Laser Machines Used


- Always check the surrounding and position of the machine axis before turning it on.
- Ensure the working bed is clear and the exhaust system is functional.
- Never leave the machine unattended while cutting; keep a fire extinguisher nearby.
- Ensure you have access to a Fire Extinguisher and the Exahust system is working
- Wear a mask and keep the lid closed while cutting
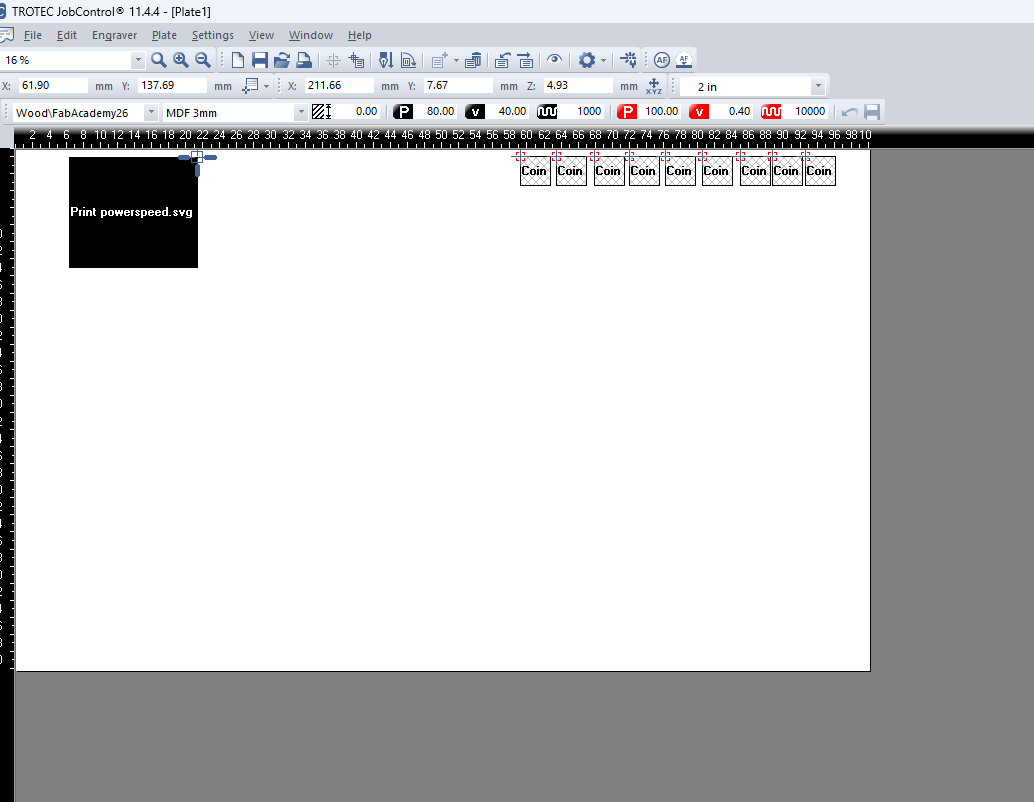
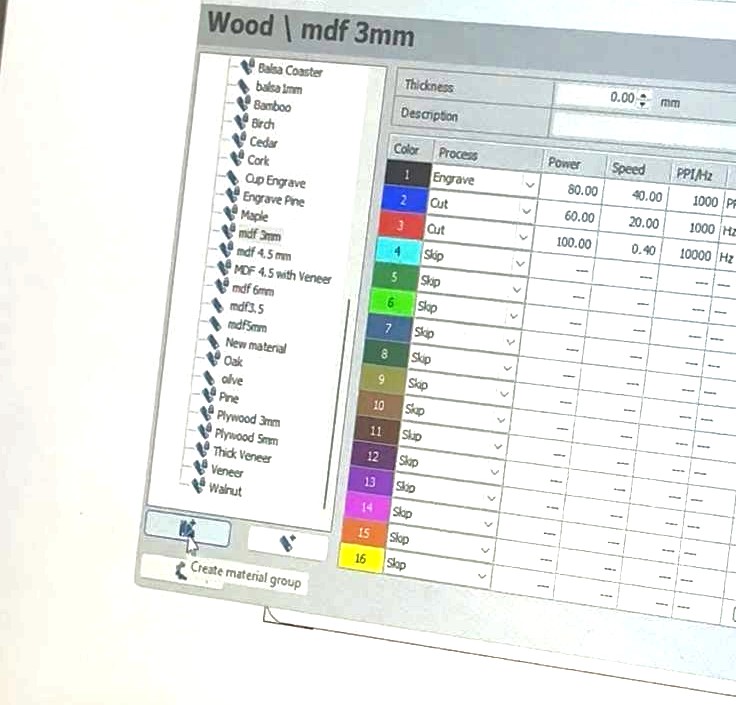
It is possible to define a vector we wish to engrave, and save time