7. Computer controlled machining¶
What I’ve done this week¶
- create 2D design for CNC cutting
- cut wood in pieces by CNC and assemble them
Weekly Assignment Requirement¶
Group assignment
- Test runout, alignment, speeds, feeds, and toolpaths for your machine
- Document your work (in a group or individually)
Individual assignments
- Make (design+mill+assemble) something big
Description of Assignment Work¶
Using a CNC router, I needed to make something big this week. I could decide what to make freely on this week’s assignment. So I tried to make shelf for kitchen which could also be cooking table to cut ingredients on its top.
There was no huge CNC router in FabLab Kamakura. So, we had to find the place to do. We asked Mr. Masato Takemura (manager of FabLab Hamamatsu and also the graduate of FabAcademy in 2014) to let us use their one and he allowed to do so willingly. Then, we went on a short trip to Hamamatsu about 250km by car (thanks you Rico-san) and Shinkansen (Bullet train). I greatly appreciated his kindness and hospitality.
sketch¶
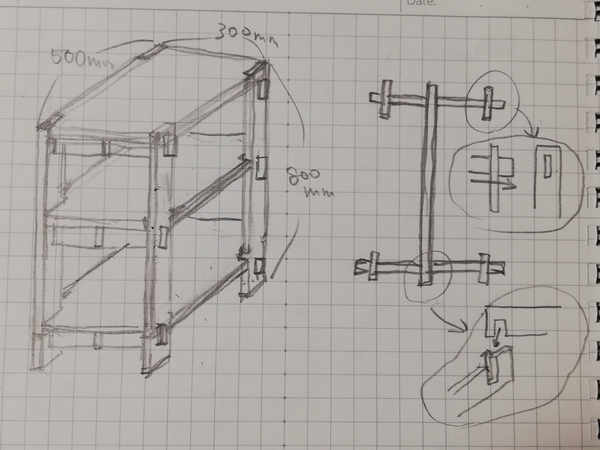
designed the height of it as high as the kitchen of my home to cook comfortably.
3D model¶
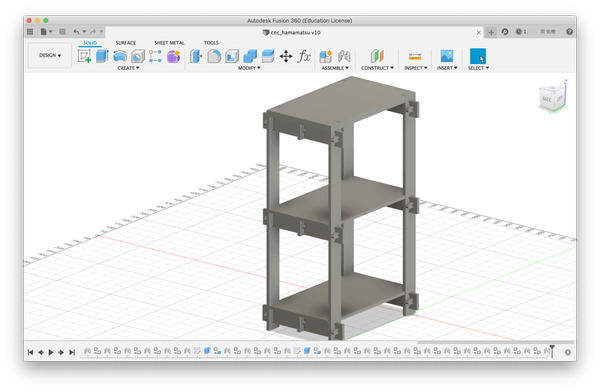
I created 3D model by fusion360. Firstly, I made the model assembled as the shelf. then I took it apart as the parts to export cut data for CNC.
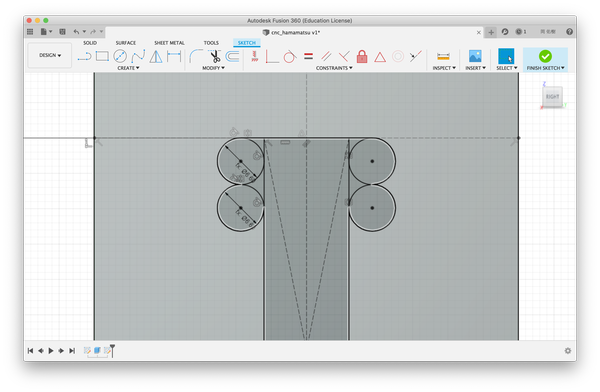
I tried to make joints without extra material like screws.
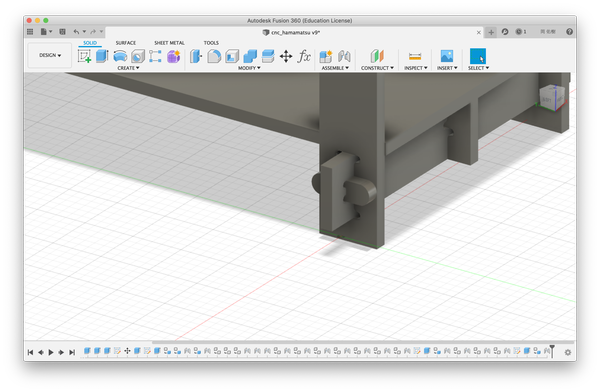
this is the zoom up image of the joint part
before cutting, I should have know the feature of cnc machine. it is not possible to cut inside perpendicular shape directly. so I have to design the joint parts with circle cut.
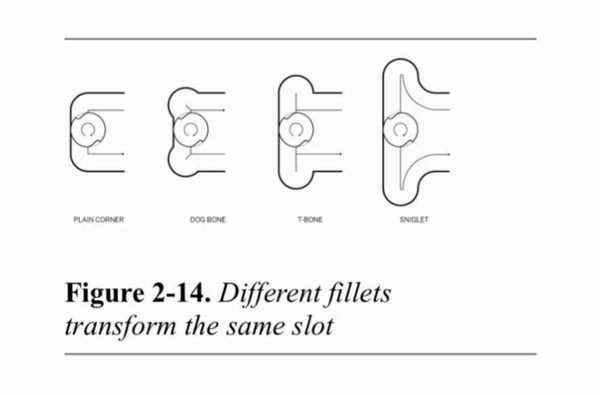
I found a good diagram from the instruction book. it said that the singlet joint shape could be cut smoothly because it would not make reverse movement of the router head.
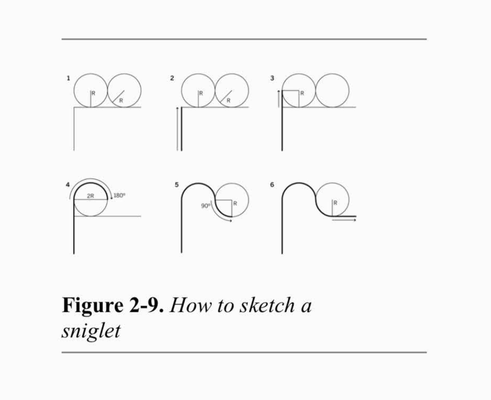
here is how to design singlet fillet.
