4. Electronics Production#
Group A (Thursday Session)#
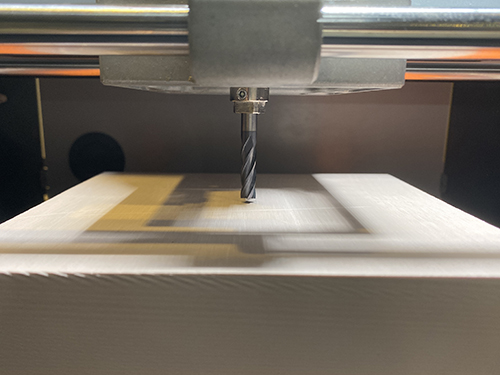
Surfacing(Toshiki Tsuchiyama & Yuki Oka)#
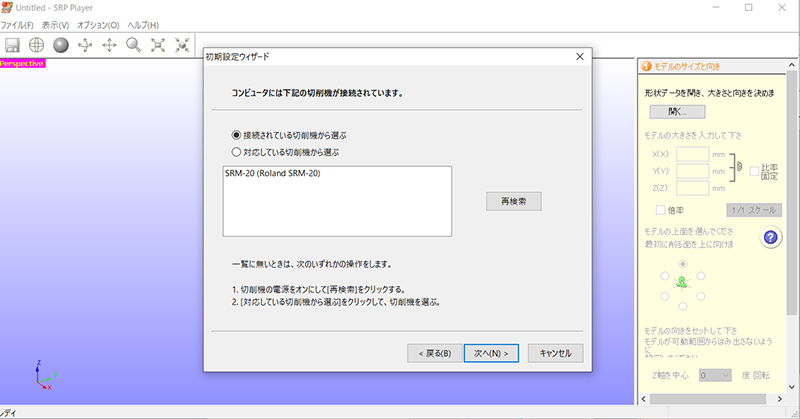
SRP Player#
1. Connecting SRM-20 with Laptop via USB cable#
Open [SRP Player]
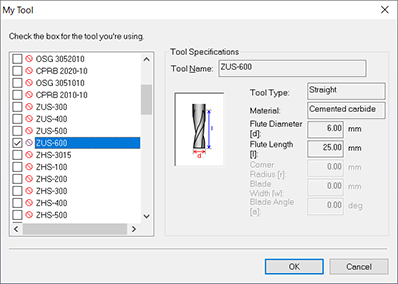
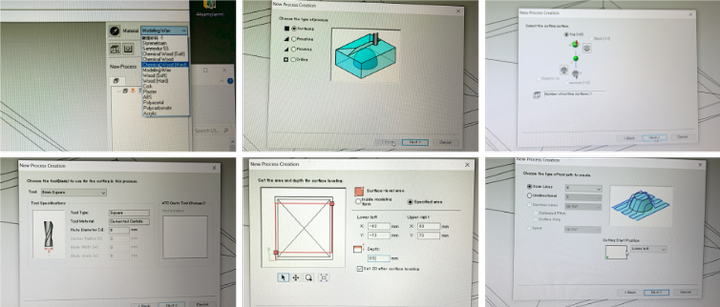
2. Selecting and the type of the endmill for surfacing#
Turned the unit from inch to mm.
Then, set the size of the endmill 6mm which was going to be used actually.
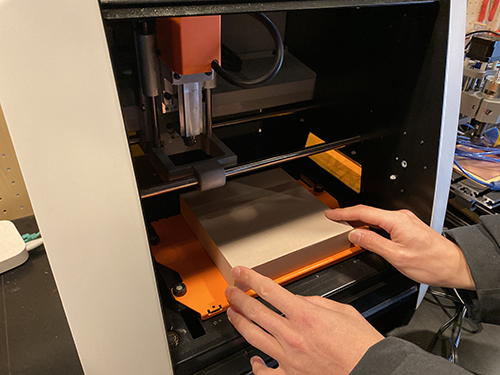
3. Setting the underlaying material and the endmill#
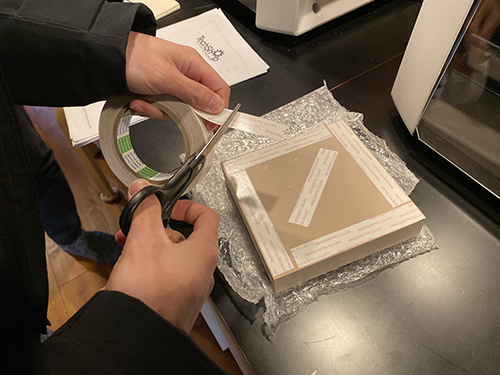
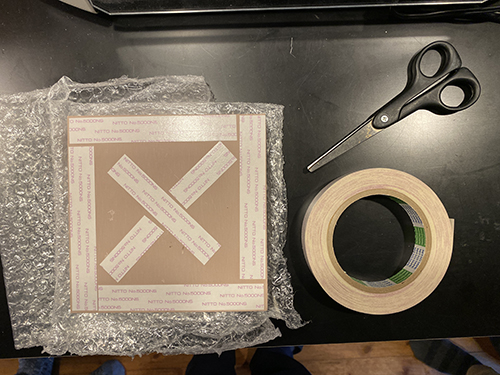
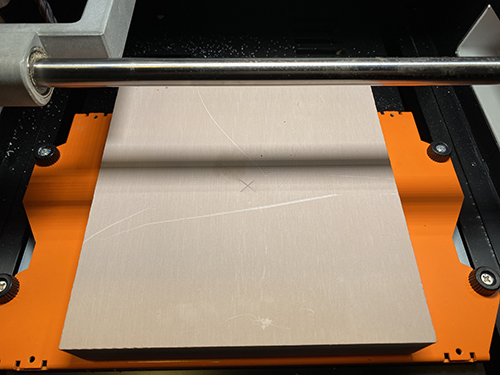
Used the chemical wood for the sacrificial board of SRM-20. Needed to be put double-sided adhesive tapes on the back side of it to fix its position.
↓
Set the endmill to the SRM-20.

Need to clean up the tip of the drill because it was dirty.
The cleaning liquid is mainly composed of ”n-hexane and cyclohexane”. We removed the rest of double-sided tape from the tip. The double-sided adhiesive tape to fix the material is often caught in the endmill while cutting.

Dipped the swab into the liquid and cleaned the adhesives up.

Used “17mm” and “10mm” wrenches to set the endmill.
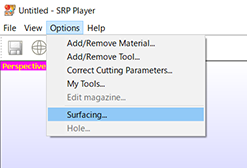
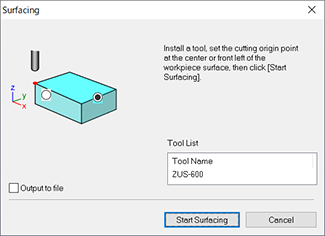
4. Setting of surfacing → failure#
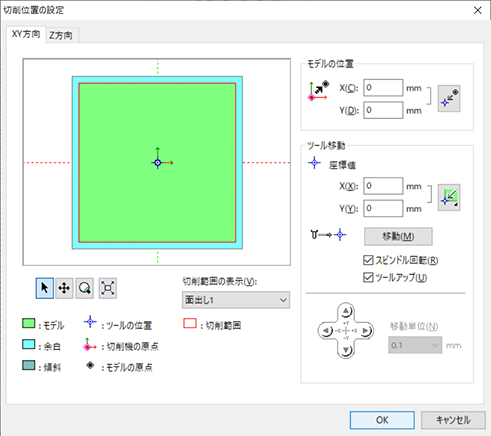
Selected the menu [Option] → [Surfacing] for setting of surfacing.
