

Russian version
Как сделать печатную плату фрезеровкой
0. Подходящие инструменты
Для начала нужно подготовить инструменты и станок. Что нужно:- Фрезерный станок, понимающий g-code.
- Фреза 0.1-0.4мм для фрезеровки дорожек - диаметр фрезы определяет минимально-возможное расстояние между дорожками.
- Фольгированный текстолит.
- Фреза 0.5-3мм для обрезки платы по краям (длина режущей кромки должна превышать толщину текстолита).
- Фреза для сверления отверстий в плате - диаметр фрезы определяется минимальным диаметром желаемых отверстий.
- Двусторонний скотч - для приклеивания текстолита.
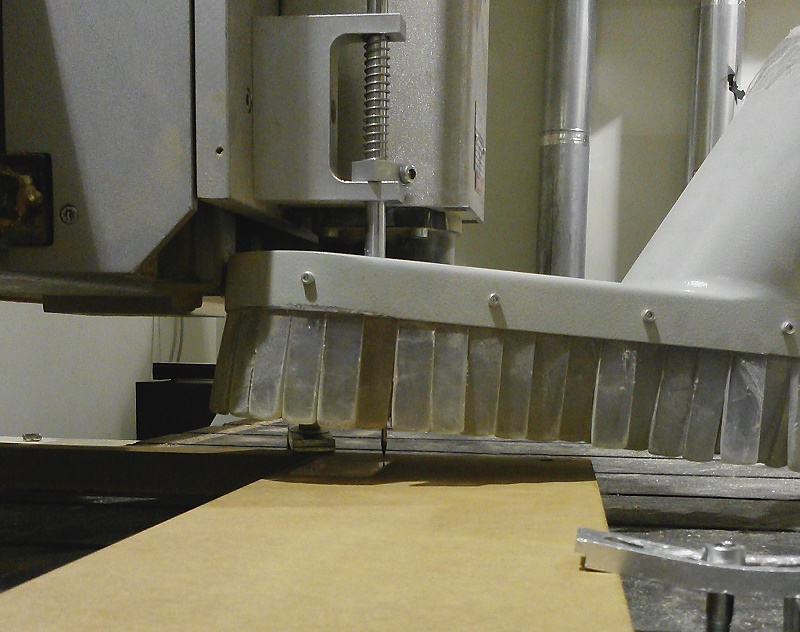
1. Подготовка станка к работе
На рабочем поле станка нужно закрепить что-то плоское и надежное ("жертвенник"), чтобы при выпиливании платы фрезеровать не рабочее поле станка, а жертвенник. Мы в качестве жертвенника использовали МДФ. Если есть сомнения в параллельности координат и поверхности жертвенника - нужно отфрезеровать плоскость не меньшую по размерам размеру текстолита с помощью большой фрезы (более 3мм в диаметре). На плоскую поверхность жертвенника с помощью двойного скотча закрепить текстолит.2. Подготовка g-code для фрезеровки
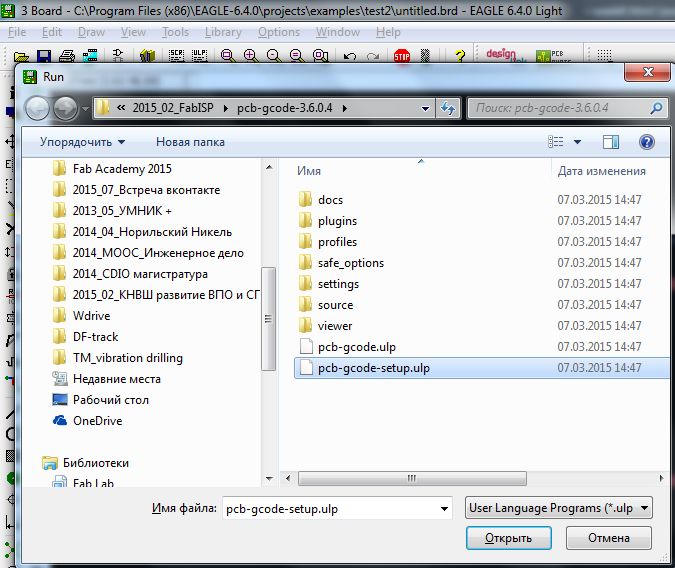
Для проектирования была использована программа Eagle Light Edition. Для нее есть пользовательский скрипт PCB-GCode. Скачать последнюю версию этого скрипта можно тут. Установка PCB-Gcode включает в себя распаковку архива в папку, путь в которую затем добавляется в библиотеки ULP Eagle (Контрольная панель Eagle -> Опции -> Директории...).
Далее надо запустить настройки PCB-Gcode: при открытом проекте с помощью панели меню Eagle Файл -> Запустить ULP -> Выбрать "pcb-gcode-setup.ulp".
В настройках неоходимо выбрать размер вашей фрезы и другие параметры (глубина фрезерования не должна превышать половины диаметра фрезы - иначе велика вероятность ее сломать; скорость подачи - 200-300 мм/мин.)