set four circles on the line and trim extra part from it for the design. the diameter of the circle is the number of the drill’s diameter by 1.1. so this time it was 6.6mm.
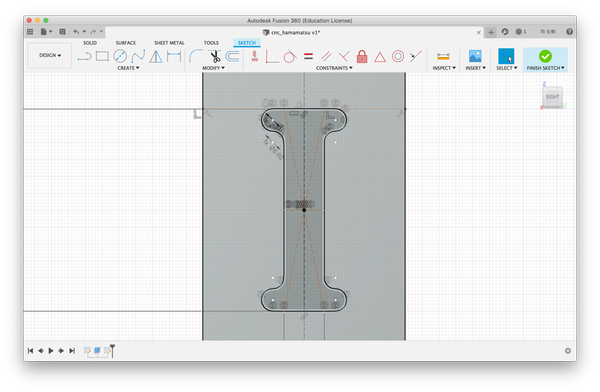
this is the shape of the joint of singlet fillet. using mirror function is easy to use
sketched the rectangle with the size of the whole board you would cut actually on the XY surface.
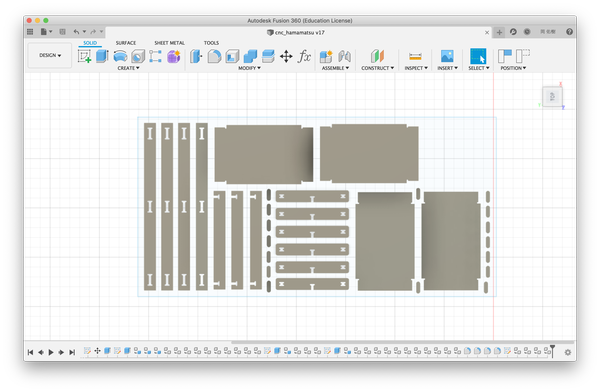
then, placed all the parts neatly within the area of it. it didn’t matter about how far from the surface on Z direction at that time because they would be projected.
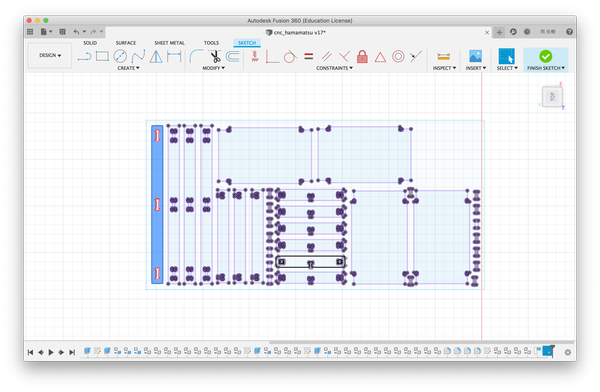
projected all the parts on the XY surface. and saved the sketch layer as a DXF file.
editing it on inkscape¶
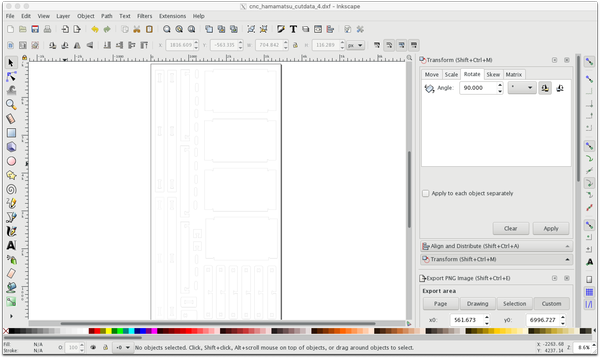
open the file on inkscape and reorder the parts.
the drill’s diameter was 6mm so I put a 18mm square to keep the distance of each parts(6mm for remaining and 12mm for drilling).
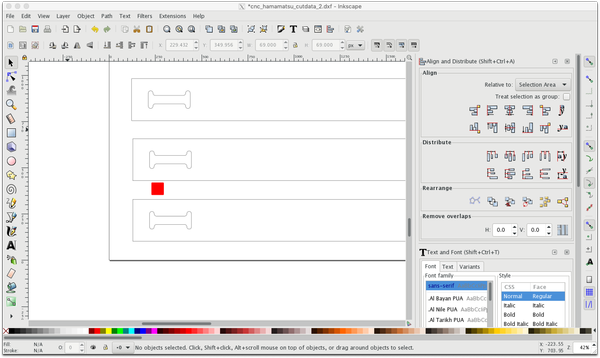
test cut by laser cutter¶
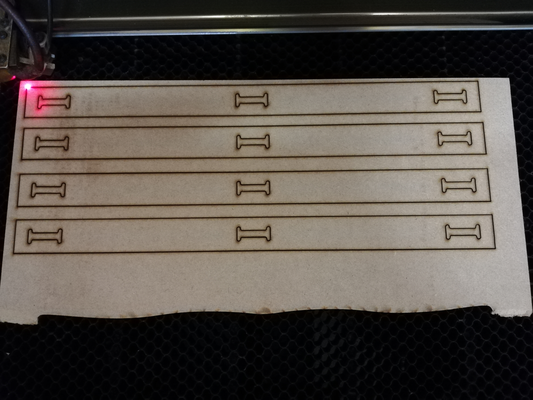
tried to make test model with laser cutter.

