Roland monoFab · SRM-20
Fresado CNC compacto — Funcionamiento y Seguridad
Visión general
La Roland monoFab SRM-20 es una fresadora CNC compacta de 3 ejes pensada para prototipado, mecanizados pequeños y trabajos de detalle. En comparación con una CNC grande, aquí el enfoque no es desbastar mucho material ni trabajar tableros grandes, sino conseguir precisión, limpieza y control en piezas pequeñas, moldes, grabados y, especialmente en un entorno Fab Lab, PCB y componentes de pequeño formato.

Otra ventaja importante es que es una máquina muy adecuada para el aula o el laboratorio: ocupa poco espacio, funciona con interfaz sencilla mediante VPanel y permite controlar muy bien el proceso. Aun así, sigue siendo una fresadora real, así que hay que usarla con el mismo respeto que cualquier otra CNC.
Especificaciones de la máquina
| Parámetro | Valor |
|---|---|
| Modelo | Roland monoFab SRM-20 |
| Tipo de máquina | Fresadora CNC compacta de sobremesa, 3 ejes |
| Área máxima de trabajo | 203 × 152 × 60.4 mm |
| Material aceptable | Resinas como madera química y cera para modelar; substratos para mecanizado |
| Velocidad máxima del husillo / rotor | 7000 rpm |
| Sujeción de herramienta | Sistema de collar / collet |
| Interfaz | USB |
| Comandos | RML-1, código NC |
| Consumo | Aproximadamente 55 W |
| Nivel de ruido | ≤ 65 dB(A) en funcionamiento sin corte; ≤ 45 dB(A) en espera |
| Dimensiones | 451.0 × 426.6 × 426.2 mm |
| Peso | 19.6 kg |
| Entorno recomendado | 5–40 °C, 35–80 % HR sin condensación |
| Software asociado | VPanel, SRP Player, MODELA Player 4, iModela Creator, ClickMILL, Virtual MODELA |
La capacidad real de mecanizado depende del material, de la herramienta, de la profundidad de pasada y del tipo de estrategia. Aunque sea una máquina precisa, no está pensada para mecanizados agresivos.
Materiales compatibles
- Cera para modelado
- Madera química / resinas de modelado
- Espumas mecanizables
- Acrílico
- Poliacetal
- ABS y PC en placa
- Substratos para mecanizado de PCB
Resumen del funcionamiento de la máquina
Todo este proceso se detalla más abajo con ejemplos
1. Encendido inicial
- Comprobar que la zona de trabajo está limpia y que no hay herramientas sueltas dentro de la cabina.
- Encender la SRM-20 y conectar el ordenador si la controlamos externamente.
- Abrir VPanel for SRM-20.
- Verificar que la máquina responde correctamente a los movimientos manuales.
2. Colocación y fijación del material
- Preparar la base y limpiar tanto la cama como la cara inferior del material.
- Fijar el material con cinta de doble cara, útil en piezas finas y PCB, o con el sistema de sujeción que corresponda.
- Comprobar que el material queda completamente plano y que no se mueve.
- Confirmar que la herramienta tendrá recorrido suficiente sin chocar con fijaciones ni bordes.
En esta máquina, la fijación es clave. Una placa mal pegada o una pieza ligeramente levantada puede hacer que la profundidad de corte varíe, algo especialmente crítico cuando se está fresando una PCB.
3. Colocación de la fresa
- Con la máquina parada, aflojar el collar y colocar la herramienta adecuada.
- Dejar suficiente longitud útil para el mecanizado, pero evitando que sobresalga más de lo necesario.
- Apretar correctamente antes de mover o arrancar el husillo.


4. Definir el origen de trabajo
- Con VPanel, mover la herramienta hasta la posición deseada de inicio.
- Fijar el cero X/Y en la esquina o punto de referencia elegido.
- Bajar el eje Z con cuidado hasta aproximarlo a la superficie.
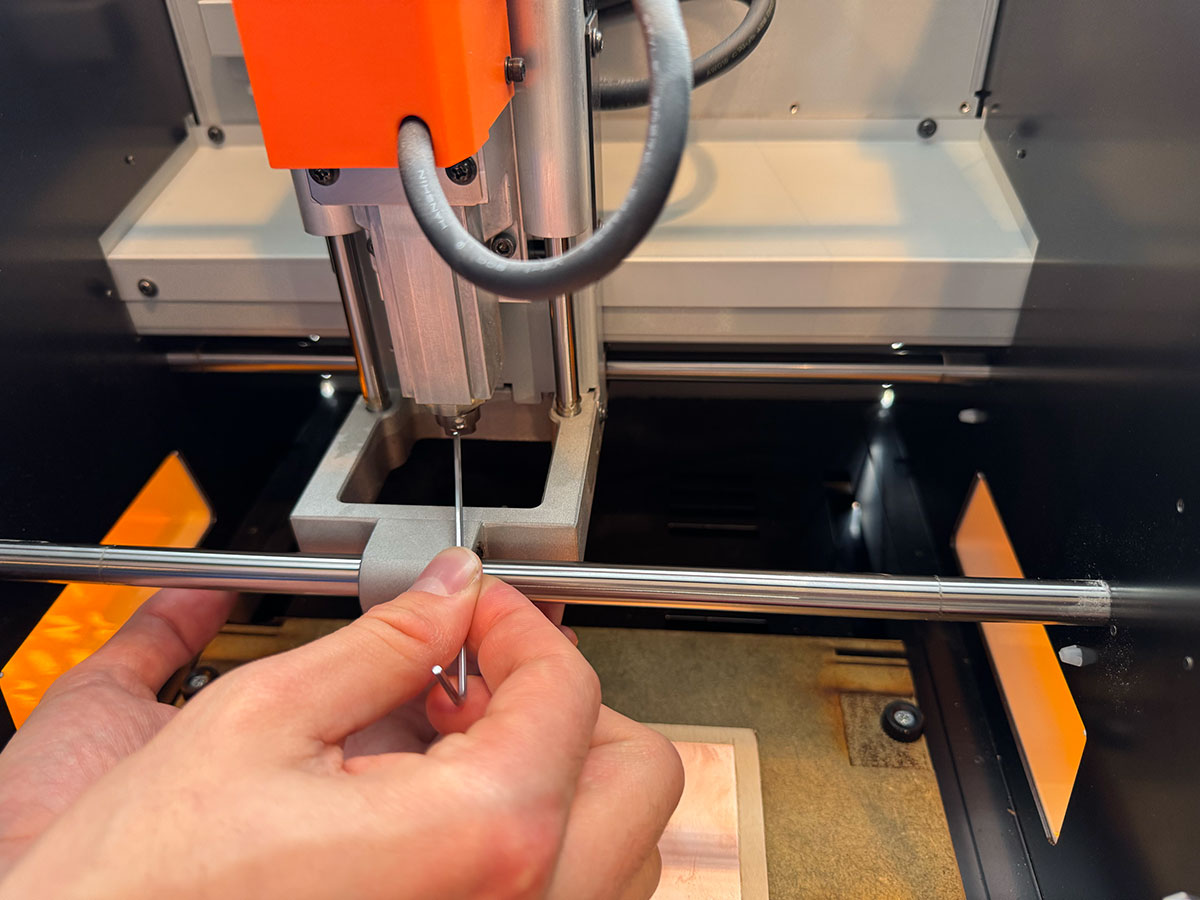
- Aflojar ligeramente la fresa, dejar que toque la superficie del material y volver a apretarla.
- Registrar el cero Z.
El eje Z es el punto más delicado. Si queda demasiado alto, la herramienta no cortará lo suficiente; si queda demasiado bajo, se puede romper la fresa o arrancar demasiado material de golpe.
5. Lanzar el trabajo
- Cargar el archivo de mecanizado generado previamente.
- Revisar que herramienta, cero, material y estrategia coinciden con el archivo.
- Arrancar el husillo y comenzar el trabajo.
- Supervisar siempre los primeros segundos de fresado para detectar si la profundidad o el recorrido son correctos.
6. Fin del proceso
- Esperar a que el husillo se detenga completamente.
- Retirar el material con cuidado.
- Limpiar restos de polvo, viruta o fibras antes de dejar la máquina lista para la siguiente persona.
VPanel y software asociado
La SRM-20 trabaja con VPanel como interfaz principal de control manual. Desde ahí se pueden mover los ejes, definir el origen, ajustar el comportamiento de la máquina y lanzar o supervisar el proceso. Es una interfaz simple, pero precisamente por eso resulta muy cómoda para aprendizaje y para trabajos repetibles.
Roland también asocia la máquina con varios programas para distintas necesidades:
- SRP Player: CAM paso a paso para mecanizados 3D y preparación de trayectorias.
- MODELA Player 4: procesamiento CAM intuitivo para STL y control de estrategias de corte.
- iModela Creator: útil para dibujos, texto y trabajos 2D sencillos.
- Virtual MODELA: simulación y estimación previa del trabajo.
- ClickMILL: operaciones directas como agujeros, cajeras o acabados sin depender de un CAD/CAM completo.

Producción de PCB
Parte de una PCB diseñada previamente en un programa CAD, por ejemplo KiCad, desde el que se generarán los archivos de salida Gerber.
Ejemplo del flujo completo desde una PCB ya diseñada en KiCad hasta el procesado final:
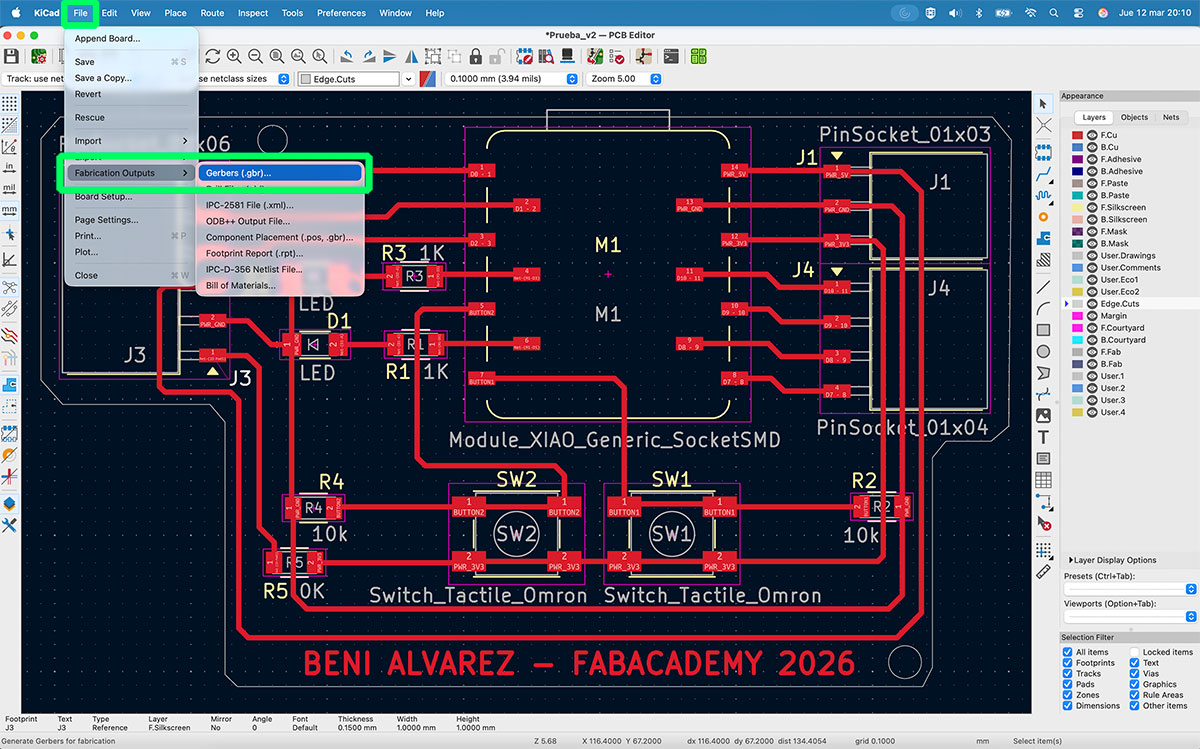
Comienza abriendo el proyecto de PCB en KiCad y accediendo a File → Fabrication Outputs → Gerbers (.gbr).
