I designed a two-part 3D printed mold in Fusion 360 that will be used to cast the silicone mold. The design process started with the candle shape I wanted to create.
Designing the mold master in Fusion 360
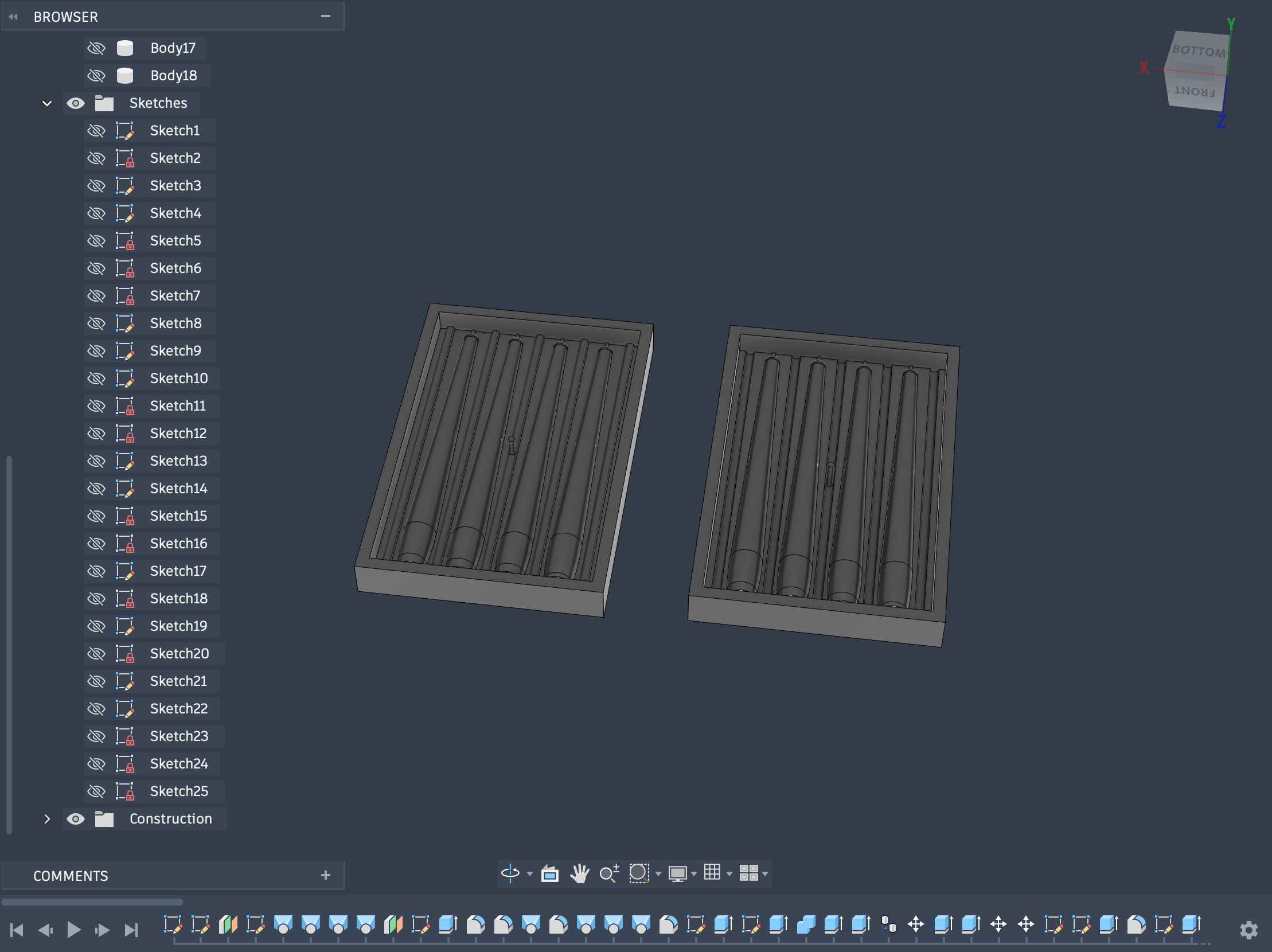
Design — 3D Model
3D printed mold master designed in Fusion 360 — click and drag to rotate, scroll to zoom
Design Approach
I designed the candle shapes I wanted — four candles in a row. Then I created a negative mold by cutting those shapes out of a solid block. This creates the cavity where the silicone will be poured.
