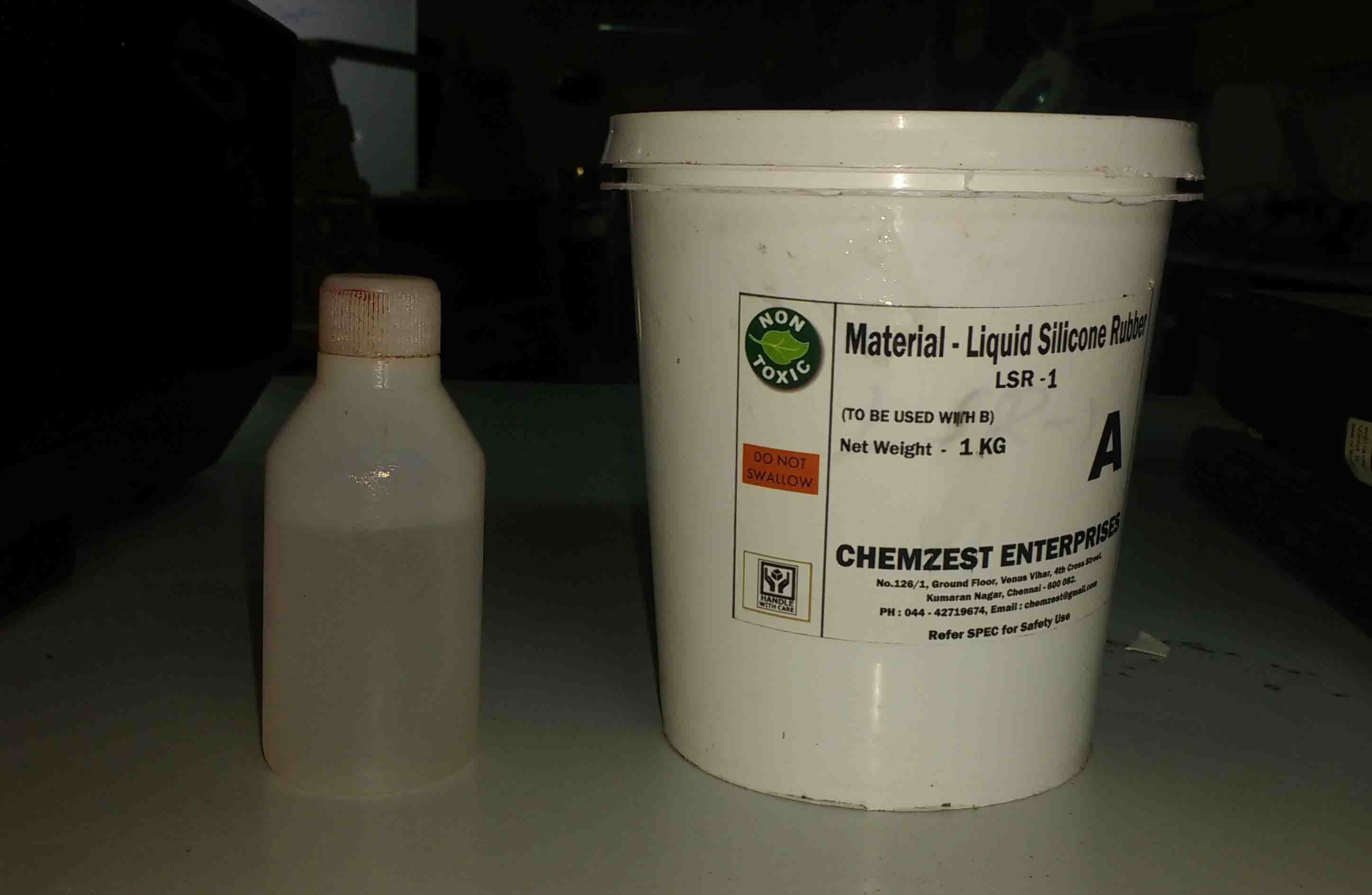
I used LSR 1 for my mold
befor you use any chemical clearly read the data sheet of the material . Some are cancerogenic so proper precussions should be taken.