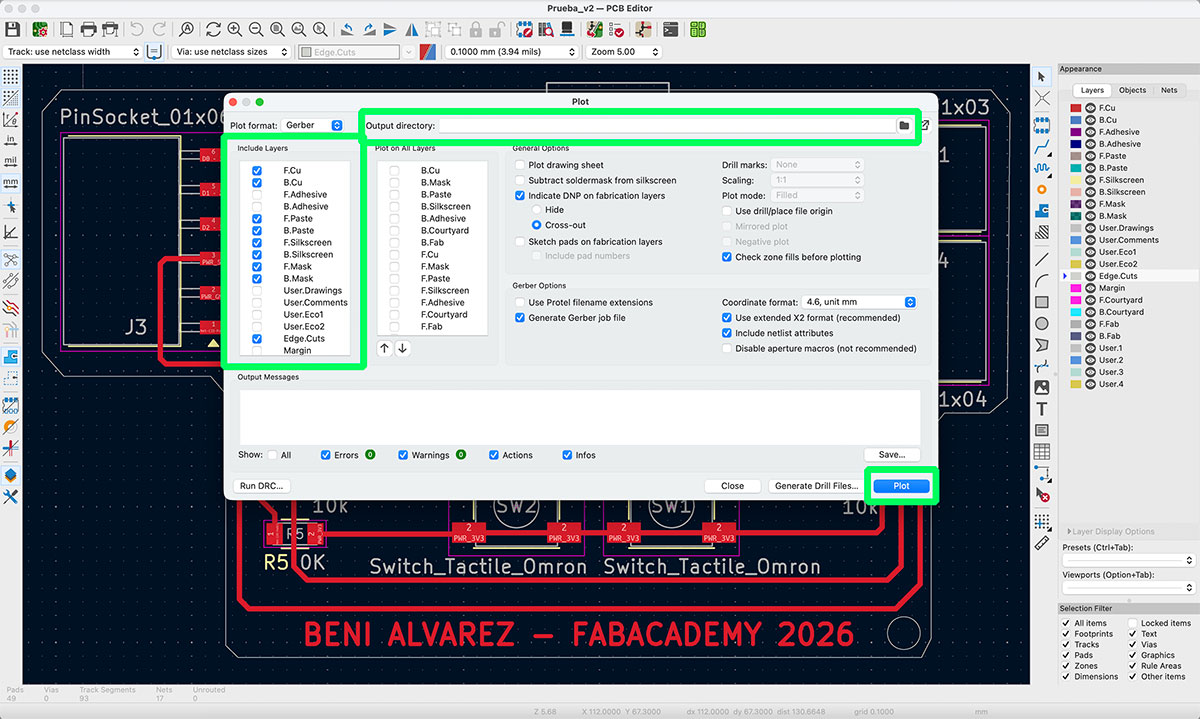
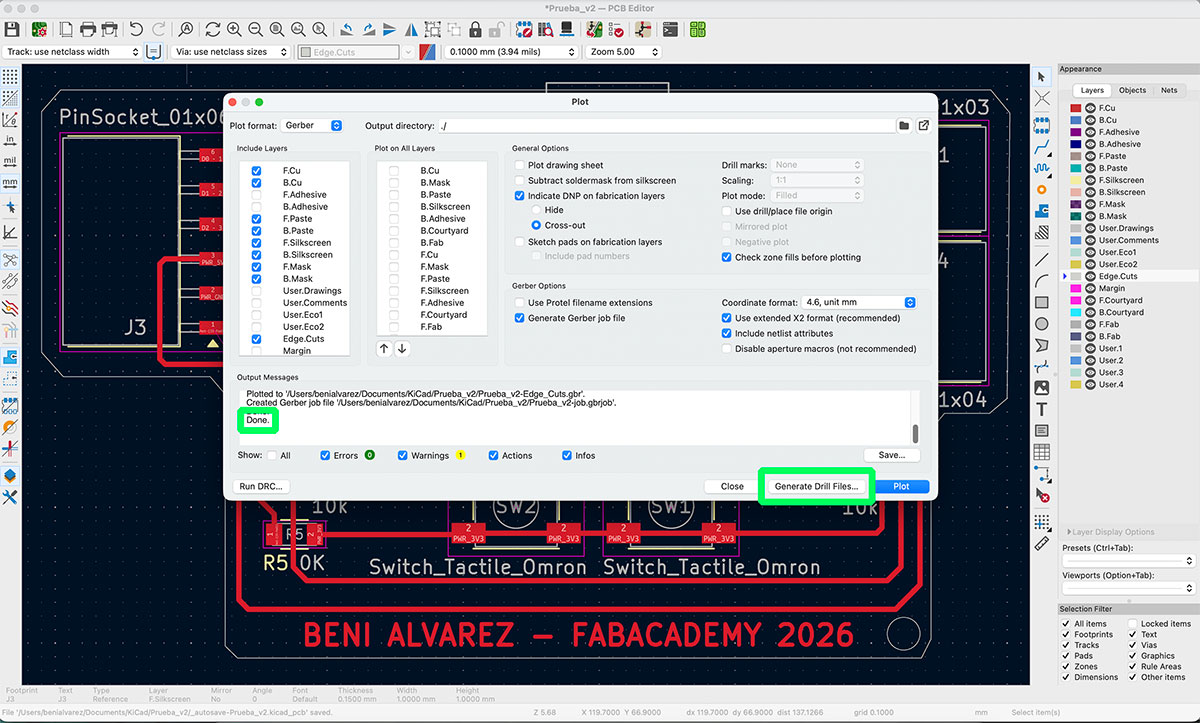
En la ventana de exportación de Gerbers selecciona la carpeta de destino donde se guardarán los archivos, elige las capas necesarias para la fabricación y después pulsa “Plot” para generar los archivos Gerber. Una vez aparezca el mensaje “Done”, continúa con la generación de los archivos de taladrado.
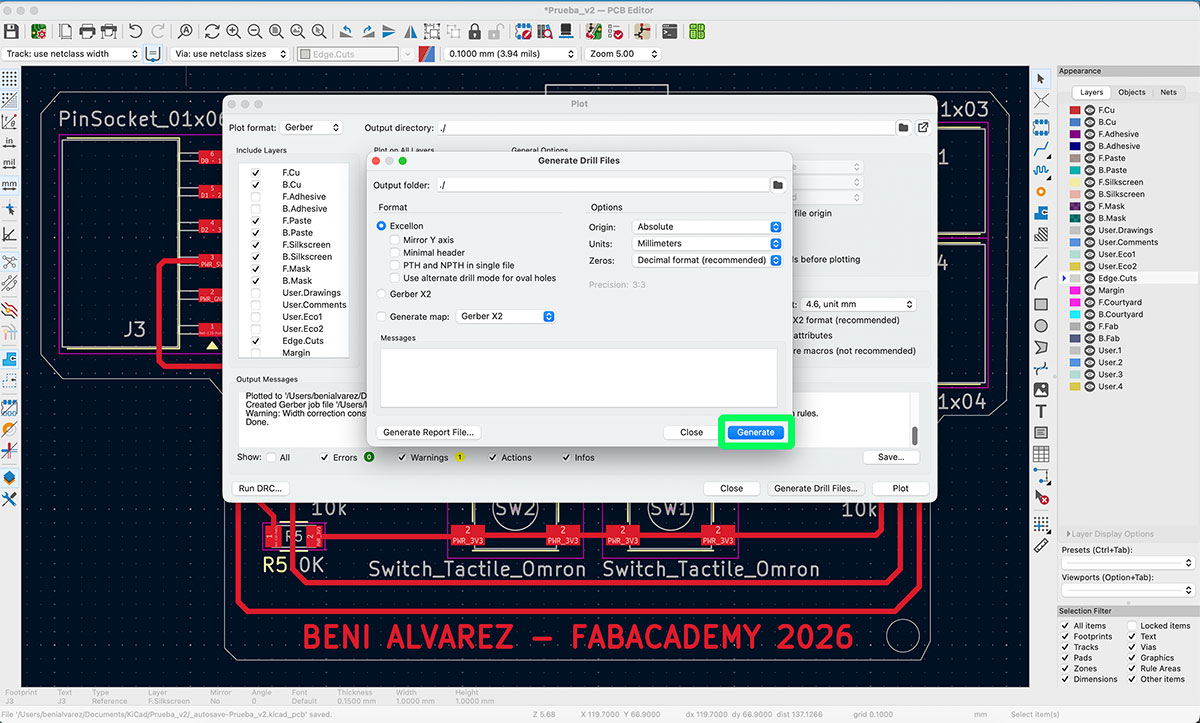
Para generarlos, haz clic en “Generate Drill Files…”. Esto abrirá una nueva ventana de diálogo donde solo hay que pulsar “Generate” para que KiCad genere también los datos de taladro.
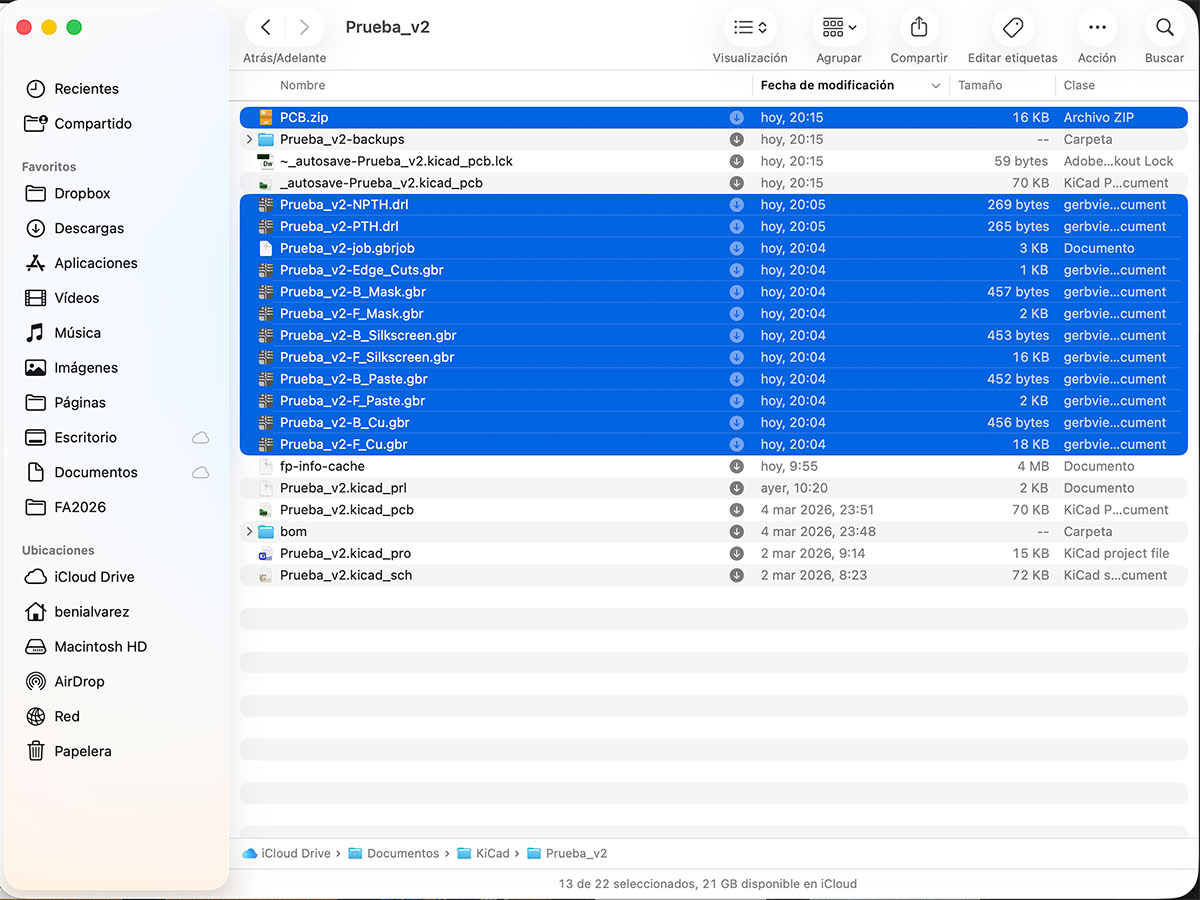
Después ve a la carpeta de salida y comprueba que el proceso ha generado un total de 12 archivos. Estos archivos incluyen tanto las distintas capas de la placa como la información de taladrado necesaria para la fabricación.
Para facilitar la subida de los archivos, comprime todos los ficheros generados en un único archivo .zip. Por ejemplo, puede llamarse “PCB.zip”.
Este mismo archivo .zip se utilizará posteriormente en las distintas fases del proceso de fabricación de la PCB.
Generar imágenes a partir de los Gerbers de la PCB
Una vez generados los archivos Gerber, el siguiente paso consiste en convertirlos en imágenes PNG que después se utilizarán para generar las trayectorias de fresado de la PCB.
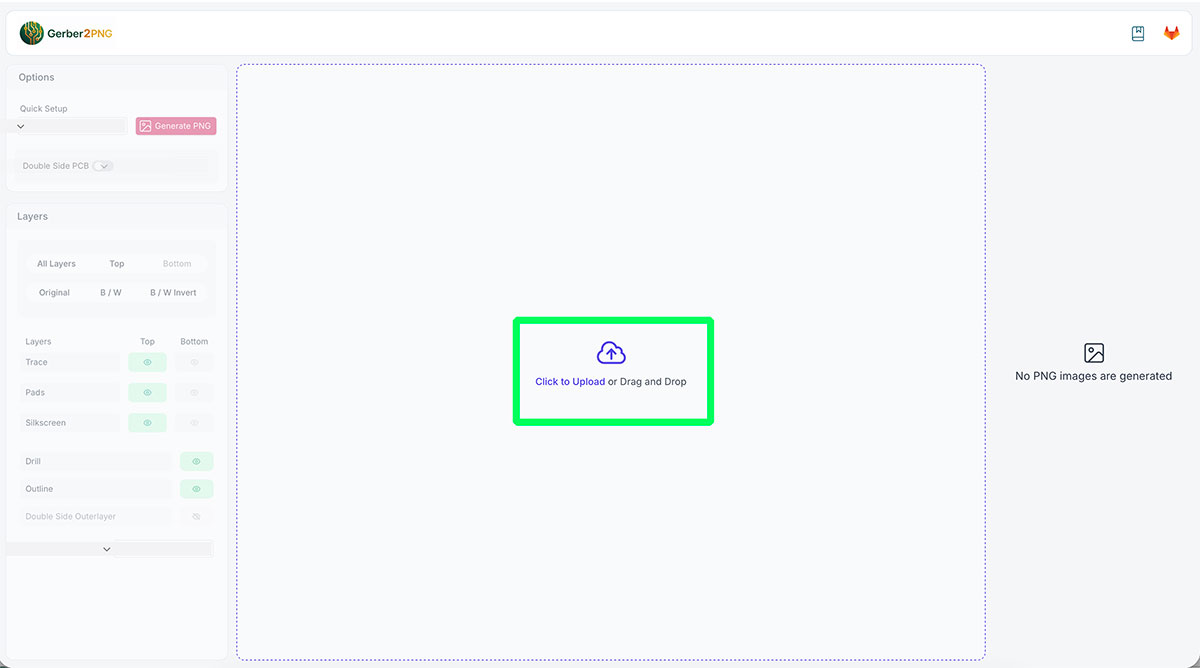
Para este paso utiliza la herramienta Gerber2PNG, desarrollada por FabLab Kerala, disponible en: https://gerber2png.fablabkerala.in ↗️
Esta herramienta permite subir directamente el mismo archivo .zip generado previamente en KiCad, que contiene tanto los archivos Gerber como los archivos de taladro.
