Laser cutting¶
Since we are using the same laser cutter (a Trotec Speedy 100, laser CO2, 60 W), we will be adding to last year’s group work.

Specifications:¶
180cm/sec in standard mode and 280cm/sec in performance mode
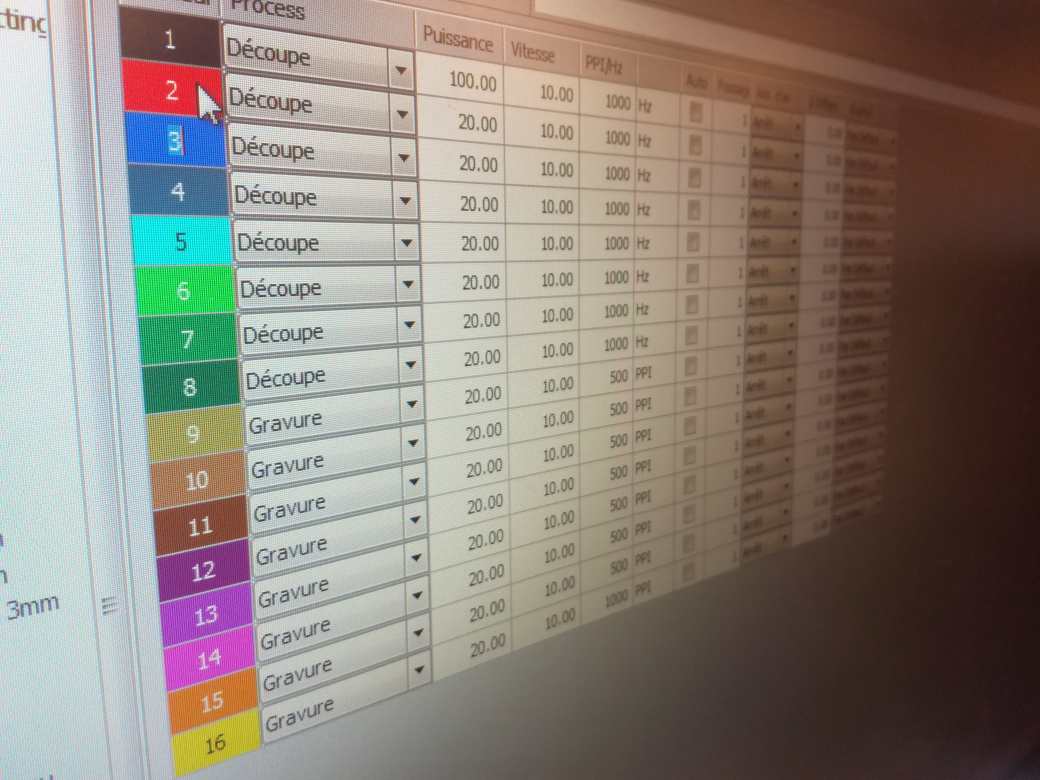
Our laser cutter has 3 settings: power, speed and frequency. Last year’s group tested variations of power and speed. We focused our tests on frequency variations on 3 different materials (3mm wood, 5mm wood and 3mm acrylic).
As you can see on the trotec software, the 3 column with the parameter for each color/layer.
Test¶
Frequency¶
We used the optimal speed and power for cutting those materials and varied the frequency. According to the machine’s documentation, optimal frequency for acrylic is between 5 and 20KHz. And 1KHz for wood.
Test results¶
How does a laser cutter work?
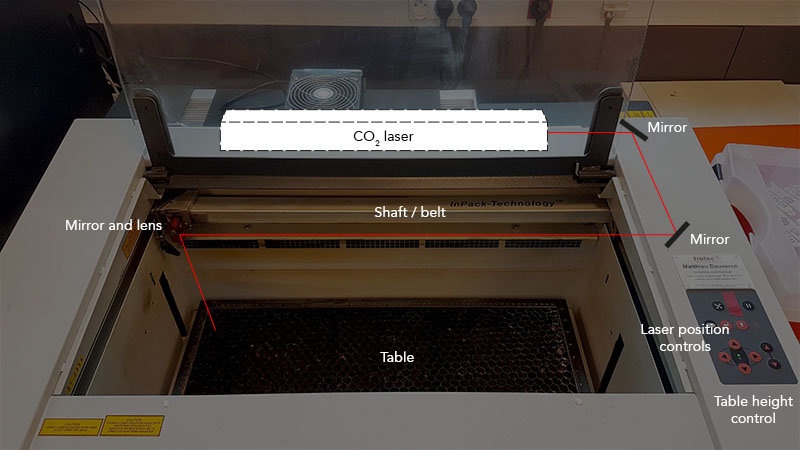
Our laser cutter works with a CO2 laser. The laser is first bounced on half-opaque mirrors, to accumulate power and then bounced off of regular mirrors (see picture below) until it finally reaches the lens. The lens then focuses the laser’s power on the surface of the material to cut.
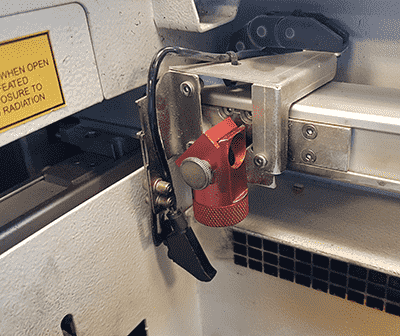
The focal distance is different for each lens, therefore, before using the laser you have to reset the table height accordingly with the help of a wedge (see pictures below). We’re using a 1.5 inch lens.
Correct height position¶
The lens needs to be positioned at the correct height, called the focal lenght. At that position, all the energy is focused on the top of the material . For measuring the kerf you need to be extremely precise for that measure, otherwise your measure won’t be correct.

