14. Molding &Casting¶

- Group assignment:
- Review the safety data sheets for each of your molding and casting materials
- Make and compare test casts with each of them
-
Compare printing vs milling molds
-
Individual assignment:
- Design a mold around the process you’ll be using, produce it with a smooth surface finish that does not show the production process toolpath, and use it to cast parts.
Materials¶
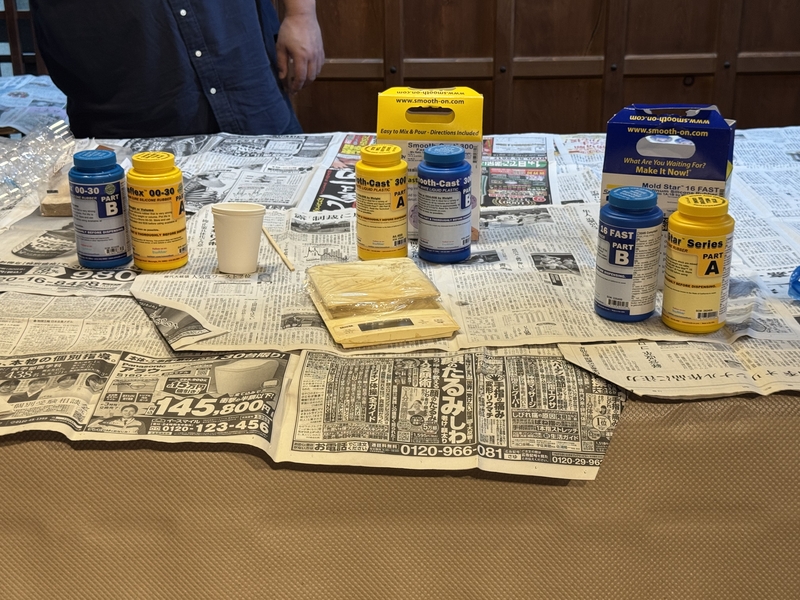
We prepared following three materials for our Molding & Casting work.
Ecoflex
Mold Star 16
* Smooth-Cast 300

Safety Data Sheets¶
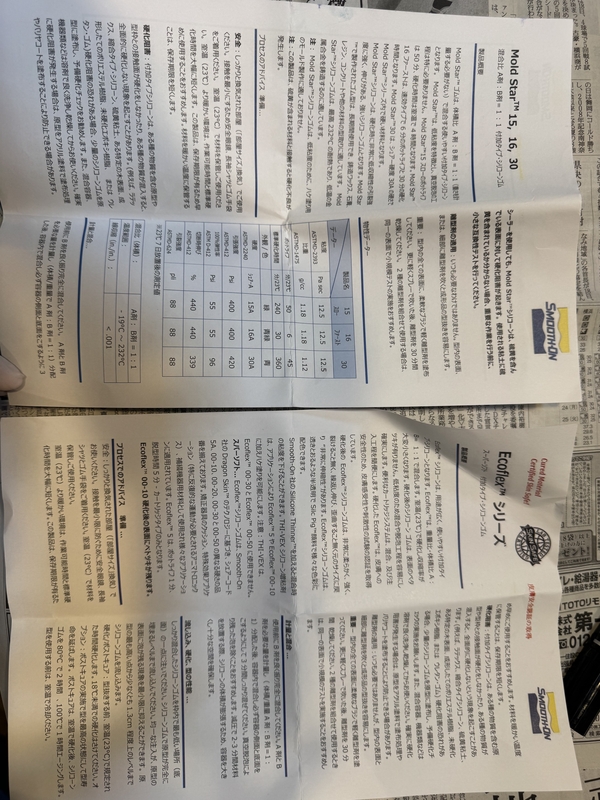
Here under are the Safety Data Sheets of Mold Star 16 and Ecoflex.
