4.Computer-Controlled Cutting#
Background#
At FabLab Kamakura we are using a TROTEC Speedy 100 laser cutter, with a max. work area of 605 x 310mm. The group assignment for this week is to characterize and understand the operation of the laser cutter.
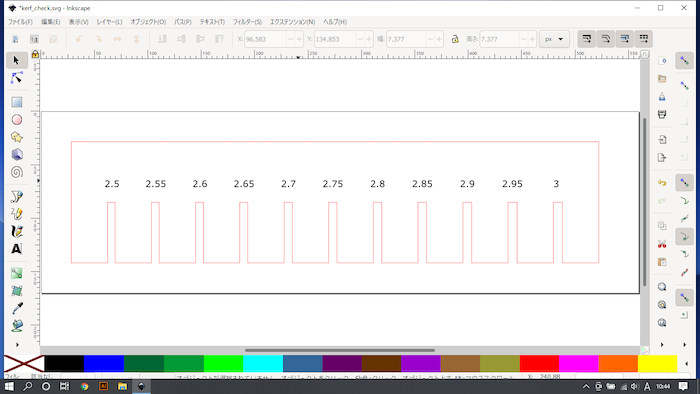
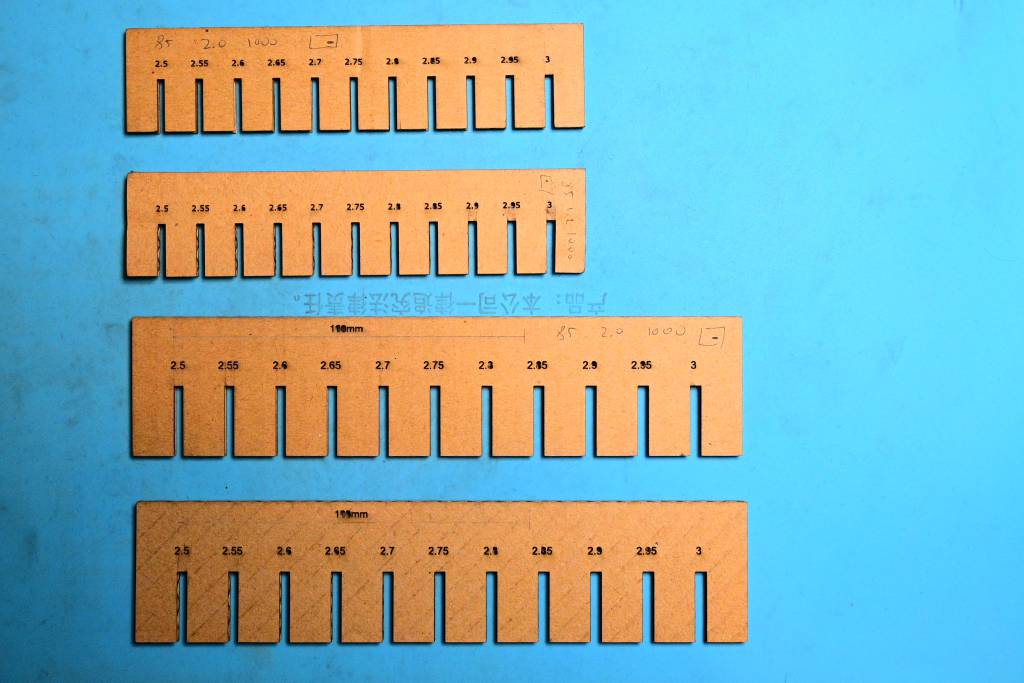
We choose to use the Kerf Check Parts Generator make by Daisuke Doyo during FabAcademy2018. The files gives you a 0.1 step change in the width of the cut-out size, allow you to check the snugness of two printed pieces.
Sending Data to the Lasercutter#
The thickness of the cut line needs to be either 0.3pt or 0.001mm. Convention dictates that the cut-line has to be red (255,0,0) and the engraving area needs to be black (0,0,0). This can be changed in the TROTEC control panel.
