15. Molding and Casting#
Oka#
Ferris File-A-Wax Blue#

Ferris File-A-Wax Blue is the wax we used for the molds. It is easily shaved by the CNC machine like SRM20.
Reference pages:
I picked up some notable information from datasheet below.
-
Hazards Identification
- Not a hazardous substance or mixture according to GHS classification
-
Information on Ingredients
- Proprietary mixture of waxes
- No ingredients are hazardous according to OSHA criteria
-
For the Safety
- Avoid breathing vapors, mist or gas.
-
Handling and Storage
- Store at ambient temperatures in closed containers. This material can catch fire if overheated.
Do not heat this material above the flash point. Keep away from flame and open electrical coils.
- Store at ambient temperatures in closed containers. This material can catch fire if overheated.
Do not heat this material above the flash point. Keep away from flame and open electrical coils.
Over all, it seems not the dangerous material so much. There are no actual data of the incidents though the datasheet warns us of the risks of the usage.
As a preparation for cutting, you need to stick it to the table of CNC machine by using pieces of adhesive tape and set the origin of cutting at the middle of the wax (it is easy to set if you mark the middle point beforehand).
Tsuchiyama#
Gloss two-part epoxy craft resin#

Safety Data Sheet for Two-Part Epoxy Resin(main agent)[PDF]
Safety Data Sheet for Two-Part Epoxy Resin(Hardener)[PDF]
- SDS of main material and cure material
- Hazard information
・Harmful if swallowed
・Harmful in contact with skin
・Skin irritation
・Eye irritation - Safety measure
・Do not eat, drink or smoke when using this product.
・Keep away from heat sources, sparks, flames and heated surfaces.
・Close the container.
・Do not breathe vapor.
・Wash the contaminated area thoroughly after handling.
・Use required personal protective equipment.
・Avoid release to the environment unless appropriate measures have been taken. - Color: Colorless and transparent
- Pot Life: 100 minutes
- Cure Time: 24~48 hours
- Mix Ratio By Volume: 1.1 : 1.0
- Mix Ratio By Weight: 100 : 50
Material Observations#
Gloss two-part epoxy craft resin
- Use : Hard and transparent cured product can be prepared. Due to its low viscosity, it is easy to mix and stir, and bubbles easily escape.
- Pour : Low viscosity (400cps)… Slowly and gently inject from one point.
- Mixing : Mix two types of liquid (main material and cure material) uniformly and evenly. Be careful that uneven mixing easily occurs on the side and bottom of the container.
- Curing : Slow curing time: It takes about 24 to 48 hours at a temperature of 25 to 30°C. The reactivity changes depending on the amount of resin poured into the mold, the shape, and the working temperature. In winter, the temperature is low and the reactivity is poor and may not cure.
- Post Proccessing : Burrs can be post-processed with a nipper, a cutter knife, or a file.
- Finish : Hard and transparent cured product is completed.
- Flexibility : Nothing
Oguri#
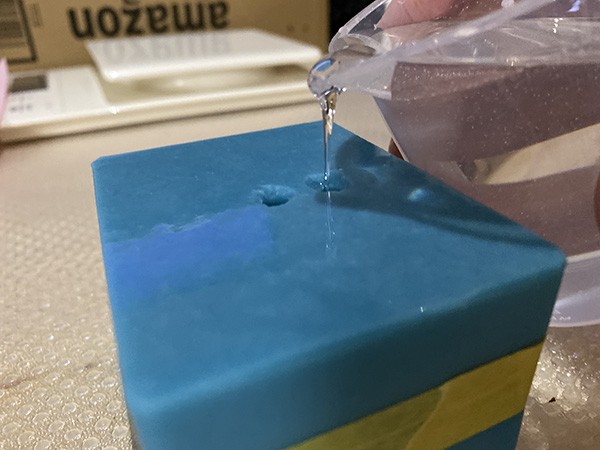
Smooth-Cast™ 325#

Reference Pages#
product page link
technical bulletin TB
safety data sheet SDS
some important information from the above.#
This is one of “The ColorMatch® Series” plastics. They are urethane resins that were developed specifically for adding color pigments and fillers to achieve true color representation or filler effect.
For the Safety#
Note: Large mass castings will get very hot and shrink more, depending on mold configuration.
Materials should be stored and used in a warm environment (73° F / 23° C). These products have a limited shelf life and should be used as soon as possible. All liquid urethanes are moisture sensitive and will absorb atmospheric moisture. Mixing tools and containers should be clean and made of metal, glass or plastic. Mixing should be done in a well-ventilated area. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk.
Handling and Storage#
A release agent is necessary to facilitate demolding when casting into or over most surfaces.
To ensure thorough coverage, apply release and brush with a soft brush over all surfaces. Follow with a light mist coating and let the release agent dry for 30 minutes.
Shelf life of product is reduced after opening. Remaining product should be used as soon as possible.
- Color: Clear Amber
- Pot Life: 2.5 minutes
- Cure Time: 10 minutes
- Mix Ratio By Volume: 1A:1B
- Mix Ratio By Weight: 115A:100B
Yume#
SORTA clear 37#