Power test¶
Each material has different properties. It’s a good practice to always do some power tests. The same pattern is repeated with different power and speed parameters, for engraving and cutting.

If you burn too much the material, you’ll get a bigger measure than the real kerf.
Calculating the kerf¶
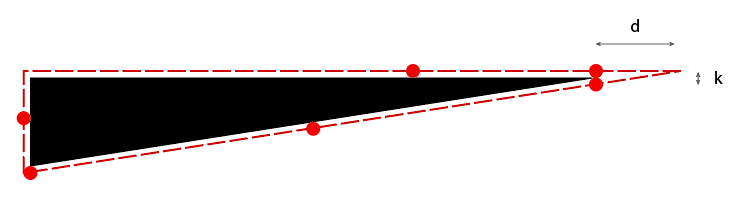
The group from last year used a electron microscope to measure the laser’s kerf, but we wanted to try a different approach. So we tried the set up below. The red dot symbolizes the laser, the dashed line represents the laser’s course and the black triangle the matter leftover after cutting. If the height of the triangle is sufficiently small (4mm) and the other edge very long (300mm), then by measuring the distance d, and with a little help from Thales theorem , we should be able to calculate the kerf (k)!
Test results¶
The result of the test gave us the following: d = 20,5mm so k = 0,27mm
Last year’s group found 0,1mm. We’re close but not precise enough. The wood must have burned away completely at the end. It was interesting to try another method though.
Another Laser Cutter¶
As Luc Hanneuse is a remote student, he was only able to do some remote group assignment. He detailed how AgriLab’s laser is different from the FabLab Sorbonne’s Trotec Laser.
The model is a “cheap” classic Chinese Laser Cutter CO2 model painted and rebranded under MlLaser name. It’s a 150 Watt CO2 Tube.