by keeping it as a cut, however adjusting the power/speed settings so that the laser machine will only torch the object on our material, without completely treating it as an engraved part
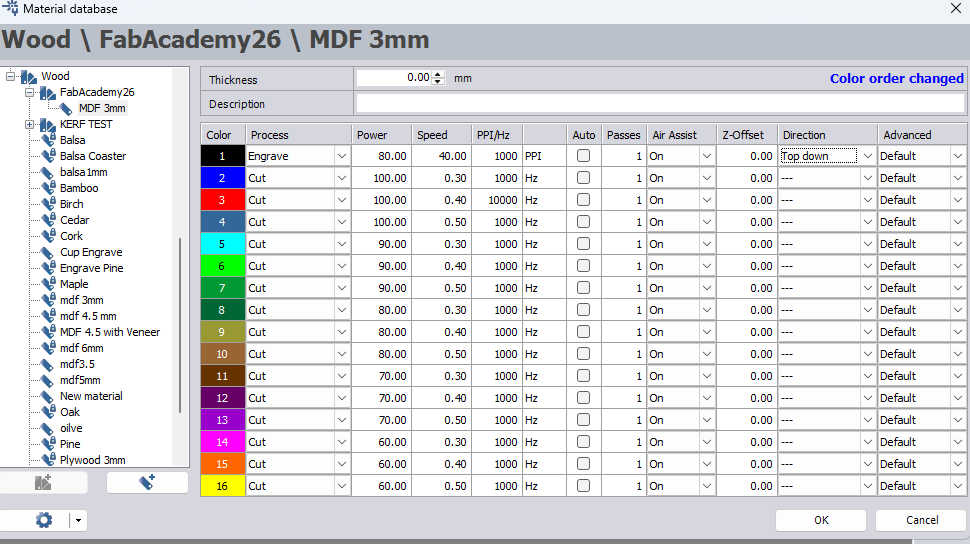
Trotec Ebook Handbook for engravers is a good