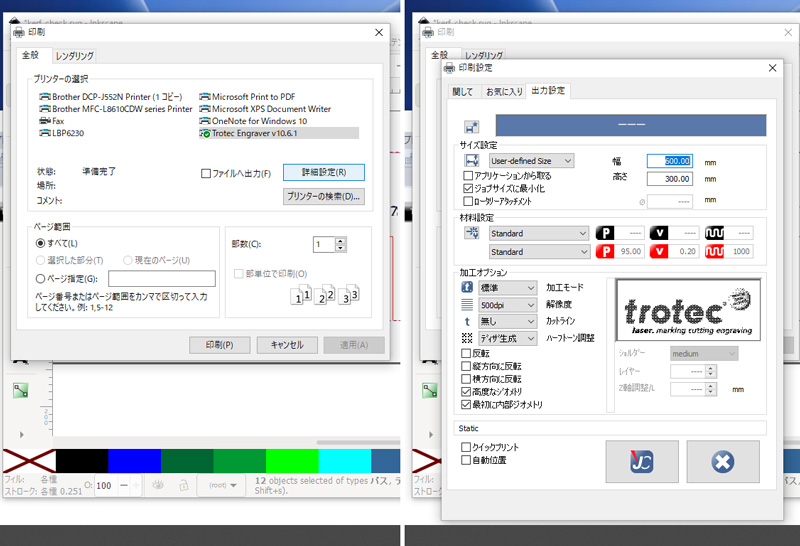
We are using a dedicated Windows Laptop for the laser cutter and Inkscape to process and send. Select Print from Inkscape and choose Trotec Engraver to see the options.
(Note Georg: As the FabLab is mainly used by Japanese Speaker, the UI Language is set to Japanese. That’s probably the best way to learn Kanji.)
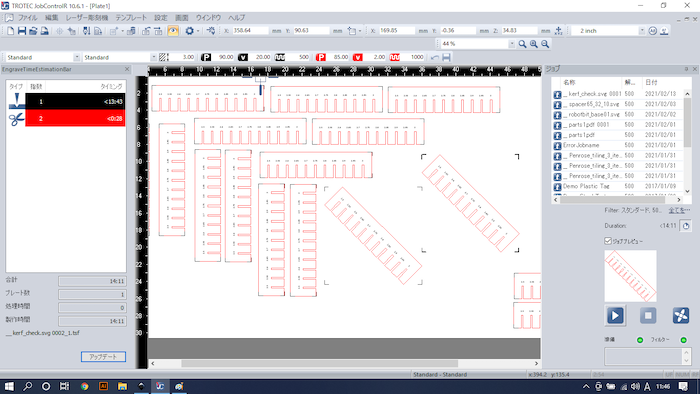
When a print job is sent, the TROTEC JobControlIR Application opens. On the right side, the recent print jobs are displayed, the most recent is on top. Drag and drop the desired into the work area.
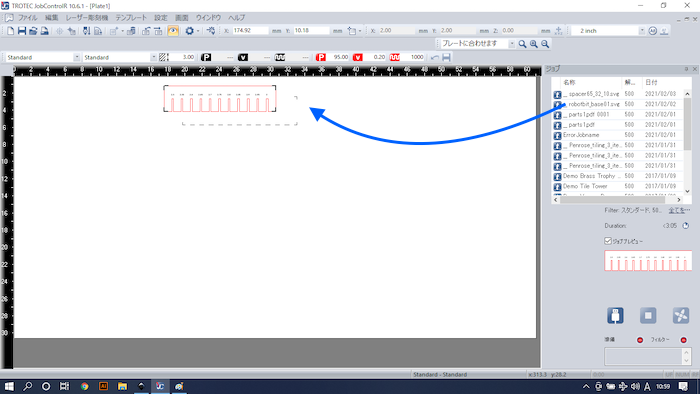
The outline of the job appears. Move it to the desired position. Clicking the ‘Connector’ Button on the bottom right establishes the connection to the laser cutter, after which the current xy position of the laser is also displayed in the workarea.