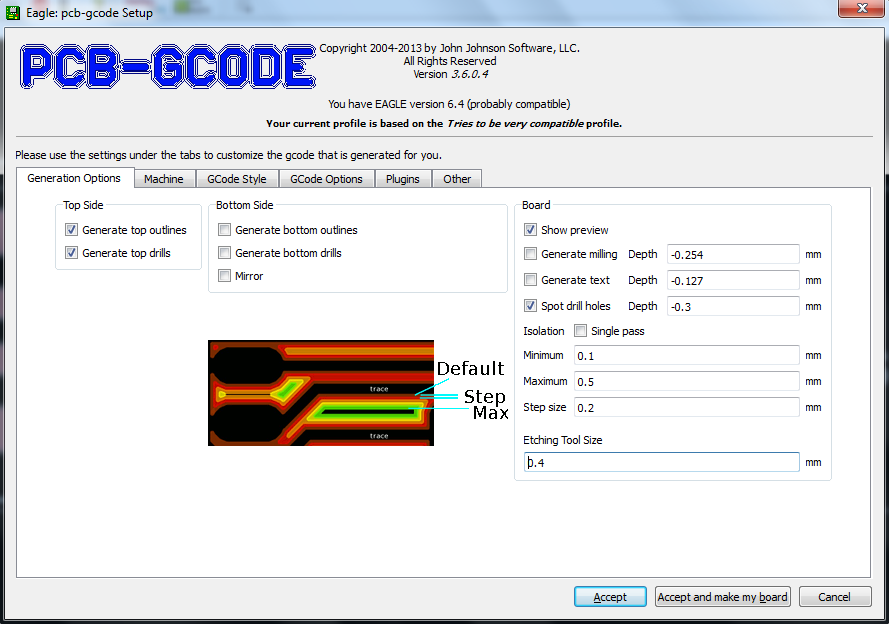
После чего нажать "Accept and make my board" - появится предпросмотр (цвет можно сменить нажав на клавиатуре букву "C") - надо проверить, что все дорожки отделены друг от друга. Файлы с g-кодами автоматически будут созданы в папке с проектом с расширением "tap".

Код фрезеровки по контуру лушче писать самостоятельно, исходя из размеров платы и выбранной фрезы. Для фрезы 3мм и платы размерами 25х45х1.7мм (XxYxZ) g-код будет выглядеть так:
Код инициализации станка
Код задания скорости вращения шпинделя (15000 об./мин.)
M03
G00 Z40.
G00 X-1.5 Y-1.5
G01 Z-0.6 F150
G01 Y46.5 F300
G01 X26.5
G01 Y-1.5
G01 X-1.5
G01 Z-1.2 F150
G01 Y46.5 F300
G01 X26.5
G01 Y-1.5
G01 X-1.5
G01 Z-1.8 F150
G01 Y46.5 F300
G01 X26.5
G01 Y-1.5
G01 X-1.5
G01 Z20.0
M30
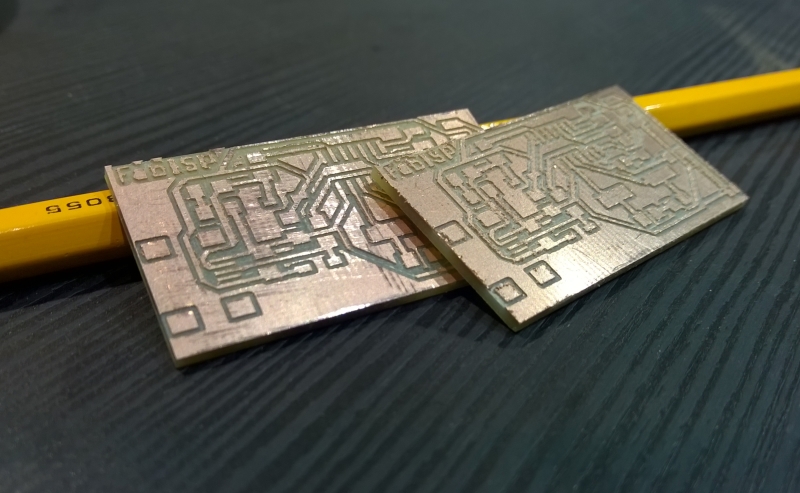
3. Отфрезеруйте плату
Главное - будьте аккуратны с микрофрезами, т.к. они ОЧЕНЬ легко ломаются. При выставлении нуля включите шпиндель, чтобы фреза приближалась к текстолиту в раскрученном состоянии. Выставите ноль. Загрузите сгенерированный с помощью PCB-Gcode G-код на компьютер со станком и отредактируйте его, добавив/исправив начало и конец кода. Установите микрофрезу и запустите код, соответствующий фрезеровке дорожек. После этого смените мифрофрезу на отрезную фрезу и запустите второй файл, соответствующий отрезанию по контуру.4. Поздравляю!
Были использованы следующие материалы
- PCBGcode - генератор g-кода для Eagle
- FabISP для ATTiny44 - на основе этих Eagle-файлов был сгенерирован G-код с помощью PCBGcode
- Инструкция по изготовлению печатной платы на фрезерном станке (рус.)