assembled the parts. it was okay but the joint was too loose because I had to changed the width of it when I converted the data for laser cutting.
cutting by CNC router¶
setting the board¶

I picked the OSB plywood for the material. It was affordable (about 1,500 yen(almost 14 dollar) for 1820mm by 910mm by 12mm) and easy to cut. I also liked texture of it.

CNC machine in FabLab Hamamatsu. “cnc router ZN1325”. it could cut the board size of 910mm by 1820mm big.

set the plywood on the sacrificial board by six screws.
setting CAM software¶
used free CAM software called Cut2D.
set the information of workspace at first.
1. create new file
2. put the size of material(width, height, thickness)
3. select the origin point (chose left the bottom this time)
4. import vector file I designed
5. pick a toolpath operation(I picked profile toolpath for cutting as fllowing the vector line)
6. input cutting depth (thickness of the board (12mm))
7. tool edit pick proper tool and set path depth (this time 6mm end mill and depth would be good to be the half of the diameter of the mill in theory)
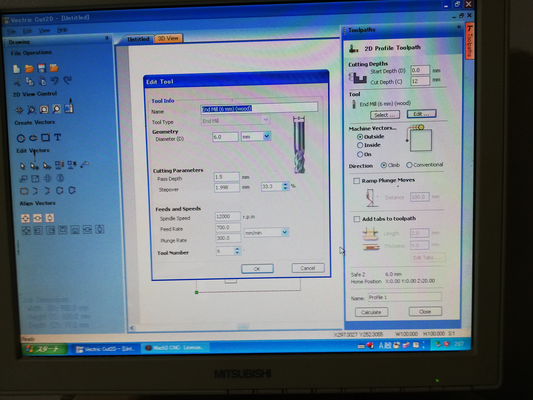
8. pick the path of the mill to the vector(outside usually) and direction (conventional should cut the edge beautifully)
9. set the tub for the cutting parts stable
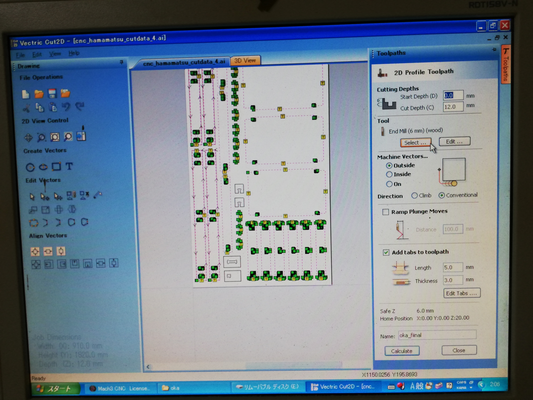
10. name the file and calculate. then 3D path data comes up
11. save the toolpath data
setting done!

when I only set one tub at first test cut, the part was separated from the board. so put more than two tubs on one parts
set tub again. carefully this time
setting CNC controller¶
used Mach3 as a CNC controller. Possible to use variety of CNC machine.
1. set X, Y and Z’s zero positions (move the endmill to each zero positions and press each Zero buttons)
2. push Load G-Code button and select g-code file to load)
3. check safety around you and workplace
4. press Cycle Start button to start to cut
if something unexpected happen, hit the Stop button or emergency button.
when whole process stop (spindle completely stop) move the spindle to safe position.
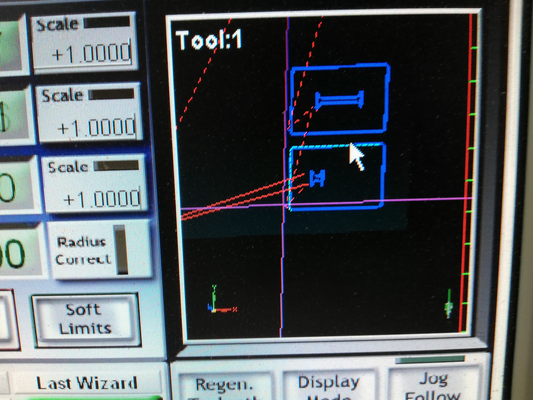
possible to see toolpath. blue line for cutting and red line for moving the endmill in the air.
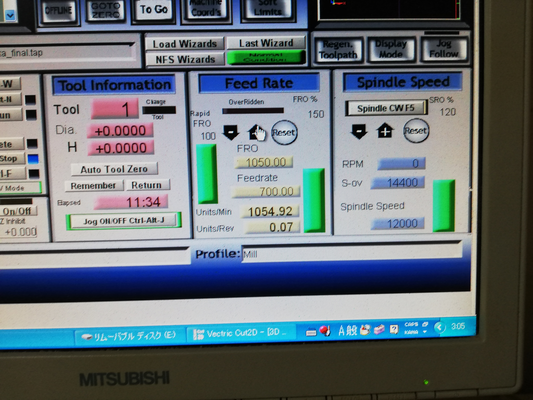
control feed rate and spindle speed to cut nicely
- feed rate - the speed of axis moving
- spindle speed - the rotation per minute of spindle
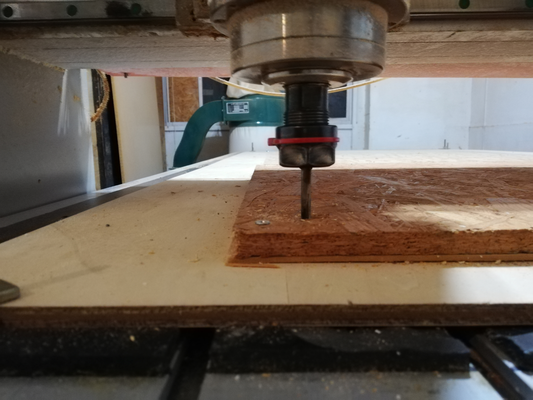
setting the endmill and its origin¶

the endmill was 6mm strait type.

