Week13 | Molding and casting
Group members
Group assignment | Molding and casting
For this week, group assignment, our task was to:
- Review the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them.
- Compare mold making processes.
Safety Data Sheets (SDS) Overview
For all three materials, the SDS highlights similar basics based on their data sheets, Smooth-Sil 940, Smooth-Cast-310, and Smooth-Cast Onyx fast.
Avoid skin and eye contact, uncured resins and silicones can irritate. Work in a space with well ventilation, especially with casting resins that release fumes. Use gloves and better also eye protection.
The key difference: urethane resins (Smooth-Cast products) are more sensitive to moisture and fumes than silicone (Smooth-Sil 940), which is generally safer to handle.
Smooth-Cast-310
Before starting the casting process, we all wore safety goggles, jacket and disposable gloves (nitrile).

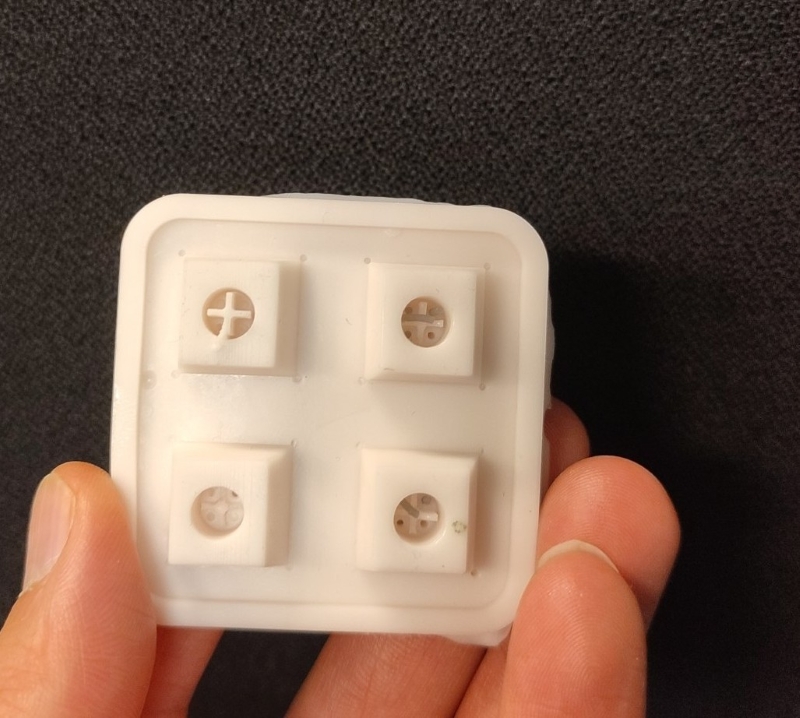
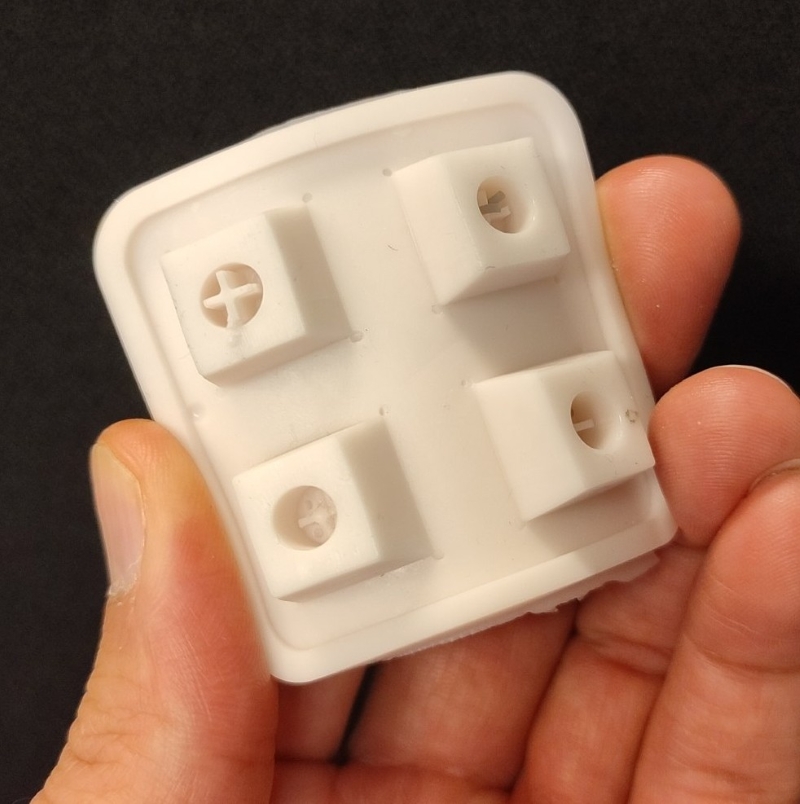
Smooth-Cast 310 (Urethane Plastic) is a liquid plastic for casting solid parts. Medium curing speed, enough time to pour, but still fairly quick. Produces smooth, white, rigid parts with good surface finish.