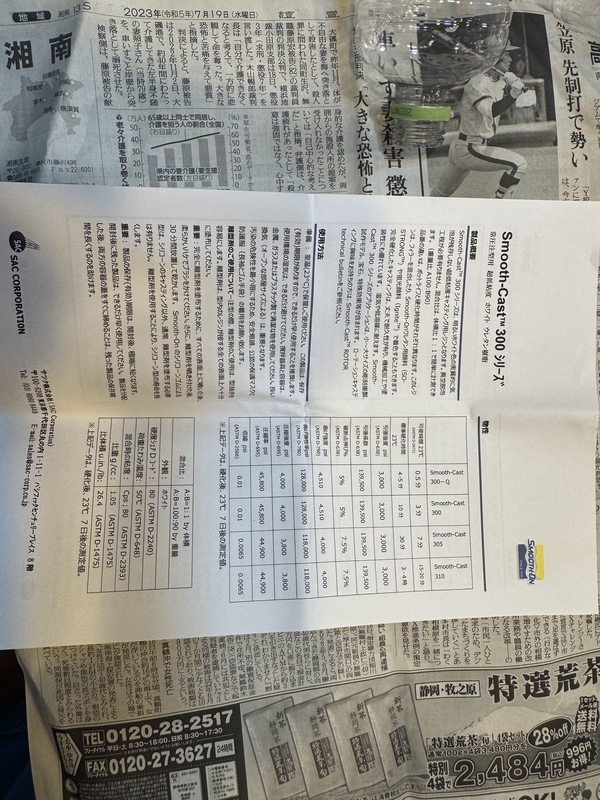
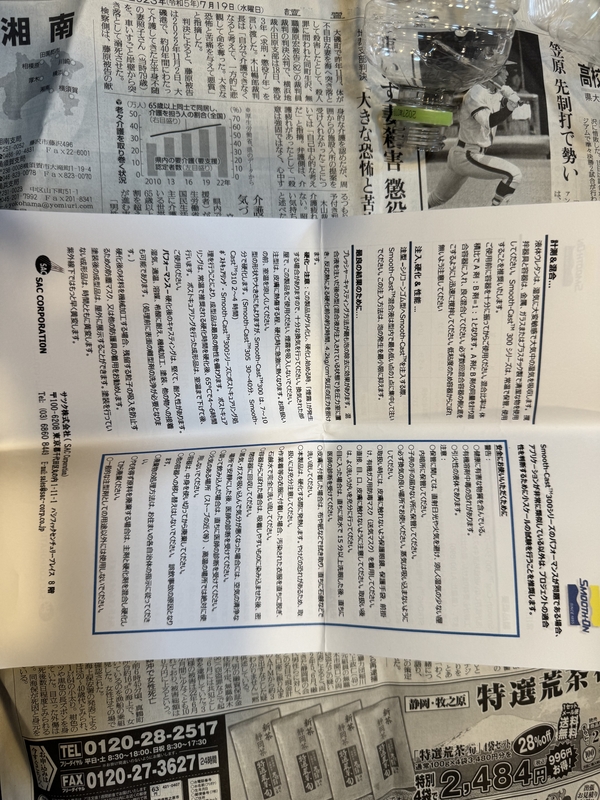
Here under are the Safety Data Sheets of Smooth Cast 300.
Here under is the table summarize by Chat GPT regarding above three materials.
| Item | Ecoflex™ 00‑30 | Mold Star™ 16 FAST | Smooth‑Cast™ 300 |
|---|---|---|---|
| Product page | Smooth‑On Ecoflex 00‑30 product page 1 | Smooth‑On Mold Star 16 FAST product page 2 | Smooth‑On Smooth‑Cast 300 product page 3 |
| Technical Bulletin (TB) | Ecoflex Series TB (ECOFLEX_SERIES_TB.pdf) 4 | Mold Star 15/16/30 TB (MOLD_STAR_15_16_30_TB.pdf) 5 | Smooth‑Cast 300 series TB (Smooth‑Cast_300q,_300,_305___310.pdf) 6 |
| Material type | Platinum‑cure (addition‑cure) silicone rubber, super‑soft 14 | Platinum‑cure (addition‑cure) silicone mold rubber 25 | Polyurethane casting resin, bright white, ultra‑low viscosity 36 |
| Mix ratio | 1A:1B by weight or volume 14 | 1A:1B by volume 25 | 1A:1B by volume or 100A:90B by weight 36 |
| Pot life (23°C) | 45 min 41 | 6 min 25 | 3 min 63 |
| Cure / demold time (23°C) | 4 hr 41 | 30 min 25 | 10 min 63 |
| Shore hardness | Shore 00‑30 41 | Shore A 16 25 | Shore D 70 63 |
| Key characteristics | Very soft/strong/stretchy; certified skin safe (cured) 14 | Low viscosity; vacuum degassing usually not required; tear‑resistant; low shrink; heat resistant to 232°C 25 | Virtually bubble‑free; no vacuum degassing necessary; cured parts tough/machinable/paintable; moisture & mild‑solvent resistant 36 |
| Process memo (handling) | Cure inhibition possible; vinyl gloves recommended (latex inhibits cure) 14 | Will not cure against sulfur surfaces; vinyl gloves recommended (latex inhibits cure) 25 | Moisture sensitive; keep tools/containers dry; use release agent for most molds; ventilate & wear PPE 36 |
| SDS (Part A) | FG‑823A (Part A: Ecoflex series & many silicone elastomers) 7 | FG‑823A (Part A: Mold Star series & many silicone elastomers) 7 | FG‑4021A (Part A: Smooth‑Cast 300/300Q/305/310 etc.) 8 |
| SDS (Part A) classification summary | Not classified / not hazardous (CLP: mixture not hazardous) 7 | Not classified / not hazardous (CLP: mixture not hazardous) 7 | Classified as hazardous (OSHA HCS 2024): multiple hazard categories apply 8 |
| Skin corrosion/irritation | Not classified (mixture not hazardous) 7 | Not classified (mixture not hazardous) 7 | Category 2 8 |
| Skin sensitization | Not classified (mixture not hazardous) 7 | Not classified (mixture not hazardous) 7 | Category 1 8 |
| Eye damage/irritation | Not classified (mixture not hazardous) 7 | Not classified (mixture not hazardous) 7 | Serious eye damage/eye irritation Category 2A 8 |
| Acute toxicity (inhalation) | Not classified (mixture not hazardous) 7 | Not classified (mixture not hazardous) 7 | Category 4 8 |
| Respiratory sensitization | Not classified (mixture not hazardous) 7 | Not classified (mixture not hazardous) 7 | Category 1 8 |
| Carcinogenicity | Not classified (mixture not hazardous) 7 | Not classified (mixture not hazardous) 7 | Category 2 8 |
| STOT (single exposure) | Not classified (mixture not hazardous) 7 | Not classified (mixture not hazardous) 7 | Category 3 8 |
| STOT (repeated exposure) | Not classified (mixture not hazardous) 7 | Not classified (mixture not hazardous) 7 | Category 2 8 |
Notes (common reasons values may differ)¶
- Pot life and cure/demold time become shorter as temperature increases. The values shown here are based on 23°C.
