Computer-Controlled Machining#

Since FabLab Kamakura does not have a large CNC, we used ShopBot with the help of a wood store Enokido-lumber in Shin-Kiba.

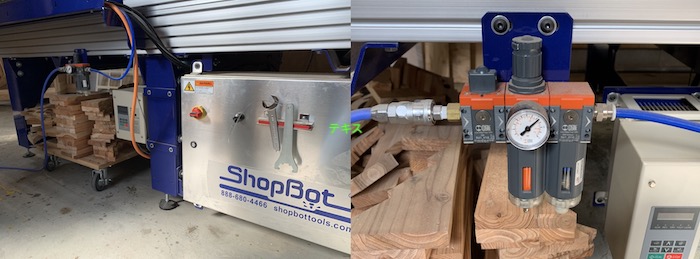
Type of Shopbot we used was PRS-Alpha. It was deeper in height than the normal one and had an air pump to support the mill.
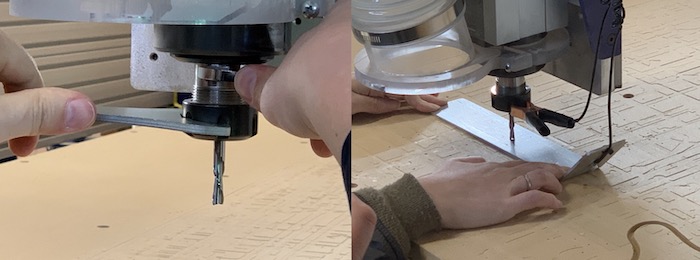
When using the ShopBot, the default procedure is to turn on the power, attach the collet and mill, and set the XY and Z axis origins. The Z-axis is set by placing a metal plate on the surface of the machine, attaching a special clip to the metal part, and then energizing it.
Make Test Piece#
In order to find the right offset value, a test piece was machined with different widths of 0.2mm each. In this time, we use 18mm-thick lumber plywood. We found that an offset value of +0.2 to 0.4 mm for height and +0.4 mm for width in total was just right.



Testing Runout#
Runout is defined as the rotation inaccuracy which occurs when the tool is no longer aligned with the main axis. *. Ideal a tool with 1/4 inch should leave a trace of exactly 1/4 inch.


The measured runout is between 6.30 and 6.40mm, 1/4inch is 6.35mm.