read and reference to distinguish between Raster Engraving,Vector Cutting and Importing the Trotec color pallete
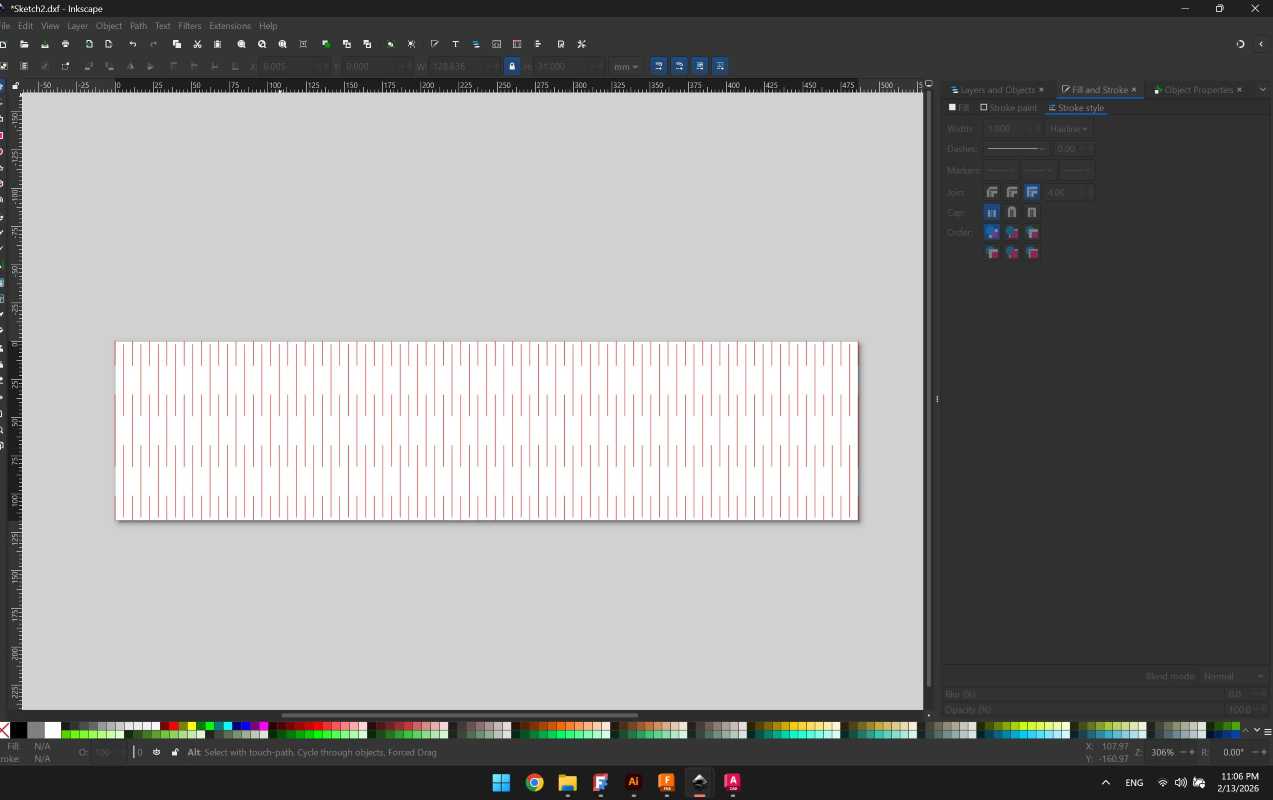
For this week I manually prepared a color pallete which to match the exact colors. Follow this Tutorial to know how