Measured the size of the sacrificial board size and input it.
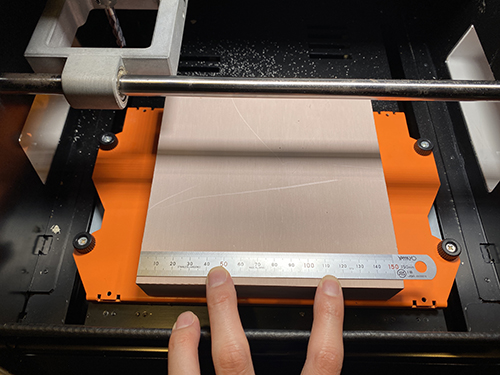
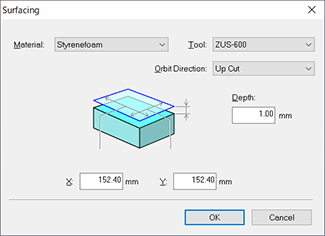
But, it is not possible to input the size more than 152mm square for cutting and to set the middle of the board as the origin. So, we decided to change to use another software for controlling SRM-20.
↑
MODELA Player4#
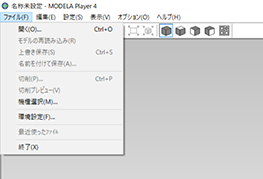
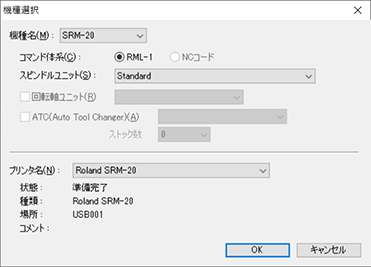
1. Selecting Machine#
Set from the menu[File] → [Slect Machine]
2. Creating 3D data of the sacrificial board and importing it to the MODELA Player4#
MODELA Player4 needs the 3D data for surfacing. It have to be prepared by CAD software(ex. Fusion360) in advance.
Selected the menu[File] → [Open File] to road the 3D data.
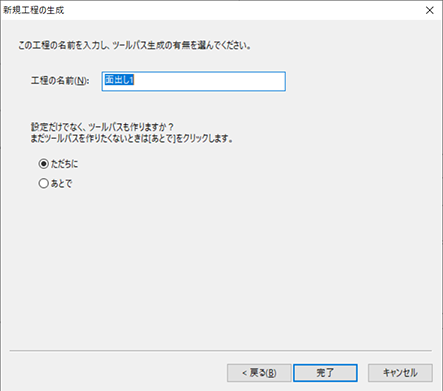
Then, selected the menu[Set] → [New Process] and choose [Surfacing].
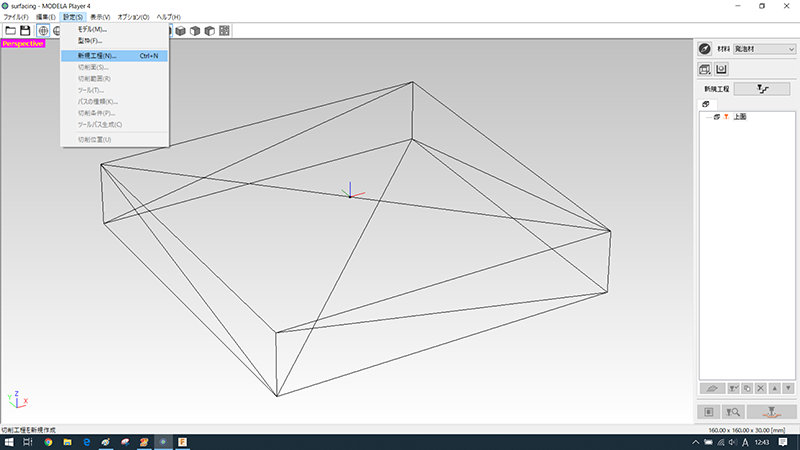
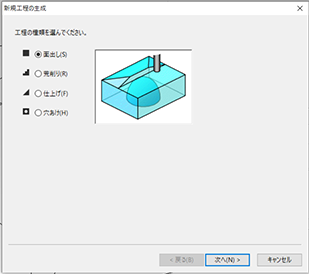
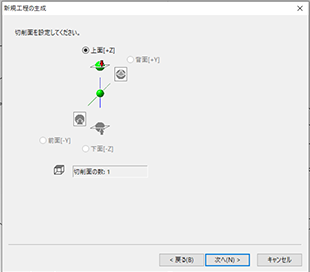
Chose the [top] as a cutting surface.
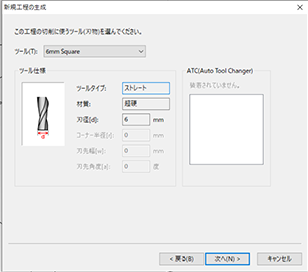
Choose the 6mm endmill from the tool menu.
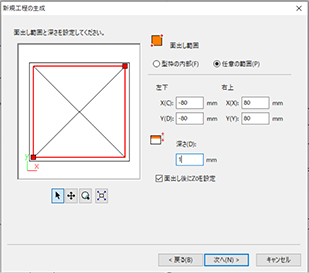
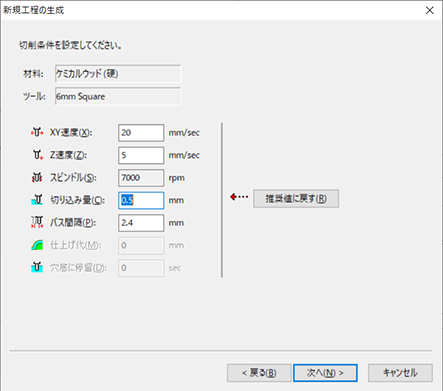
Set the area of surfacing and the depth of cutting.
We cut 1mm deep this time.
Then, decide toolpass direction.
chose Scan Line to X direction.
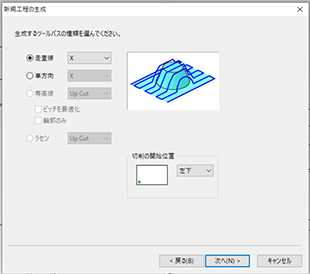
Lastly, set the cutting depth per path.
Set 0.5mm deep this time, so it would go 2 rounds.
↓
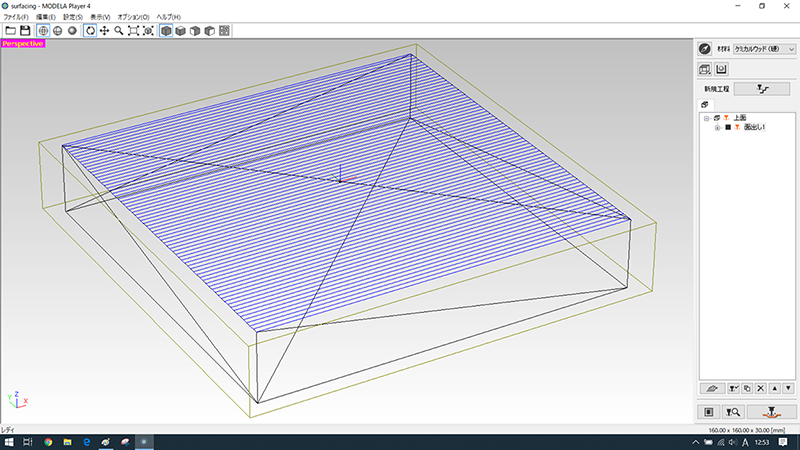
Could check the origin being in the middle of the board.