The Laser Cutter is composed of severals units : The LaserCutter , an external exhausting fume system , a watercooling system and an air pump.
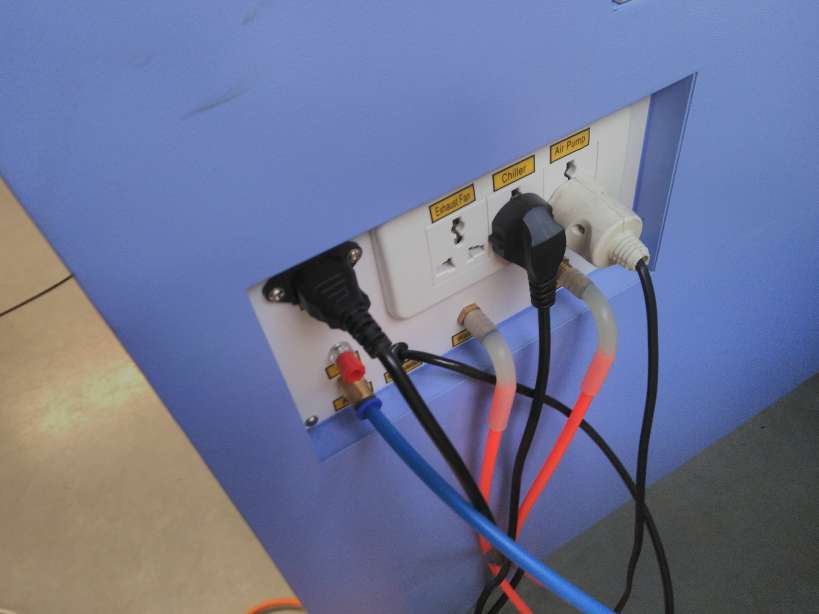
At the back of the device, you can see all the connection : air , water in , water out and each electric socket.
The fume extractor is placed outside. We are located in an industrial remote area, other law than city crowed area apply.

The Watercooling system. Water cooled the laser tube. This unit, cool down the water around 22°C .

At the back you can see the laser tube. It’s highly pedagogical to be able to show the whole system and the path of the laser to the members. You can be more confindent that they actually understand how the device works to minimize accidents.

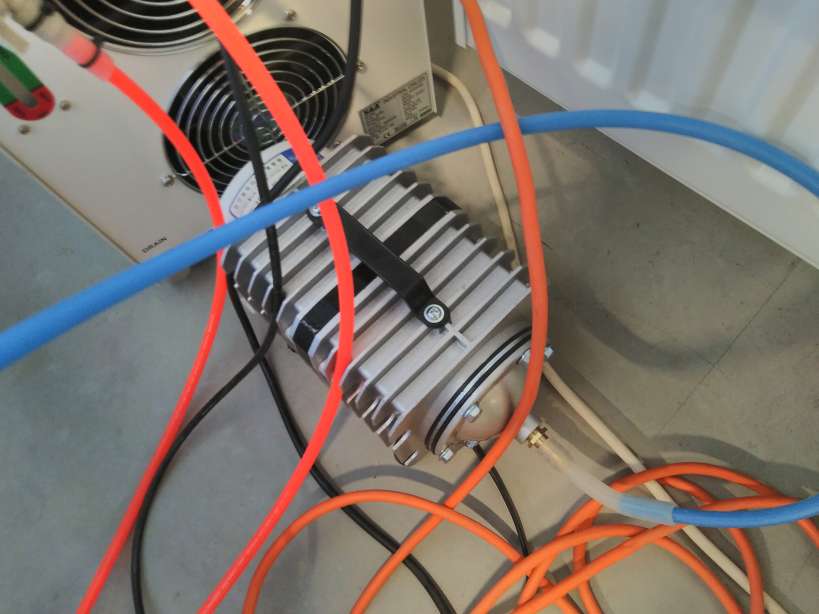
The orange tube are the connection for the water. You can see the water running throught the tube .
The air pump inject air to push down the flame near the lens and to push down the burned particules.
A close-up picture of the lens holder. The tube on the right is for the air pump , a small red laser diode on the left show a visual red point for reference and at the back a yellow cube is the Z sensor, it reacts at a precise hight from a predefined piece of metal . On the top, the last miror reflect the laser downside, the laser go through a lens to be focus on the material cutted.
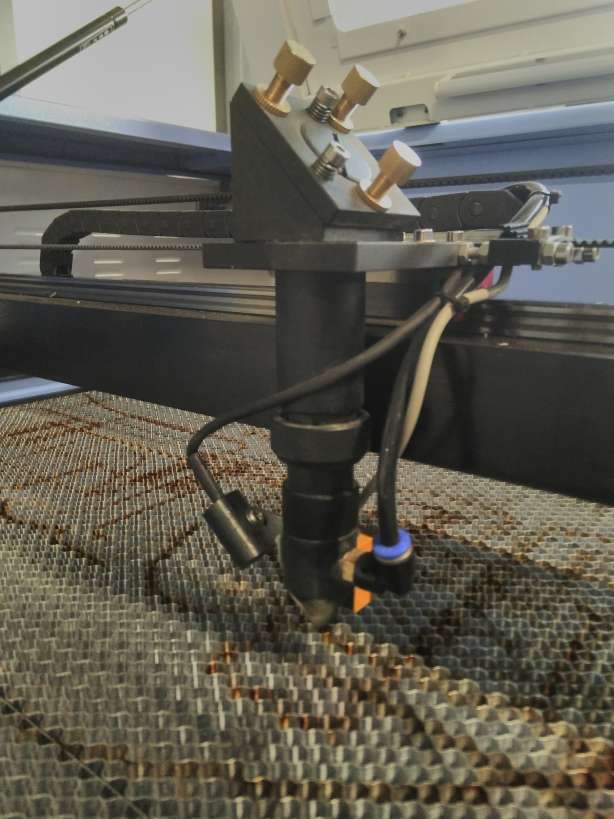
You can see the 3 mirror and understand the full path of the laser, from the tube to the lens .