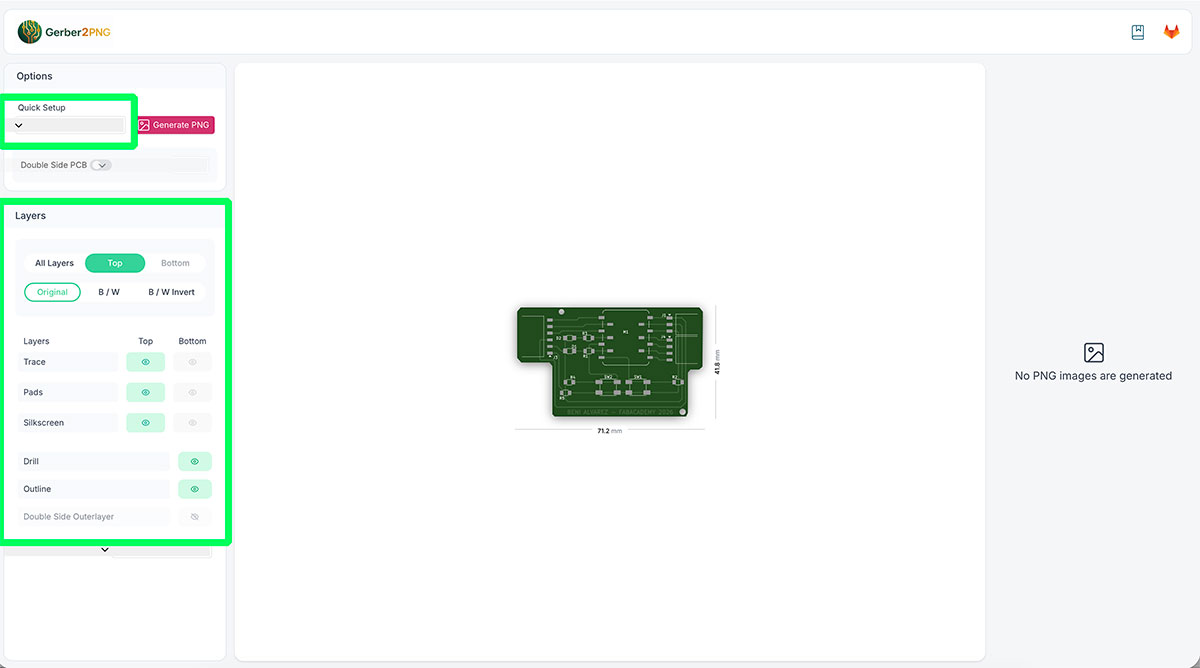
En cuanto se sube el archivo comprimido, la plataforma muestra automáticamente una vista previa de la PCB. Esto permite comprobar rápidamente que el diseño se ha cargado correctamente.
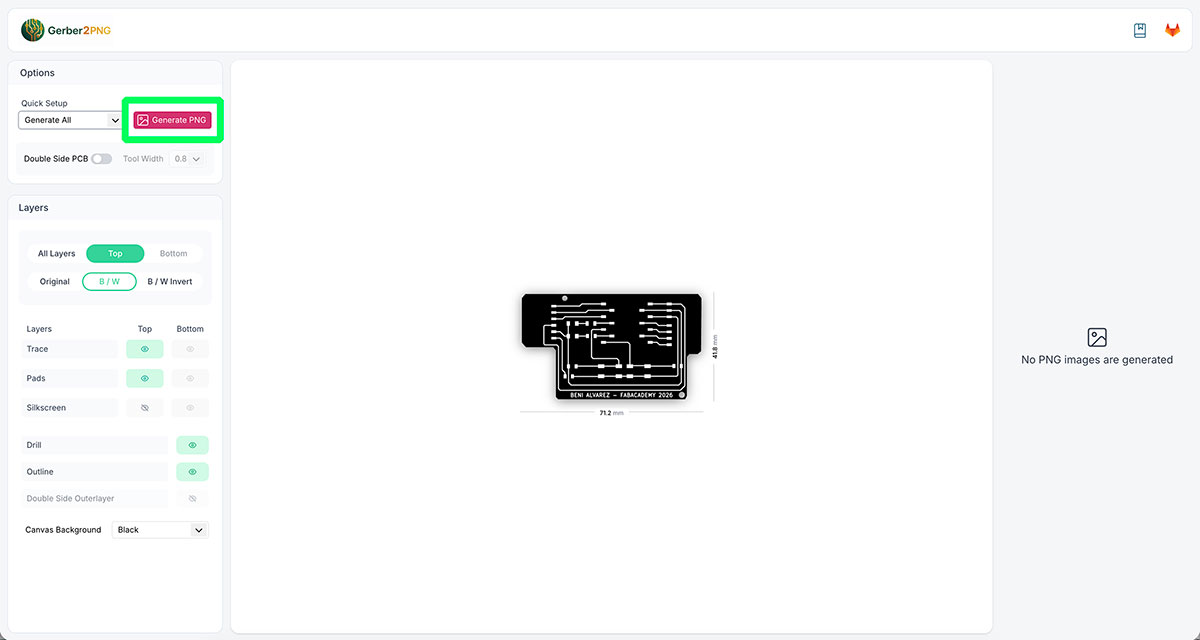
A continuación configura las opciones de generación. Primero selecciona la opción “Generate all” para que el sistema crease todos los archivos necesarios. En la sección Layers activé la capa “B/W” y desactivé “Silkscreen”, ya que en este caso no vamos a fresar la serigrafía de componentes de la placa.
También comprueba que en la sección “Quick Setup” siga seleccionada la opción “Generate all”, ya que esta configuración puede cambiar automáticamente al modificar otros parámetros.
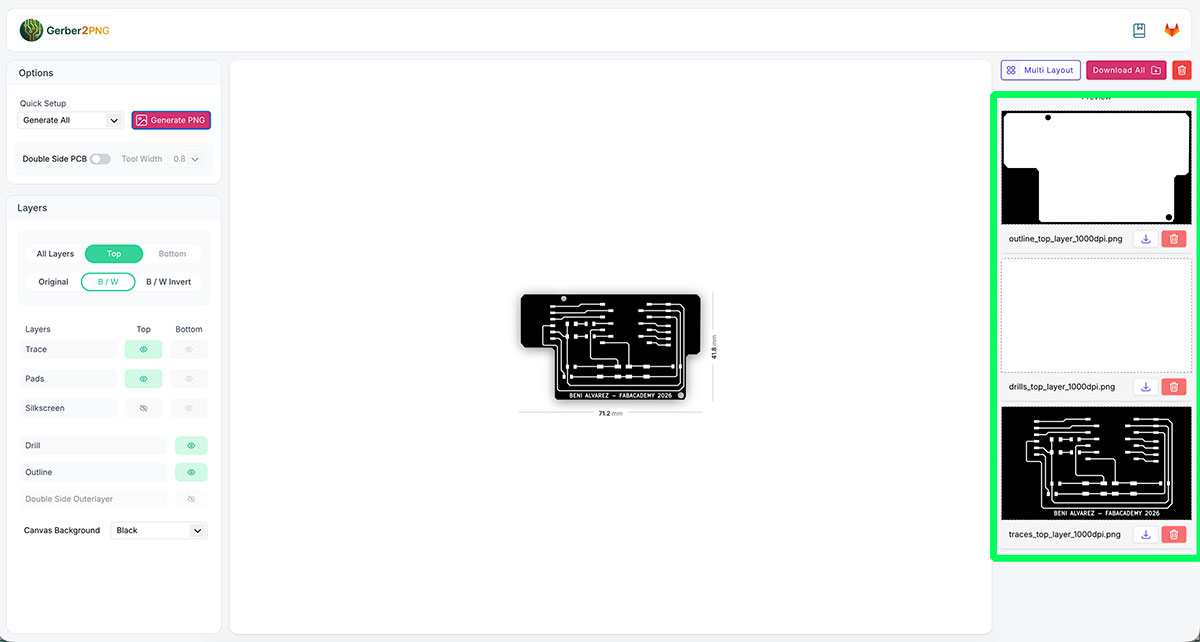
Después de configurar todo, pulsa “Generate PNG”. Unos segundos más tarde, en la columna derecha de la página aparecieron los tres archivos PNG generados, correspondientes al contorno, los taladros y las pistas de la placa. Esos son los archivos que después se descargan y se utilizan en el proceso de fresado.
En estas imágenes el código de color es importante: las zonas blancas representan el cobre que permanecerá en la placa, mientras que las zonas negras corresponden al material que eliminará la herramienta de fresado.
Más adelante, al configurar las trayectorias de mecanizado, el número de pasadas de la herramienta determinará cuánto material se elimina alrededor de las pistas para aislar correctamente las conexiones.