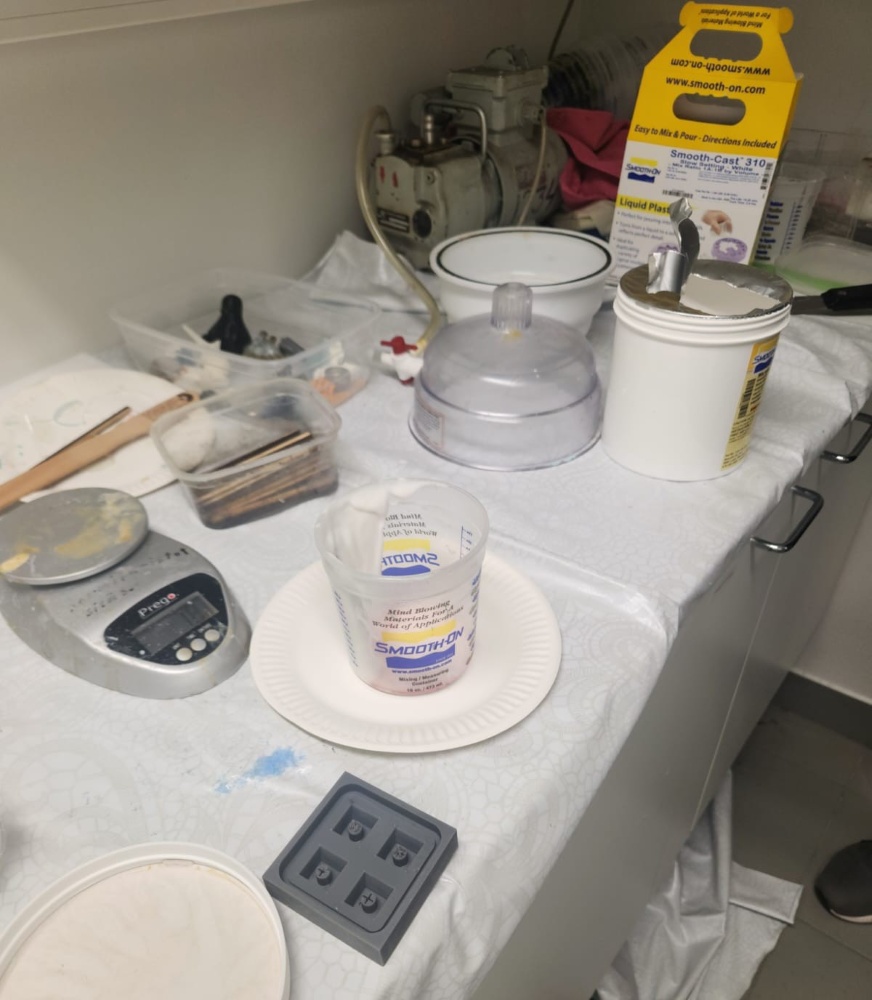
All important processing information is on the box, such as the mixing ratio, curing time, and working time before pouring.
We used a lab scale to measure the ratio:
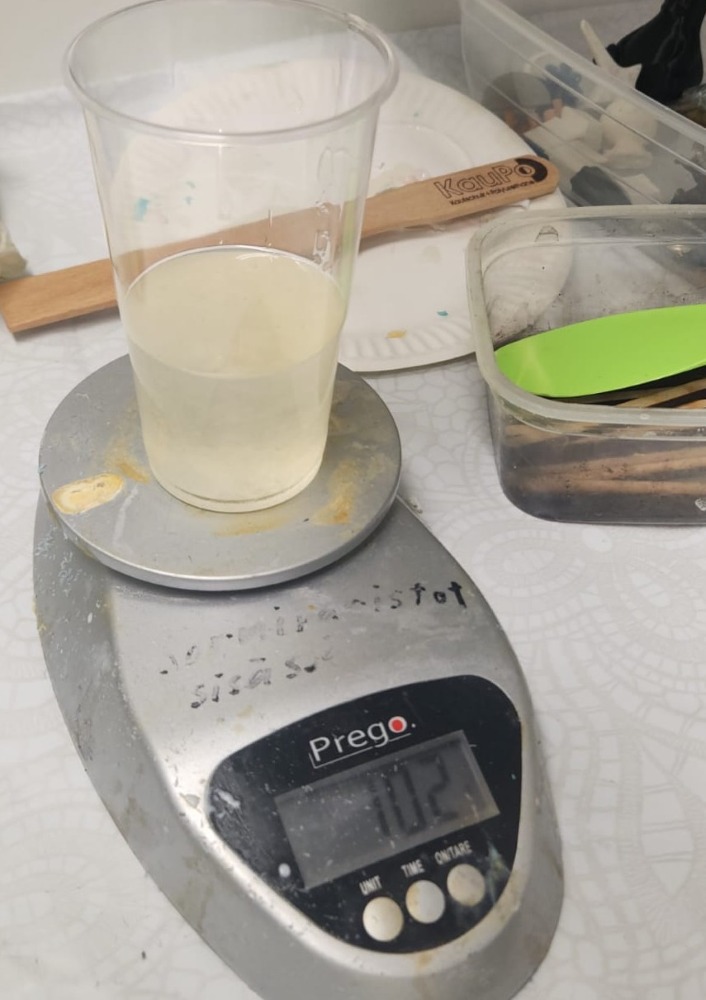
Based on the information on the package, mixing, degassing, and pouring must be completed within 20 minutes.