3. Setting XYZ axis on the SRM-20#
Opened the VPanel and set the origin of the XYZ.

Moved the endmill to the middle of the board.
Set the origin of the X and the Y by controlling the cursor key on the display.
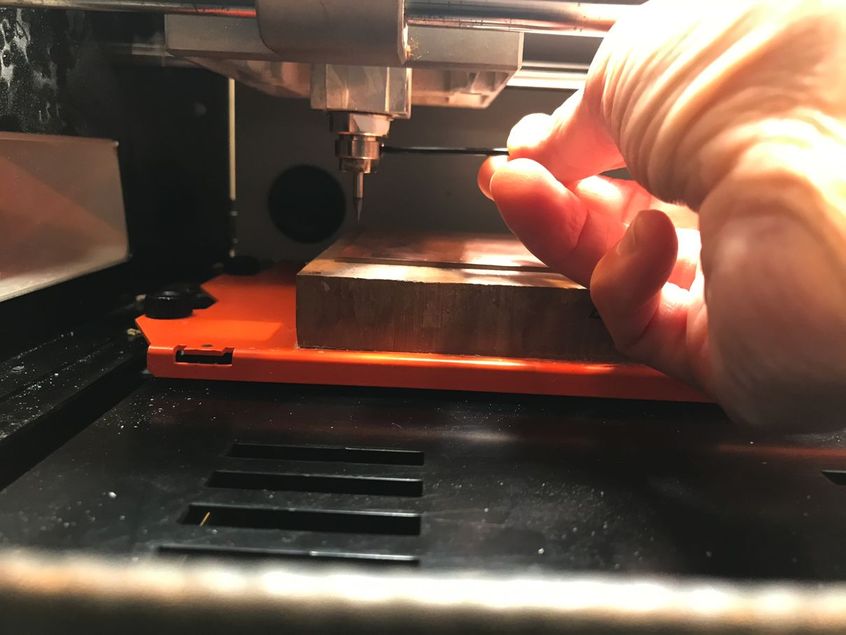
To set the z origin, made the endmill spin actually and downed it very gradually. When the spinning sound was changed to higher, it meant the origin. Then press the Z origin button to set.
↓

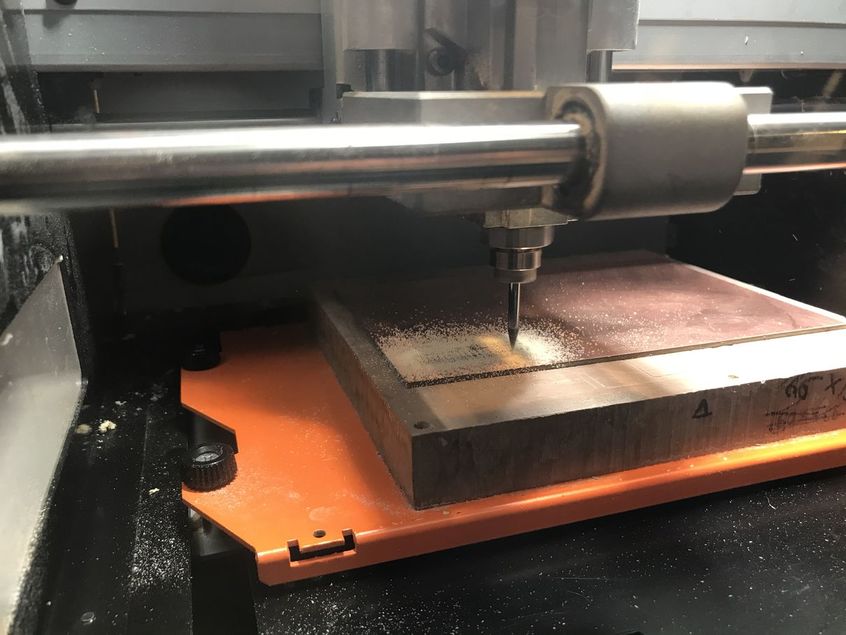
4. Cutting#
Press the start to cut button on the right bottom of the display.
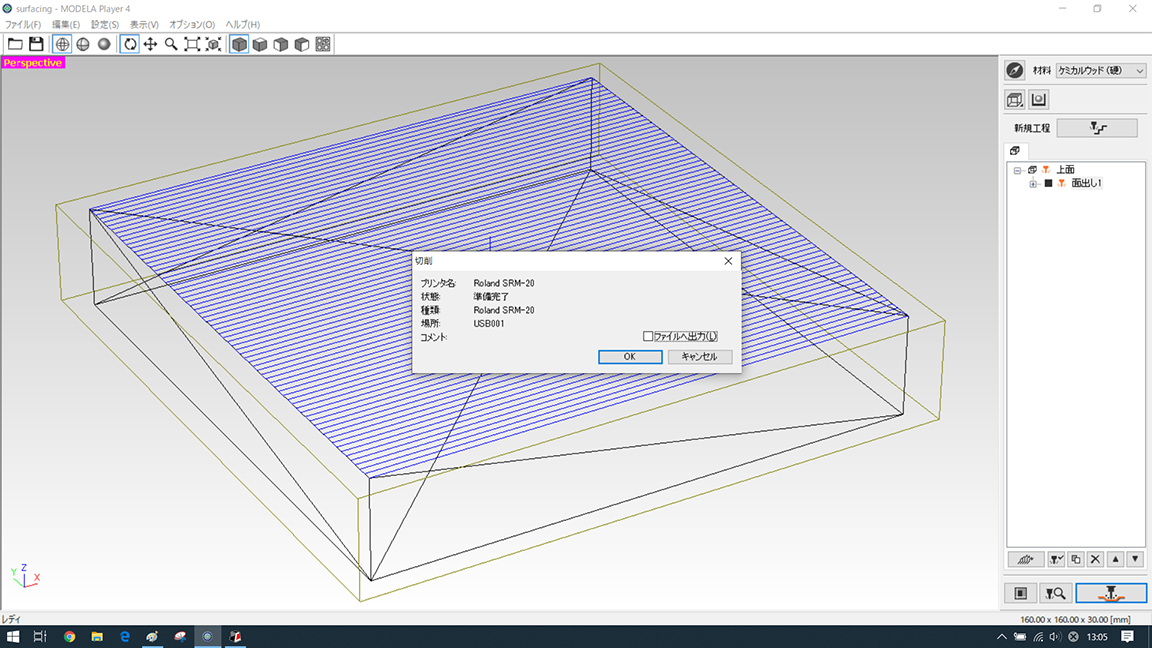
↓
It took 30 minutes for whole cutting procedure.
5. Evaluation#
Chemical wood was not that hard material so it might be better to set the cutting depth more shallow like 0.5mm.