Proyecto Mods
Una vez descargadas las imágenes PNG, el siguiente paso consiste en generar los archivos de trayectoria que la fresadora utilizará para mecanizar la PCB.
Para este paso utiliza la aplicación web Mods Project,
available at: https://modsproject.org/ ↗️
Esta herramienta está diseñada para trabajar con máquinas de fabricación digital y está optimizada para ejecutarse en Google Chrome.
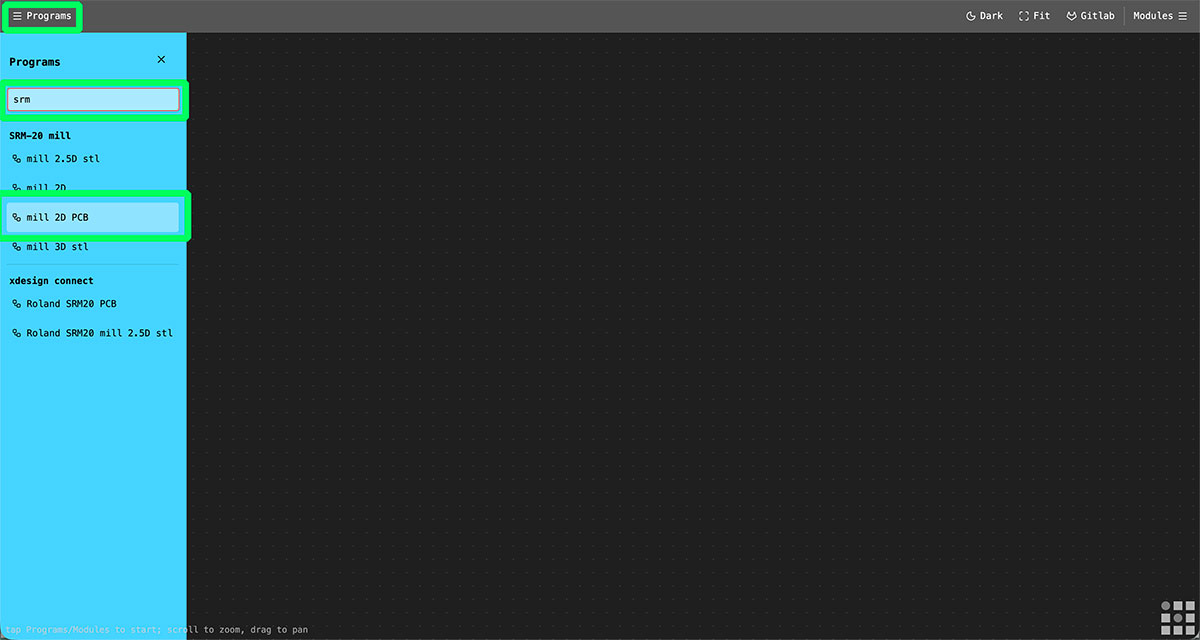
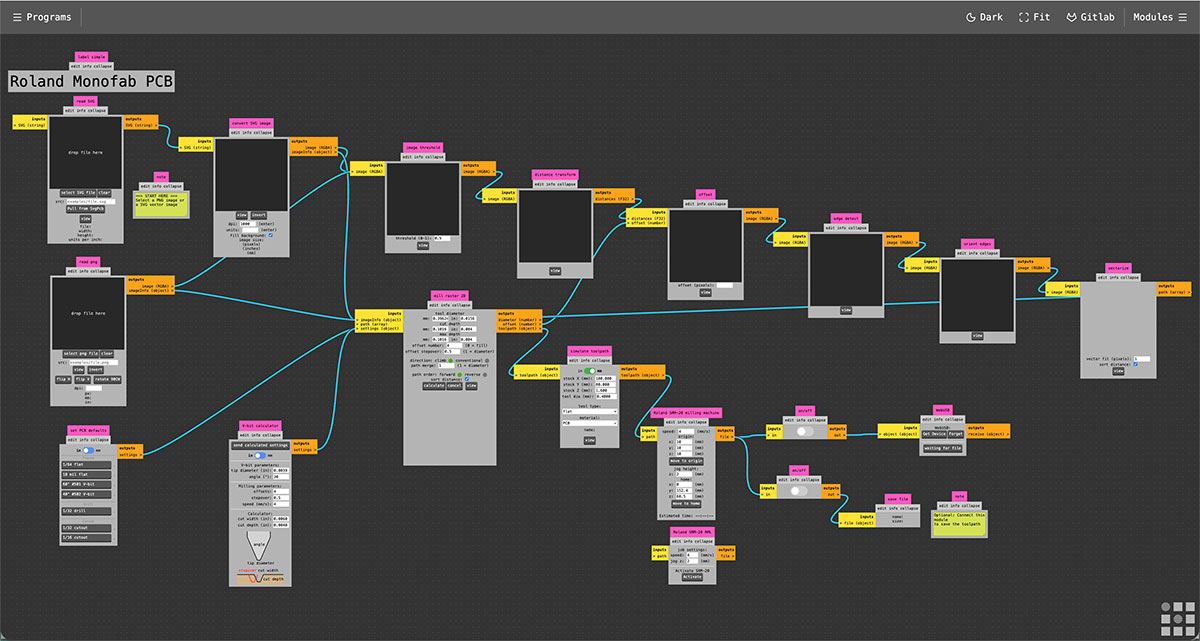
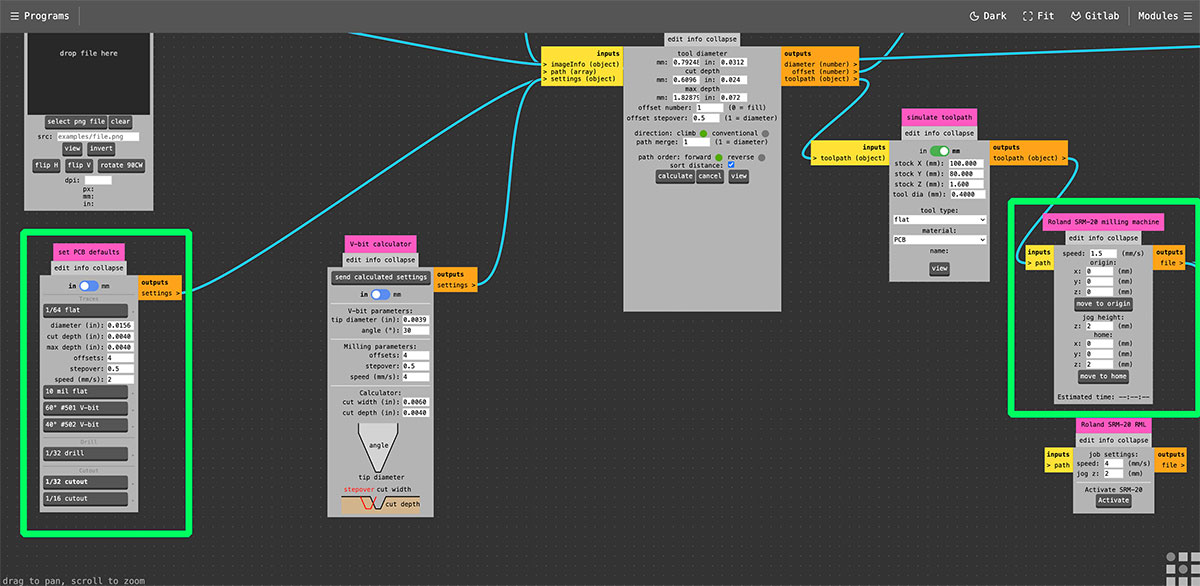
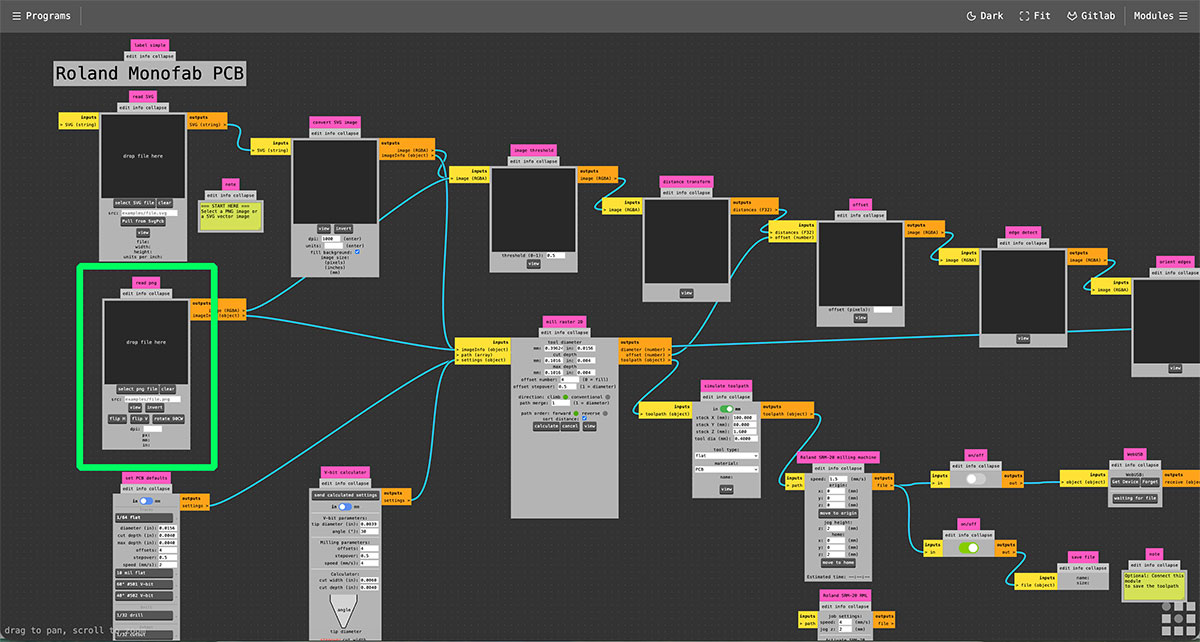
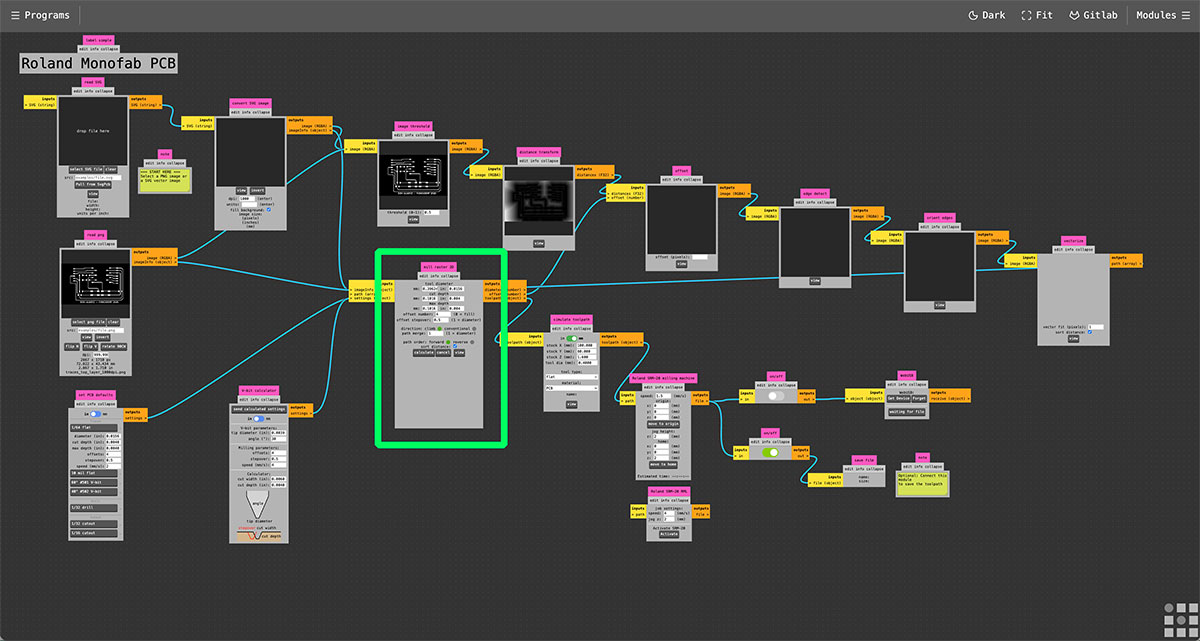
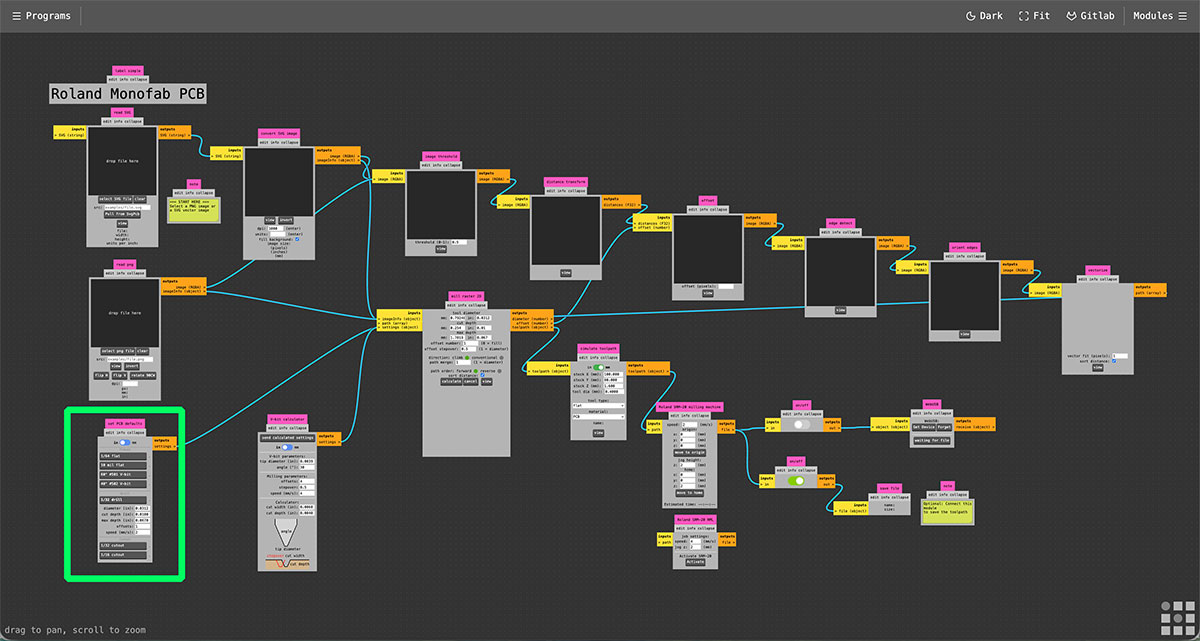
Una vez dentro de la web, abre el menú “Programs”. En el campo de búsqueda escribe “srm” para que la plataforma mostrase los flujos disponibles relacionados con las fresadoras Roland. En este caso selecciona “mill 2D PCB”, que carga el workflow específicamente diseñado para fresar PCB con esta máquina.
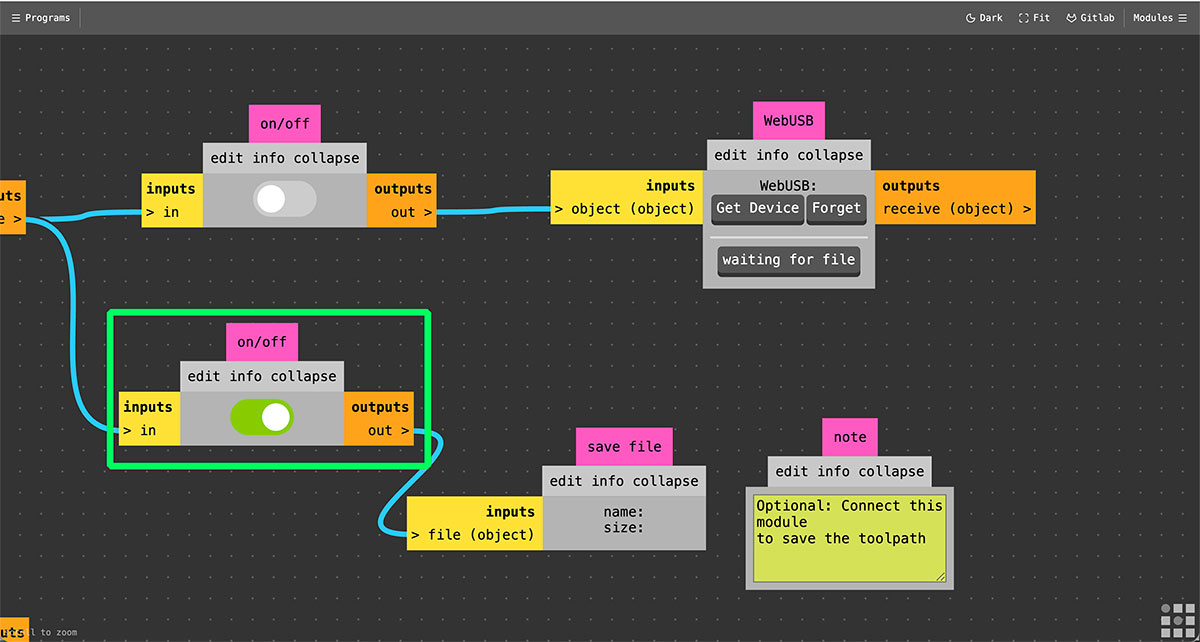
Al final del workflow hay dos módulos de salida. Uno permite enviar los archivos directamente a la fresadora mediante WebUSB, mientras que el otro permite guardar los archivos generados. En este caso conviene generar y guardar los archivos, ya que después se cargarán en la máquina usando el software específico VPanel. Para ello, ve al final del workflow y activa la opción “Save file”.