Reference pages:
Characteristics#
- Color: Water Clear Translucent
- Pot Life: 25 minutes
- Cure Time: 4 hours
- Mix Ratio: 1A:1B by volume
- Safety: food safe, non-hazzordous
Wow you can make baking mold (under 204 degrees C) with this one!
How to use#
Preparing -
- Pre-mix Part B thoroughly.
- Dispense the required amounts of Parts A and B into mixing container
- Mix thoroughly for 3 minutes making sure that you scrape the sides and bottom of the mixing container several time
- Vacuum degassing is recommended to eliminate any entrapped air. Vacuum material for 2-3 minutes (29 inches of mercury), making sure that you leave enough room in container for product volume expansion.
Pouring -
- For best results, pour your mixture in a single spot at the lowest point of the containment field. Let the rubber seek its level up and over the model. A uniform flow will help minimize entrapped air. The liquid rubber should level off at least 1/2” (1.3 cm) over the highest point of the model surface.
Curing -
-
Allow the material to cure fully at room temperature (73°F / 23°C) before demolding. SORTA-Clear™ 37 cures in 4 hours. Do not cure rubber where temperature is less than 65°F / 18°C.
-
Post curing the mold will aid in quickly attaining maximum physical and performance properties. After curing at room temperature, expose the rubber to 176° F / 80° C for 2 hours and 212° F / 100° C for one hour. Allow mold to cool to room temperature before using. IMPORTANT: Rubber will darken considerably when exposed to heat.
Demolding -
- Time to demold can be reduced with mild heat. IMPORTANT: Rubber will darken considerably when exposed to heat. Note: Allow mold to cool to room temperature before handling.
Using The Mold -
- New silicone rubber molds exhibit natural release characteristics. Depending on what is being cast into the mold, mold lubricity may be depleted over time and parts will begin to stick. No release agent is necessary when casting wax or gypsum. Applying a release agent such as Ease Release™ 200 (available from Smooth-On) prior to casting polyurethane, polyester and epoxy resins is recommended to maximize mold life.
Mold Performance & Storage -
- The physical life of the mold depends on how you use it (materials cast, frequency, etc.). Casting abrasive materials such as concrete can quickly erode mold detail, while casting non-abrasive materials (wax) will not affect mold detail. Before storing, the mold should be cleaned with a soap solution and wiped fully dry. Two part (or more) molds should be assembled. Molds should be stored on a level surface in a cool, dry environment.
I tried to make a mold to cast chocolate. You can check out the details in my individual assignment page.
Kimura#
Smooth-Cast® 300#