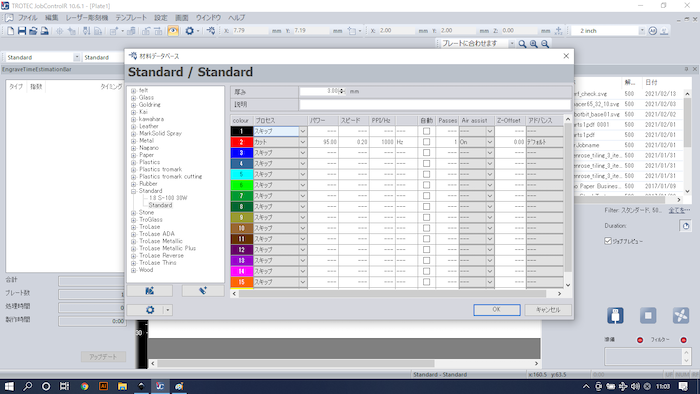
The Eye Icon shows and hides the complete design. This is useful if the design is too complex and would slow the computer down. In the Laser Settings Menu (Laser & Wrench) you can define the cut/engraving colors as well as the power, speed and frequency settings for each color.
Select “Create, modify, or clear material template. Set the “Process (Skip, Cut, Engrave),” Power, and Speed for each color. The convention is to use Black for engraving and Red for cutting.
Characterizing the laser cutter only works in combination with a material, we use 3mm corrugated cardboard for the characterization. The same material that will be used for the Press-Fit kits.
- Print from Inkscape.
- Place the jobs on the work board
The form can be rotated 90 degrees, but it cannot be placed at an angle. If you want to cut at an angle, you need to tilt the SVG file itself.
Our plan was to cut the Kerf Check six times.
- Horizontal to the corrugated cardboard
- Vertical to the corrugated cardboard
- Diagonal (45º) to the corrugated cardboard
We assume that the corrugating direction of the cardboard influences the fitting characteristics.
Power & Speed#
We started with the suggested sample settings from FabLab Kamakura for 3mm cardboard.
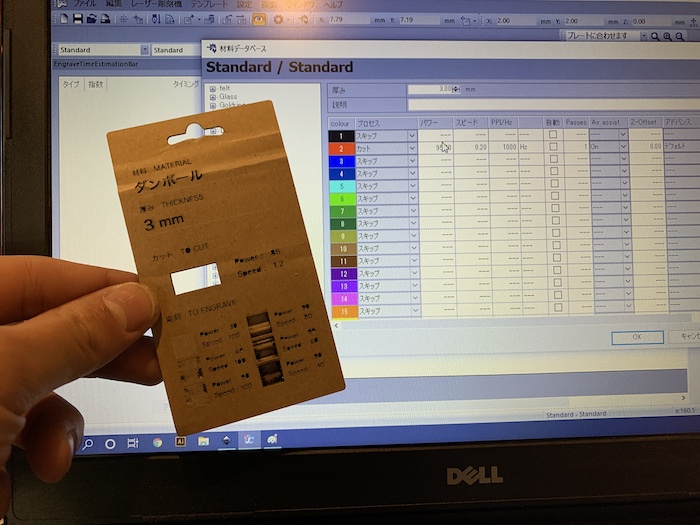
1st Try|Power 85, Speed 1.2
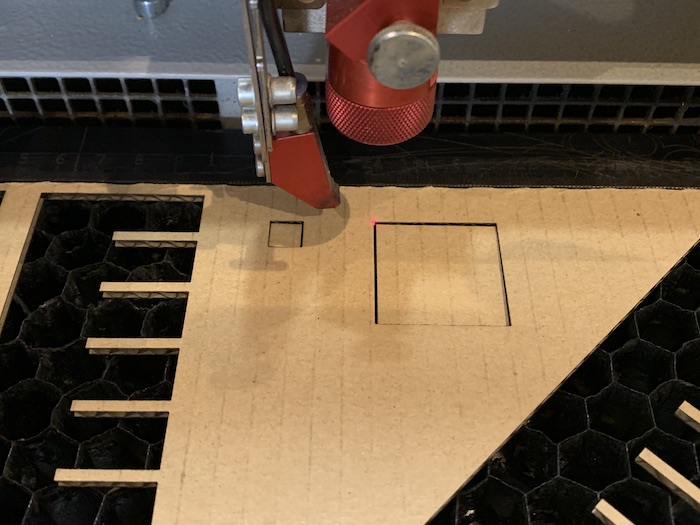
It was cutting without any problem.
