design and make a 3D mold, and produce a fiber composite part in it

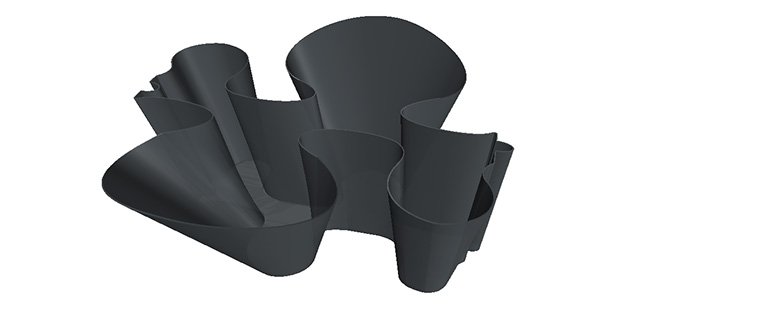
A BRICK-POT MOLD
ADAPTING DESIGN TROUGHT TECHNIQUES
I was looking for a technique to make a big quantity of pot local materials for my final project So I choose to make a test to realize composite mold for traditional clay cast adapting the brick-pot design , developed to be 3d printed with clay.
IS NOT SO EASY
The first difficulty was the highness of the pot , necessary 15 cm, that required a 2 slides mol, each of 10cm.
Rhino was giving me trouble to create the solid geometry necessary to create the Gcode using RhinoCam. So I had to create a fixed mesh by using e3d printing on line services.
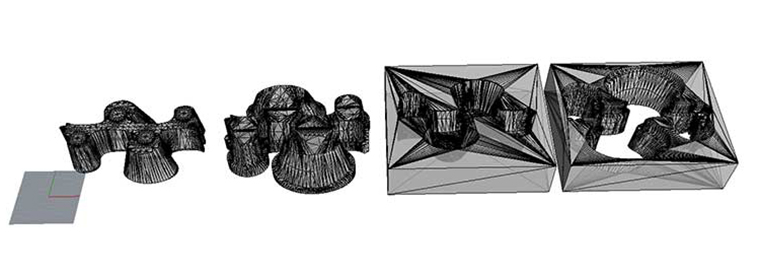
Learning from my colleges experiences I choose to make double side mold to protect the bottom part of the mold that need to by plan to have a standing pot!
MILLING ADVENTURES
FISTR ROUND
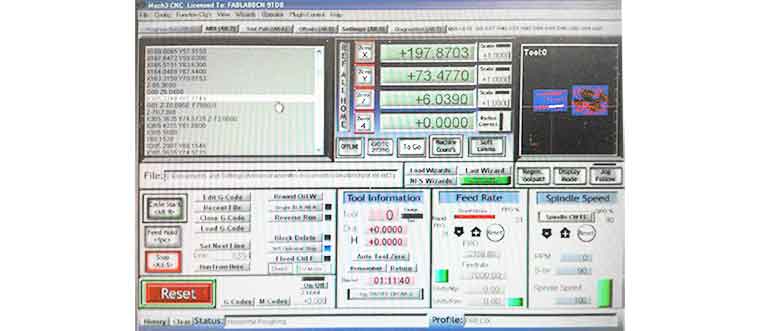
The Green Fab Lab's Shopbot can't mill a 10 cm foam so I had to use the PRECIX machine in Fab Lab Barcelona. Than real problems start.
The PRECIX is having a strange attitude. Some times jumps. It means that randomly the spindle head can move of a certain distance ,depending from the feed rate, in +X direction. One way to control it is use the machine slower. After one day of failures milling test and the advent of a technician that tried to fix the machine, I found that 30 % feed rate looks work fluently... transforming 1.30 hours milling prevent by Rhino Cam for internal mold rough in 6 hour milling process just for internal mold rough finishing.
Let's do it...

After 2 hour of rough milling the Precix made a STONK sound and jumped 5 mm in +x direction. Fortunately I was standing by the machine all the time and I stop the process quickly. Before that milling bit going on will pass trough the mold made. I evaluate that being a small error in the internal ( not visible) part of the mold can be ignore. I reset the 0 position , manually, and restart the milling process from the last jog found in the G code.
Going on...

Less then an hour after there was a Black Out!
That time the PC is off to. It took a lot of time to find the Code Line to restart the process. Likely the Precix interface has a kind of advancing previews that helps on it.
Show must go on

4 hours later the precix jumps a second time just on last layer of the second part of the mold. I choose to not ricks a wrong 0 setting, and finish the surface by hand. Finish the last contact layer between the two half mold had been much hard than thought and the result not so brilliant.


SECOND ROUND MILLING
Another jump and another reset...
 For easier assembly during the cast step I cut the lower part of the external mold in 4 pieces.
For easier assembly during the cast step I cut the lower part of the external mold in 4 pieces.

While embedding fiber with the epoxy compost I realized that were getting hot really fast.Adolfo Helps me to finish as soon as possible. So a lot of documentation of that par is missing because all the hand available where covered by epoxy moisture.


Until our big vacuum even in minimum level ….broke everything....

than take off the mold was another adventure for it self.

I learn that is better not try to adapt design from a technique to another
And that mistakes with an interesting story can be beautiful as well