The Smooth-Cast® 300 Series of liquid plastics are ultra-low viscosity casting resins that yield castings that are bright white and virtually bubble free.
- Vacuum degassing is not necessary.
- They offer the convenience of a 1A:1B by volume or 100A:90B by weight mix ratio.
- These resins readily accept fillers (such as URE-FIL® 3 ) and can be colored with SO-Strong® or Ignite® color tints (Smooth-Cast® 325 series accepts pigments better than the Smooth Cast® 300 series).
- Fully cured castings are tough, durable, machinable and paintable. They resist moisture and mild solvents. Applications for Smooth-Cast® 300 Series Liquid Plastics include reproducing small to medium size sculptures, making prototype models, special effect props and decorative jewelry.
Features#
- Easy to measure and mix - 1:1 mix ratio by volume - no scale required
- Low viscosity - captures excellent detail - no degassing necessary
- Resin cures to a bright white finish
Instructions#
-
Mixing tools and containers should be clean and made of metal, glass or plastic.
-
Mixing should be done in a well-ventilated area. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk.
-
Stir or shake both Part A & Part B thoroughly before dispensing.
-
After dispensing equal amounts of Parts A and B into mixing container (100A:90B by weight) and mix thoroughly. Stir deliberately making sure that you scrape the sides and bottom of the mixing container several times. Be careful not to splash low viscosity material out of the container.
Important: Curing#
-
Use this product with at least room size ventilation or in proximity to a forced outlet air vent and do not inhale/breath fumes.
-
Fumes, which may be visible with a significant mass concentration, will quickly dissipate with adequate ventilation. Castings with significant mass may be hot to the touch and irritate skin immediately following cure. Let casting cool to room temperature before handling.
Yanome#
Mold Star™ 16 FAST
Mold Star™ 16 FAST is the material to make the mold that makes the mold. Mold Star™ rubbers are mixed 1A:1B by volume (no weighing scale necessary).
Ref. UNITED STATES DEPARTMENT OF LABOR - Occupational Safety and Health Administration
SDS No.
SDS No. is assigned each material.
- 1A: SDS No. 823A
- 1B: SDS No. 823B
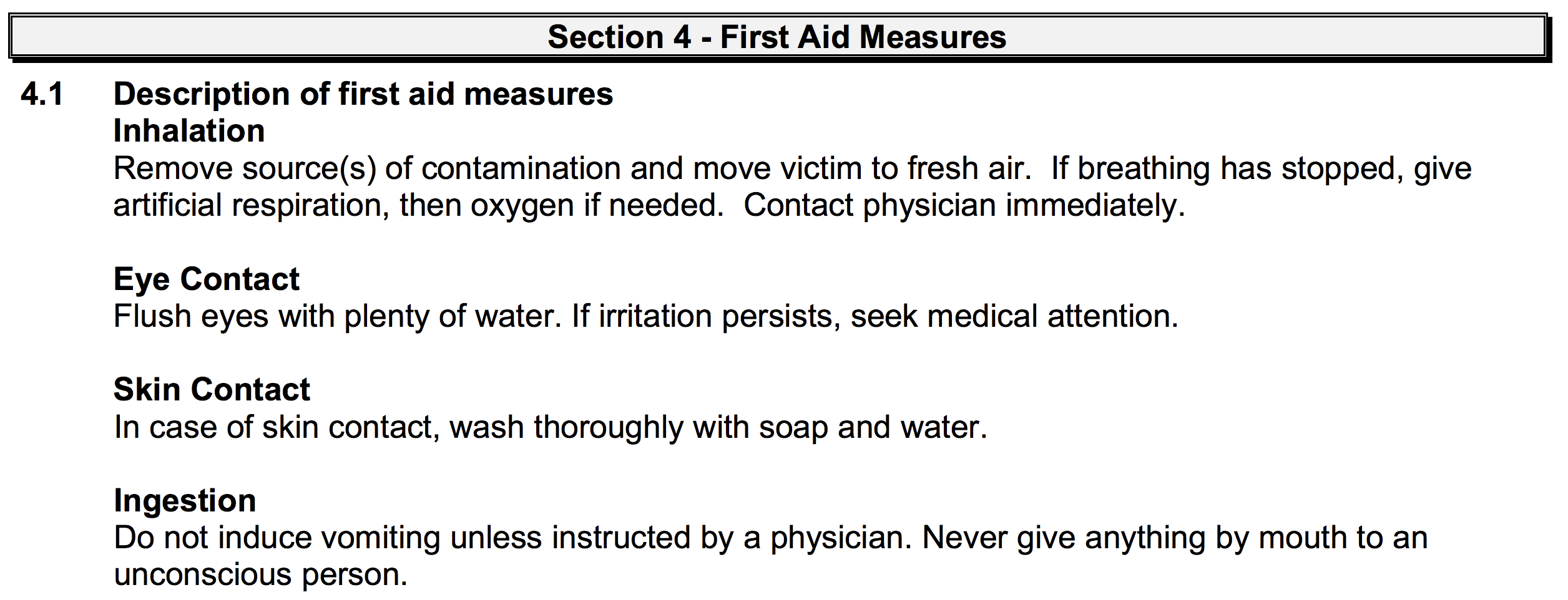
Section 4 - First Aid Measures
provides recommendations on how to minimize the effects of an accidental exposure to a chemical product.
-
Eye Contact
Flush eyes with plenty of water. -
Skin Contact
Wash thoroughly with soap and water.
*It is applied to both 1A and 1B
Section 7 - Handling and Storage
provides recommendations on the appropriate use of the material while using it.
7.1 Precautions for safe handling
- Wash hands after use.
- Do not get in eyes, on skin or on clothing.
- Do not breathe vapors or mists.
7.2 Conditions for safe storage, including any incompatibilities
- Keep container(s) tightly closed and properly labeled.
- Store in cool, dry, well ventilated place away from heat, direct sunlight, strong oxidizers and any incompatibles.
- Avoid water contamination.
*It is applied to both 1A and 1B
Section 8 - Exposure Controls / Personal Protection
-
Hand Protection
Wear any liquid-tight gloves such as butyl rubber, neoprene or PVC. -
Eye Protection Safety glasses with side shields per OSHA eye- and face-protection regulations 29 CFR 1910.133 and European Standard EN166. Contact lenses (that I’m wearing) are not eye protective devices.
*It is applied to both 1A and 1B
Section 9 - Physical and Chemical Properties
provides the physical and chemical properties of the material.
| 1A | 1B | |
|---|---|---|
| Flash Point | >300 °F | >300 °F |
| Melting / freezing point | No data | No data |
| Upper and Lower flammability | ||
| limits | No data | No data |
| Specific Gravity | ||
| (H2O=1, at 4 °C) | 1.05 – 1.15 | 1.07 |
| Solubility in water | Insoluble | Insoluble |
| Viscosity (centipoise) | 5,000 – 50,000 | 5,000 – 50,000 |
Both has almost the same properties
Section 10 - Stability and Reactivity
describes the reactivity hazards of the chemical and the chemical stability information.
Both has no hazardous reactions if stored and handled.
It is very important to see SDS of the material that you are going to use so that you can deal with when the emergent accident occur.