Characterize the design rules for your PCB production process ( Haru (Oguri) )#
outline#
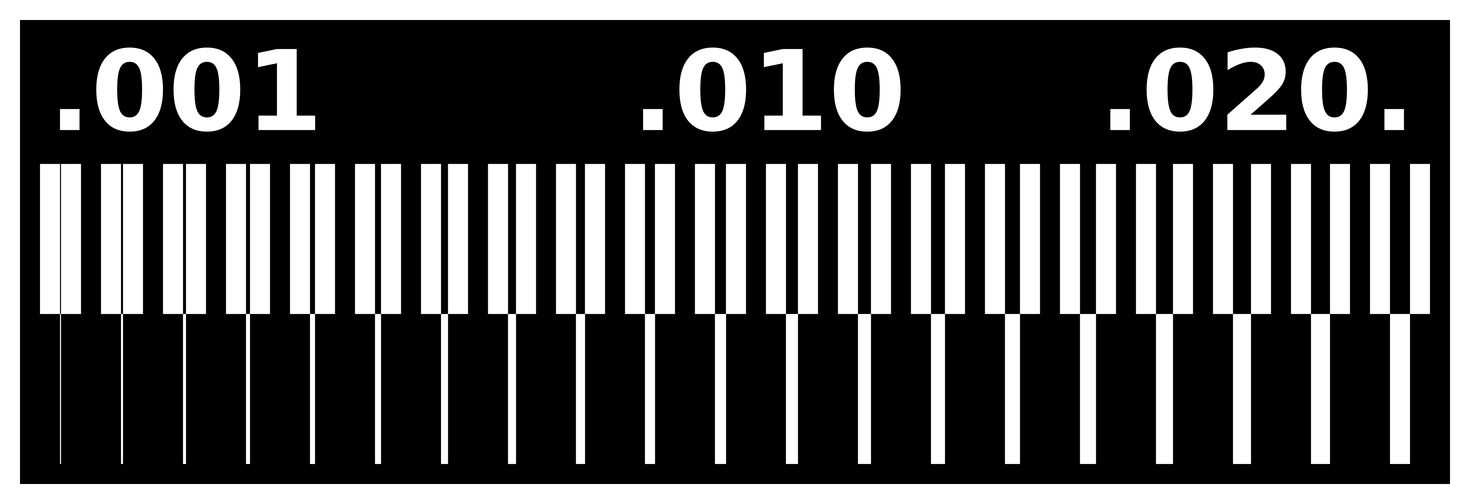
Check precision and limitation of the bit and CNC in our lab and make the design rules for the PCB production process.
Sample data: testpattern png http://academy.cba.mit.edu/classes/electronics_production/linetest.png interior (outline of the test pattern) png http://academy.cba.mit.edu/classes/electronics_production/linetest.interior.png
| testpattern png | outline of the test pattern |
|---|---|
 |
 |
data preparation by Mods#
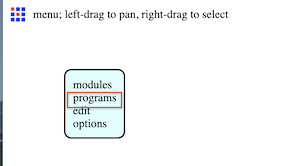
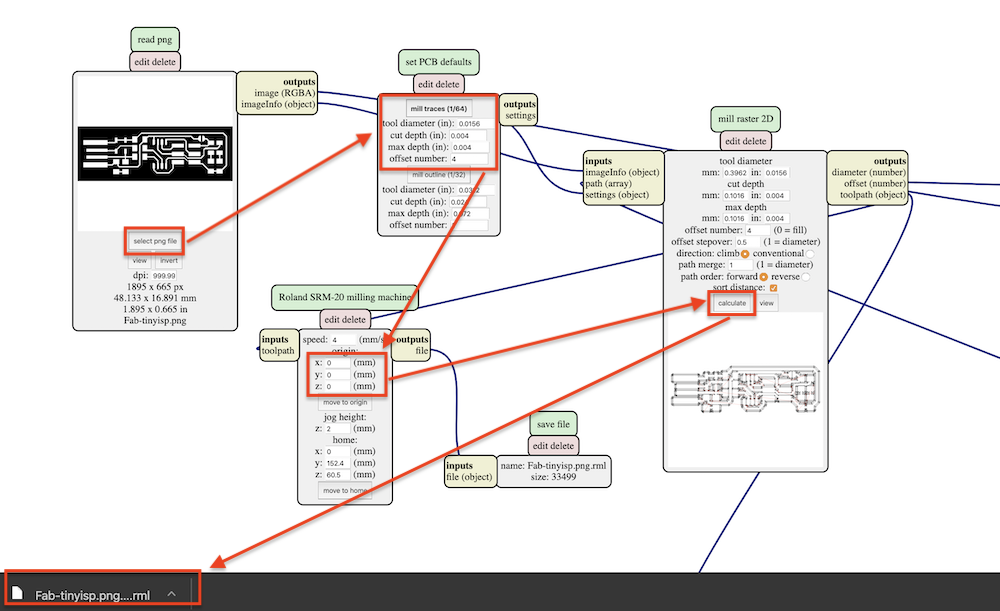
select the command by clicking the right button of the mouse.
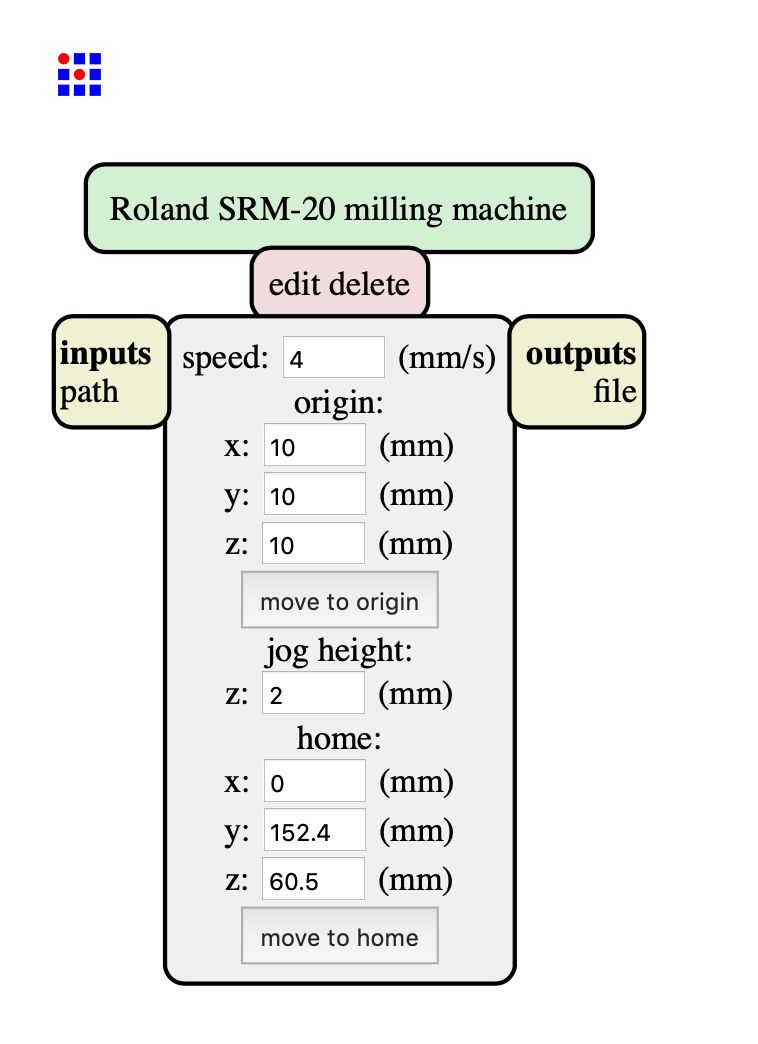
“modules” -> “open server module” -> “machines, Roland, milling, SRM-20”
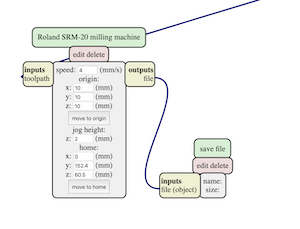
setting the parameters of the “Roland SRM-20 milling machine” dialog box
-> origin xyz to be “0”
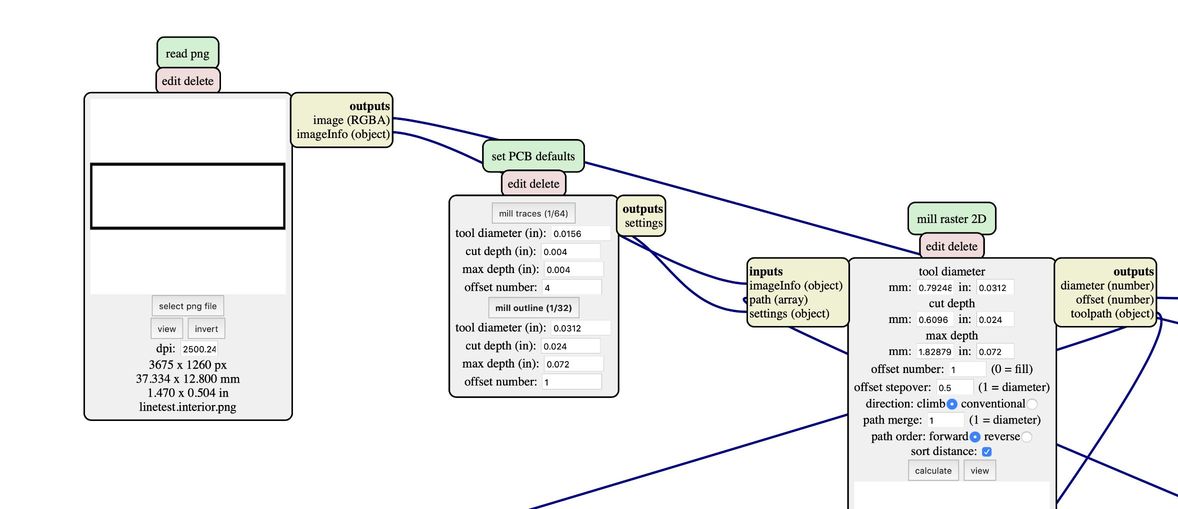
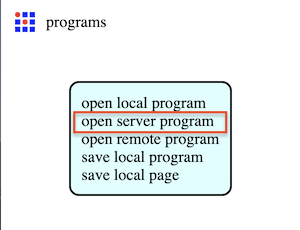