The remote is classical. This model has 2 bigs galvanometer, they are useless but give an old style look …

They are arrows to position the laser head, a Z button, a datum to reinitialise the end-course sensors, a laser button to send a pulse for callibration, a stop, and some start/pause, and a key to start the device.
Security: it’s a chinese model, imported in EU, more precisely in France. It had to respect more strict laws, MlLaser rebrand them and is a warrant of that compliance, just to point the most obvious one : huge red stop buttons and a sensor to be sure that the laser stop when the top cover is open.
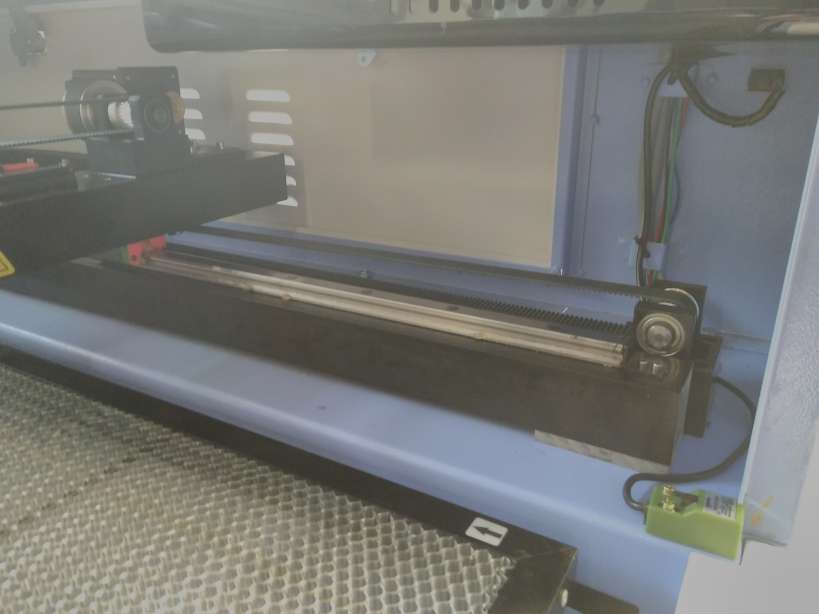
On this picture, you can see the green sensor to sens the presence of the top cover. But also, all the motor, belt to understand how the laserhead is motionned.