16. Moulding and Casting¶
This week we worked as a group to test out different molding and casting materials. There are different mold materials that can be tested as well as different casting materials. We focused more on the casting materials.
Research¶
To conduct our group tests we decided to determine what materials we had that were usable. The materials for creating the mold are very sensitive to time on the shelf and exposure to air. This effects how usable the material will be. When both required materials are properly mixed they begin to set and create the final project. This provides the material with a limited use time and a limited shelf life. No expiration date could be found on most of the materials implying they are not usually identified, dating the bottom upon opening can help to track an active time line.
We then decided which of the casting materials we wanted to test and conducted the tests. The results of the tests can be found below.
Useful links to our Student Sites¶
- Alecia Gorski Fab Academy Site
- Christopher Leon Fab Academy Site
- Hallie Krudy Fab Academy Site
- Ryan Corrigan Fab Academy Site
- Sydney Richardson Fab Academy Site
Molding Materials¶
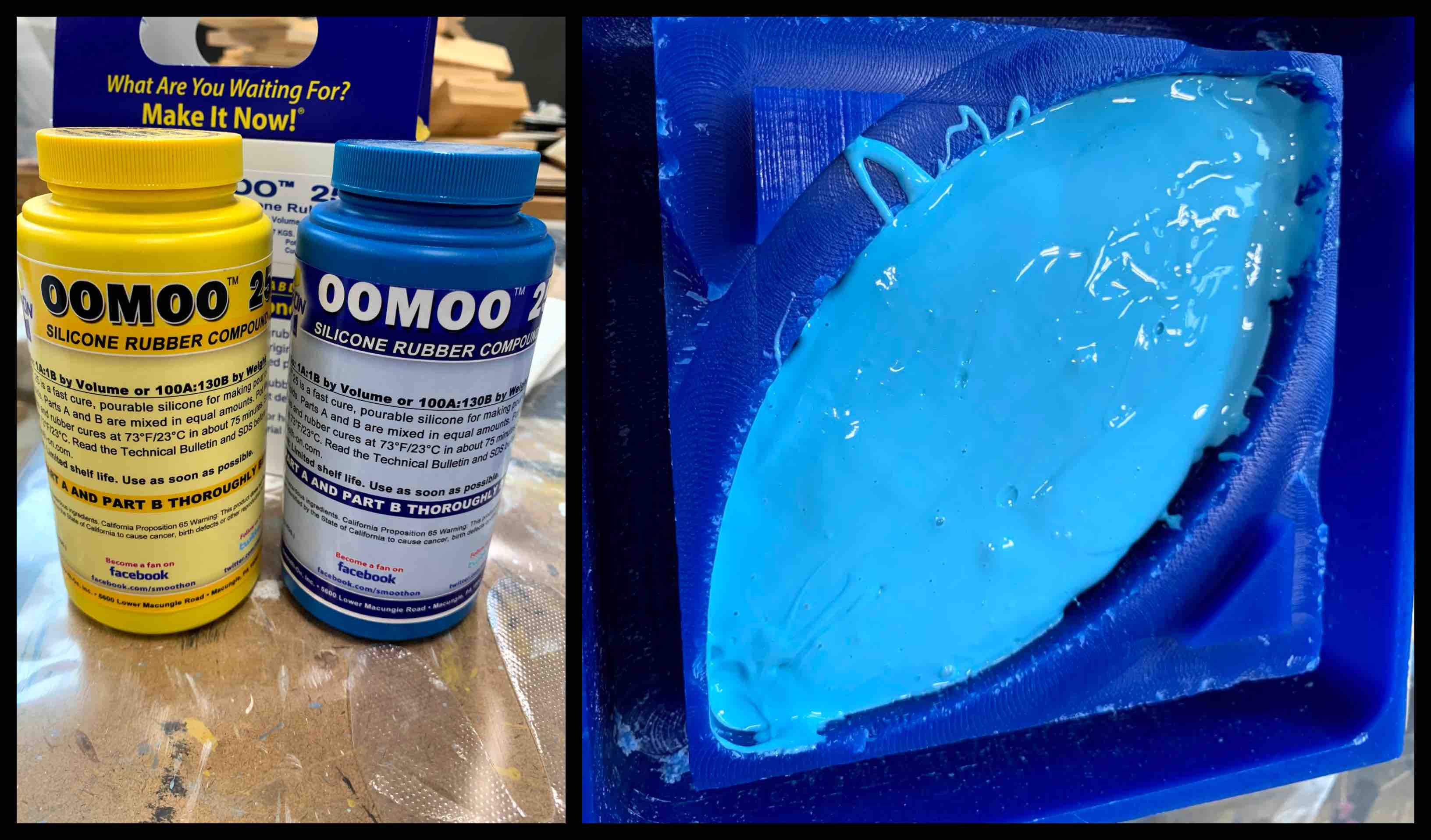
OOMOO Silicone Rubber Components¶
Casting Materials¶
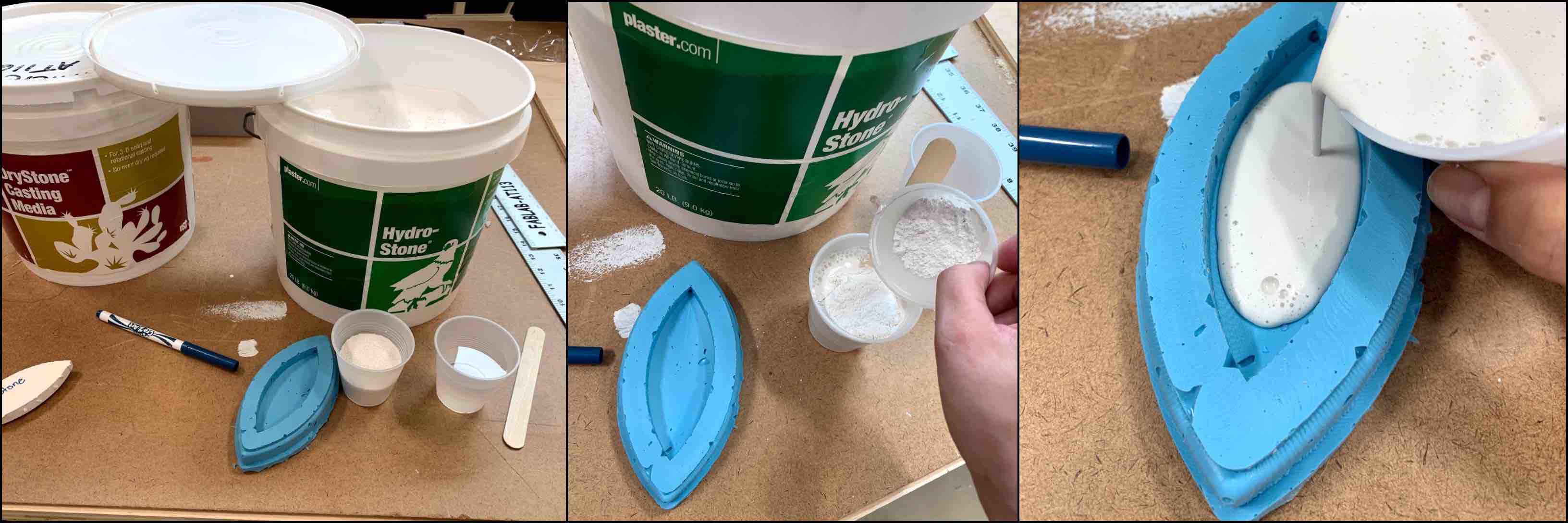
DryStone Casting Media¶

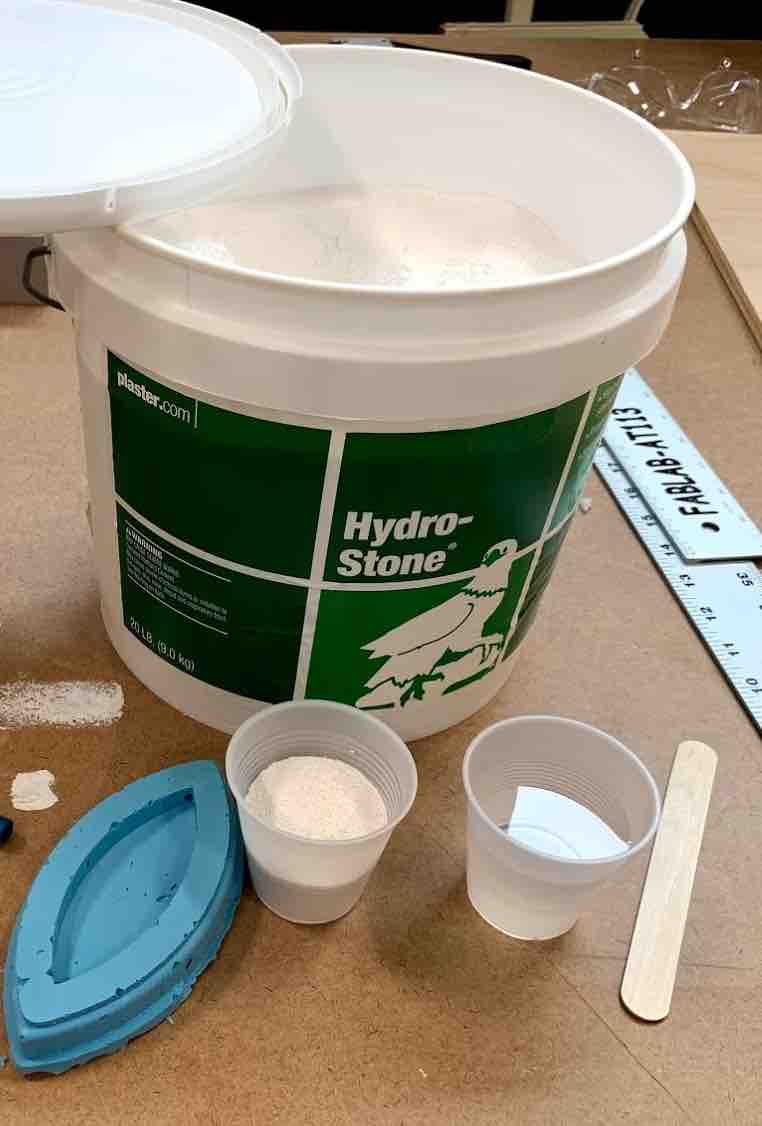
HydroStone Casting Media¶
Molding Process¶

The OOMOO silicon process is quite a quick curing method. To complete this process the directions should be addressed previously to opening the material. Once the user knows what to do the process can begin.
As a group we opened the silicon rubber compound. This compound has two components. One is a greener color and was slightly thinner than the other which was the bluer component.
When added together the mixture must be stirred completely in order to ensure the correct reaction. This mixture also has a very short mixing life and cures quite quickly. We experienced the silicon beginning to thicken and cure after just 20 min instead of the listed 30 min.