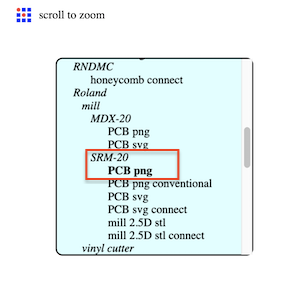
“modules” -> “programs” -> “open server program” -> “SRM-20, PCB png”
select the pattern png file from the “read png” dialog box, and set “dpi” in order to properly scale the image
 |
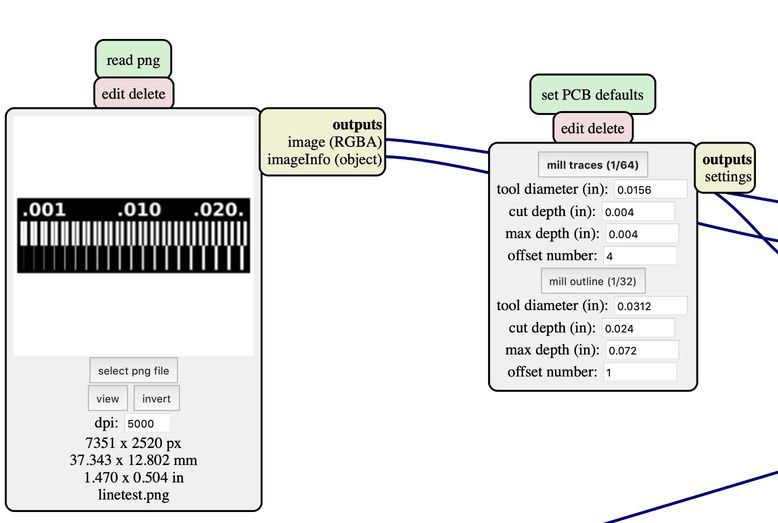 |
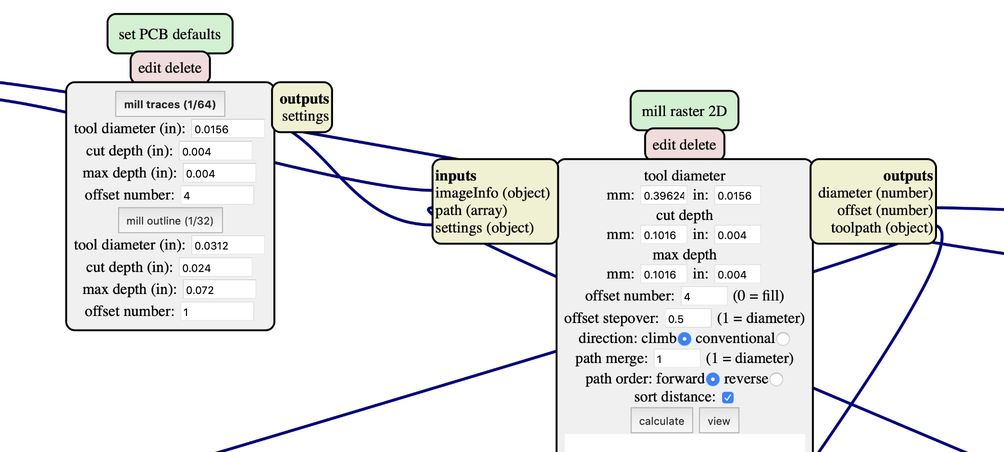
select “mill traces (1/64)” in “set PCB defaults” dialog box, check the parameters
check parameters in “mill raster 2D”
 |
 |
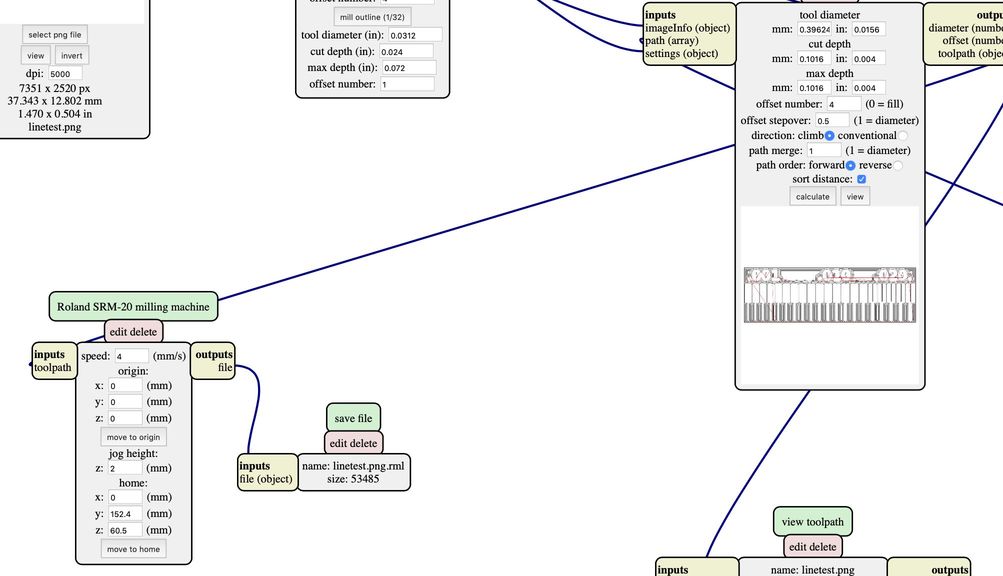
“modules” -> “open server module” -> “file serve”, then, connect the outputs of “Roland SRM-20 milling machine” to the inputs of “save file”
select the outline png file from the “read png” dialog box, and set “dpi” in order to properly scale the image ( comparing to the pattern png file setting )
| “save file” | outline png file, setting the “dpi” etc |
|---|---|
 |
 |
milling#
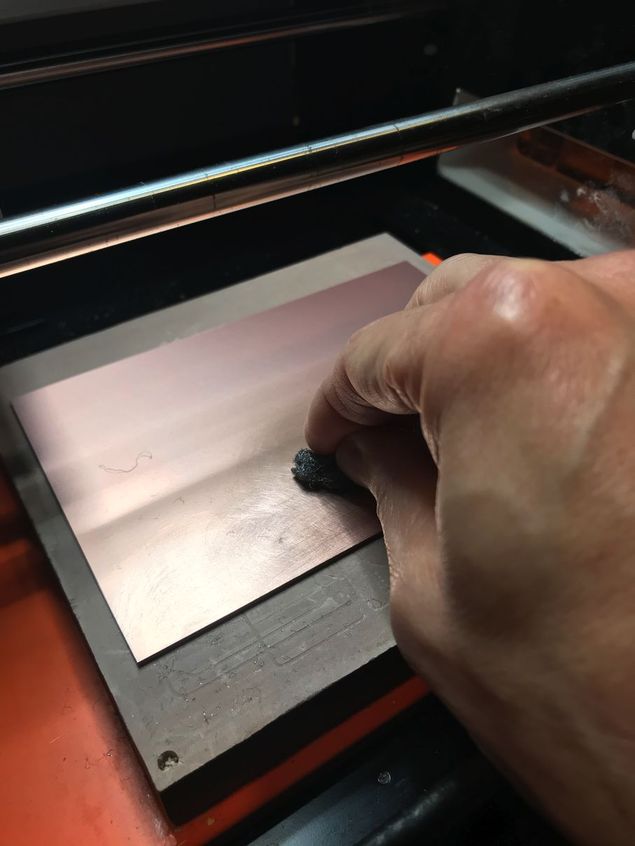
setting the PCB plate, and polish the surface, then setting the mill
setting the zero point of z-axis
 |
 |