- (For resins such as Smooth‑Cast 300) The material is moisture sensitive, and storage, measuring, and mixing conditions can affect bubbling and curing behavior.
- (For addition‑cure / platinum‑cure silicones such as Ecoflex and Mold Star) Cure inhibition can cause failures (e.g., latex, sulfur‑containing clays, etc.).
Here under are the information pages of above mentioned materials;
Ecoflex 00-30 product page: https://www.smooth-on.com/products/ecoflex-00-30/ 1
Ecoflex Series Technical Bulletin (PDF): https://www.smooth-on.com/tb/files/ECOFLEX_SERIES_TB.pdf 4
Mold Star 16 FAST product page: https://www.smooth-on.com/products/mold-star-16-fast/ 2
Mold Star 15/16/30 Technical Bulletin (PDF): https://www.smooth-on.com/tb/files/MOLD_STAR_15_16_30_TB.pdf 5
Smooth-Cast 300 product page: https://www.smooth-on.com/products/smooth-cast-300/ 3
Smooth-Cast 300 series Technical Bulletin (PDF): https://www.smooth-on.com/tb/files/Smooth-Cast_300q,_300,_305___310.pdf 6
SDS FG-823A (Part A, silicone elastomers; EU CLP format PDF): https://www.smooth-on.com/sds/10003097-10003114.pdf 7