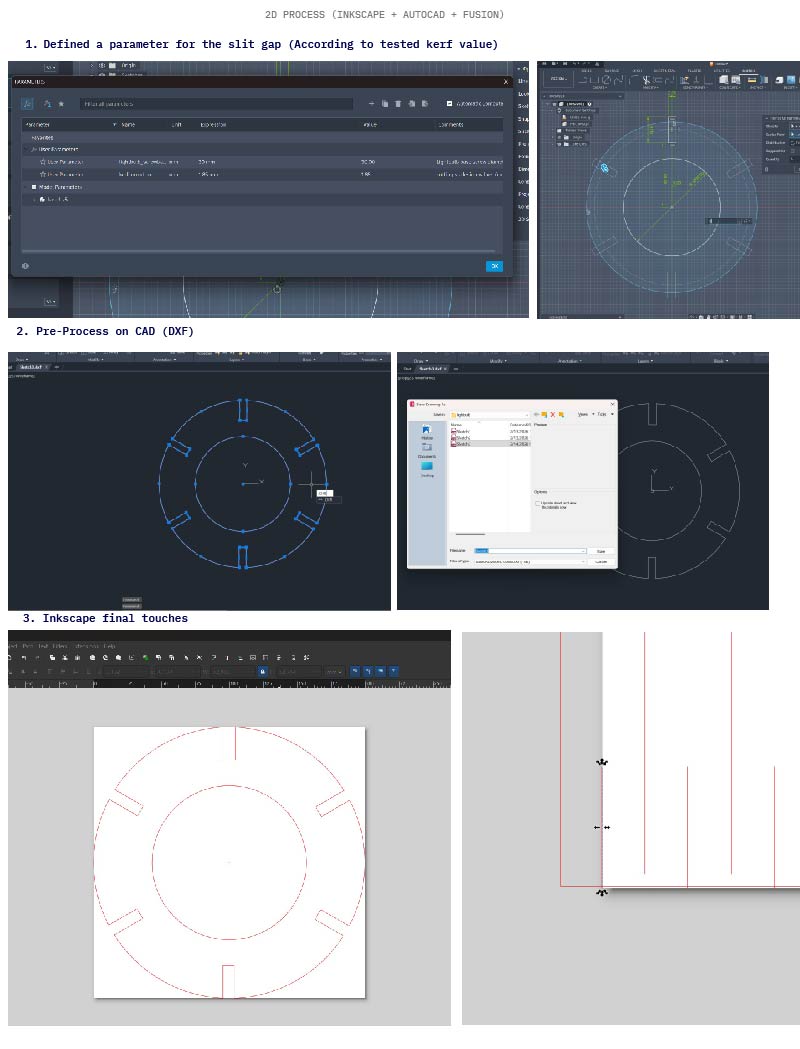
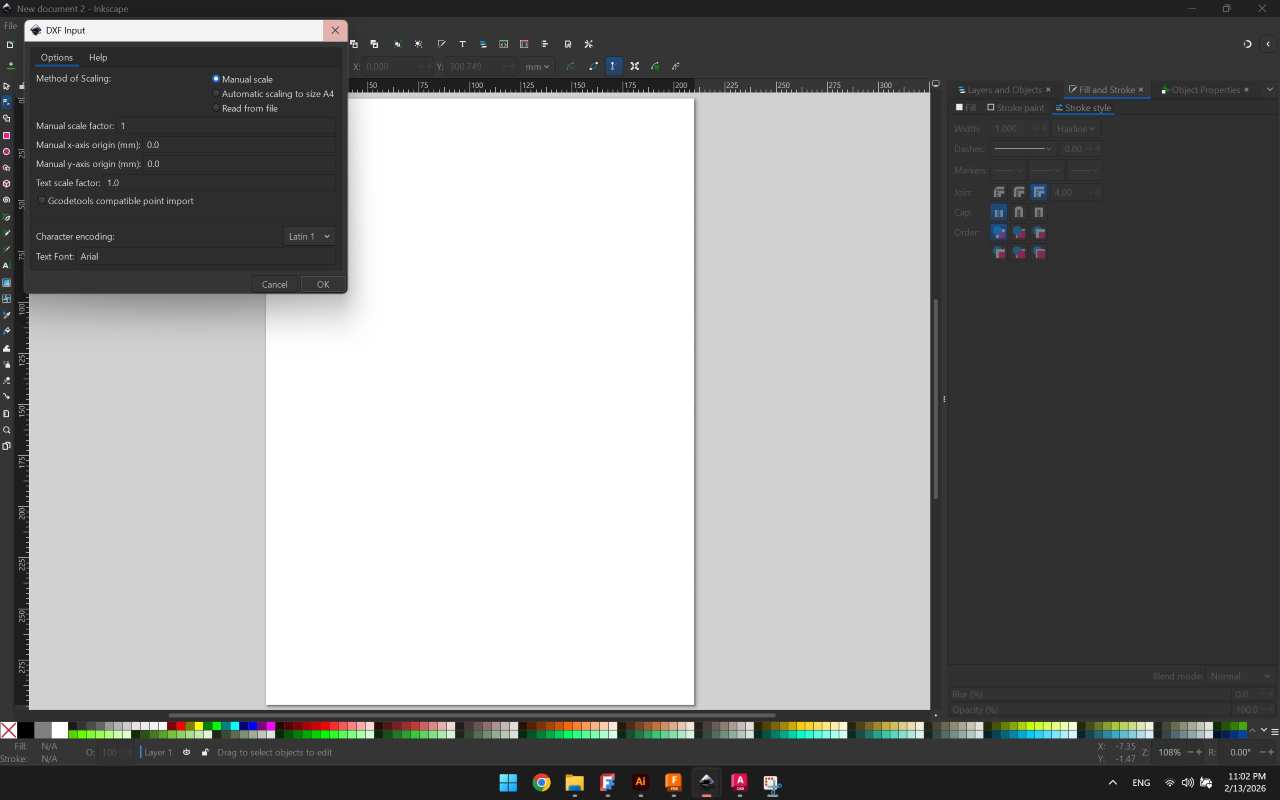
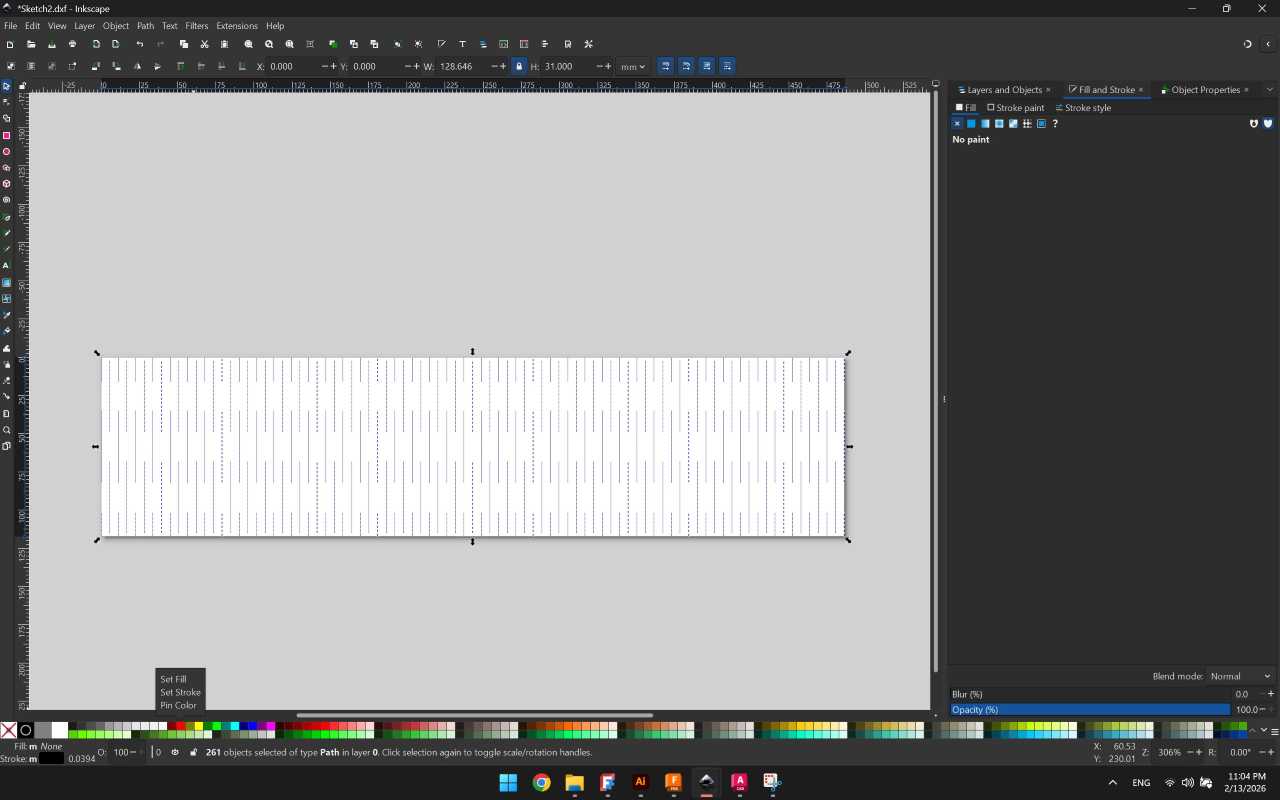
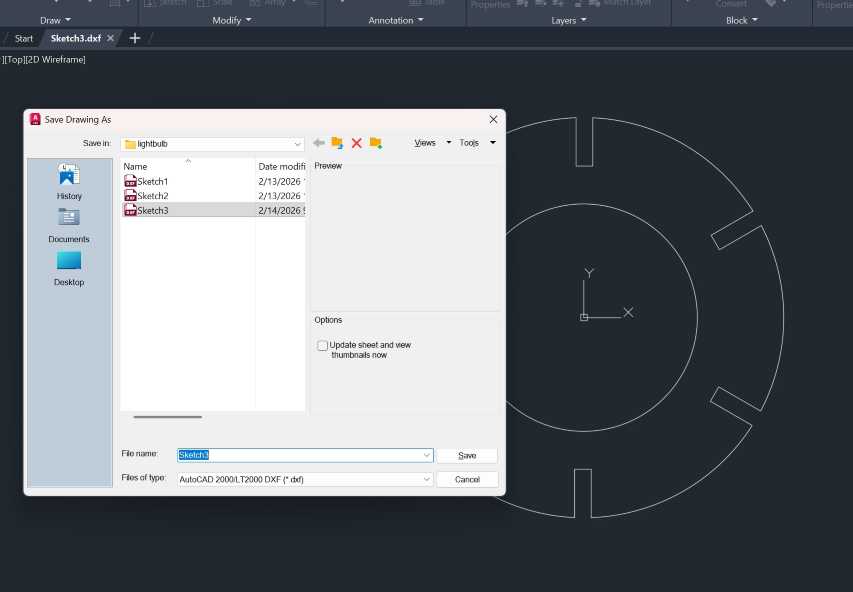
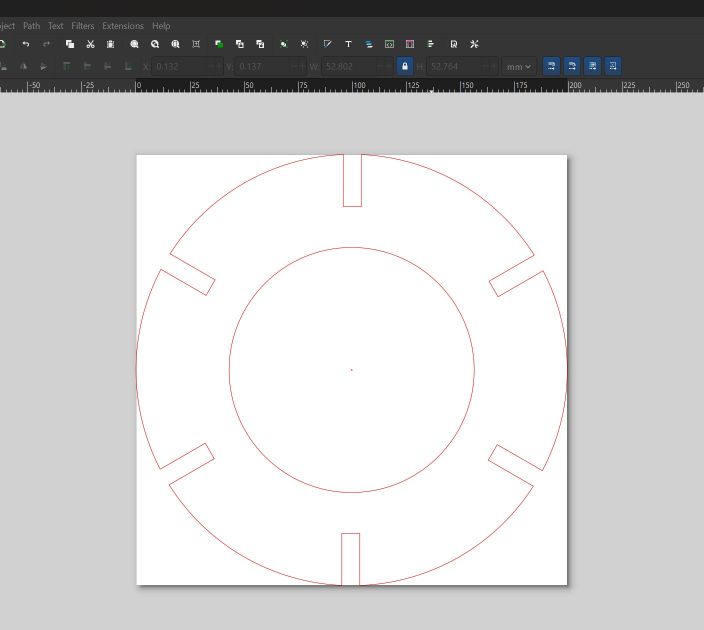
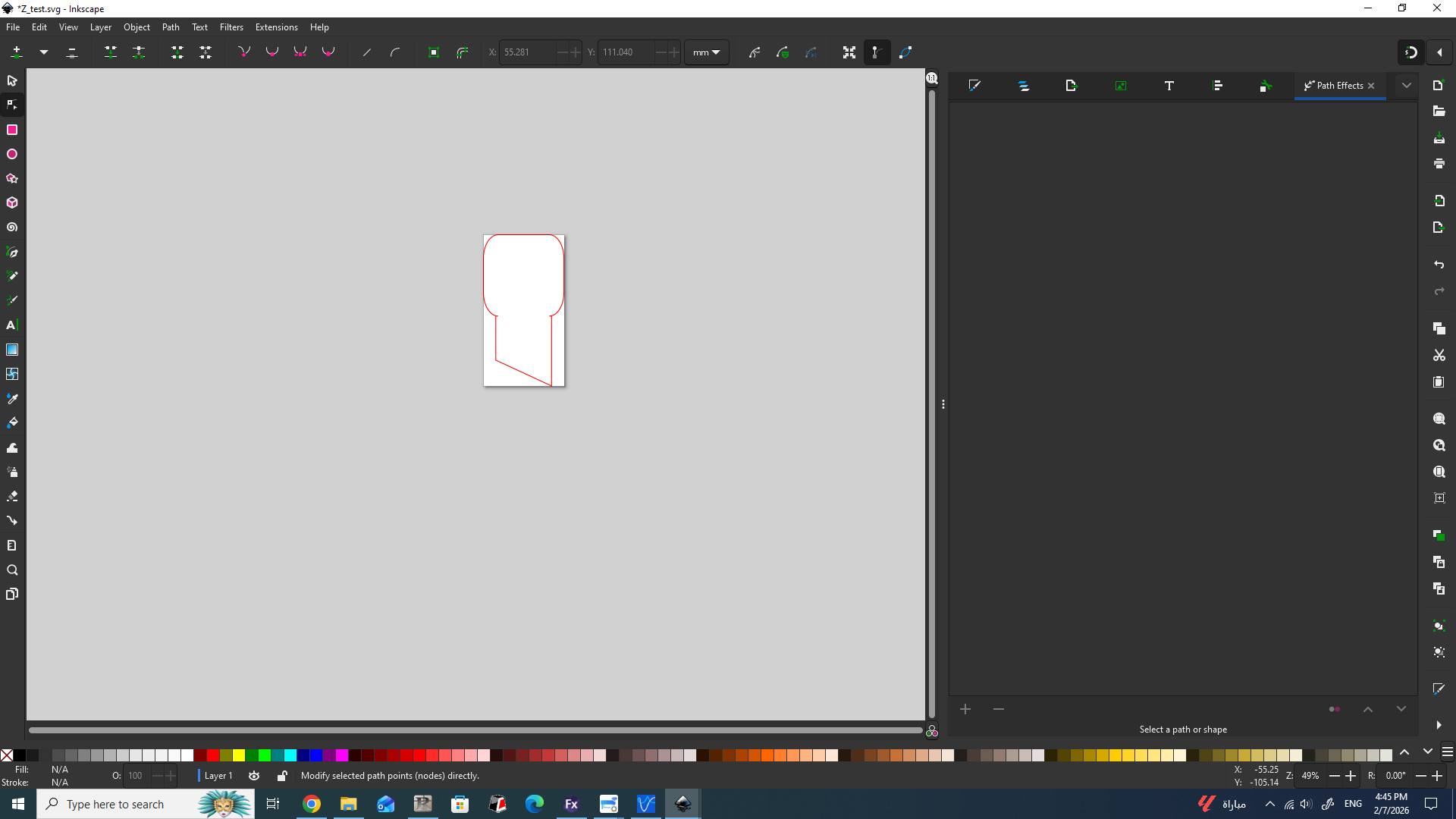