milling ( pattern -> outline )
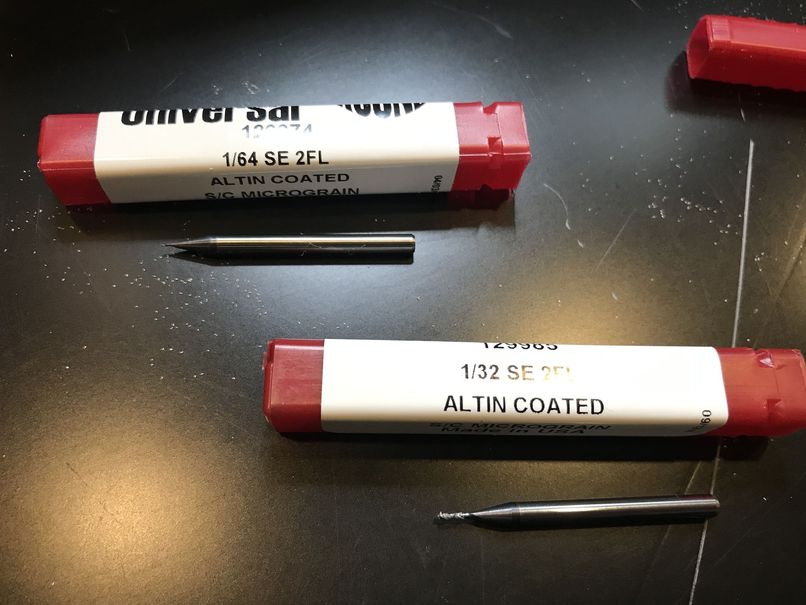
| 1/64 inch mill for the pattern, 1/32 for the outline | |
|---|---|
 |
 |
Result#
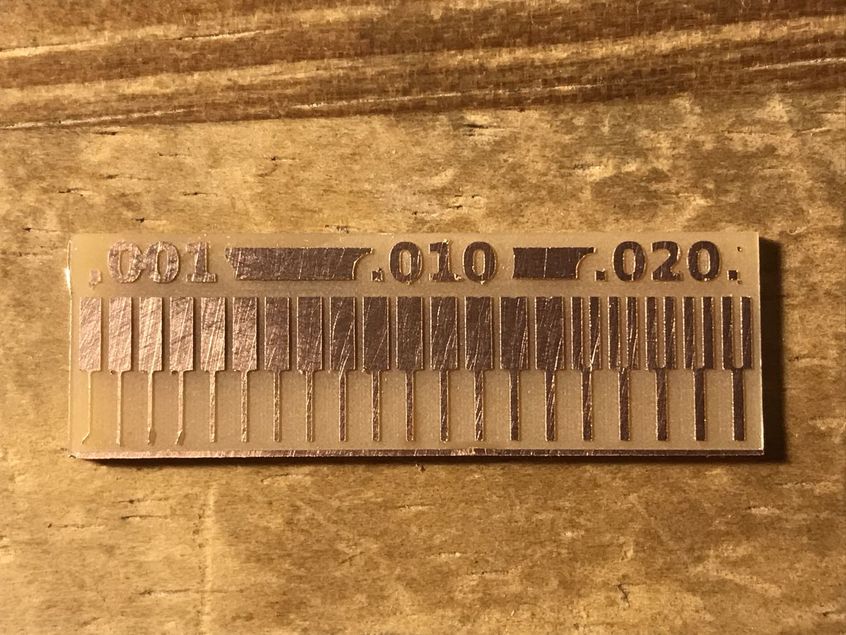
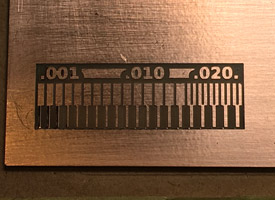
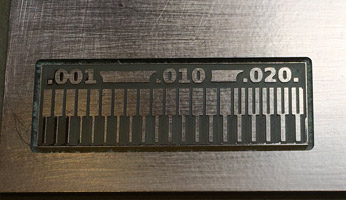
For the groove, 0.016 inch which is located fifth right on the test piece seems to be the limit. This is a reasonable result, because the diameter of the tool is 1/64 = 0.0156 inch.
On the other hand, to leave the thin line, although it seems to be possible to leave 0.001 inch width of line, the tip of the lines are peeled off. Therefore, above 0.005 is the safety zone ( for this PCB ).
Group B (Saturday Session)#
Leveling sacrifice wood (Yume)#
The objective for surfacing is to create a flat surface for cutting on SRM-20. In FabLab Kamakura, chemical wood (hard) is used as sacrificing wood, so I milled the wood during this session.
I referred to the group assignment documentation of graduates attending Fab Academy at FabLab Kamakura in 2018.
