8. Computer controlled machining¶
Group assignment¶
assignment
group assignment
test runout, alignment, speeds, feeds, and toolpaths for your machine
individual assignment
make (design+mill+assemble) something big
Step 1: Group assignment¶
Equipment¶
We worked this week on different machines. Amy used the CNC from a friend that owns one at home. It also gave her more time to mill out what she wanted to mill out and the co-students in the ULB lab more time for their assignment. The machine in the lab is a High-z 1000T, controlled using kinetic-NC.
Mills¶
Amy used a 4mm flat endmill. She soon figured out that milling a straight line of 40mm did not result in milling 4mm out. Originally it would be 4.60mm, by changing some settings we got to 4.15mm.
At the fab Lab, we used a 6mm flat end mill.

Christophe made some press-fit tests, and it resulted that the alignment was perfect without adding any correction!

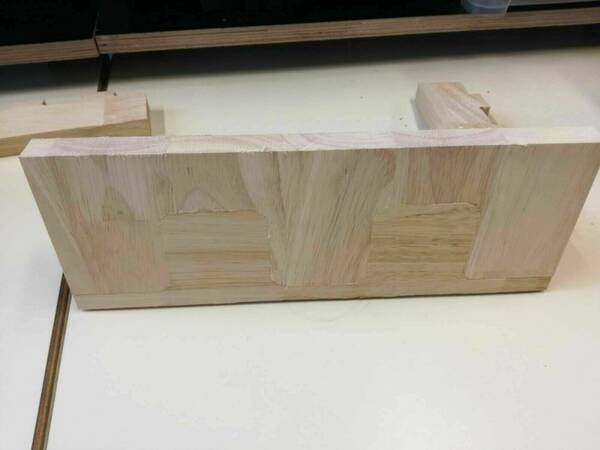
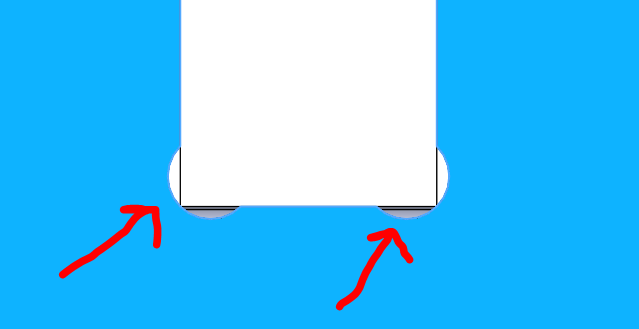
Rounded or square corners?¶
Concerning the corners, several things must be taken into consideration.
A new thing that We learned was to add little squares in the design. As the mill is round, we wouldn’t have straight corners. Amy added little squares in the design files of 4.5 mm on 2.5 mm so that my corners would be square.
Fir the press-fit, we would have the same problem. For example, if we have 2 squares fitting, the inner can be perfectly squared (since the mill goes externally), but the outer square can’t (a fillet of the same radius than the mill will appear). We have here 2 solutions:
- As Christophe did above, replace the corners of both pieces by fillets of the same radius, larger than the mill radius.
- Add dogbones, little holes of the same diameter as the mill in the corners, having their circumference coincident with the corner.
Speed/feed rate¶
Standard this was on 3000, but we changed it to a 1000. While milling out, we could also still change the rate if we thought it could go faster or slower. Makezine has a interesting article about this. And the Carbide 3D (the second CNC milling machine that Amy use) has a library for the rates. This makes it easy to start milling without having to do to much setup. We made tests with the fablab’s CNC, varying the federate between 800 and 1200 mm/min using the kinetic-NC interface:
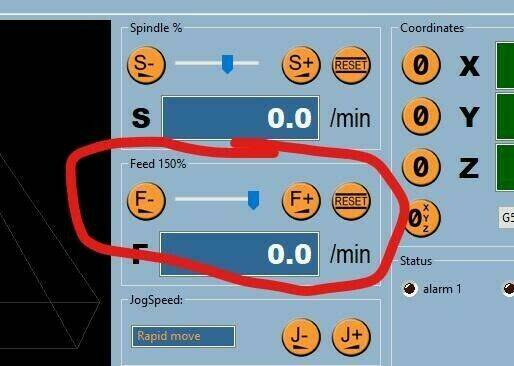
If the feedrate is to high, you can hear it, and the mill will suffers. 1000 mm/min showed to be the best feedrate!
Milling air¶
As every careful machine operator the first time we started the machine we milled air. We even managed to get some mistakes out of the files because of that. But of course that’s not all. So before we started milling out the big plates, we took the file of the small shelve and milled this one out. It actually went perfect from the first time on.