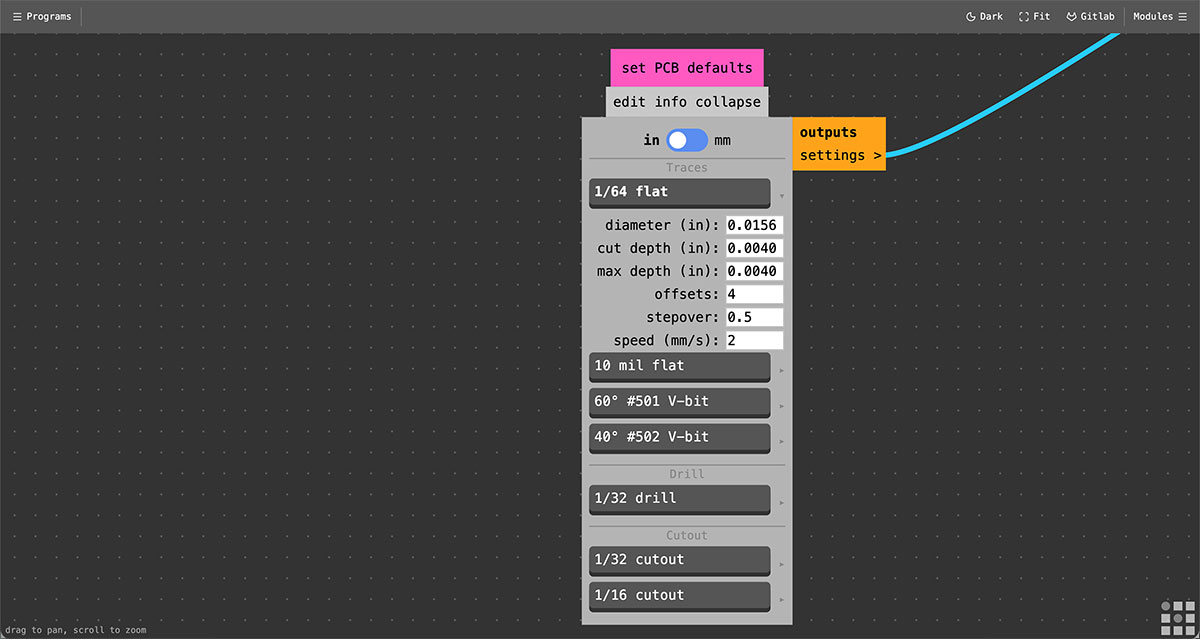
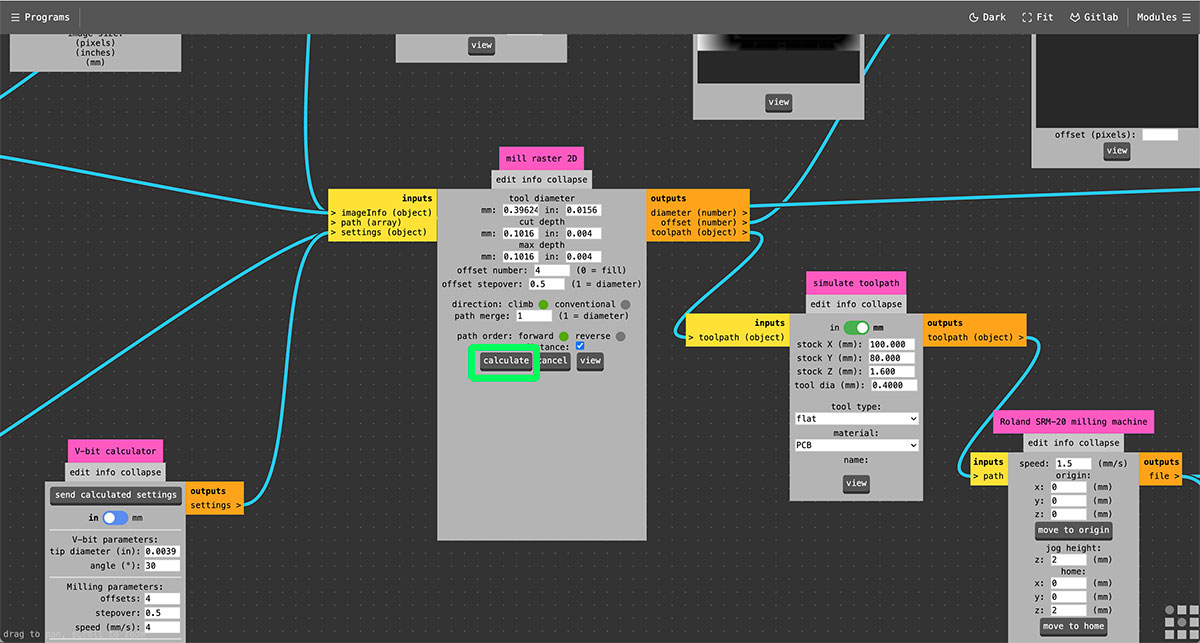
Después vuelve a la primera parte del workflow para configurar los parámetros de mecanizado. En la parte inferior del módulo correspondiente es posible definir los parámetros de “Traces”, en función del tipo de fresa que se vaya a utilizar.
En este caso selecciona “1/64 flat” desplegando el menú de la derecha. Una vez seleccionada, aparecen automáticamente los parámetros asociados a esa herramienta. Mantén todos los valores por defecto salvo la velocidad, que puede ajustarse a 2 mm/s. Después de cambiar el valor es importante volver a pulsar el botón “1/64 flat” para que la configuración quede correctamente aplicada.
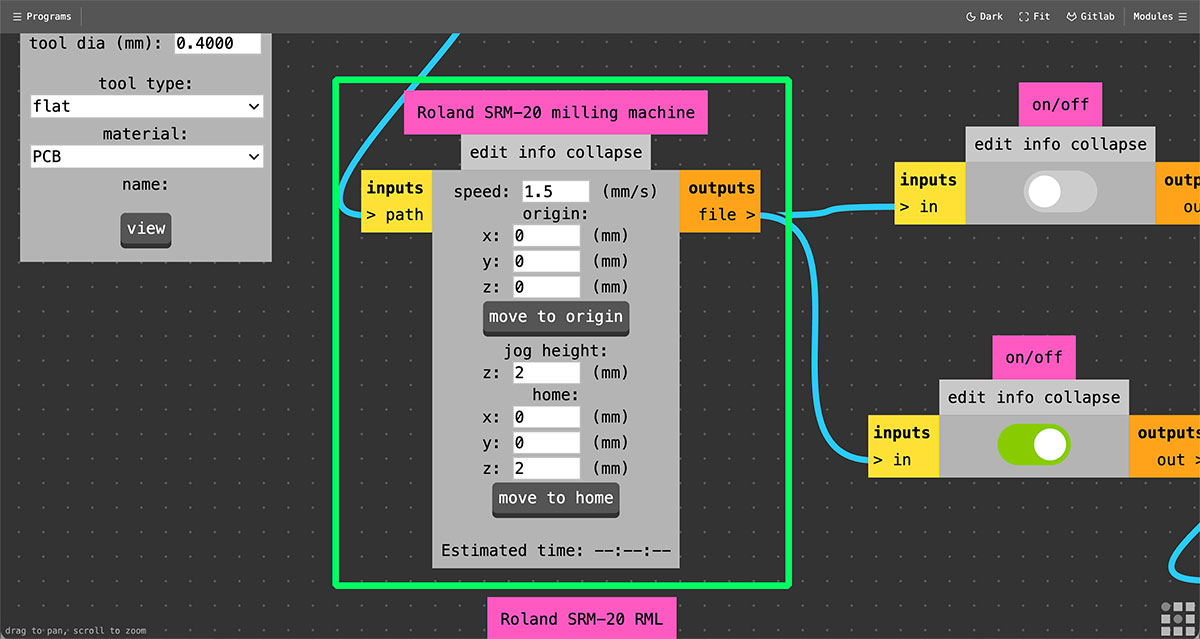
También es necesario ajustar la velocidad en el módulo “Roland SR-20 milling machine”, que aparece más adelante en el workflow. En este módulo configura la toolpath speed a 1.5 mm/s.
En el mismo módulo también se definen el origen de máquina y las posiciones home. Una configuración habitual es la siguiente:
Origin: X:0, Y:0, Z:0 mm
Jog height: 2 mm
Home: X:0, Y:0, Z:2 mm
Configurar el eje Z a 2 mm en la posición Home asegura que la herramienta de fresado empiece ligeramente por encima de la superficie, evitando que la fresa arranque en contacto directo con la PCB.
Generar la trayectoria de las pistas
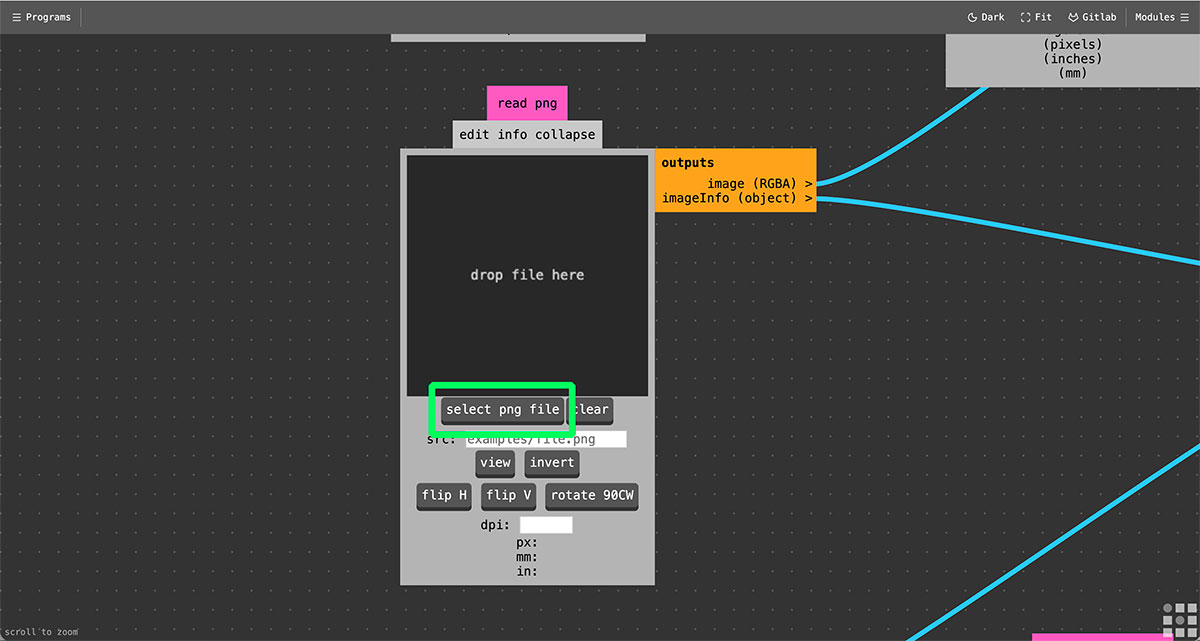
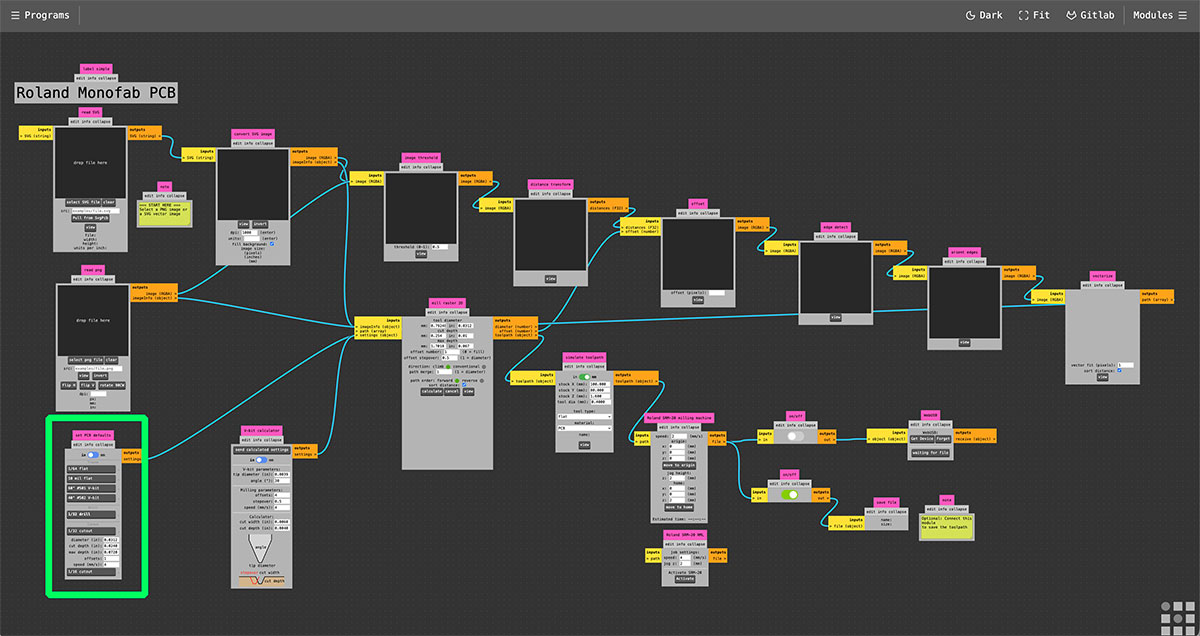
Una vez configurados los parámetros en Mods, el siguiente paso es cargar las imágenes generadas previamente para crear las trayectorias de fresado. Comienza con el archivo de pistas.
Al comienzo del workflow de Mods hay dos módulos de entrada de imagen: PNG y JPG. Carga el archivo en el módulo correspondiente y el workflow se actualizó automáticamente para mostrar la imagen de la PCB en los módulos siguientes del proceso.
En la parte central del workflow encontramos el módulo “mill raster 2D”, que es el encargado de calcular las trayectorias de fresado a partir de la imagen cargada.
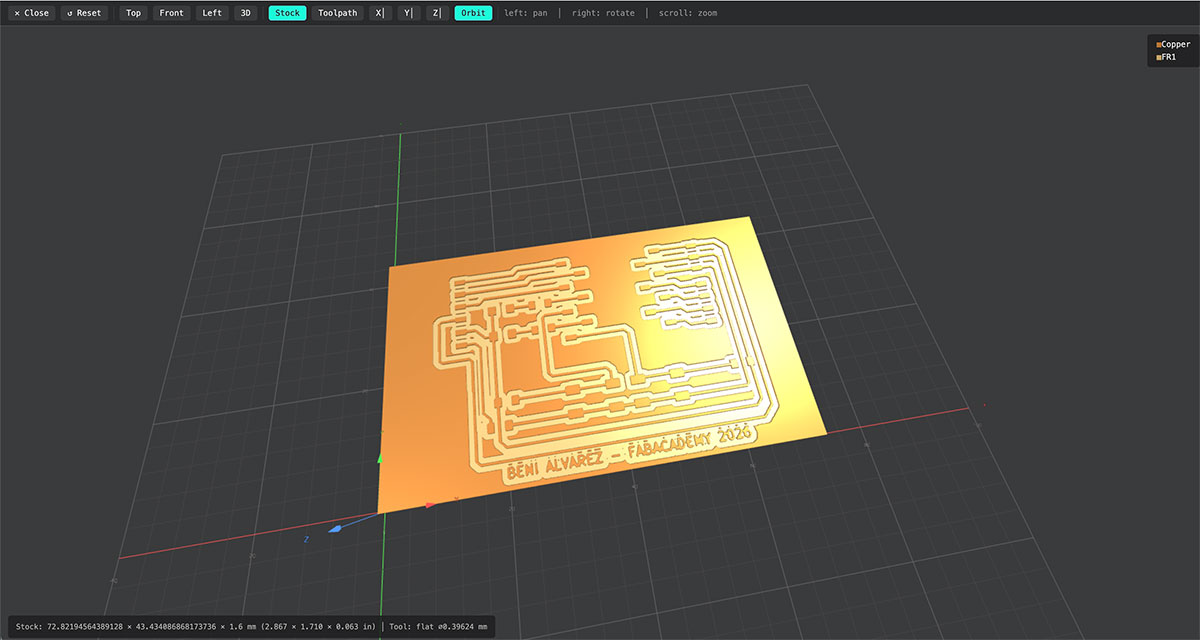
Para generar la trayectoria, pulsa el botón “Calculate”. Después de hacerlo, el sistema procesó la imagen y generó varias visualizaciones intermedias en los cuadros superiores, como “offset”, “edge detect” y “origin edges”. Estas vistas ayudan a comprobar cómo se está interpretando el diseño antes de crear el archivo final.