SDS FG-4021A (Part A, Smooth-Cast 300 etc.; OSHA HCS 2024 format PDF): https://www.smooth-on.com/sds/10003074-10003941.pdf 8
Preparation for the work¶
Cups, plastic bags, chopsticks, towels were prepared.

Cover whole surface of the table to work on.

Prepare all the materials on the table.
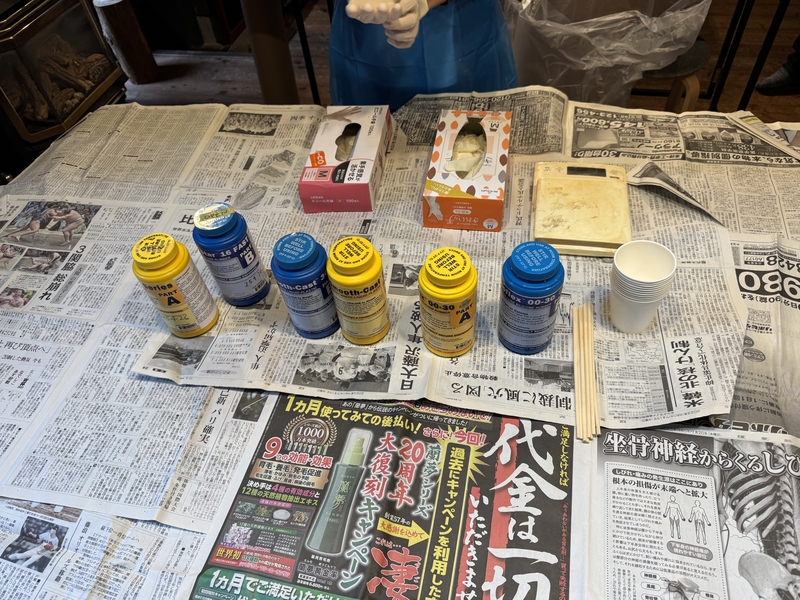
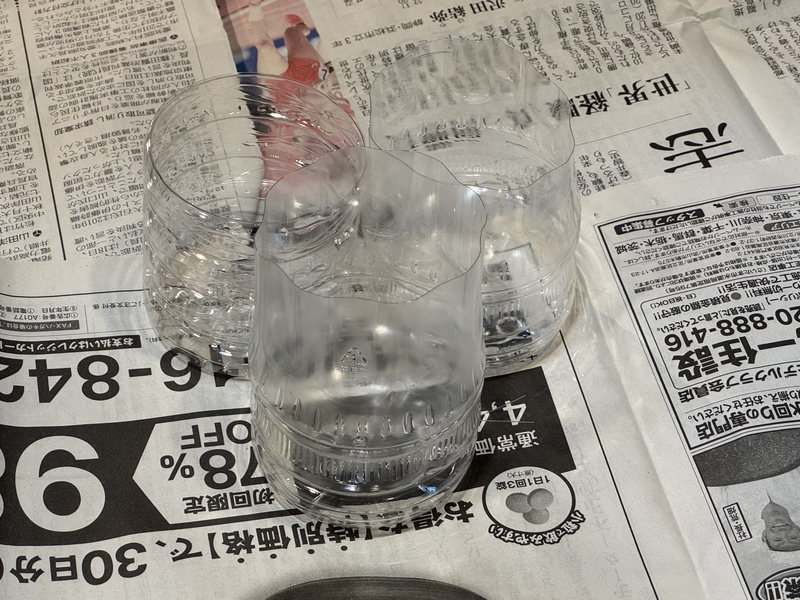
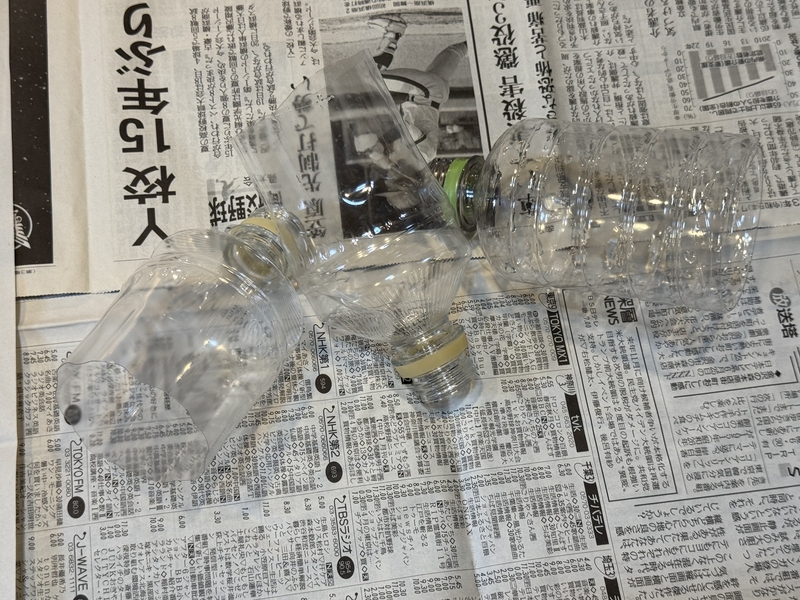
Cut the PET Bottle into two pieces.
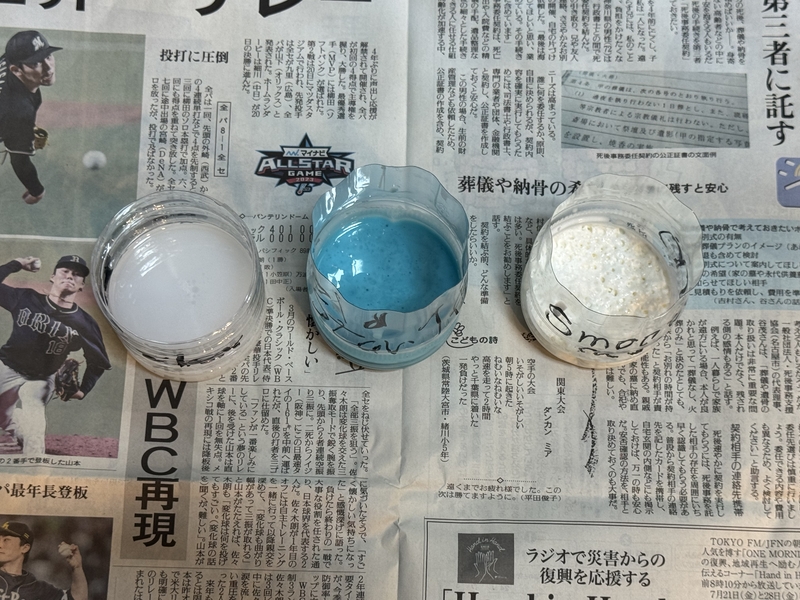
We tried following three materials
Ecoflex¶
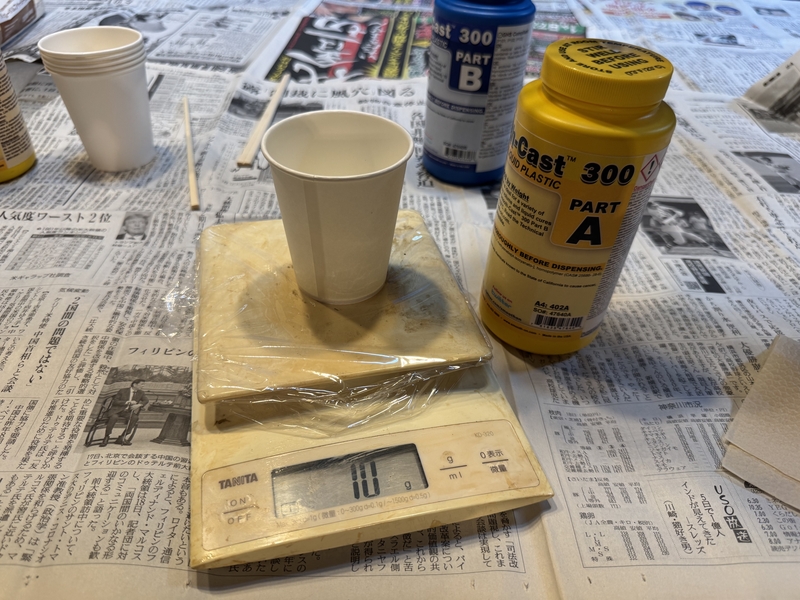
