

Week 13 Group Assignment
Molding and Casting
If you want to check Oscar's personal work click HERE →
// MAIN OBJECTIVE \\
Review the safety data sheets for each of your molding and casting materials, Make and compare test casts with each of them and Compare printing vs milling molds
Team members
OSCAR GUZMAN JORGE
CARLOS FERNANDO PEREZ LOPEZ
Data sheets
Before working with any molding and casting materials, it is crucial to review their properties and safety guidelines. Here is the technical and safety breakdown for the materials evaluated:
1. Platinum-Cure Silicones (RTV-2)
These are the standard for high-precision molds, as well as food-grade or medical-grade applications.
Typical Composition: Polydimethylsiloxane with a platinum catalyst.
Physical Properties:
- Shore Hardness: 10A to 40A (soft to medium).
- Tensile Strength: 4.0 to 7.0 MPa
- Shrinkage: <0.1%
Safety Data Sheet (SDS) - Key Points:
- Hazard Identification: Generally not classified as hazardous according to GHS, but prolonged contact may cause mild irritation.
- First Aid: Flush eyes with water for 15 minutes.
- Handling: Avoid contact with sulfur, latex, and amines, as they cause "cure inhibition" (the silicone remains tacky/sticky).

Platinum-Cure Silicones
2. Polyurethane Resins (Casting Resins)
Used for final parts due to their versatility and fast curing speeds.
Typical Composition: Part A (Isocyanate) and Part B (Polyol).
Physical Properties:
- Shore Hardness: 60D to 85D (Rigid).
- Pot Life: 2.5 to 20 minutes.
- Viscosity: Low (60 to 100cP), similar to water.
Safety Data Sheet (SDS) - Key Points:
- Inhalation Risk: Isocyanates are potent respiratory sensitizers. They can cause occupational asthma.
- Personal Protective Equipment (PPE): Mandatory use of a respirator with organic vapor cartridges (NIOSH approved) and nitrile gloves.
- Reactivity: Reacts violently with water, producing CO2 gas which can pressurize closed containers.
Polyurethane Resins
3. Epoxy Resins
Ideal for parts requiring high mechanical strength and crystal-clear transparency.
Typical Composition: Bisphenol A resin and amine hardener.
Physical Properties:
- Compressive Strength: 80 to 100 MPa
- Cure Time: 12 to 72 hours.
Safety Data Sheet (SDS) - Key Points:
- Skin Toxicity: Amines are corrosive and can cause severe contact dermatitis.
- Chronic Effects: Repeated contact can lead to permanent sensitization (allergic reaction) to the material.
- Disposal: Liquid material is toxic to aquatic life; it must be fully cured before disposal.

Epoxy Resins
4. Alginate (Biological Casting)
This is the material used by dentists for dental impressions or by artists for "body casting" (molds of hands or faces).
Origin: Derived from seaweed (marine algae).
Properties: Incredibly fast (cures in 3–8 minutes) and completely skin-safe.
Safety Data Sheet (SDS) - Key Points:
- Risk: The primary hazard is the inhalation of fine dust before mixing it with water (can irritate the lungs).
Key Fact: It is a "one-time use" mold because it dehydrates and shrinks rapidly after curing.

Alginate for Biological Casting
5. Low-Melt Alloys (Fusible Metals)
Ideal if your group wants to create metal parts without using an industrial forge. These are usually alloys of Bismuth, Tin, and Zinc.
Melting Temperature: Some melt at as low as 70°C or 150°C (can be melted on a small electric stove).
Safety Data Sheet (SDS) - Key Points:
- Hazard: The main risk is thermal shock (severe burns).
- Toxicity: Historically, these contained lead or cadmium, but modern versions (such as lead-free Wood's metal) are much safer. However, bismuth should be handled with gloves to prevent heavy metal absorption.

Low-Melt Alloys
6. Polyurethane Rubber (Urethane Rubber)
Unlike polyurethane resin (which is hard), this material is flexible and much more tear-resistant than silicone.
Usage: Concrete molds, prototype tires, industrial seals.
Properties: It is extremely tacky (sticky).
Safety Data Sheet (SDS) - Key Points:
- Warning: Like the resin version, it contains isocyanates. Requires forced ventilation.
Technical Note: A release agent is mandatory; without it, the rubber will permanently bond to your original model.