2nd Try|Power 85, Speed 2.4
We decided to double the cutting speed to 2.4. The lower right side of the processing area did not make the cut. This is due to the fact that it is far from the transmitter and the energy is attenuated.
3rd Try|Power 85, Speed 2.0
With a cutting speed of 2.0 the entire processing area could be cut without any problems. We used this parameter for the remaining cutting process of the press fit kit.
Measuring the Kerf#
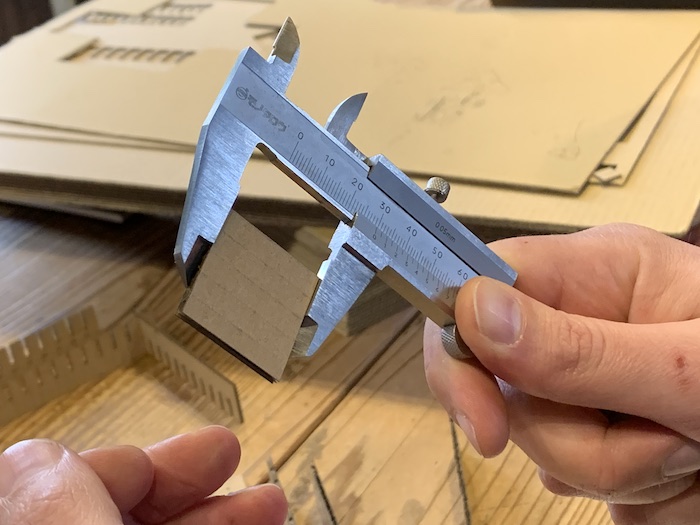
The kerf is the width of the cutting path, the material that the laser evaporates.
Our first attempt was to cut a square piece, then measure the outer length of the piece and the inner length of the cut-out piece. Dividing the difference by 2 (because of a cut on the to and the bottom) gives you the width of the kerf.
A limiting factor with this method is the difficulty to make exact sub-millimeter measurements.
Kerf: 0.3mm
For our second attempt instead of measuring the kerf for 2 cuts, we did 10 (check number) cuts, then aligned the pieces, measured the difference, and calculated the kerf.
Kerf: also 0.3mm
The 96/72 Problem#
After cutting the test kerf pieces, and trying out which size has the best fit, we were a bit surprised that the 3mm cuts seemed to have a tight fit. We expected that the 3mm cut width, plus twice the kerf would produce slots that would be too loose to fit proberly.
After measuring the test kerf piece, we found that instead of the expected 174mm length, the cut piece had only a length of 130mm, the slots were scaled down accordingly. After some head-scraching we realized that ratio of downscaling was roughly 1.33 (174/130 = 1.3385), which was a nice ratio, which made it very suspicious. Remember that the standard print resolution of 72 dpi (dots per inch), has in some cases been updated to 96 dpi, we compared the two ratios:
174 / 130 = 1.3385 96 / 72 = 1.3333
Apparently there was an unexpected conversion going on somewhere (Inkscape?), being mindful of SSTM we used following workaround:
Export Design as PDF Import Design in Inkscape as PDF
This solves the scale issue, but still does not explain why exactly this happened.
Todo: Next time at the lab, check the settings of the Inkscape Application at the Lasercutter computer. Check artboards, conversion, default SVG save options.
The Cutting Pipeline#
The output parameter determines the production parameter.
Importing Illustrator-exported files did not respect the color and line width settings, and required a re-setting of these settings in Inkscape. Solution. Prepare files in Inkscape on your Computer with correct colors and line width.
Distance of Laser to Material#
The distance of the laser to the material needs to be set according to the thickness of the material. This is a manual process (why not automated?). A small, metal measuring piece is loosely attached (hung) onto the laser carriage. Move the stage up manually with the up button, until the material touches the measuring piece - which in turn will tell you that it made contact by falling off.
There are 2 different philosophies, regarding the correct height. One camp states that the falling-off point is the correct height, the other that the stage needs to be moved one step down, after the piece fell off. In practice it did not make any difference.
We tried to deliberately off set the focus distance and observe the results of the cutting processes.
Cleaning Up, Powering Down#
After cutting, lower the moveable platform to the lowest settings, lift it out and inspect the underlying tray for small cut pieces that fell through the raster. Clean it with the brush and dispose of the materials correctly.