Pour 50g of Ecoflex A in a cup
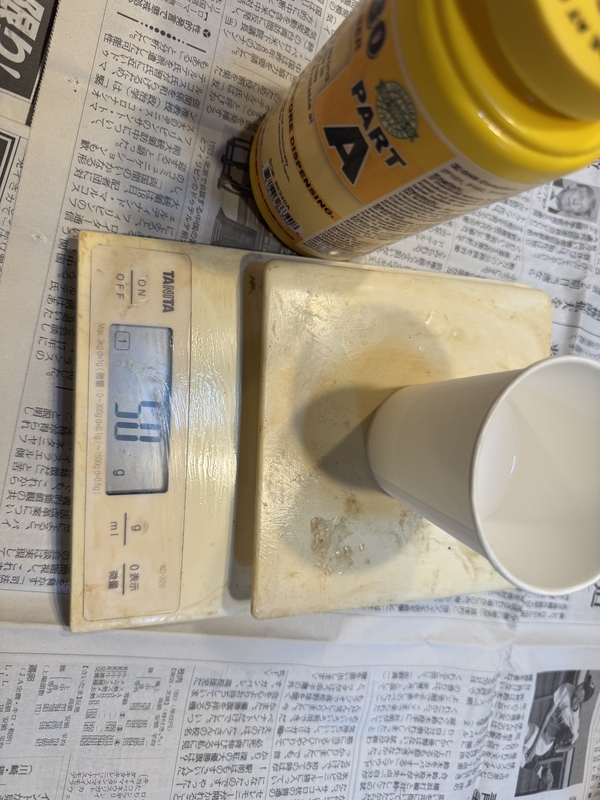
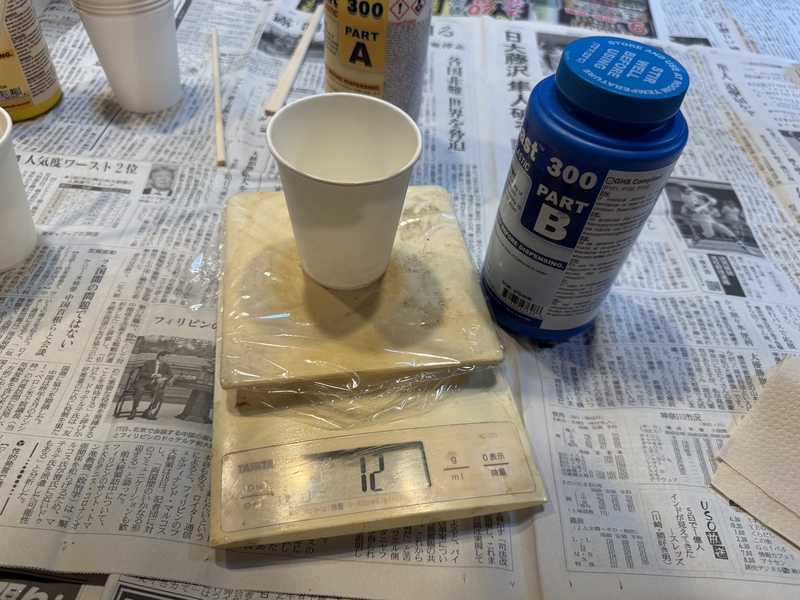
Pour 50g of Ecoflex B in a cup
Smooth‑On Mold Star 16 FAST¶
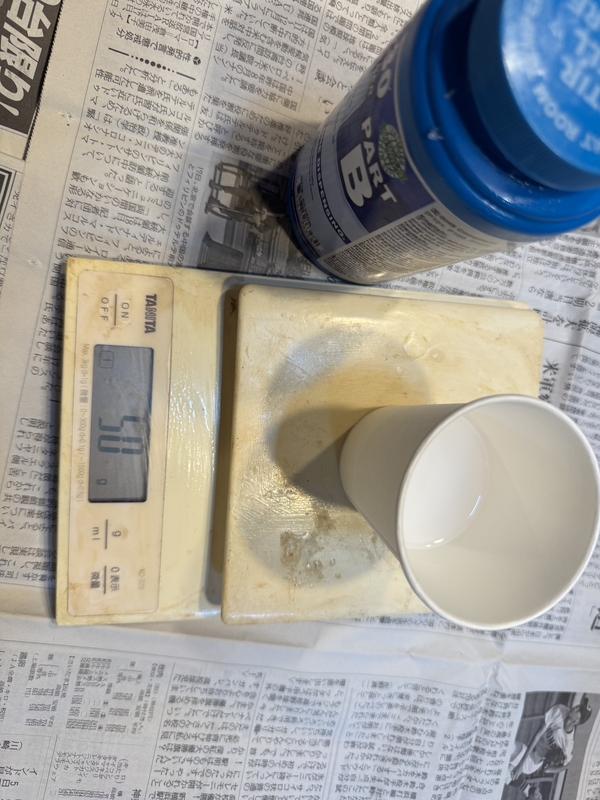
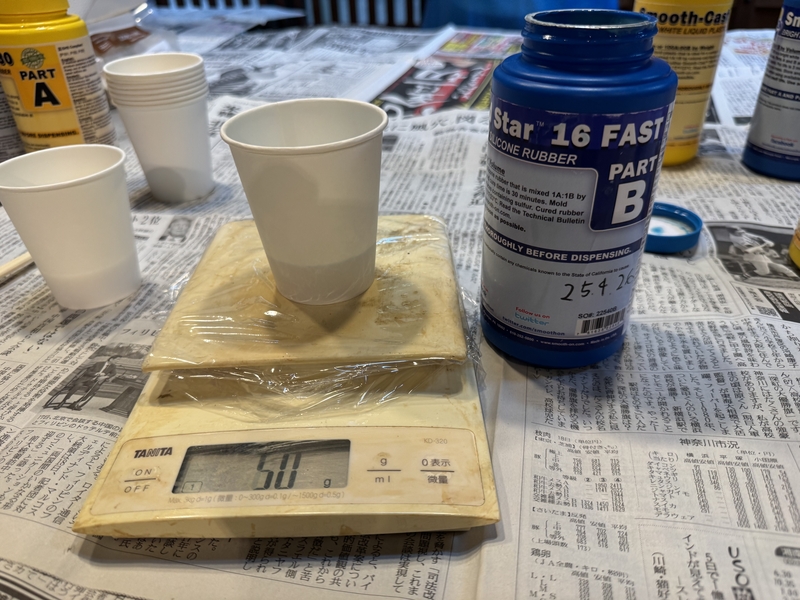
Pour 50g of Mold Star 16 A in a cup

Pour 50g of Mold Star 16 B in a cup


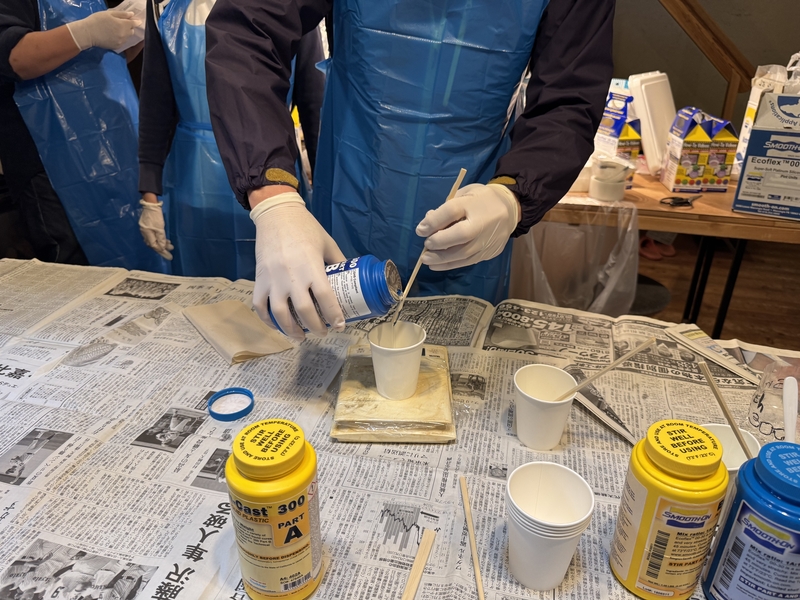
Smooth-Cast 300¶
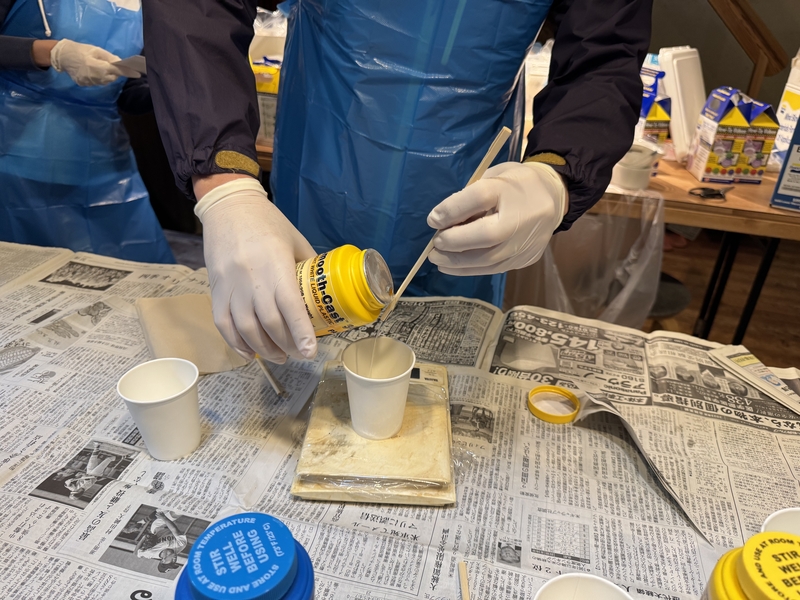
Since Smooth-Cast 300 has very low viscosity, it is better to use a stick to pour for gradually pouring into the cup.