Al mismo tiempo, Mods genera el archivo de control de máquina en formato .rml. Este archivo se crea automáticamente utilizando el mismo nombre que la imagen cargada. En mi caso el archivo generado fue:
traces_top_layer_1000dpi.png.rml
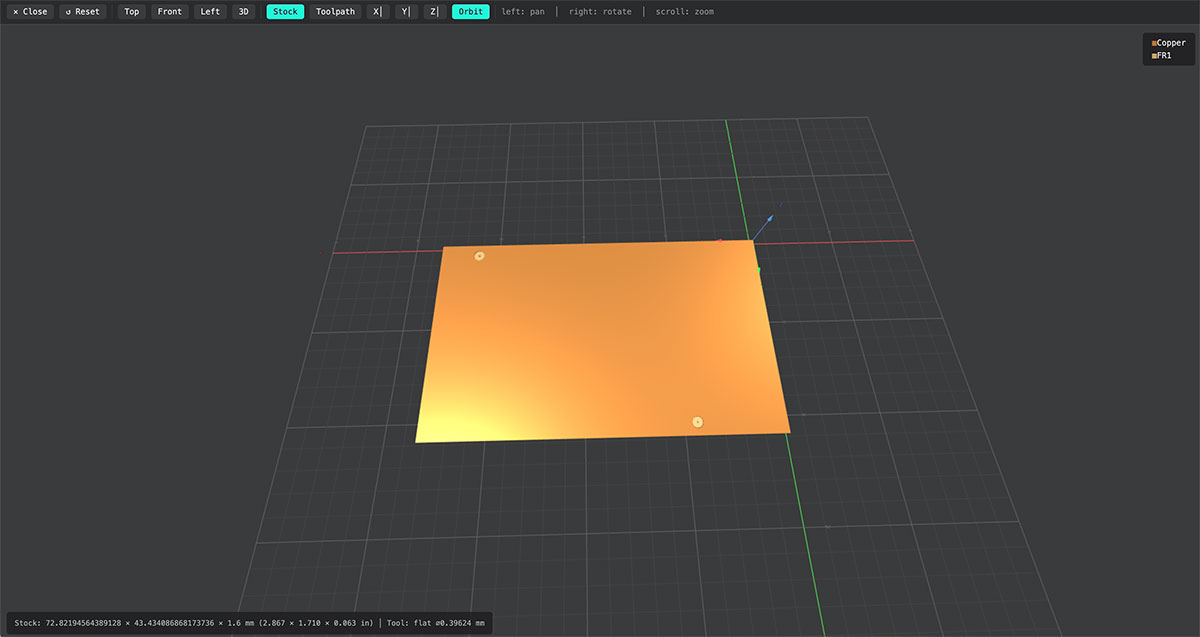
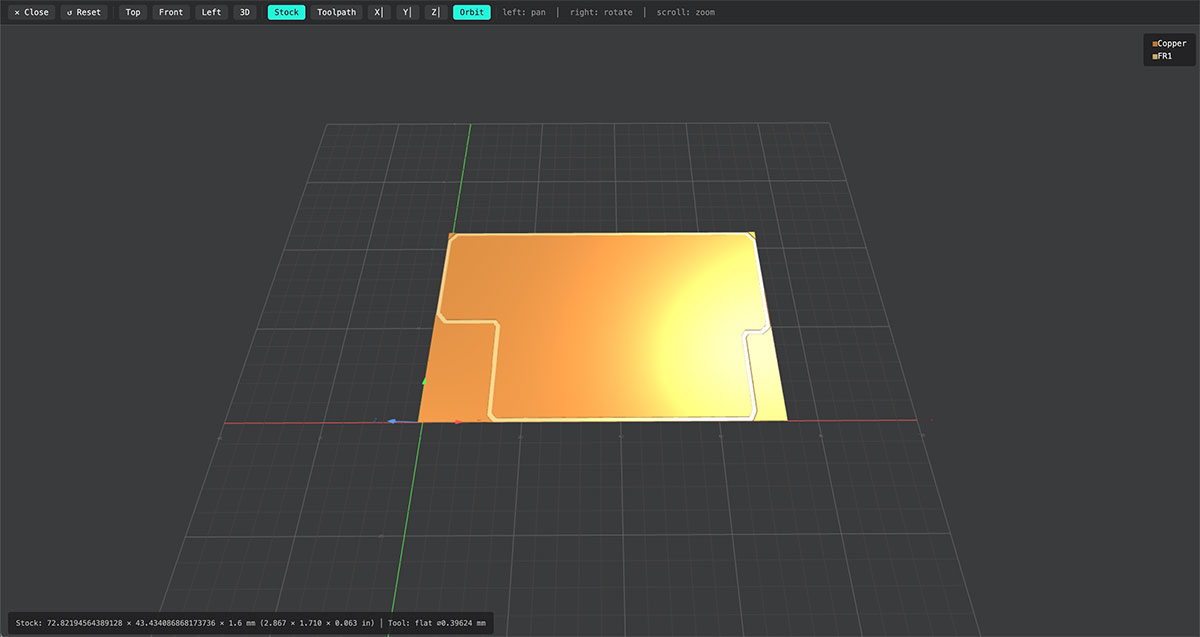
Una vez generado el archivo, se abre automáticamente en una nueva pestaña o ventana del navegador, mostrando una vista previa o simulación de la trayectoria de fresado que seguirá la herramienta sobre la PCB.
Es importante tener en cuenta que la primera vez que se ejecuta este proceso, el navegador puede bloquear la nueva ventana. En ese caso, es necesario permitir las ventanas emergentes para la web de Mods y repetir el proceso.
Después de generar la trayectoria de las pistas, el siguiente paso es repetir el mismo proceso con las otras dos imágenes generadas previamente: drills y outline.
En ambos casos utiliza una fresa de 1/32”, adecuada para taladrar los agujeros y cortar el contorno exterior de la PCB. En el módulo correspondiente seleccioné “1/32 flat”, manteniendo todos los parámetros por defecto salvo la velocidad, que ajusté a 2 mm/s.
Como hice antes, también es necesario configurar la toolpath speed en el módulo “Roland SR-20 milling machine”. En este caso también ajusté la velocidad a 2 mm/s.
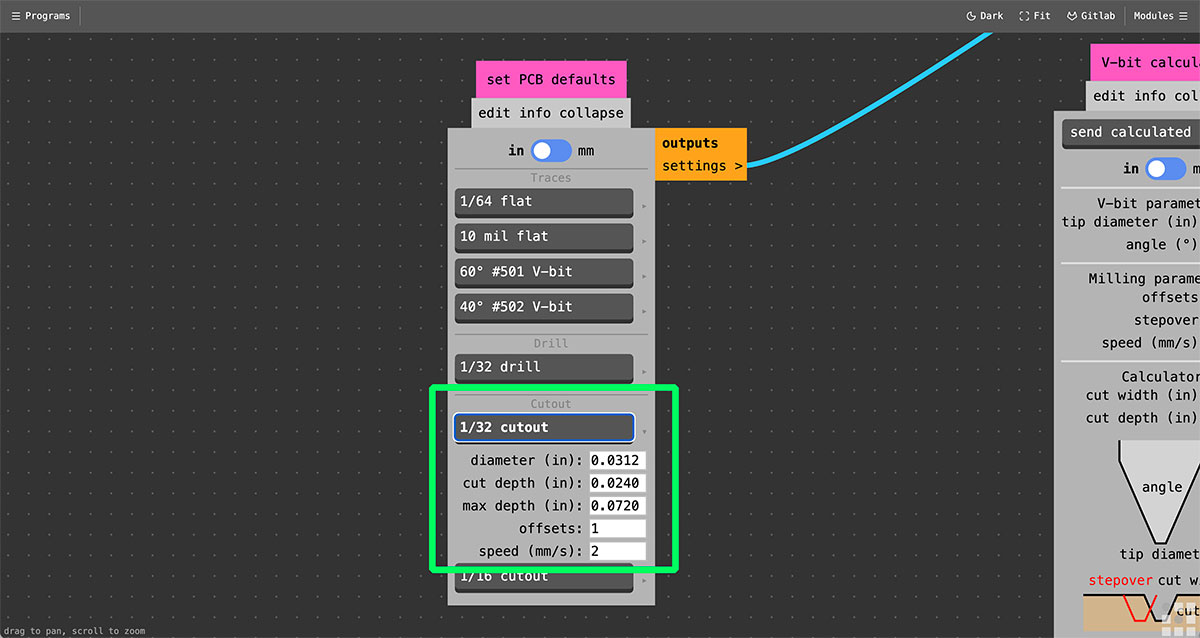
En el módulo “Set PCB defaults” configuré los parámetros específicos para cada operación:
1/32” drills para generar los agujeros.
1/32” cutout para el corte exterior de la PCB.
Durante este paso puede observarse que la imagen de outline también contenía los agujeros de taladro. Para evitar que la fresadora interpretase ambas operaciones en el mismo archivo, conviene separarlas en dos imágenes diferentes.
Para ello, edita la imagen con GIMP. Crea un archivo que contenga solo el contorno de la PCB (eliminando los círculos de taladro) y otro archivo que contenía solo los taladros.
De esta forma se pueden generar trayectorias independientes para cada operación, lo que permite controlar mejor el orden de mecanizado y asegurar que se usa la herramienta adecuada en cada proceso.


Una vez preparados los archivos y configuradas las herramientas correspondientes, repite el mismo procedimiento para generar las trayectorias de taladrado.
Para ello, carga la imagen correspondiente a los agujeros y configuré los parámetros de la herramienta y el tipo de mecanizado en el módulo “Set PCB defaults”, seleccionando la fresa adecuada y la opción de drill toolpath.
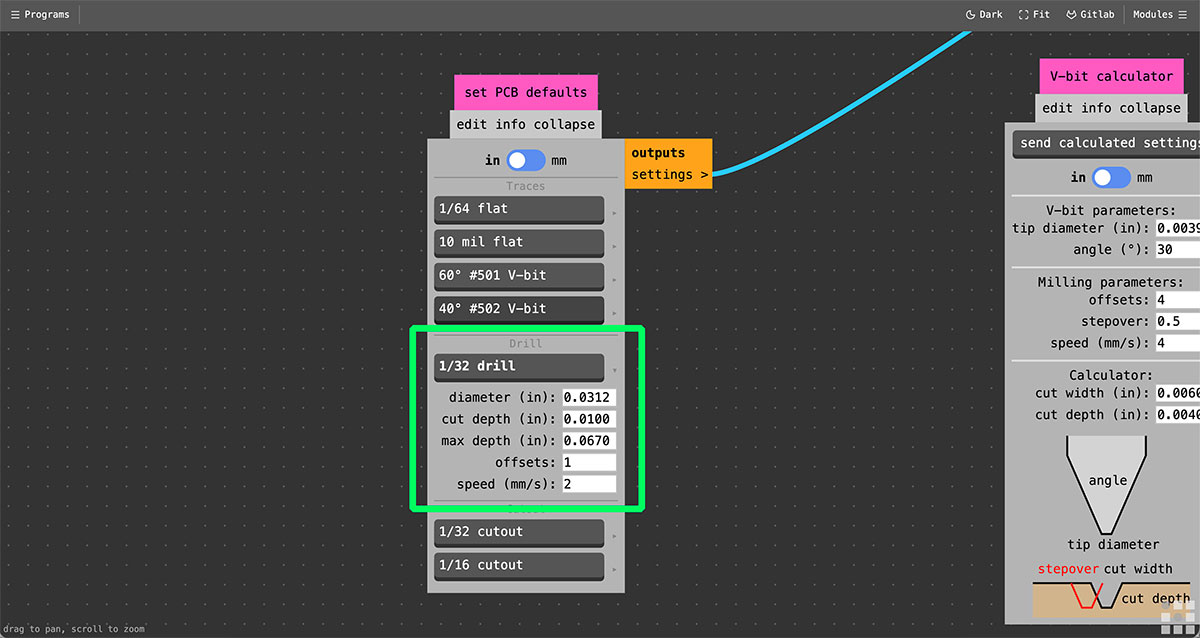
Después repite el mismo proceso para generar la trayectoria de corte del contorno. De nuevo cargué la imagen correspondiente al contorno de la PCB y configuré los parámetros en el módulo “Set PCB defaults”, seleccionando la herramienta y la opción de cutout toolpath adecuada.
Parámetros de fresado SRM-20
| Herramienta | Diámetro | Velocidad de avance |
|---|---|---|
| 1/32” End Mill | 0.8 mm | 2 mm/s |
| 1/64” End Mill | 0.4 mm | 1.5 mm/s |
| Micro End Mill | 0.3 mm | 1 mm/s |
Parámetros de máquina SRM-20
| Parámetro de máquina | Eje | Valor |
|---|---|---|
| Origin | X | 0 mm |
| Y | 0 mm | |
| Z | 0 mm | |
| Altura de desplazamiento | Z | 2 mm |
| Home | X | 0 mm |
| Y | 0 mm | |
| Z | 2 mm |
Fresado de la PCB en la Roland SRM-20
Una vez generados los archivos .rml con Mods, el siguiente paso es fresar la PCB con la Roland SRM-20. Este proceso implica tanto la preparación física de la máquina como la configuración del trabajo mediante el software Roland VPanel.