Once the mixture is completely stirred the user can pour it into the wax (or material used) mold. This should be done from a higher level to allow a thin stream to fill the mold from the bottom up. This will help to reduce bubbles. We were also told to start in a low point to help the material apply smoothly.
Silicon Poured into Wax Mold
Casting Process¶
DryStone Process¶
For the Drystone casting Media to work the user must be sure to follow the ratio directions. Each material used that needs to be mixed to activate causes a chemical reaction. We learned that with this material it is exothermic, which means that as it is reacting it gives off heat. This can be dangerous and was something we all paid a lot of attention to.
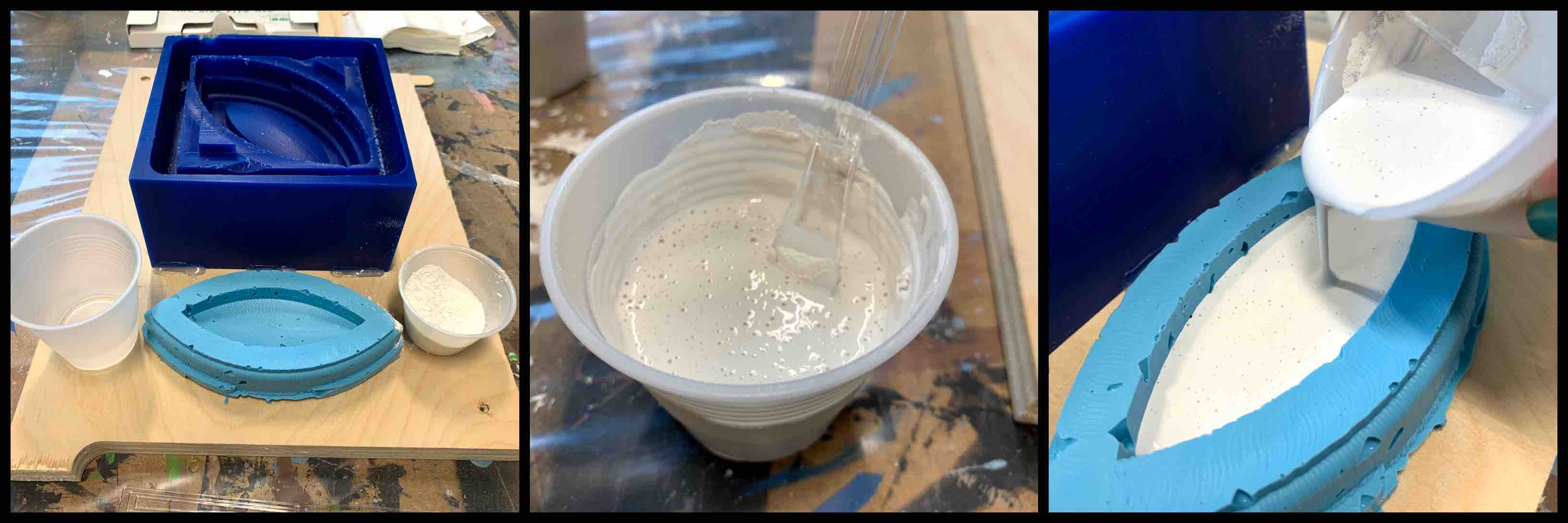
For our assignment we used cups to mix water into the powder DryStone. This, when mixed correctly, will create a pancake consistency. As we learned with the OOMOO, this can happen fairly quickly if you are not prepared.