Safety!¶
As was stated during the course, making a mistake on the CNC can have serious consequences for the machine, the room but also the people close to it. The machines on which Amy will mill don’t have a protective case. The Shapoko has a plexi plate that keeps most of the flying debris away from people (we corner the machine so that it’s ‘safe’. The BZT doesn’t have any case either, but we’re sitting far enough from it to be safe. The fablab’s CNC has a safety opening on one side: if the doors are open, everything stops!
As we stayed with the machine during milling, I was using protection (on ear and in ear) and also a dust mask.
Dust collection¶
None of the machines that we worked on this week has a proper dust collection. Not having a dust collection on the machine resulted in getting up every once and a while to check on the machine and vacuum the dust away. Always being careful to be opposite to the mill so that we wouldn’t come into contact.
Step 2: designing my “something big”¶
A Bar¶
First i wanted to do a Bar For the lab so i design all the parts with solidworks, but the machine (cnc) we have is to small for what i design, so i have to split the bigger parts in 3 to fit the dimension of the machine (max 1000mm x and 600mm Y) and my bar is 2200mm/500mm
I have made a lot of drawing during this week to have this
And now i am foccusing on the critical parts like the joint

and the curve

but its not working the wood craked

Test failed so …
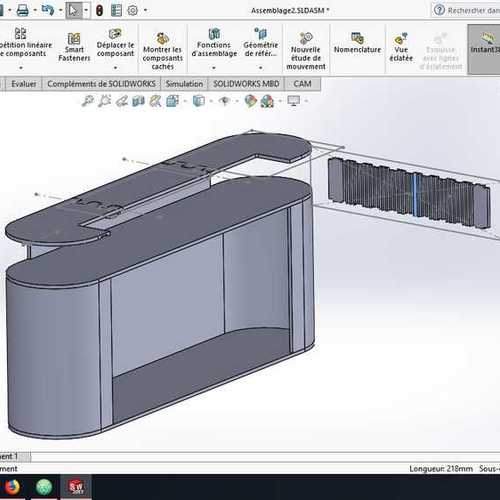
Change of program because I am out of time¶
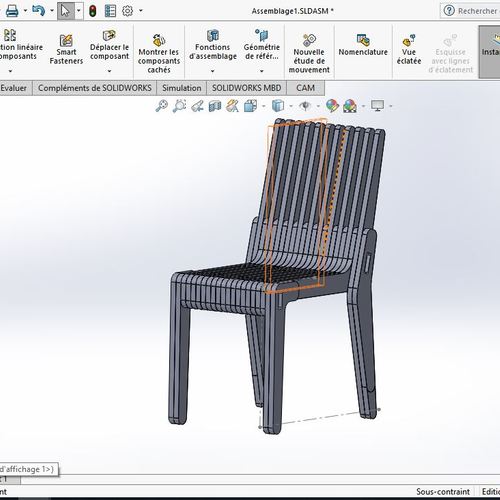
I made a chair with solidworks it takes me some time to draw all the parts an make the CAM with HSMWORKS (the creator of the chair is Maximilien Leruste a student of architecture ) here is the picture of the original chair because is not aviable on the internet i just copied it but i made a lot of changement

I am used to do this it is my job
so thats the complete parts assembly and how it looks like
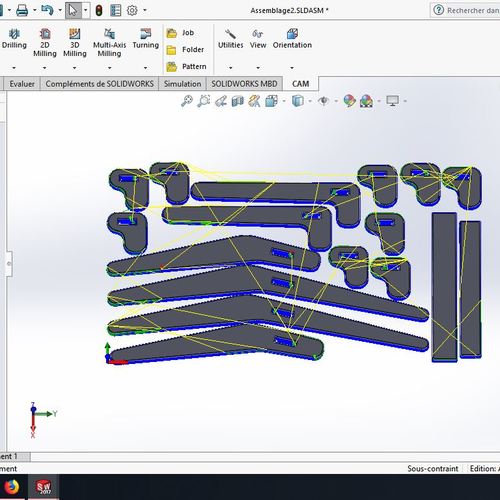
i separates all the parts to fit to a wood plate of 18mm
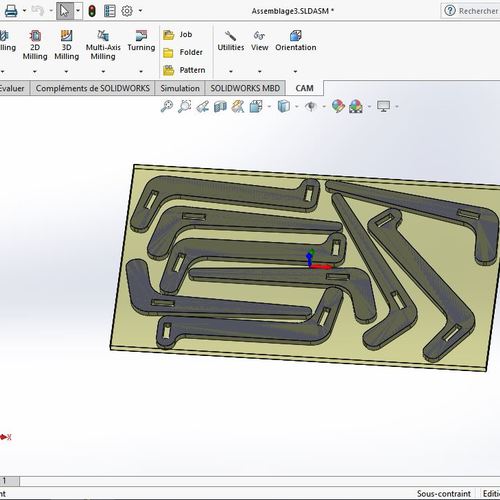
here is the cam of my plate
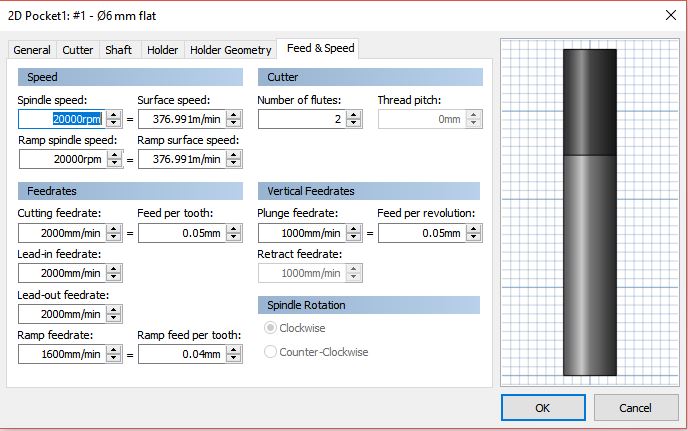
here you can see the feed and speed
first plate finished

i have attached the wood plate with 4 screew and the machine is enclosure and we don’t have access inside when it turn.
thats the program for the machine

second plate finished

Now all the parts is machined so i have to mount it
after a few minutes and a hammer
Taddaaaaaa