Polyurethane Rubber
7. Plasters and Polymer Cements (Jesmonite / Hydrocal)
Composite materials that mix a mineral base with an acrylic liquid.
Jesmonite: Currently very popular in product design because it looks like stone but is lightweight and non-toxic.
Safety Data Sheet (SDS) - Key Points:
- Advantage: These are water-based, so they do not emit Volatile Organic Compounds (VOCs).
Eco-Friendly: It is the safe alternative to polyester or epoxy resins.

Jesmonite / Hydrocal
Casting Comparison - Silicone 3030 & Epoxy Resin
To understand the different applications and behaviors of our materials, we made test casts using two very different compounds: Silicone 3030 and Epoxy Resin. As we did all the experiments and observations, we noticed that both materials offer distinct advantages depending on the desired final properties of the object.
Silicone 3030 Cast
- Preparation: We first weigh the silicone depending on how much we would need in the molds and then we calculated the ratio of silicone and catalyst (100/10) and while we mix it up, the resulting mix makes excessive air bubbles in the mixture, so after mixing and before the material hardens, we put it on a vacumm machine to get rid of that bubbles and then pour the silicone into the mold.
- Curing Process: Cures at room temperature. The process is generally stable and not noticeably exothermic, for a small mold it took aprox. 4 hours for the mold to be hard.
- Final Result: The resulting cast is highly flexible, durable, and possesses great tear strength. It easily captures fine details from the mold and is perfect for creating soft parts, jewelry or flexible joints.
- Safety Warning: It is highly recommended to bake the final silicone piece at 150°C for 10-15 minutes in an industrial oven. This helps eliminate the strong and dizzying odor left after the initial curing.
Epoxy Resin Cast
- Preparation: We did the same weigh process for the resine, the only things that change are that this resin requires another exact ratio of resin to hardener (2/1 resin catalyst). Mixing must be thorough but slow to minimize bubbles, which are harder to remove due to its high viscosity, but with a vacuum chamber it can be fixed.
- Curing Process: Highly exothermic. The chemical reaction generates significant heat as it hardens, it may even burn a little bit, and the curing time is much longer compared to standard fast-cast resins, aprox. 10 hours.
- Final Result: Produces a rigid, incredibly strong, and structurally sound solid part. It is ideal for mechanical components or parts requiring high impact resistance.
- Safety Warning: The resin is toxic if inhaled constantly. Always work in a well-ventilated area and make sure to clean both the mold and the final piece thoroughly with isopropyl alcohol.

Flexible Silicone 3030 test cast.

Rigid Epoxy Resin test cast.
Casting Conclusion
Based on these tests, we would use Silicone 3030 for parts that require flexibility, impact absorption, or custom gaskets. On the other hand, we would choose Epoxy Resin for structural parts, rigid casings, or aesthetic pieces where a solid, highly durable, and clear finish is needed.
Mold Fabrication: 3D Resin Printing & CNC Wax Milling
For this phase of the assignment, we evaluated two different manufacturing methods to create positive master molds, which were then filled with silicone to create the negative molds. We compared Additive Manufacturing (3D Resin Printing) against Subtractive Manufacturing (CNC Milling on a wax block).
3D Resin Printing
- Process: The positive model was printed using a resin printer. The process is highly automated but requires post-processing steps like washing in IPA and UV curing.
- Resolution & Finish: Extremely high detail capabilities. However, depending on the orientation, microscopic layer lines might be visible and transferred to the silicone.
- Silicone Compatibility: Crucial Note: Standard UV resins often contain chemicals that cause cure inhibition in platinum-cure silicones. To prevent the silicone from remaining sticky, the printed part must be thoroughly cured, coated with a clear primer, or have a release agent applied.
- Advantages & Disadvantages: Resin printing is generally easier to set up, and the finishes are incredibly beautiful and useful, especially for highly detailed work like jewelry. However, the material is toxic and requires a well-ventilated space. Additionally, if the print fails or the machine has issues, a massive amount of time is lost, which is very frustrating. Finally, resin molds cannot be used to cast edible silicone products.
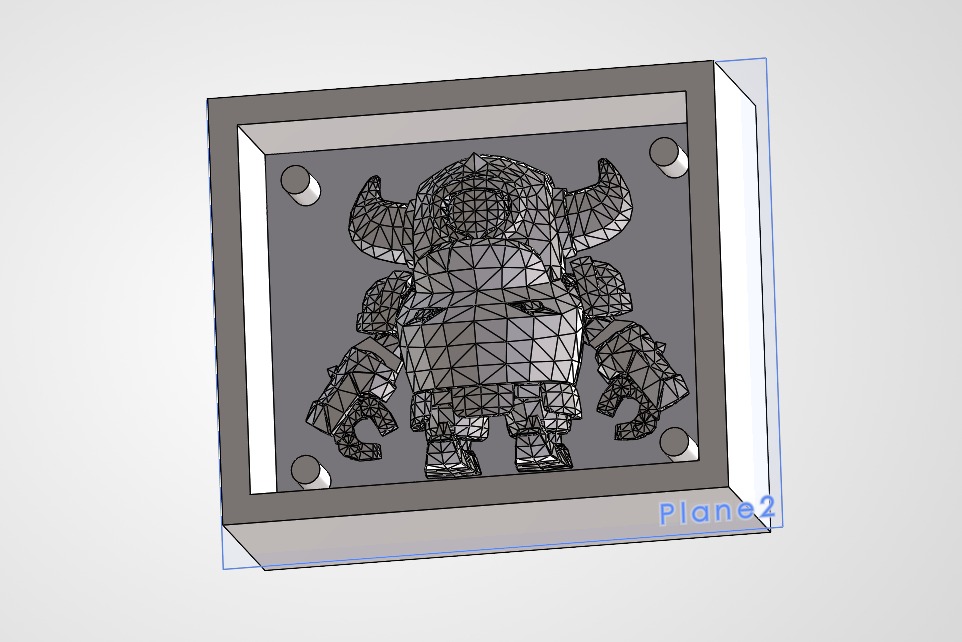
1. 3D Model used for printing