To fit the artboard (page) to your artwork in Inkscape, select the object(s) and press Ctrl+Shift+R (or Cmd+Shift+R on Mac). This shortcut immediately resizes the document page to match the bounding box of the selected elements, or the entire drawing if nothing is selected.
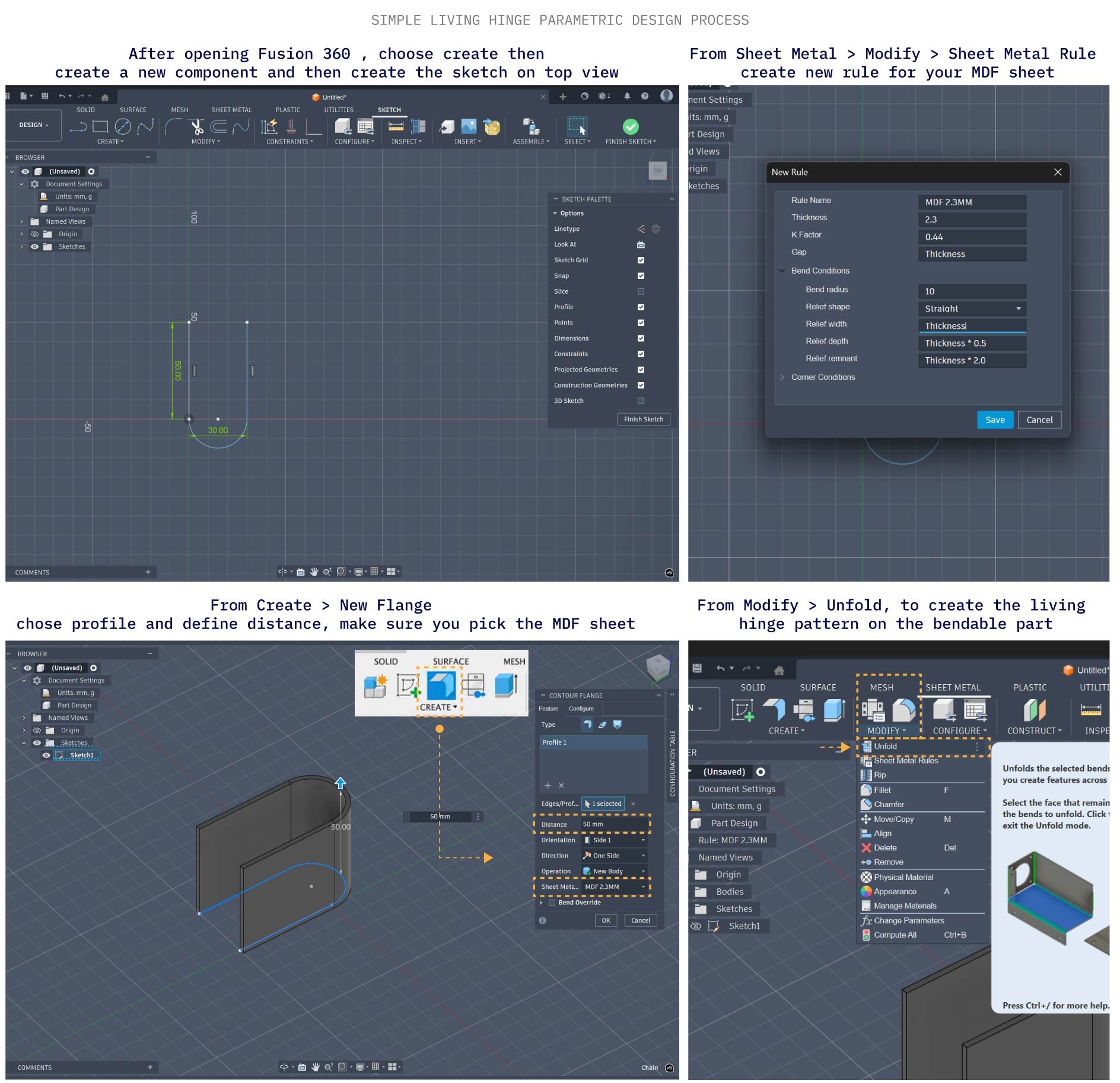