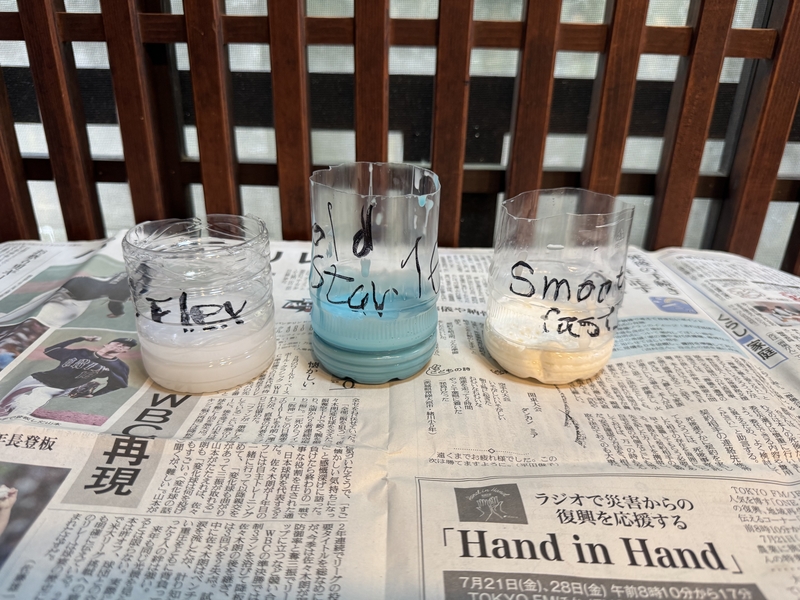
After mixing all, place them on a flat table.
Taking off the material by breaking the PET cup
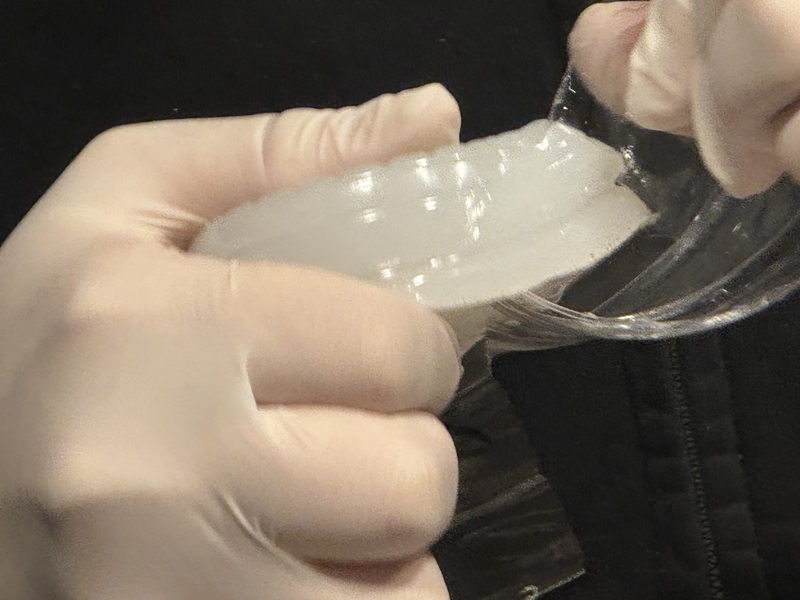
Ecoflex Casted result
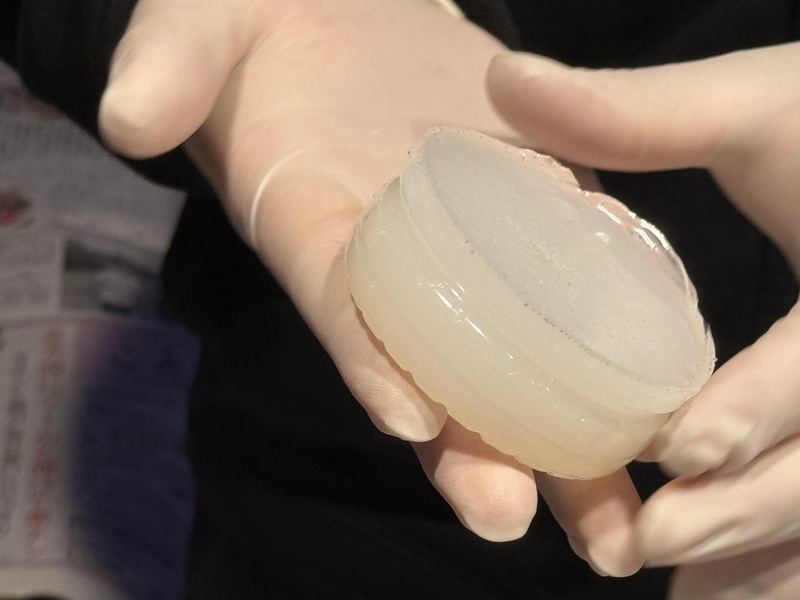
Used Mold Star 16 casted result
Cross Section of casted Used Mold Star 16 seems OK

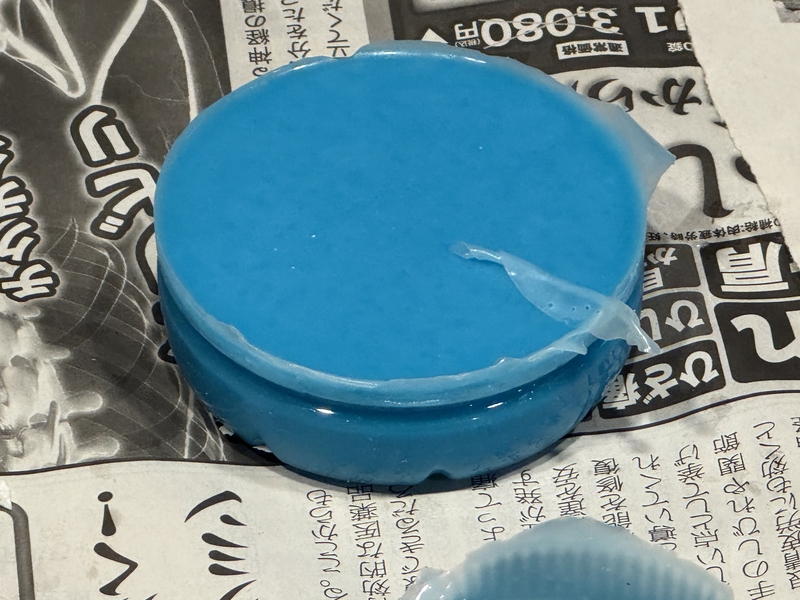
New Mold Star 16 casted result
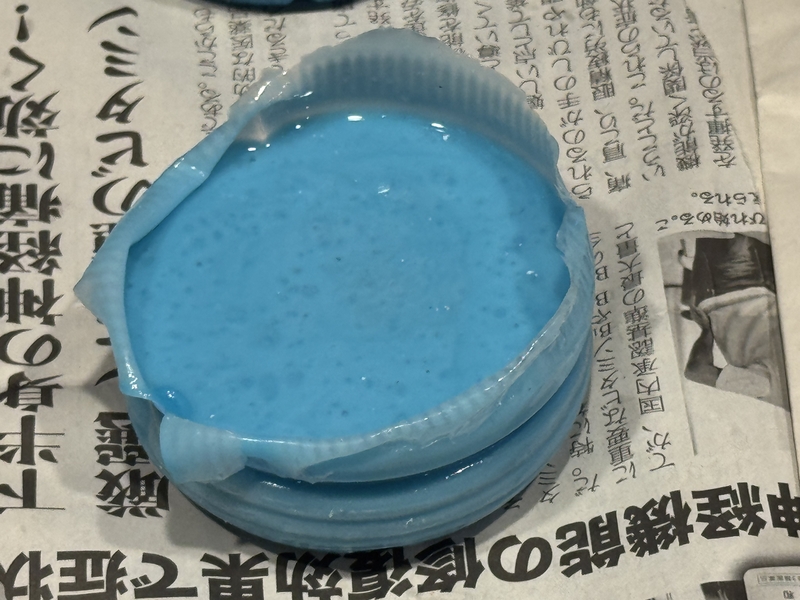
Smooth-Cast 300 casted result