Take Part A and B in the Ratio 100A:10B . Mix A befor adding B to it.Try to mix bot together with out taking the stick out of the glass.This will prevent inducing air bubble in to the liquid
After completing the mixing pure the liquid in to the wax mold from a height about 10 to 15 inches above the mold this will stretch out any trapped bubble in it . Let it cure for 24 Hours


Now we have to cast in our rubber molds.
Casting is a manufacturing process in which a liquid material is usually poured into a mold, which contains a hollow cavity of the desired shape, and then allowed to solidify. The solidified part is also known as a casting, which is ejected or broken out of the mold to complete the process. Casting materials are usually metals or various cold setting materials that cure after mixing two or more components together; examples are epoxy, concrete, plaster and clay. Casting is most often used for making complex shapes that would be otherwise difficult or uneconomical to make by other methods,

in here we are using Smooth-Cast® 300 Series of liquid plastics are ultra-low viscosity casting resins that yield castings that are bright white and virtually bubble free. Vacuum degassing is not necessary. They offer the convenience of a 1A:1B by volume or 100A:90B by weight mix ratio. The differences between them are pot life and demold time. (source :- https://www.smooth-on.com/products/smooth-cast-305/
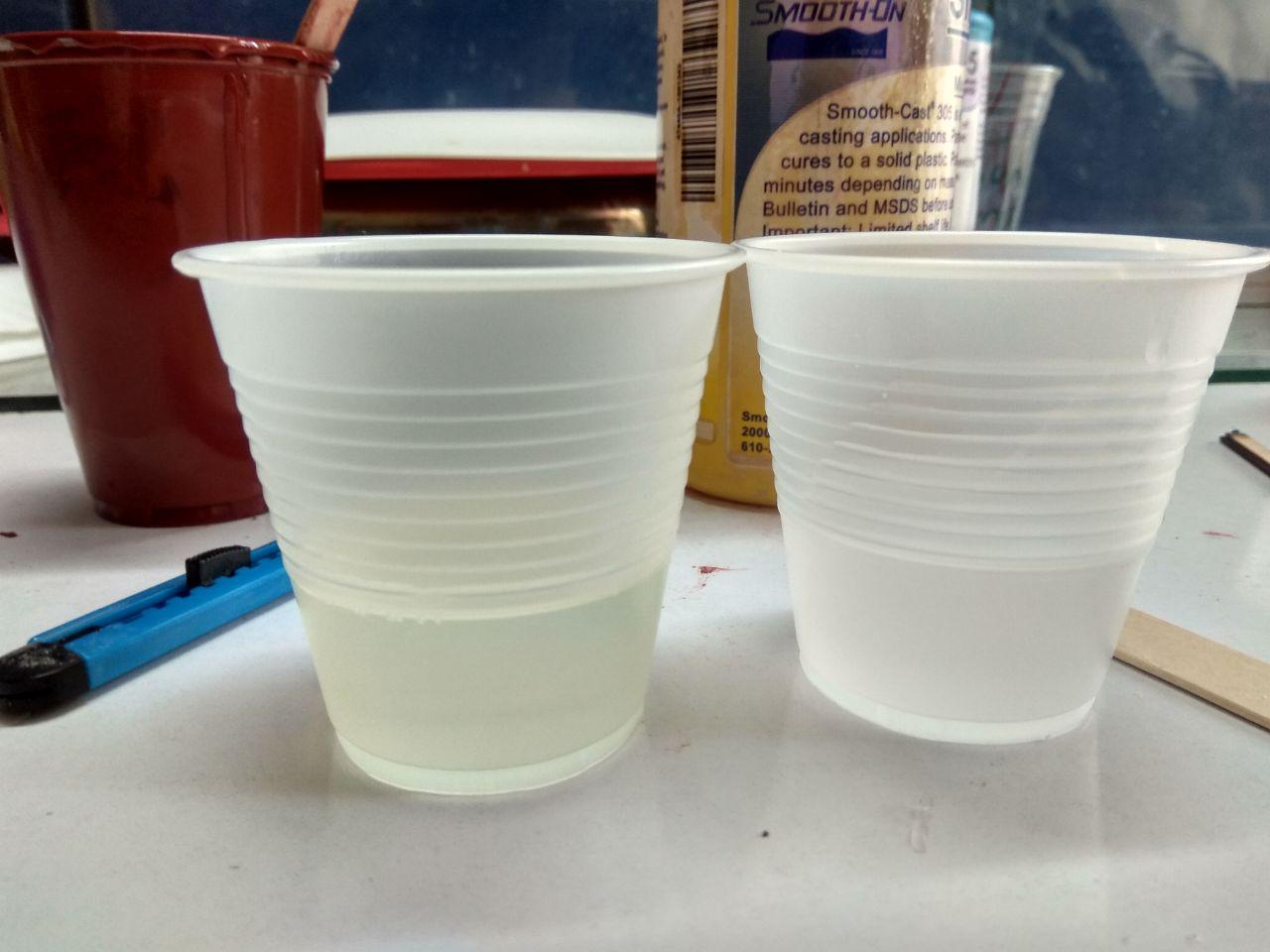
next we need to take equal amounts of Parts A and B into mixing container (100A:90B by weight) and mix thoroughly. Stir deliberately making sure that you scrape the sides and bottom of the mixing container several times.