Two-Part Mold with Alignment Features
The mold consists of two halves that fit together precisely:
- Alignment Arches: One side has long arches that protrude, and the other side has matching grooves. The arches sit inside the grooves to ensure perfect alignment between the two halves.
- Center Clamping Hole: I added a cylindrical hole through the center of both halves. This allows me to clamp the two halves together tightly during the silicone pour. The cylinder shape creates a hole in the silicone mold (not a solid post), which is intentional for the design.
- Precision Fit: The alignment system ensures the two halves line up perfectly every time, which is critical for creating a clean silicone mold without seams or misalignment.
3D Printing Settings for Smooth Finish
Since the silicone will pick up every detail from the 3D printed surface, I needed the smoothest possible finish. Each half took about 20 hours to print due to the precision settings:
- Printer: Bambu A1
- Quality Setting: High Precision mode — finer layer heights mean smoother surfaces and less visible layer lines
- Wall Thickness: Increased wall thickness for structural rigidity and to ensure the two halves align properly
- Why Precision Matters: Every layer line on the 3D print will transfer to the silicone mold, and then to the final wax candles. The finer the print, the less post-processing (sanding and filling) is needed.
Even with high-precision printing, I still needed to fill and sand the 3D printed molds to eliminate any remaining layer lines before casting the silicone. The smoother the 3D printed surface, the smoother the silicone mold will be, and the better the final candles will look.
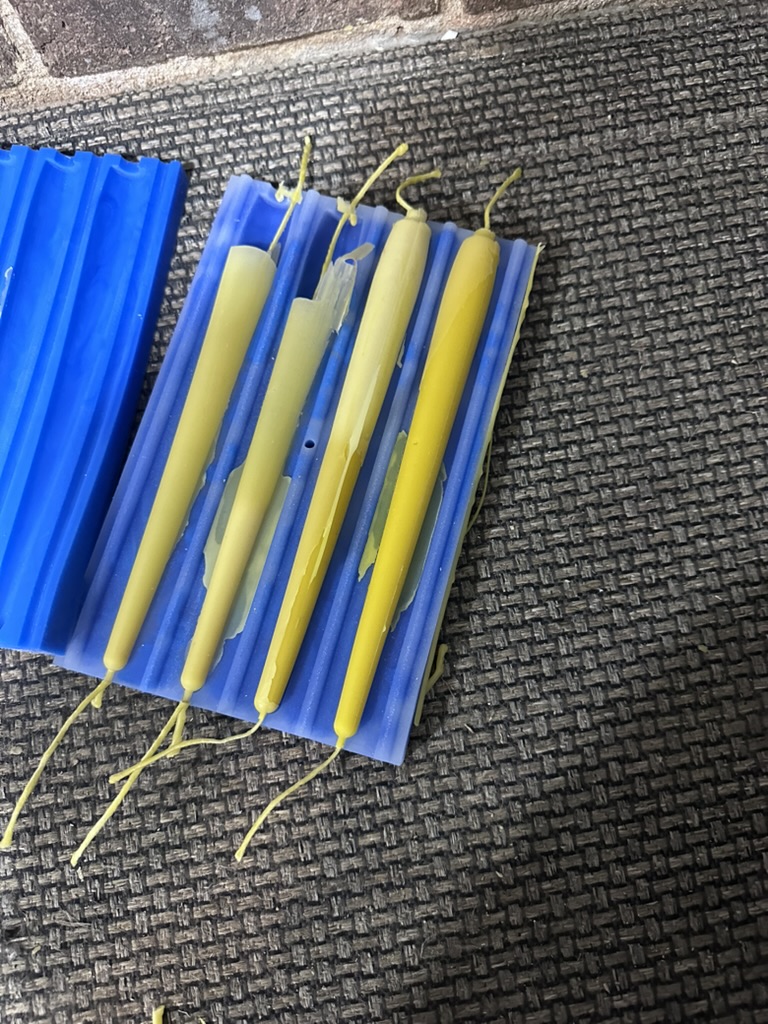
Mold Clamping Solution
I originally planned to design a 3D printed clamping box to hold the two silicone mold halves together during the wax pour, but the mold is too large to fit a holder on my printer bed and it would have taken an extremely long time to print. This is something I may revisit in the future, but for now I decided to lightly clamp the two mold halves together between two wood boards instead — a simpler solution that worked well enough to test the molds before fully committing to a printed clamping mechanism.