Preparación física de la máquina
El primer paso es preparar la superficie de trabajo. Fija la PCB a la cama de la máquina usando cinta de doble cara, colocándola sobre la sacrificial layer para asegurar que la placa quedase firmemente sujeta durante el fresado.
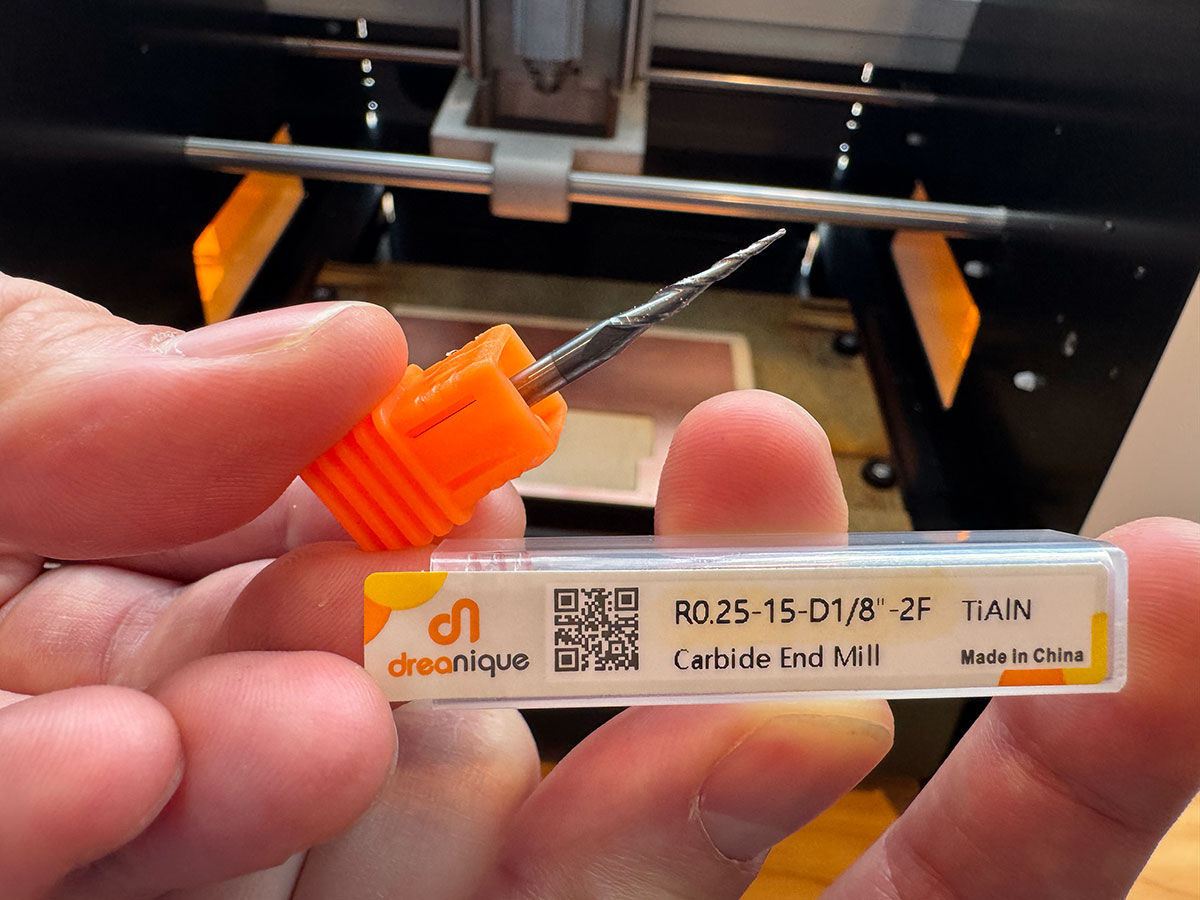
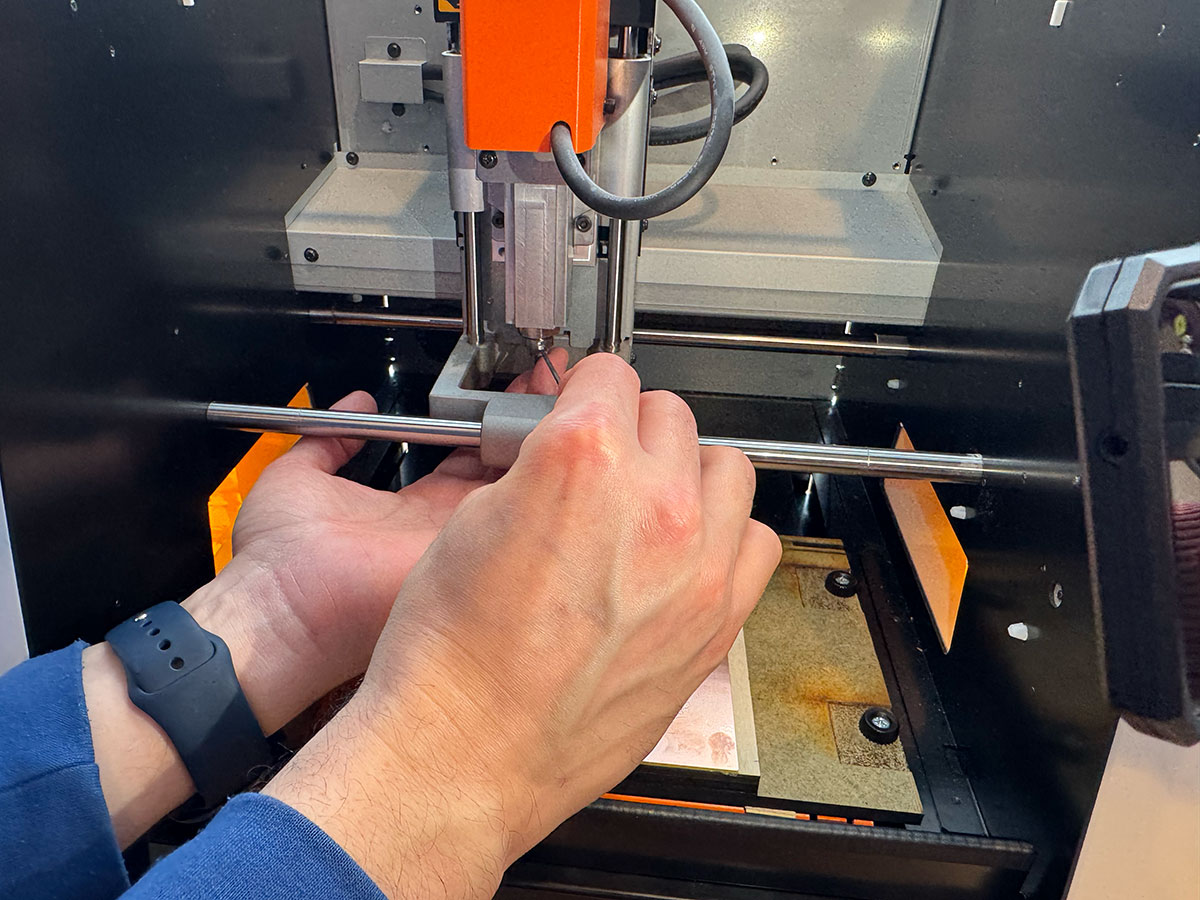
Después instala la fresa de 0.4 mm (1/64”), que se utiliza para fresar las pistas de la PCB. La herramienta se introdujo en el collet y se fijó apretando el tornillo de sujeción. Es importante que solo una persona manipule la herramienta durante este paso para evitar movimientos inesperados o posibles accidentes.
Definir el origen en VPanel
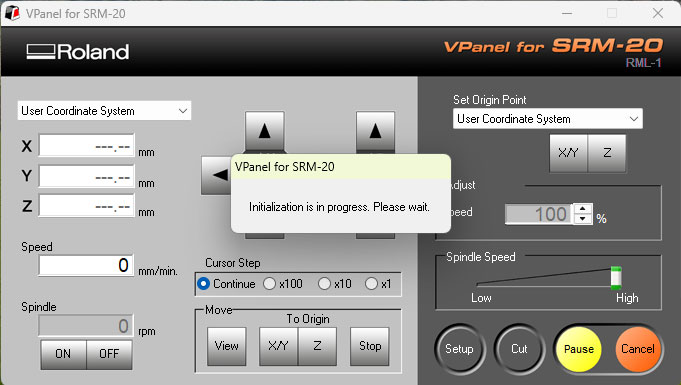
Con la máquina preparada, el siguiente paso es definir el origen de fresado usando el software Roland VPanel.
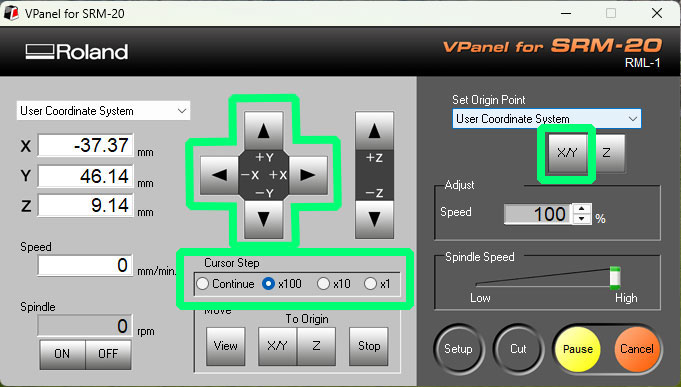
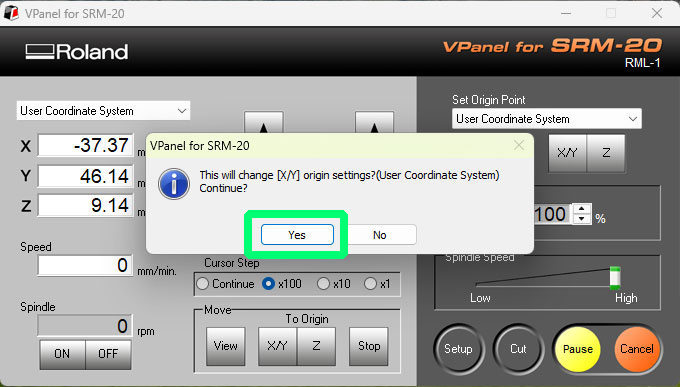
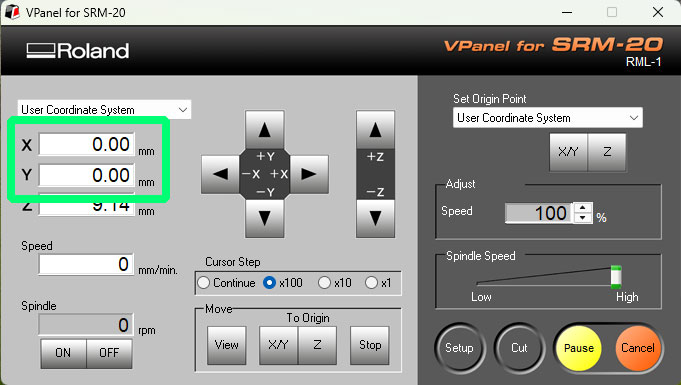
Primero ajusta el origen X e Y. Usando los controles de movimiento de VPanel, sitúa la herramienta sobre el punto deseado de la PCB y pulsé “Set Origin Point – XY” para guardar esa posición.