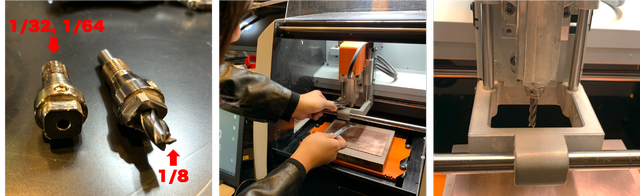
- Set the mill 1/8 inch mill was used. The mill goes into a bigger collet from 1/32 and 1/64 inch mills, so I unscrewed to exchange it. And I set the mill into the collet.
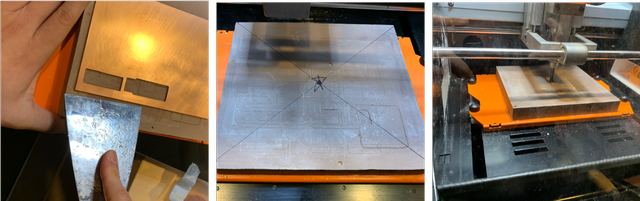
- Set the sacrifice wood
Then I scraped the PCB material off with disolvent, marked a rough center point on the sacrifice wood, and set it into the machine.
- Set origin point
When the lid of SRM-20 is closed, the mill moves automatically to the pre-set origin point. To set the origin point to the marked center point,
I opened VPanel for SRM-20, moved X/Y to set origin point to the marked center point.
One way to set Z origin point - especially when the mill is not as sensitive as 1/64 ones - I started the milling while lowering the mill. When the mill hits the surface, it makes a differenct sound and that’s where the Z origin is.
The machine remembers the set origin point, resets when the machine is restarted.
- Basic set up MODELA Player 4 CAM
After choosing SRM-20 from File menu,
Material > Chemical wood (hard) (Soft one is more yellow-ish)
Set > New Process Creation > Surfacing
Cutting surface > Top
Tool > 6mm square
Set area > Measure the board and set the size accordingly (mine was 166*146, so I set it to X(left)=-83, X(right)=83, Y(lower)=-73, Y(upper)=73)
Tool path > Scan lines
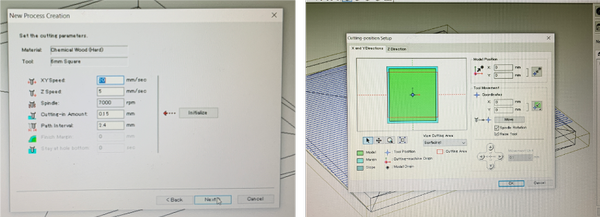
- Set up cutting parameters
Software generates a default set of parameters based on the material.
“Cutting-in Amount”: the amount of cut conducted on Z axis everytime. If set to 0.25mm, then the mill goes through twice to cut 0.5mm depth.
“XY speed” should be lowered when “Cutting-in Amount” is increased, especially for thinner mills that are more fragile. Higher cutting-in amount creates higher pressure for the mill.
Cutting position setup > OK (used the default settings)
Finished like this!
MODS(Kimura)#
Open MODS in Firefox / Chrome recommended in browser
Right-click anywhere → Select a program → open server program
Select machine to use
In our case, Roland SRM-20 milling machine
Select the file you want to use (this time .png)
Right-click anywhere in the blank and select [Module]> [Open Server Module]> [Save File].
The websocket device is unnecessary and should be deleted.
Roland SRM-20(output) ~joint~ save file(input)
Select pin file →→ Mill trace (1/64) →→ Change to origin (0,0,0) →→ Calculate →→ File is exported automatically.
At this time, if you want to visually test the movement of the mill, you may want to test it with the default origin (10, 10, 10).
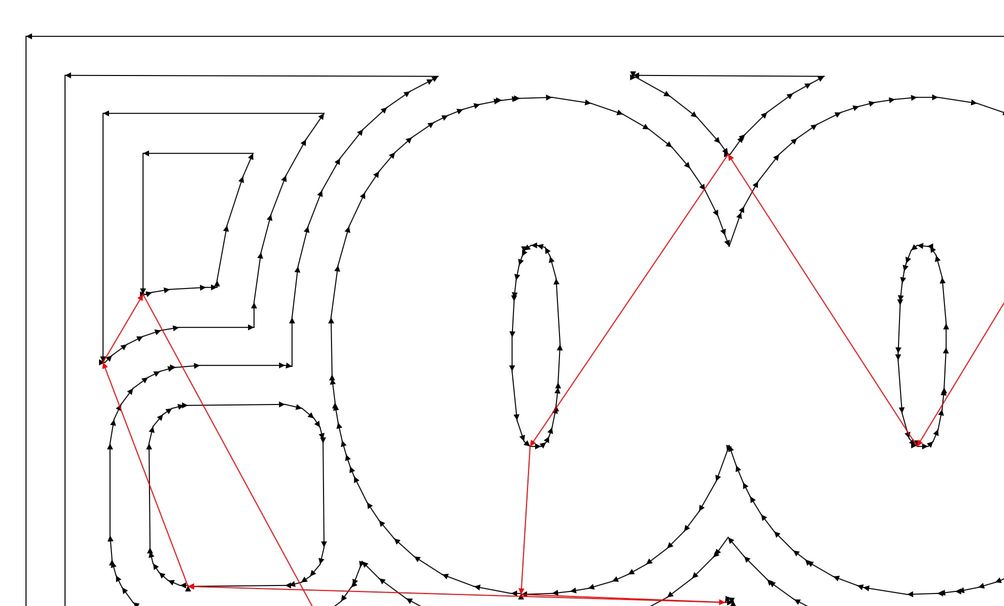
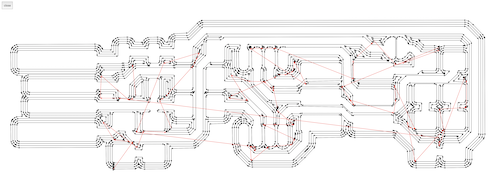
Click on the view to the right of Calculate to see the machining path.
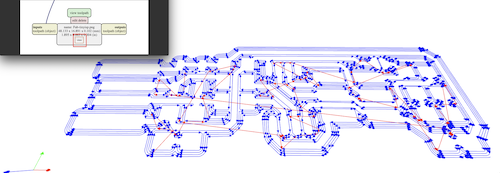
Click the view of the view tool path to check the path in 3D.
Read and process the exported rml file with a Roland SRM-20 milling machine.
Next, read the pin file for cutting the outer frame.
The difference from the previous setting is that the mill trace is set to 1/32, and the other steps are the same.
Select pin file →→ Mill trace (1/32) →→ Change to origin (0,0,0) →→ Calculate →→ File is exported automatically.