Set origin

XY origin
Z origin
I was told the good position was that tip of the endmill was slightly stabbed.

but I might stubbed it too much. it ended in cutting too deeply…
set Z origin again. used paper to check the gap between the plywood and the endmill. put it between them, and if it was stacked when you pull it, that would be the point for Z origin.
cutting¶
I used the parameter below basically (same as group work)
feed rate: 700
spindle speed: 12000
but if the stroke was simple (like long straight) I shifted up the feed rate and spindle speed from the controller.
video footage(0:34~0:48)
provided by Take-san (manager of FabLab Hamamatsu)
the issues¶
the issue #1
open vector
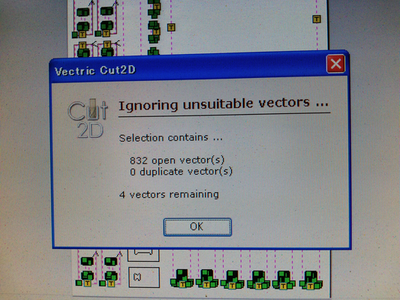
I got alert because some of parts were not closed.
checked tool path data. only four parts were closed.
there
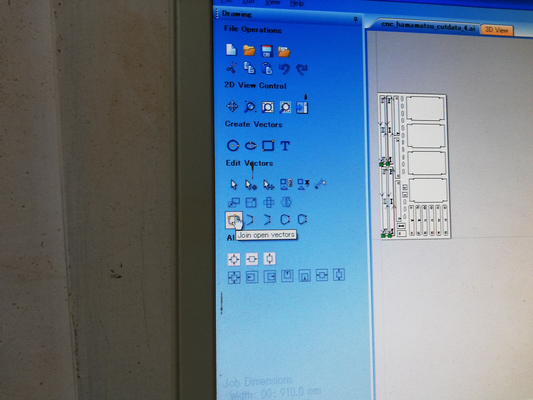
there was a function to close vector less than the length I set(I set 1mm this time). it seemed that Fusion360 cause this problem but it could be fixed by Mach3 easily or can solve the issue by illustrator etc.
the issue #2
broke the endmill

when the endmill moving to a new piece. the endmill broke suddenly at the moment of touched the material to start cutting.

our instructor said it was because the endmill got too much heat by slow feeding rate actually it was too hot to touch by hand. and also might be used too much time(it was about 8 hours a day)
finishing¶
finished cutting all the parts and took them off by chisel and hammer.


all of the cut parts

filing burrs away by sand paper

rests of tubs are too big to remove by sand paper

spinning sander was a good tool to get rid of them quickly
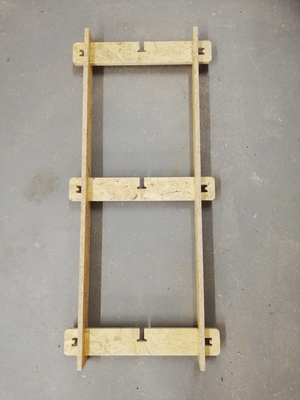
legs combined by beams

assembled like this finally.
Group Assignment¶
In the group assignment, I checked the runout of the machine we used especially in the case of using OSB plywood.
Please see the link below.
Kamakura Group assignment week07
Description of Important Weekly Learning Outcome¶
At first, I felt nervous because making something big sounded difficult and especially I was not good at doing that kind of thing. what seemed the most difficult was that I had to learn how to use CNC machine. but after finishing this week my feeling turned 180 degree and now I liked to use huge CNC machine. It’s because the outcome directly related to daily life and it made my daily cooking better experience than before. I found making big things effective to human life experience. I thought I should keep using CNC machine after finishing FabAcademy course. I thought I got a good consequense in this week comprehensively but I had one point to improve massively. It was about making joint parts. For proper assembling of the outcome, they had to be designed delicately. I thought mine had designed so but my joints were a little bit loose so it got weak to the movement of back and forth while its standing. I added the thickness to the joints by clinging masking tape on them then the issue almost solved. I thought it was because of the runout (kerf) by cutting. Actually, I had to think about it when I designed, also I could prevent that kind of problems to make prototype using the same material. or I could create another joint design(like change 2 points joints to 4 points ones) to avoid the issue. anyway I would do design joints parts more carefully if I make new thing with CNC machine next time.
Links to Files and Code¶
3d model (.f3d file)
cut data (.svg file)
gcode data (.tap file)
{kind=link}
Appendix¶
Filson, Anne, et al. Design for CNC : Furniture Projects and Fabrication Technique. San Francisco, Ca, Maker Media, 2017.