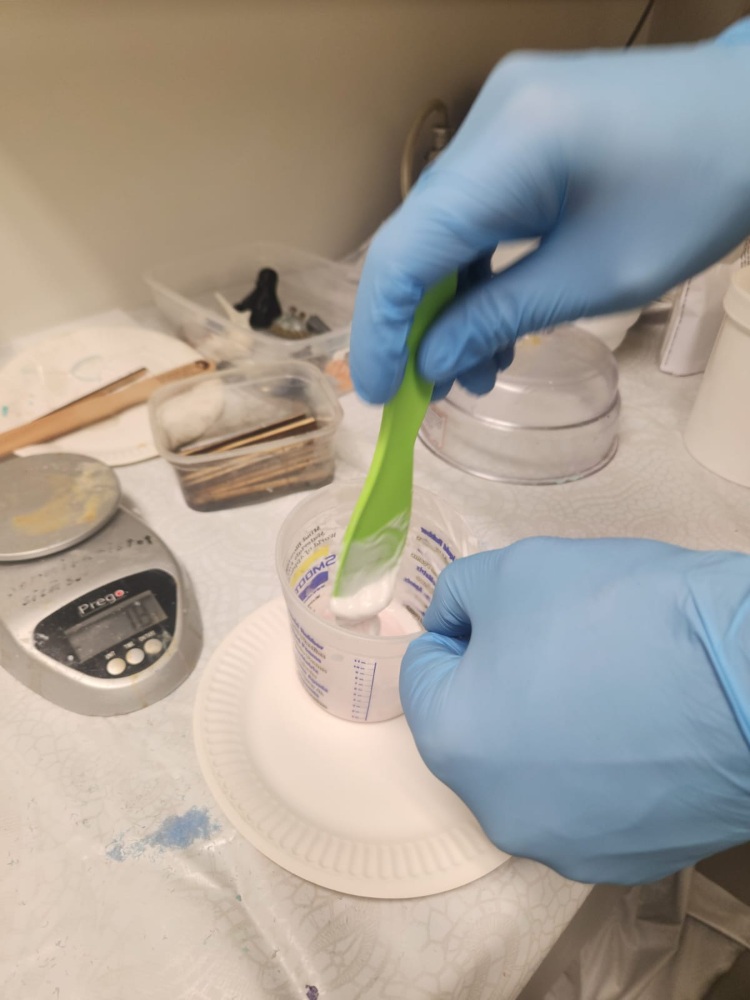
After measuring, we slowly started mixing manually. Since it was our first time, there were many bubbles in the mixture.
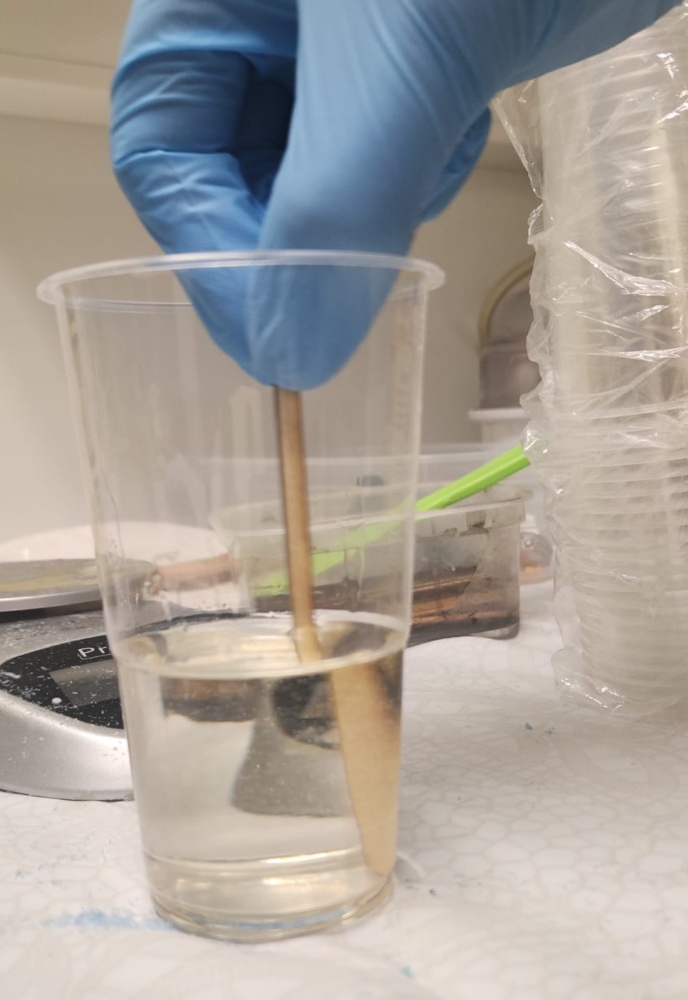
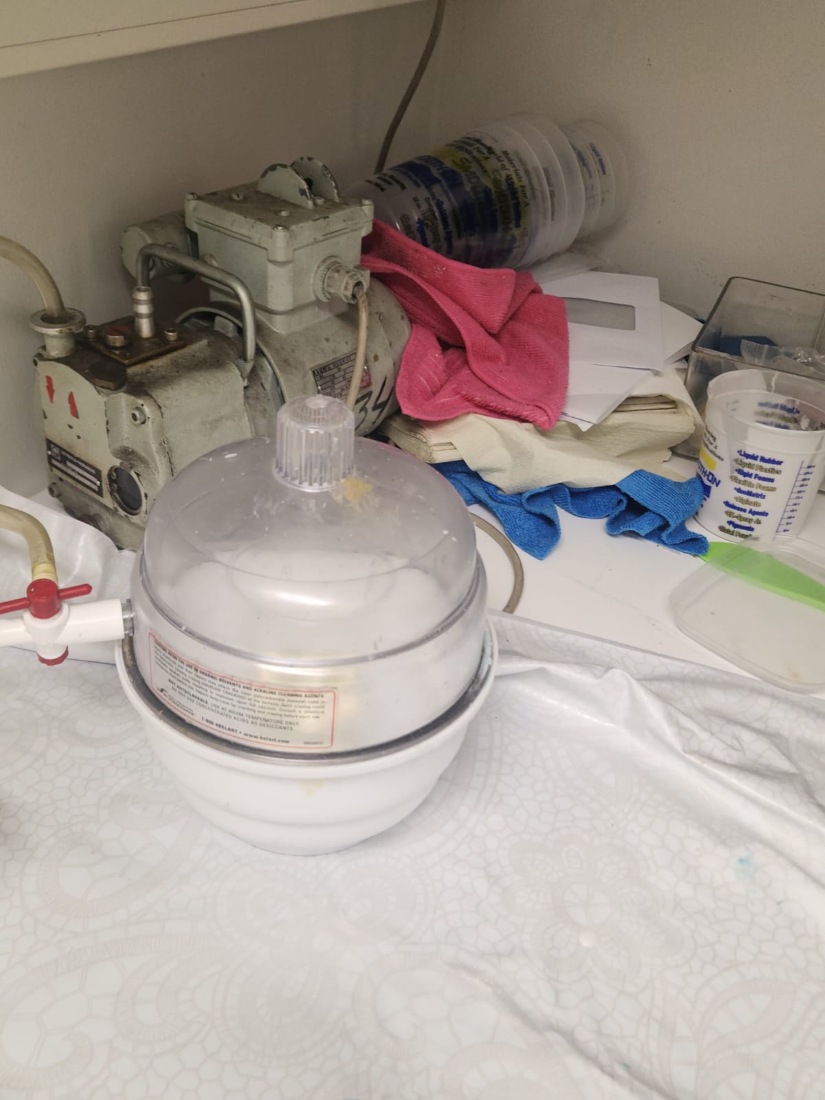