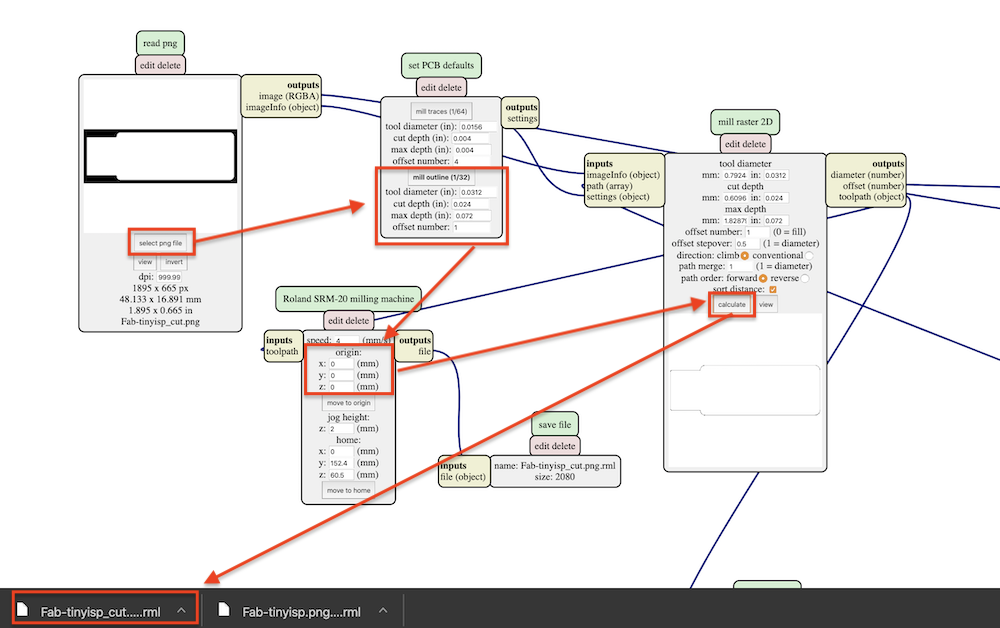
As before, load the exported rml file with a Roland SRM-20 milling machine and process it.
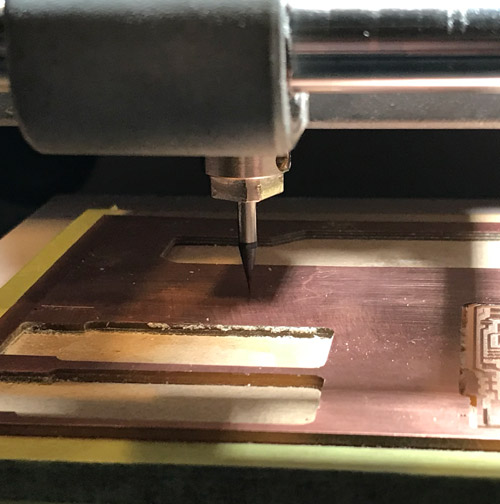
Set up RMS-20 (Kazuki Yanome)#
Set the PCB on the stage
PCB were fixed on the stage by double-sided tape. Make sure that PCB is parallel to the side of the stage.
Note
Firstly, I didn’t confirm the flatness of the PCB to the stage. So I failed milling. Confirming the PCB that I set, the PCB was floating a little bit…
Tip
Not to damage the leveled surface during the milling, MDF were inserted between PCB and stage as a buffer.
Decide the Origin Position
Firstly, attach the endmill 1/64 first.
Use 1/64 to cut testpattern and 1/32 to cut interior.
Don’t tighten a screw too tight because the screw was deformed and cannot be used.
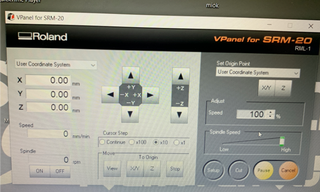
And then, open VPanel for SRM-20.

The function of each button is here.
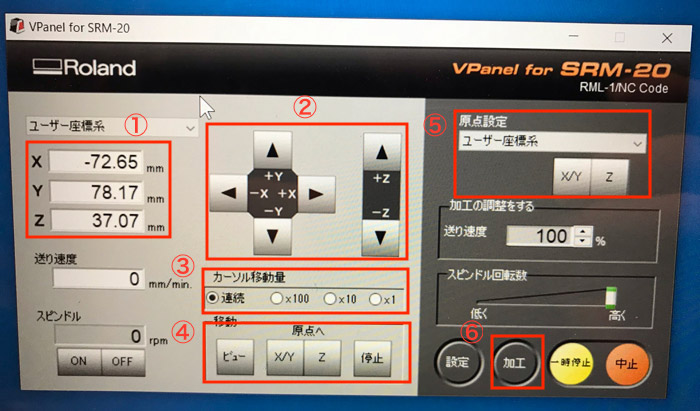
① Show the current Position of an endmill at X-Y-Z directions.
② Move an endmill position.
③ Control how much an endmill move per one click of ②.
(連続 = Continuous, x100 = 1 mm, x10 = 0.1mm, x1 = 0.01mm)
④ Move to the origin position.
⑤ Set the origin position.
⑥ Read .rml file and start milling.
Set up the origin position
First, I set X-Y origin position.
In the image, the origin position are set at marked location. Move the mill to the appropriate position.
Click X/Y button at ⑤ to set X/Y origin, and then close a mill to the surface of PCB like a the below image.

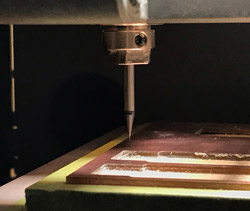
Warning
Make sure to click x100 or x10 in ③ when closing Z position to the PCB. I operated at Continuous with a track pad and at very close position to PCB, somewhat double-clicked… The endmill are touched to the PCB and maybe it doesn’t work. I swapped the endmill…
After close a mill to the surface of PCB, loosen the screw that fixed the endmill and touched the endmill to the surface of PCB very softly but do not float the mill because when it mills, the Z-position is a little bit down.
And then, tighten a screw again.
Tip
At this phase, I couldn’t set up by my own hand. So Kai Naito who is my instructor in Fablab Kamakura told me how to set it up using Offset. First, move the mill to the place that there is not the surface at bottom, and click x10 in ③ and down a z position by one clicking. So the Z position are set to the position of (the surface of PCB - 0.1 mm). That’s the Offset method.
Failure video…
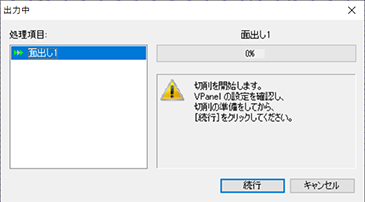
Read .rml file and run it
After all set up has done, click ⑥ button.
You’ll see the window like below image (Sorry for only Japanese).
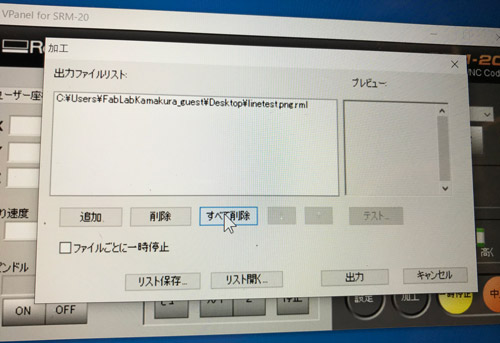
If the other data are already read, remove them.
Add (追加) .rml file you created and then click Output to run milling.
Then, change the endmill to 1/32 size to mill the interior.
The other processes are the same.
Finished!! Cool~♪
Assessments (Kazuki Yanome)#
Tear off the PCB.

Congratulation!!
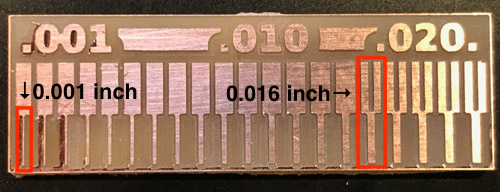
The below copper lines become thin each 0.001 inch from right to left.
I found that the limitation of the milling width was about 0.016 inch. By milling the outside of the line, it could leave 0.001 inch of copper line.