we have used different pigments to make our cast look better.

Pour the mixture for 10 t0 15 inch heigh to a single spot at the lowest point of the containment field and let the mixture seek its level. This will help minimize air entrapment.
Cure Time is about 30 minutes

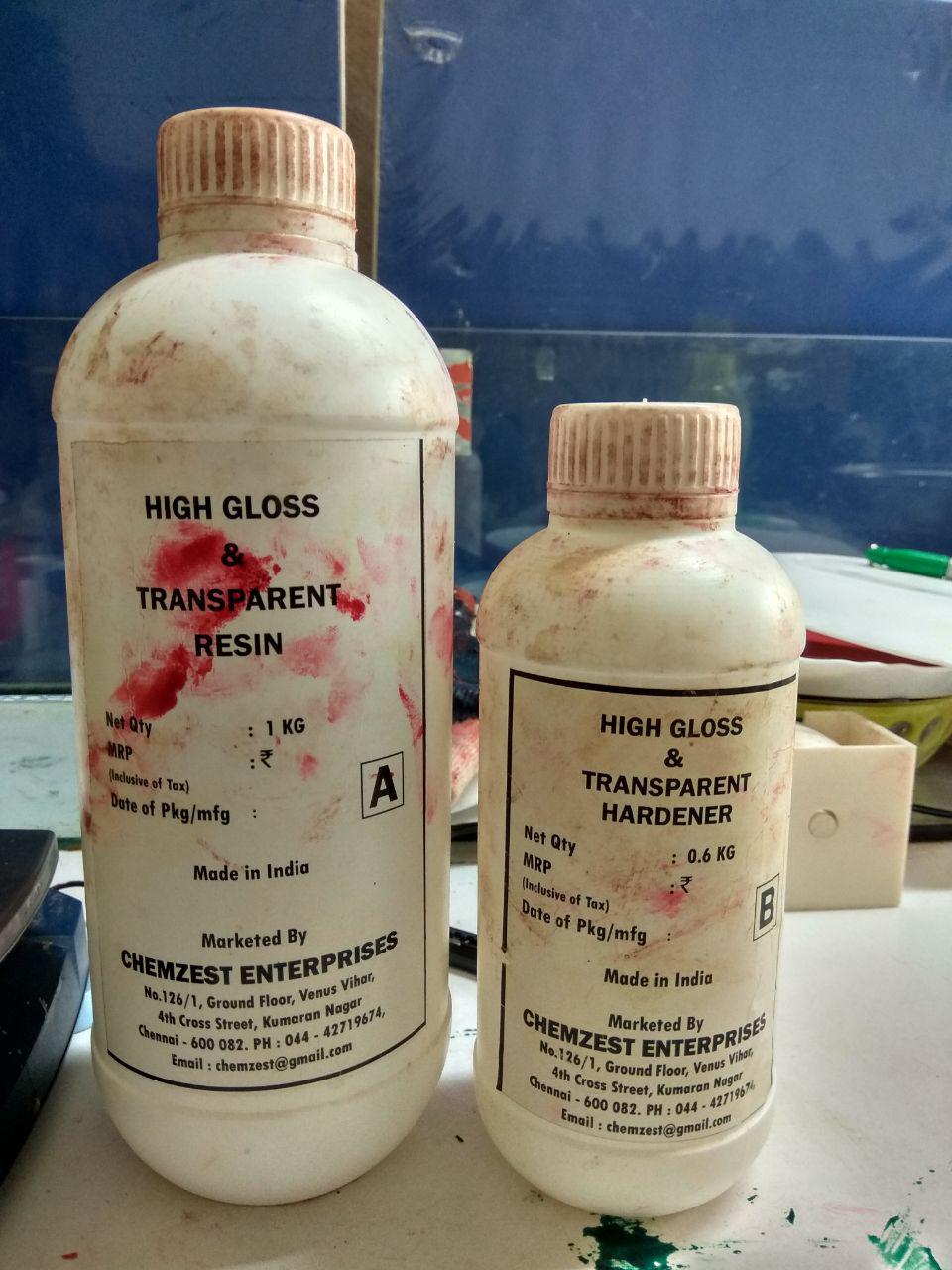
Clear Epoxy Casting Resin can be used to mould / cast statues, cover artwork ( paintings, sculptures etc ) , souvenirs, laminate