As mentioned, there were too many bubbles produced during mixing. To remove them, we used a vacuum machine for about 2 minutes.
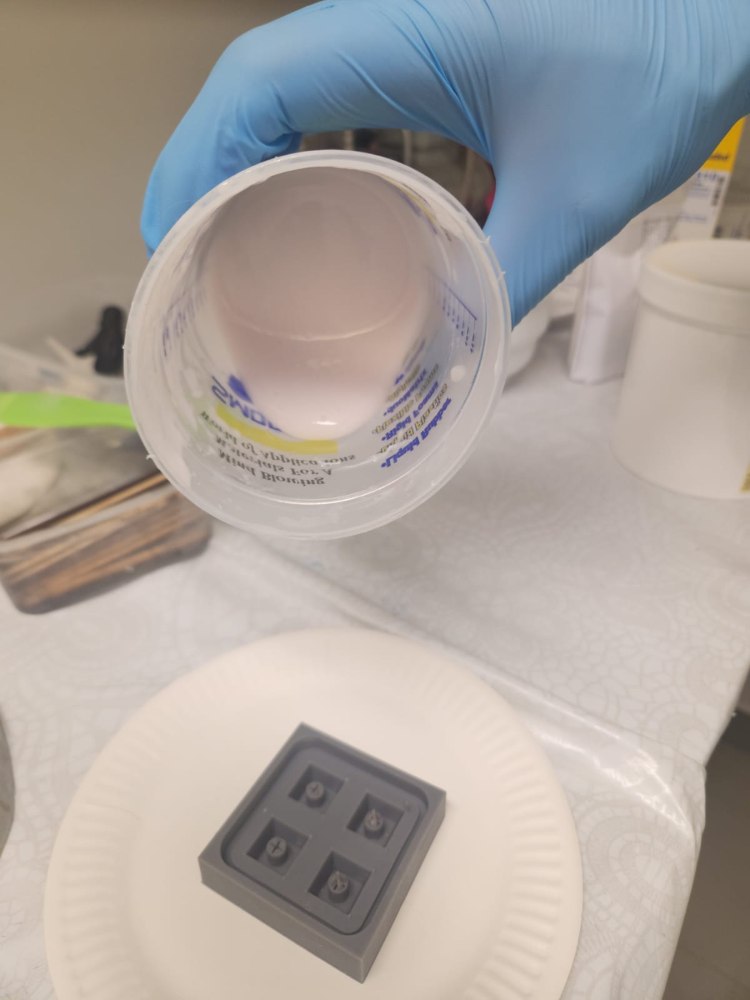
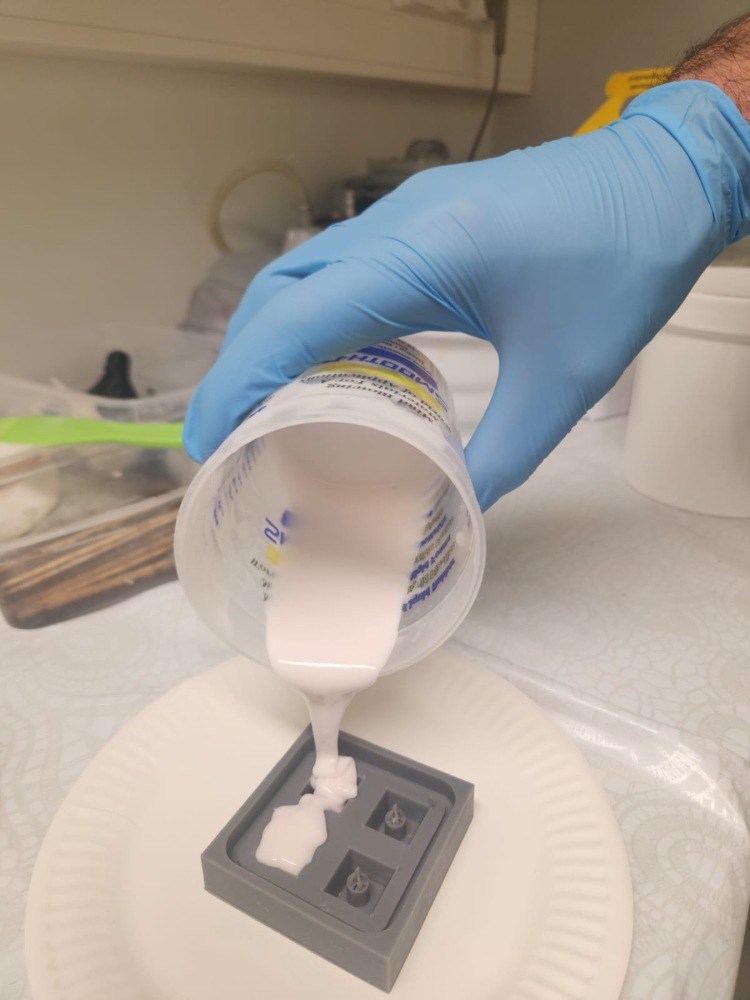
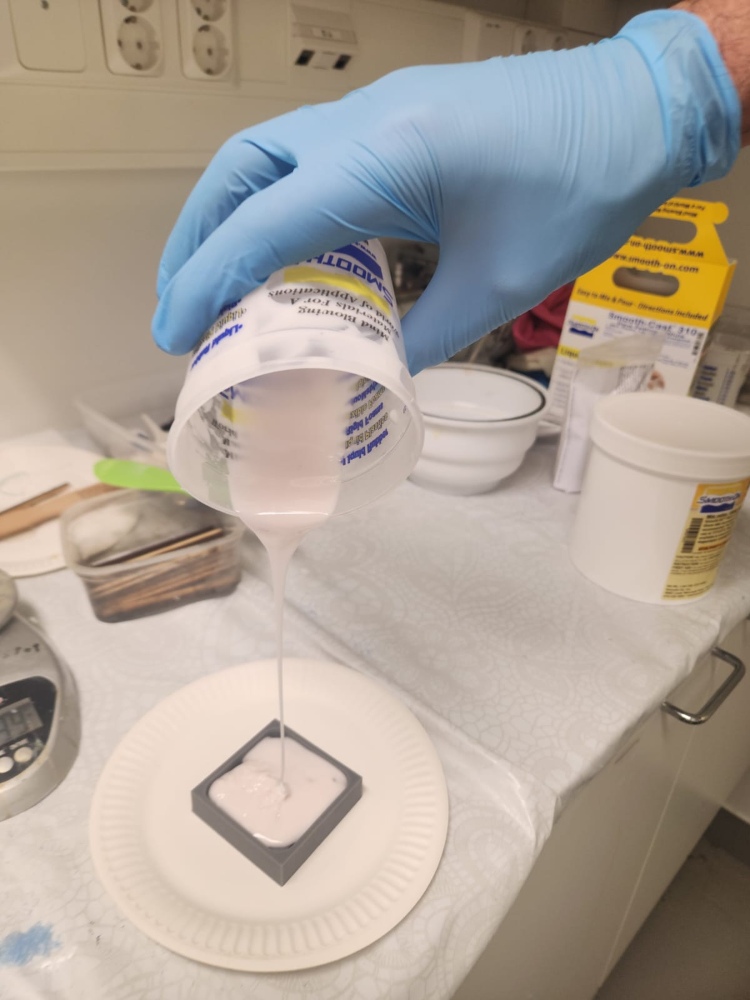
Finally, we poured the mixture into the mold:
 |
 |
We left it to cure for more than 28 hours (the data sheet specifies 24 hours). We found that the surface shrank, which means the mold needs to be filled slightly above the surface to get the correct shape.