This failed because a large amount of bubbles were generated during the reaction.
Upon rereading the SDS, I realized I had overlooked the instruction to shake the container well before use. So, on my second attempt, I first shook the container to mix the solution inside.
The two liquids were mixed and stirred briefly, then left for a while until the air bubbles escaped and the reaction began.

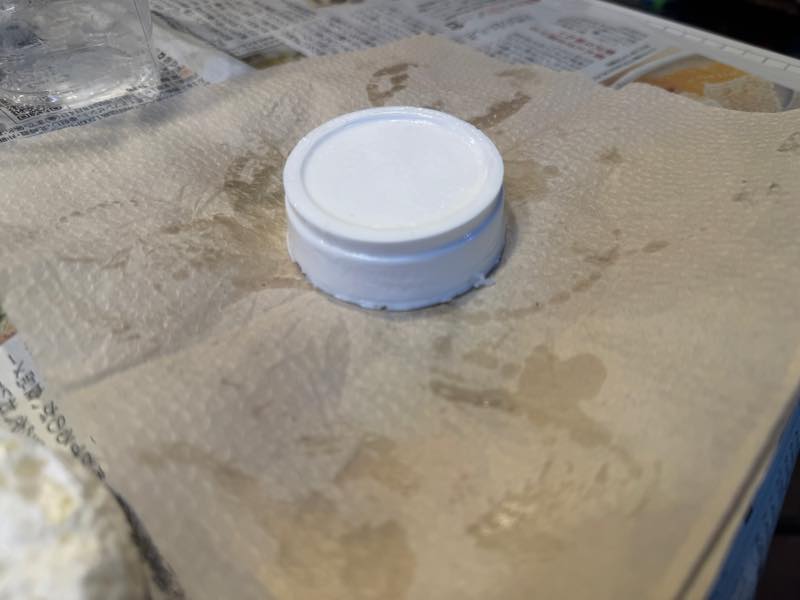
Successful Smooth-Cast 300
All cast materials