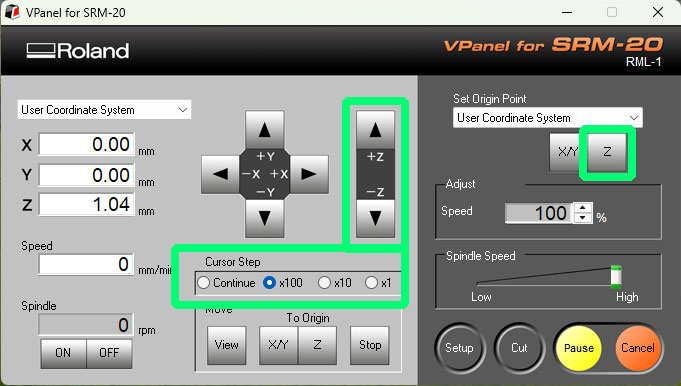
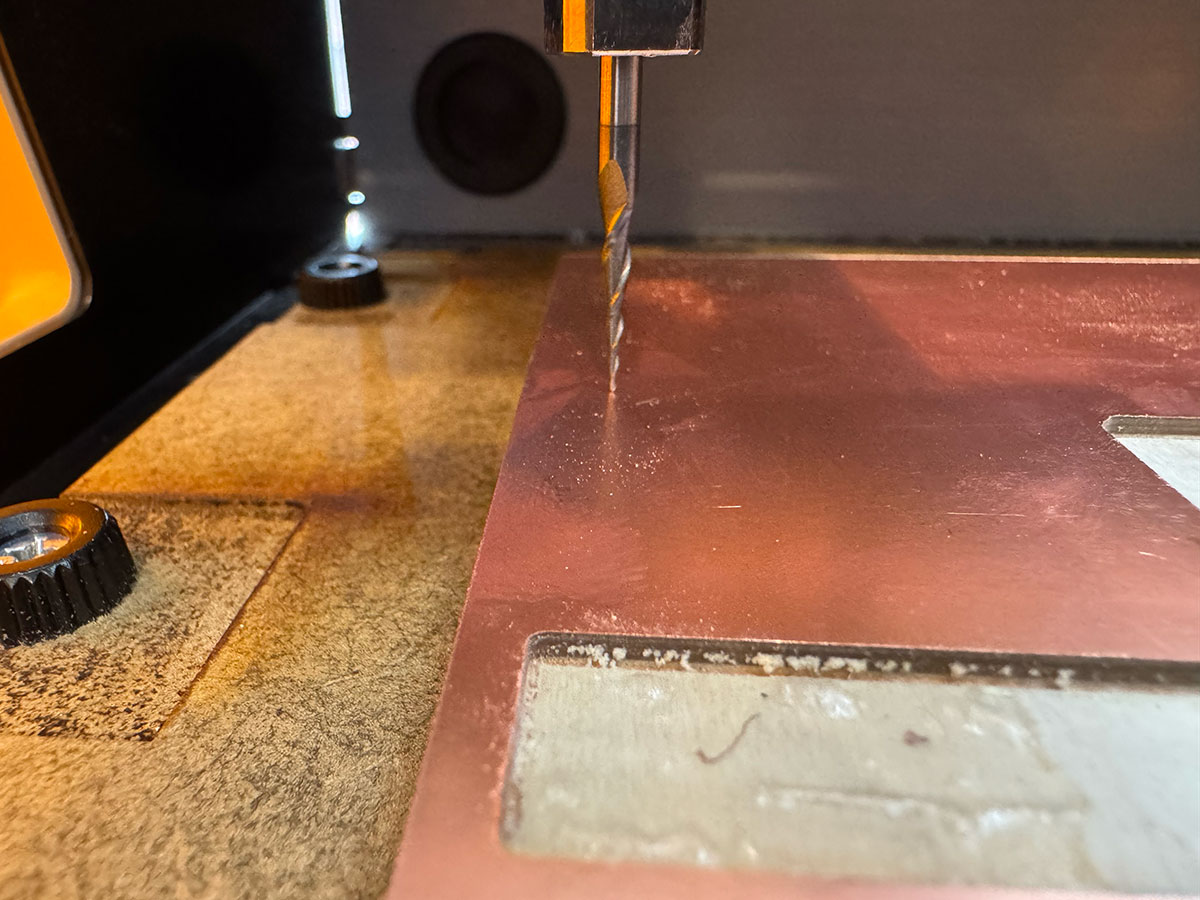
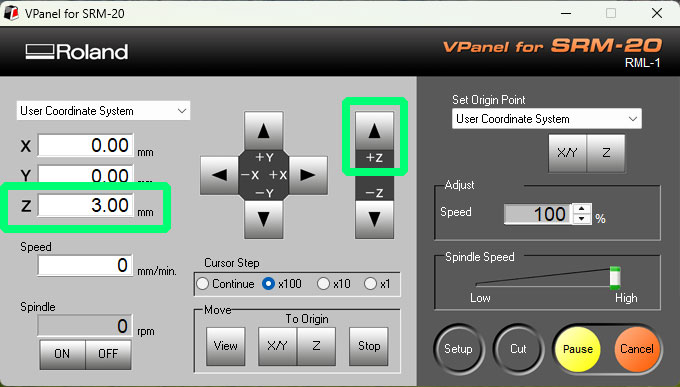
Después ajusta el origen Z siguiendo el procedimiento habitual:
1. Bajar el eje Z hasta dejar la herramienta lo más cerca posible de la superficie de la PCB usando los controles de movimiento.
2. Aflojar ligeramente el tornillo de la herramienta y dejar que la fresa apoye suavemente sobre la superficie de la PCB.
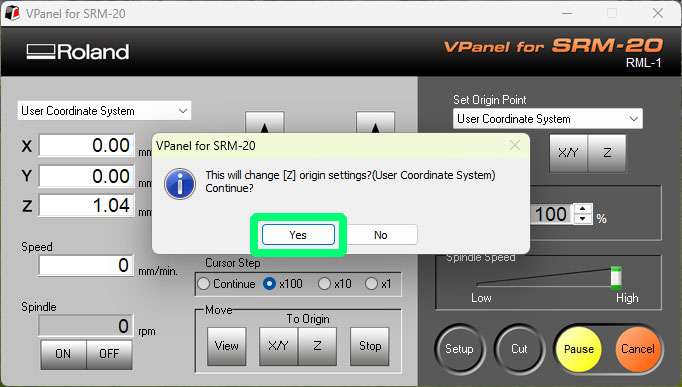
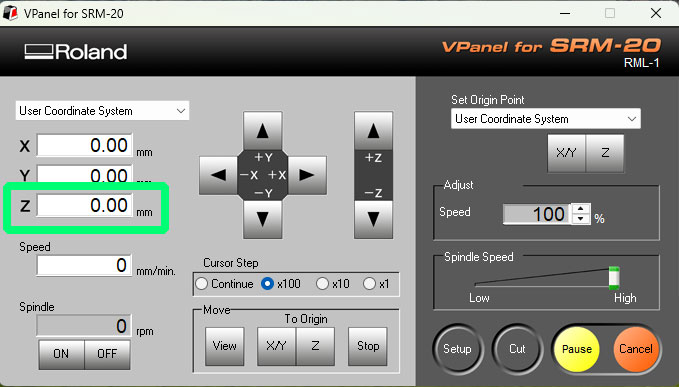
3. Volver a apretar el tornillo para fijar la posición y pulsar “Set Origin Point Z”.
4. Subir el eje Z unos 3 mm (usando Cursor Step x100) antes de empezar el trabajo.
Proceso de fresado
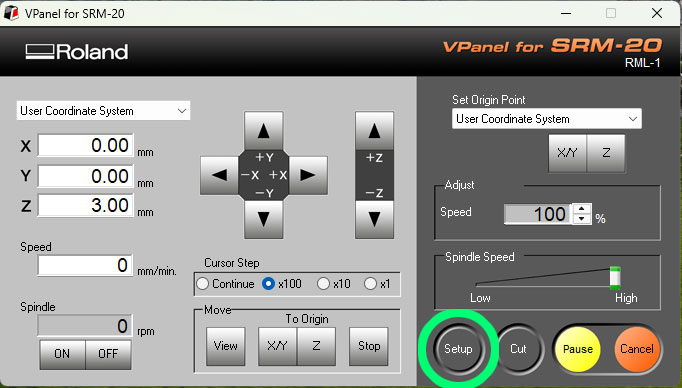
Una vez configurados los orígenes, el siguiente paso es enviar el archivo de fresado a la máquina.
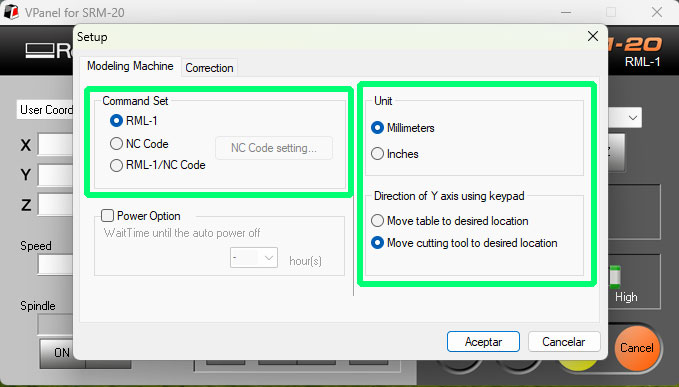
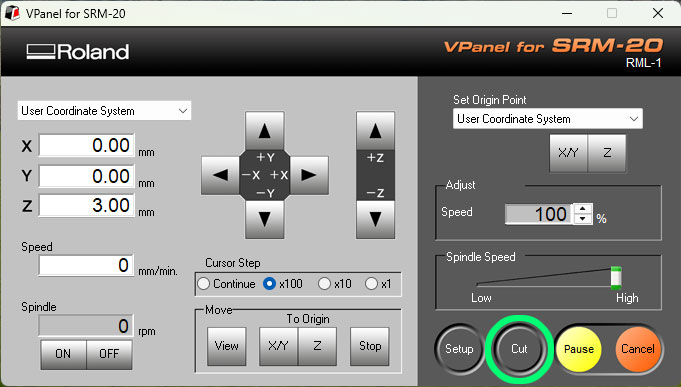
Primero abre el menú Setup en VPanel y comprobé que las opciones RML-1 → Millimeters y Move cutting tool estuvieran activadas. Después de confirmar la configuración, seguí con la preparación del trabajo.
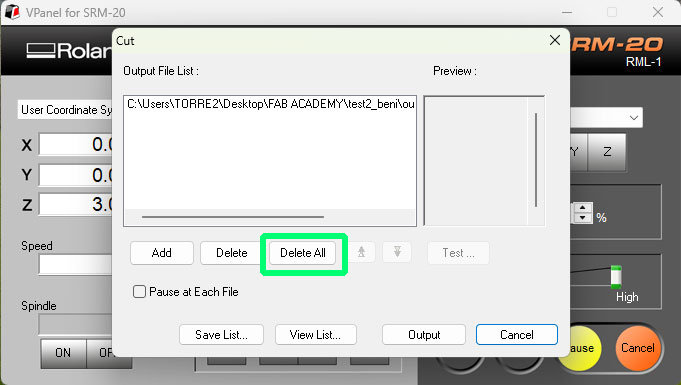
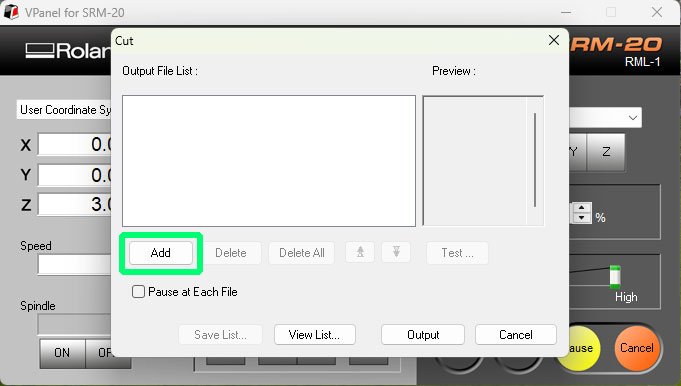
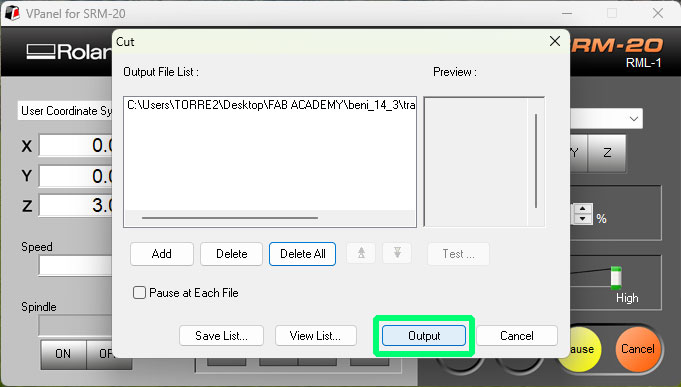
Después pulsa el botón Cut para cargar el archivo de fresado. Antes de añadir uno nuevo, elimina cualquier trabajo anterior usando “Delete All”. Luego seleccioné “Add” y cargué el archivo .rml correspondiente.
Por seguridad, inicia el trabajo con la velocidad reducida al 20%. Después de pulsar Output, el husillo empezó a girar y la máquina comenzó a fresar la placa.
Durante los primeros momentos del proceso comprueba que todo funciona correctamente. Una vez que la operación de fresado fue estable, aumenté la velocidad al 100%.
Después de terminar las pistas, cambia la herramienta por una fresa de 0.8 mm (1/32”) para realizar el taladrado y el corte exterior. Al cambiar la herramienta es necesario recalibrar el origen Z, pero las coordenadas X e Y permanecen sin cambios porque la posición de la PCB no se mueve.
Por último, repite el proceso de carga y ejecución con los archivos .rml restantes correspondientes a los taladros y al corte exterior, completando así el proceso de fresado de la PCB.
Limpieza y acabado de la PCB
Una vez terminado el proceso de fresado, el siguiente paso es limpiar la zona de trabajo y preparar la placa para su uso.
Primero aspira los restos del fresado, eliminando el polvo y las pequeñas partículas de material que habían quedado sobre la superficie de la máquina. Después retira la PCB de la sacrificial layer levantándola suavemente con una espátula, procurando no doblar la placa ni dañar la superficie base.
Después de separar la placa, límpiala con más detalle usando agua y estropajo metálico. Este paso ayuda a eliminar cualquier resto de material que no se haya retirado con la aspiradora, así como pequeñas rebabas que puedan quedar alrededor de las pistas o de los bordes tras el mecanizado.
Por último, utiliza una espátula para repasar los bordes de la PCB, biselándolos ligeramente para dejarlos más suaves. También la pasé por la superficie frontal de la placa para eliminar cualquier rebaba que pudiera haber quedado después de la limpieza con estropajo.
Después de esto, la PCB quedará limpia, con los bordes más suaves y lista para el siguiente paso: el montaje de componentes.




Mantenimiento y buenas prácticas
- Limpiar la cama y la zona interior después de cada uso.
- Retirar virutas, polvo y restos adhesivos de la base.
- Comprobar el estado de las herramientas antes de cada trabajo.
- No forzar fresas desgastadas o dañadas.
- Mantener limpia la tapa y la zona de visión para supervisar mejor el proceso.
- Guardar collares, llaves y fresas siempre en su sitio.
Al ser una máquina compacta y bastante precisa, agradece mucho el mantenimiento básico. No hace falta hacer nada complicado: limpieza, orden y verificación de herramienta suelen marcar una gran diferencia en la calidad final.
Normas de seguridad
- No poner en marcha la máquina sin material bien fijado.
- No introducir las manos en la zona de trabajo mientras el husillo esté en movimiento.
- Mantener la tapa cerrada durante el mecanizado siempre que sea posible.
- No usar la máquina si la cubierta frontal está dañada o agrietada.
- No usarla en ambientes húmedos ni con las manos mojadas.
- No dejar objetos inflamables ni aerosoles cerca del equipo.
- Desconectar inmediatamente si aparece humo, olor extraño, chispas o un comportamiento anormal.
- Usar siempre la alimentación correcta y cables en buen estado.
- Supervisar especialmente los primeros movimientos tras fijar un nuevo cero o cambiar la herramienta.
Checklist de seguridad (visual)
Checklist rápido recomendado antes, durante y después de usar la fresadora Roland SRM-20.