 |
 |
 |
 |
Smooth-Sil 940
Smooth-Sil 940 is a high-strength silicone used for making molds. It cures relatively slowly, giving more working time to mix, degas, and pour carefully.
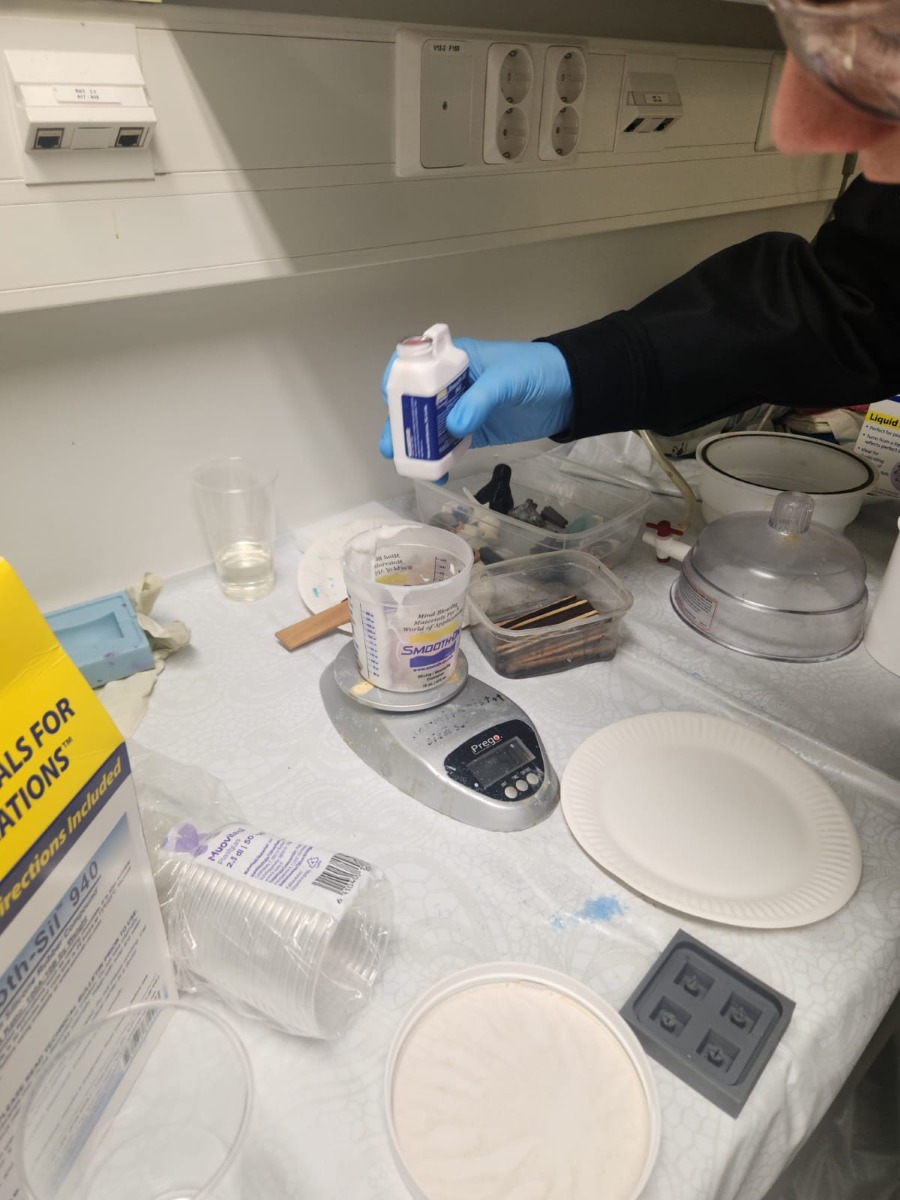
We did the same process for this also, but we had 30 minutes time that so called pot life.