This pancake consistency is then poured into the silicon mold. Once left set for at least 45 min this should being in harden. Hardening times can differ based on the overall area, volume, and design being used in the mold.
HydroStone Process¶
The HydroStone process is the same as the DryStone listed above. This material cures different and will be discussed below.
Results¶
Silicon Mold Results¶
Once finished the silicon rubber was easily removed. There was a release agent applied before the wax mold was filled. The video above shows the successful curing of the silicon rubber compound.
There were however some complications discussed amongst the group that can be found below.
DryStone Casting Results¶

The DryStone cured really well and the results are as they would be expected.
HydroStone Casting Results¶

The HydroStone took longer to cure and showed more complications, also discussed below.
Materials Discussion¶
When creating a project the user must decide which materials will be most efficient and effective for the desired outcome. When creating our molds it was decided that the silicon rubber compound would be the best material. However, the complications with this material were not few. When initially opening the container the materials were observantly thick and hard to pour from the bottles. This made it difficult to get accurate measurements. The material also began to cure very quickly when reacting to the air. This complicated the process of filling the wax molds. When the finalized material was completely mixed the pour was found to have a high viscosity and created bubbles when curring. These air pockets were left open and created imperfections in the final casting.
The materials used had slightly different outcomes when compared. This makes them compatible with many different processes. Different materials are good for different processes. As an example, HydroStone is softer than the DryStone and can tend to be less porous. This means that DryStone would be better for use with things such as a vacuum former than a material such as HydroStone.
The HydroStone was easy to use but did not provide the expected outcome. The material took much longer to cure than originally thought and was much softer after curing. When discussed this was thought to possibly be contributed to an excess of water in the mixing process. However, this was still more complicated than the DryStone.
The DryStone was mixed the same as the HydroStone but had a more desirable effect. This material cured quickly, cured well, and was complete with a smooth finish. Overall the results were very good.
ReoFlex 30, Smooth-Cast 325, & So-Strong coloring¶
Reading through the directions and SDS of the molding and casting materials proved to be very helpful in the successful use of the products.
ReoFlex 30¶
This material is a liquid urethane rubber. It is two parts that are combined with a 1:1 ratio by volume. It has a pot life of 30 minutes and a cure time of 16 hours, or overnight. Part A contains TDI prepolymer that can release dangerous vapors, so good ventilation is needed. The smell is especially strong, so a mask is a good idea. Both parts A and B can be irritating to the eyes and skin, so it is recommended that gloves, eye protection, and long sleeves be worn. This material isn’t exothermic, so it won’t get hot while mixing or curing. The MDS also mentions that it can be hazardous to the environment while in its liquid state. The best way to dispose of waste is to let it cure and then throw it away. Never pour the liquid down the drain.
Smooth-Cast 325¶
The SDS and directions for this material were very similar to the ReoFlex. It is also combined in a 1:1 ratio by volume. The recommended PPE is the same; gloves, eye protection, mask, long sleeves. It’s best to avoid prolonged exposure to either part A or B. A significant difference is that this material is exothermic, in generates a lot of heat as it cures. It is recommended to not pour large mass castings as it can heat to the point of ignition. An issue I ran across when using this material was the formation of air bubbles during curing. Both parts A and B were open, but I had no way of knowing the production or expiration dates. I looked through everything I could find and there was no date or even a lot number that could be referenced. It’s quite possible that the material had expired and I had no way of knowing.
So-Strong urethane color system¶
The SDS for this was a little different as the different colors had different sheets. I used blue so I read through that. It was basically the same as the others in terms of wearing the correct PPE, use in a well ventilated area, don’t pour down a drain, and wash hands when finished. Interestingly, it does have a specific organ warning. If ingested, the blue coloring can damage the kidneys.