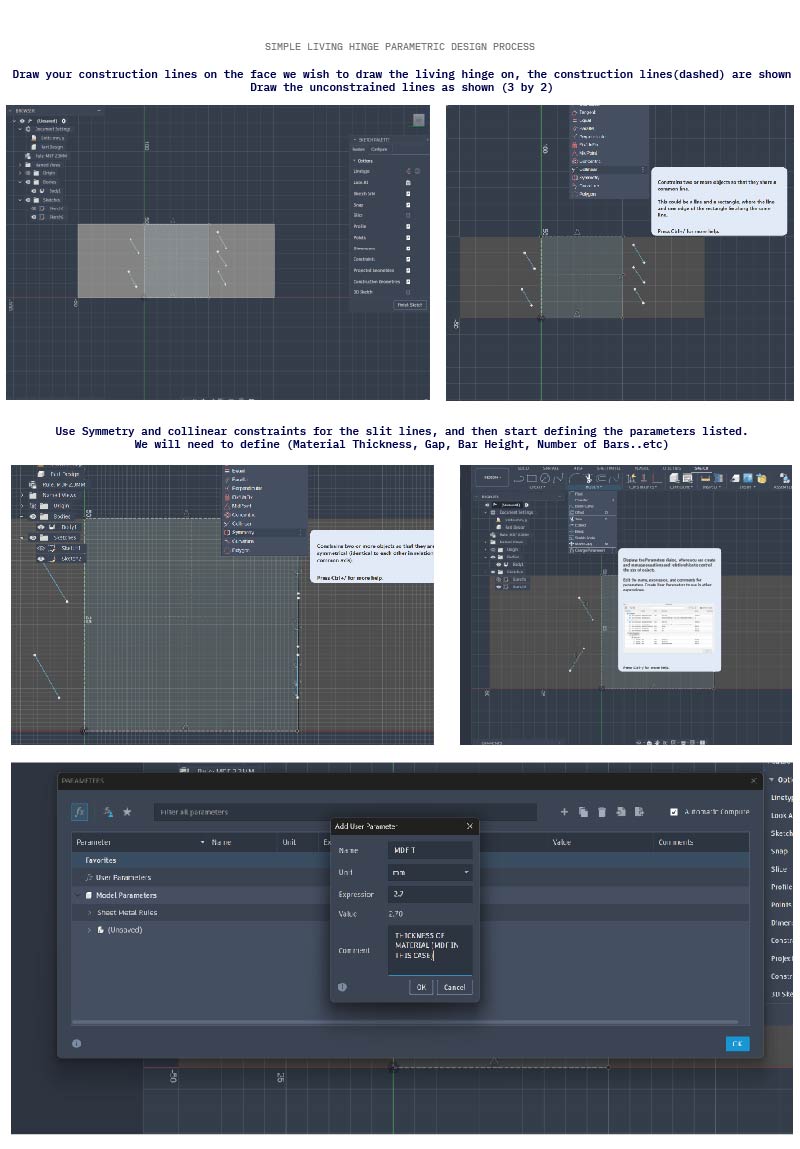
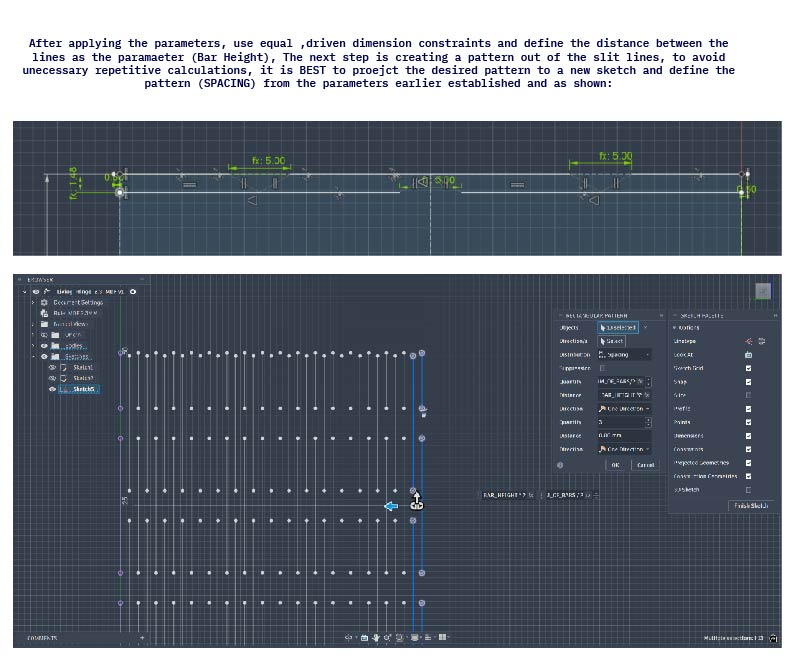
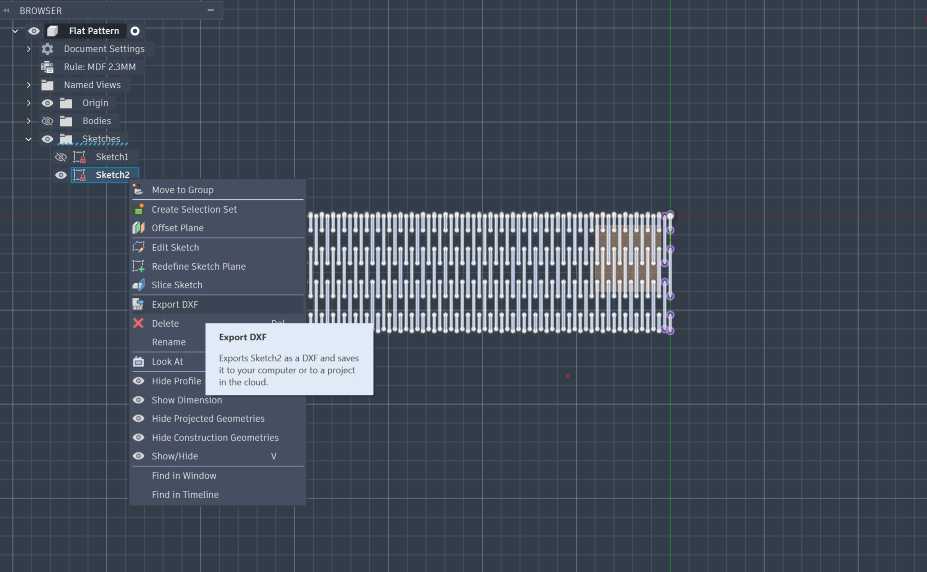
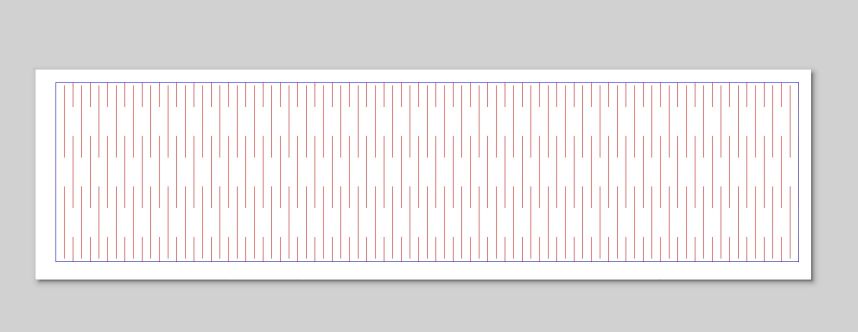
I scaled down all the parts but the idea was to do a lamp/light mockup made from living hinges. You can see the modelling process in details in [Week 02 Documentation](week-two.html)
Check:When loading a new Job/File make sure your material selection is the same
Click:Double Click in the workspace to quickly access the color palette settings




{kind=link}
{kind=link}