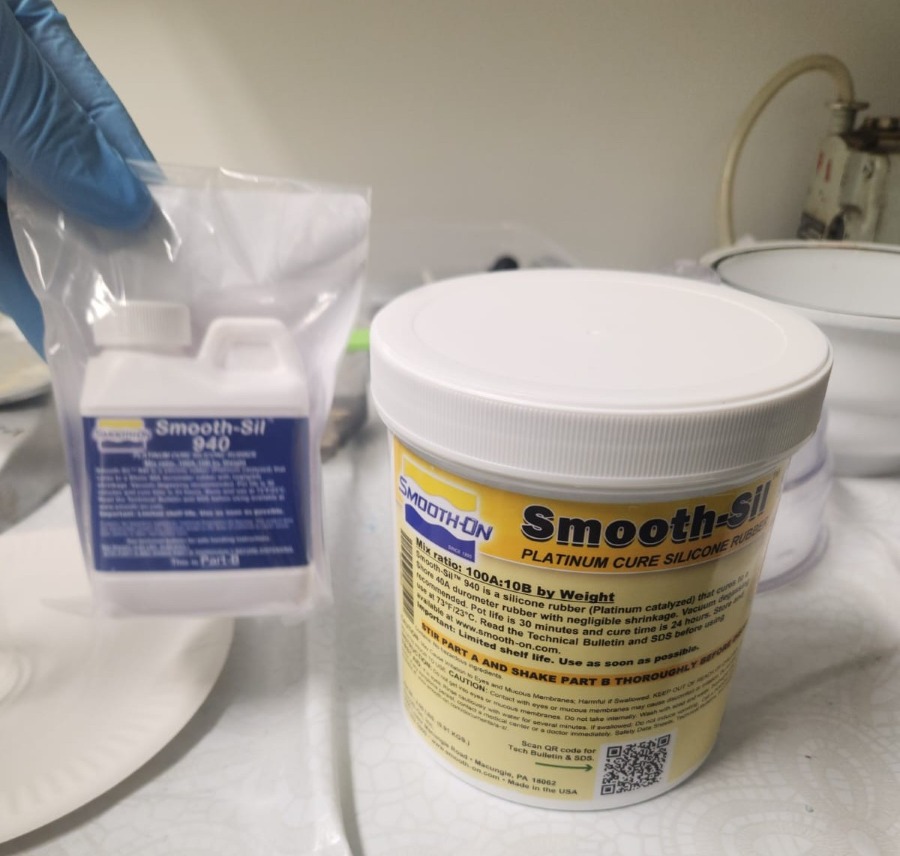
Scaling, the ratio was and is 10 to 1:
 |
 |
Mixing:
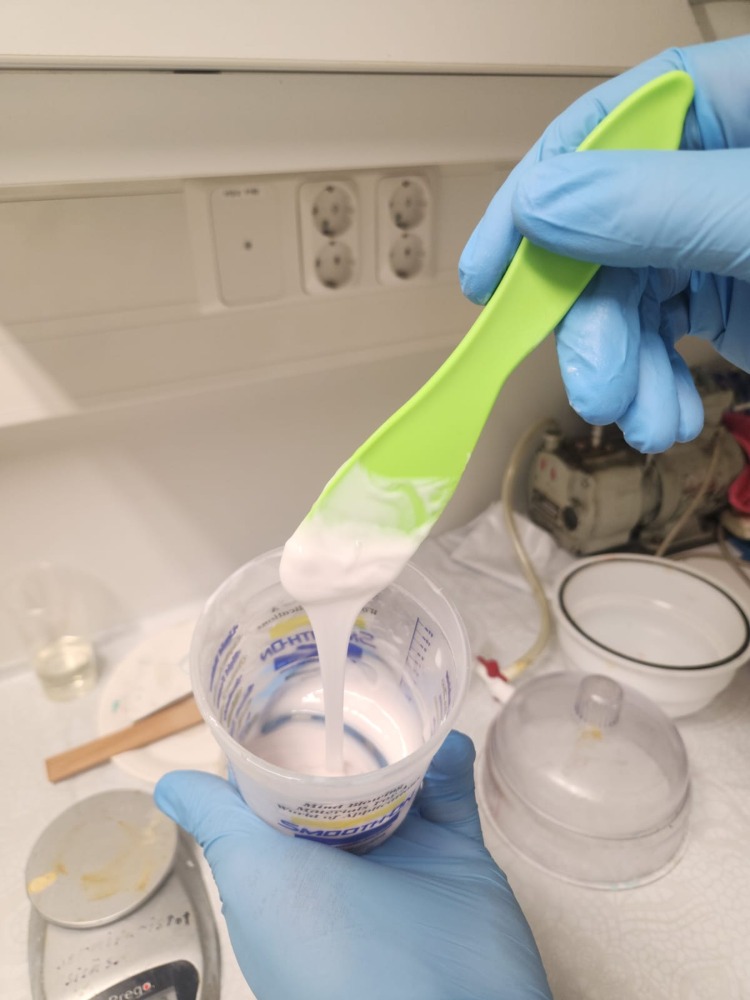
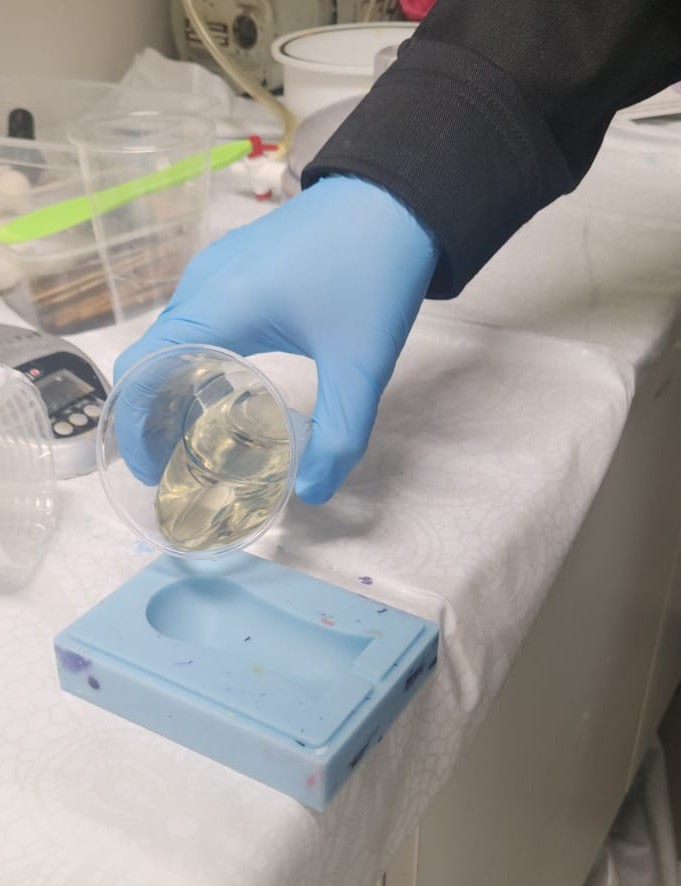
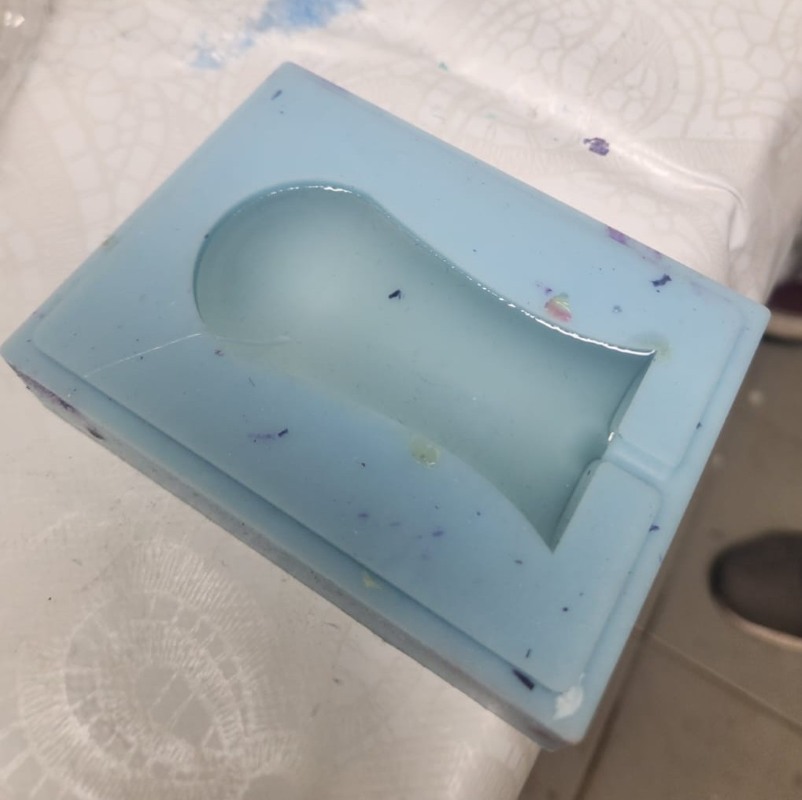
Degassing and pouring. Before poured it in the hard mold, we spread inside the mold to make the silicon easy to remove:
 |
 |
 |
 |
 |
 |
And we left it for 28 hours:
 |
 |
Smooth-Cast Onyx fast
We tested also very fast-curing casting resin with a black, filled appearance. Sets quickly, so there’s very little working time (within 2 minutes). It is good for rapid production, but harder to control and more prone to bubbles if rushed.
 |
 |
We did scaling, mixing and pouring:

 |
 |
Advantages of slow vs fast curing times?
Slow curing: Gives more working time to mix, remove bubbles, and pour carefully, leading to better surface quality and fewer defects. Fast curing: Saves time and allows quicker production, but requires faster handling and can lead to more bubbles or mistakes if not done quickly.
Compare mold making processes
3D Printing vs CNC Molds 3D printing is better to make complex shapes, but surface finish is rougher and less durable and takes much time. CNC machining: smooth surface finish, but limited in complex internal geometries.