Computer Controlling Machining
1.- Making my design.
The assignment this week was to make something big. To choose what I wanted to make, I looked into what I needed to make for my house, and I chose to make a basic stool I could stand on to take things down from high (ish) places. I later went on pinterest to get ideas and this is the one that came as a simple thing to make for my first time using a CNC router machine.
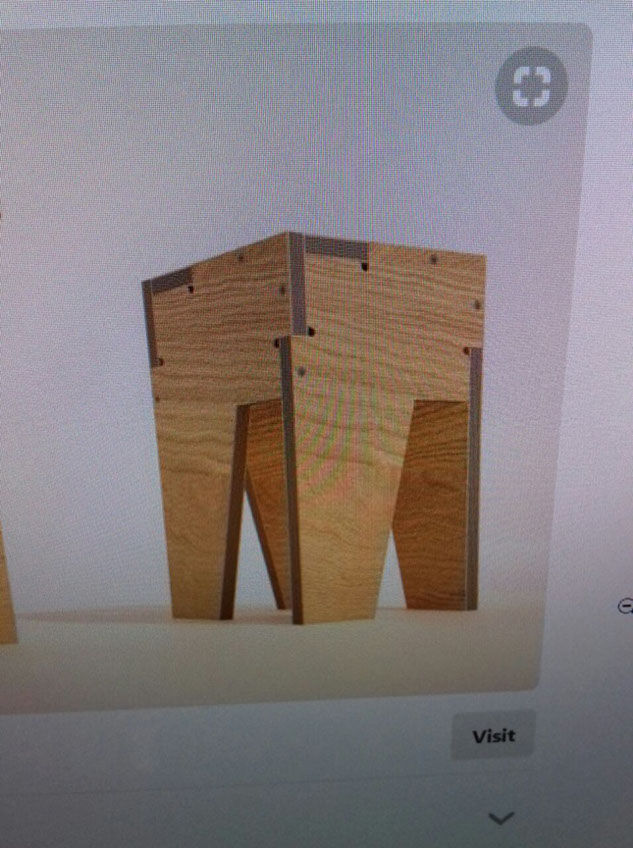
After looking at this I opened AutoCAD in my laptop and started making the general shapes of the legs and the top part. Whilst making the design I wanted to make it as a press fit design, so I made the exact measurements, I knew the material was 12mm thick so I took that into account. What I forgot was that I needed to make where the tabs go in a bit smaller so it actually becomes a press fit. I knew I had to put dogbones because the tool can't cut in exact 90 degrees in those parts, because of the shape of the tool spinning. At the beginning I used centimeters as the unit, so I had to then scale it by a factor of 10 after setting the units to mm, because if I just modified the unit it did not scale it automatically. To make the dogbones I pulled a line at a 45 degree angle and the length of the radius of my tool, then made a circle with that radius, I learned this from my father in one of the classes he gave on machinning.
.jpg?crc=311842171)
.jpg?crc=4127996843)
After finishing the design and scaling it, I went to book my time with the machine, because it was one of the requirements to use it, since it is open for several people to use.
.jpg?crc=4147009891)
2.- Going to the machine
After booking my time with the machine I took the time to investigate some parameters I was going to use. I was told this site from one of the earlier people that took the academy in FABLAB Puebla was one of the best I could take as a reference. In that web page there is a picture comparing the different types of materials and their average chip load, there is also the formula to calculate the feed rate.
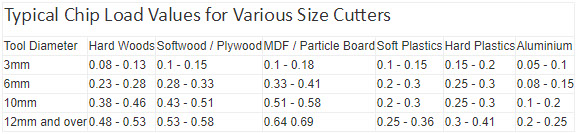
Feed rate = Number of cutting edges * Chip load * Revolutions per minute
From what I was told I understand that is used to calculate the maximum feed rate so, as I know I will work with plywood and a 6mm (I was told in the program aspire it was handled as a 5.9mm tool instead) diameter tool with two cutting edges, I apply the formula, for the chip load I use 0.33 which is the maximum for soft wood and the minimum for plywood and MDF. For the revolutions per minute I asked the person in charge what was a reasonable number to use, so he helped me set it to 10000.
Feed rate = 2 * 0.33 * 10000 = 6600 mm/min
So in order to not get close to that number I set it at 4500 mm/min, I looked confirmation with the person in charge of the machine so I was sure I did not break the tool.
.jpg?crc=351345465)
After importing the dxf to the program, and the parameters of my tool, I had to set the origin on the machine, this was similar to the Modela, since the program used for cutting allowed me to move the machine with the arrows and page up and down of the keyboard of the computer plugged to it. I only had to set it close to the starting point after nailing my plywood to the sacrificial bed. One thing I was told to notice is that when I was nearing the boundaries of the area, I had to go slower, since the weight of the machine and the inertia of it could be a bit dangerous for it. so once I used the program to create a toolpath, and calibrating the origin of the machine, I proceeded to send the order to cut, and waited for my things to be done.
.jpg?crc=256587244 "before calibrating the machine, it was out of bounds")

.jpg?crc=3931197067)
.jpg?crc=3896526538)
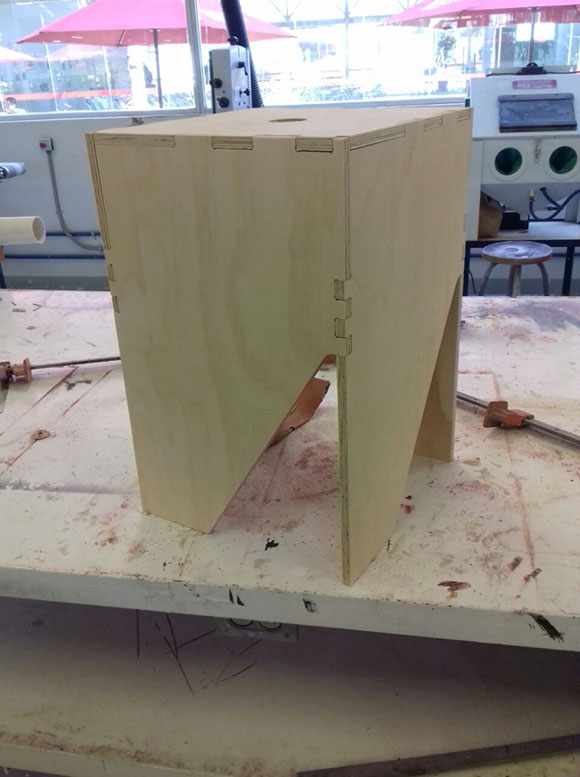
After cutting my stool, I proceeded to clean the area with a vacuum cleaner on steroid they had in the same room. I had made some small test pieces, which resulted fine, but when I cut the big ones I realized the press fit was off by a tiny amount, also I realized the cuts were not so clean, so I had to use a little bit of sand paper around the edges, I was told that was because it was going a tad bit too fast. After cutting everything, I assembled it with some nails to hold it together, and there I have a stool.
.jpg?crc=214400694)
.jpg?crc=20348516)
.jpg?crc=231766069)
You can download the .dwg from AutoCAD and the .dxf I imported here.