tabletops or even to encapsulate an item in a clear, glossy varnish for eternity. The resin is also used to encase electronic components e.g pc boards, LED lights etc. Resin and Hardner have 100:60 ratio and cure time is about 5 hrs .
I used Instamold for metal casing my bike key.Get some hot water and put the instamold powder in it keep the soncentration in susch a way that it will stick like bubblegum

Put the mix in a box let it dry for a few minuts . It should not stick to our hand if we toutch them .Then carefully press your model material above the instamold .
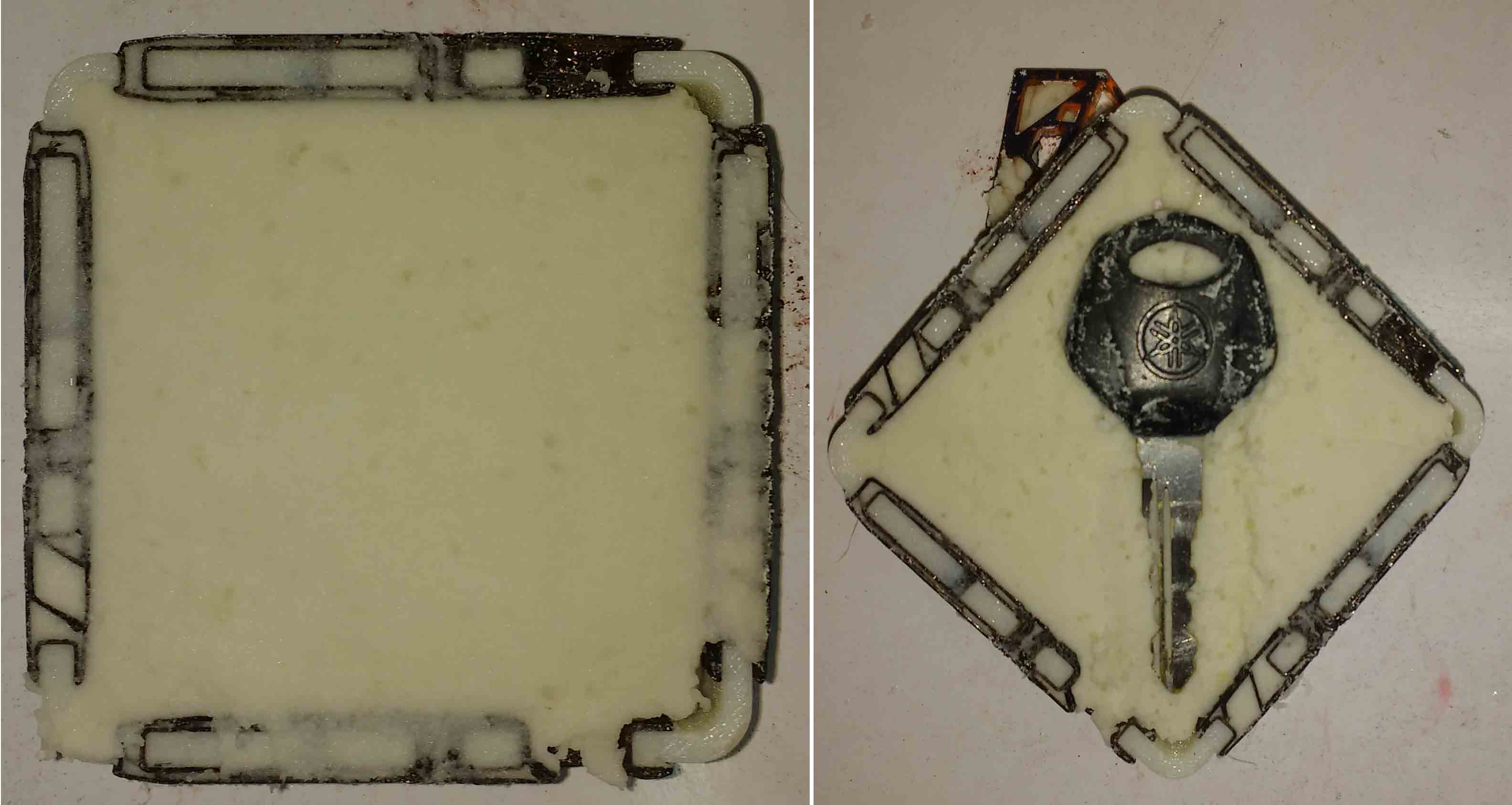
After removing the key we cauld see the negative mold of my model.Melt a bismuth in the furnes and pure in to the mold

Let it coole down for a few moments and take the cast out and polish it .This is my output.

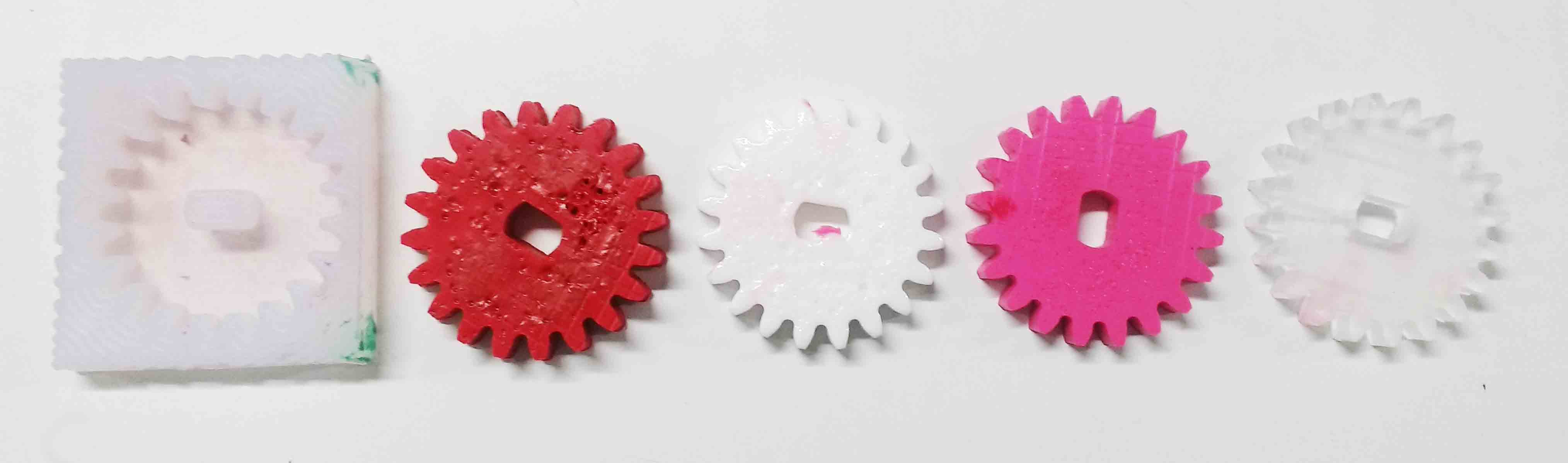
My different test castings.