2. Resin 3D Printer setup
3. Resin printing process.

4. Final Result: Positive mold printed in UV Resin.
CNC Milling a Wax Block
- Process: A block of machinable wax was milled using a CNC machine. This requires generating precise toolpaths for roughing and finishing passes.
- Resolution & Finish: Provides an incredibly smooth surface finish, especially after a fine finishing pass. The geometric accuracy is excellent, though sharp internal corners are limited by the end mill's diameter.
- Silicone Compatibility: Machinable wax is perfectly compatible with silicones. There is absolutely no risk of cure inhibition, and the silicone releases from the wax effortlessly without needing any release agent. Additionally, the wax chips can be melted down and reused for future projects.
- Advantages & Disadvantages: The initial process of taking precise measurements of the wax block to create the mold is very time-consuming, and operating the CNC machine can be intimidating at first. However, once you understand the workflow, it becomes a fairly simple and enjoyable process. It generally consumes more time than a successful resin print and cannot achieve the same micro-level details. A major advantage is that wax can be used safely to cast edible silicone products.
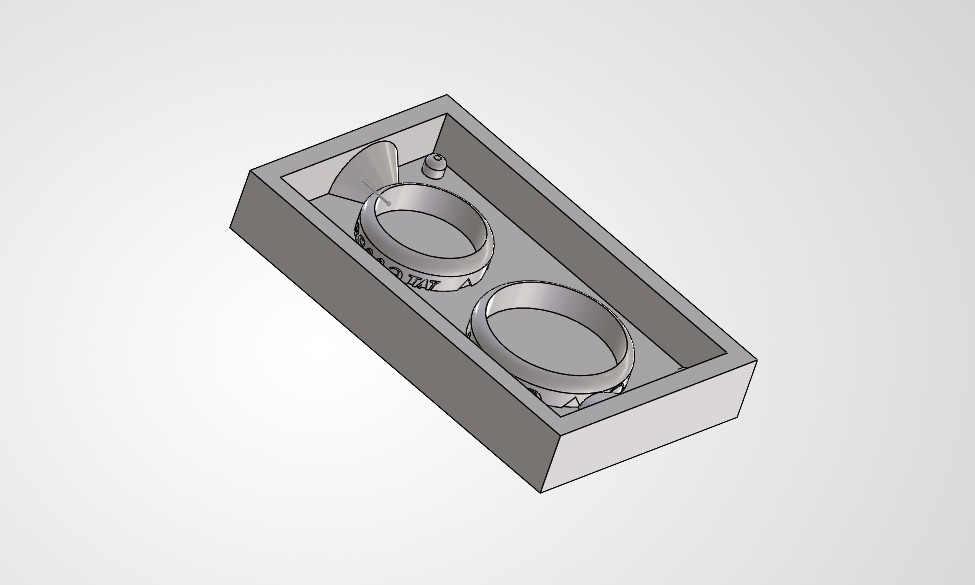
1. 3D Model and Toolpaths for milling
2. CNC Machine setup
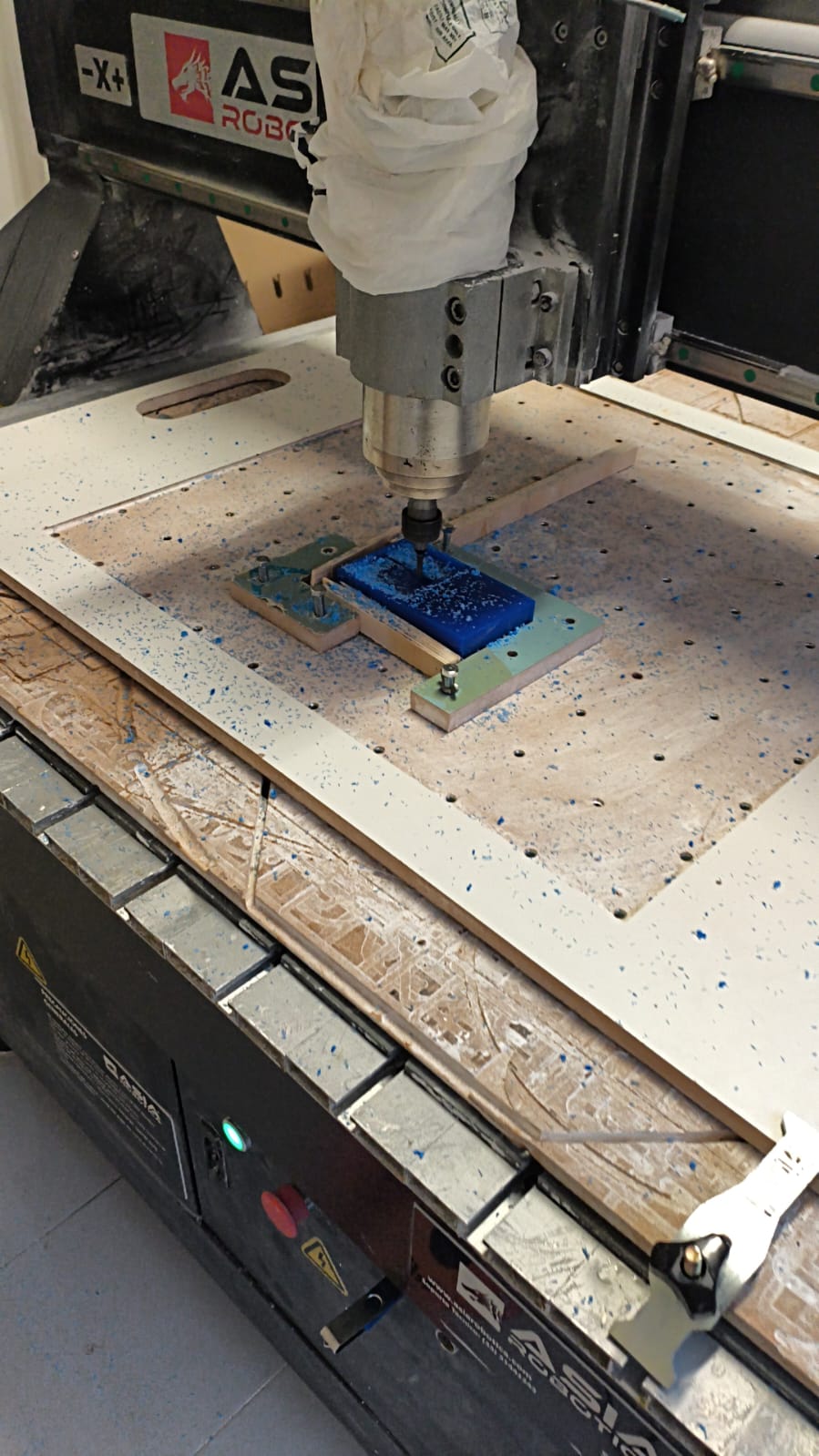
3. CNC wax milling process.

4. Final Result: Positive mold milled in machinable wax.
Mold Fabrication Conclusion
For future projects, we would lean towards 3D Resin Printing when we need to manufacture very small, highly detailed molds (like jewelry) where food safety is not a concern, but we would choose CNC Wax Milling for making larger, precise geometric parts, or anytime the final goal is to cast food-grade edible silicone, as the wax ensures a completely safe process.