
Week - 07 Computer-Controlled Machining
Assignment: Make something big
Hero Shots



How I made the files:
- I originally had two idas for machining: The modular shelf from Press-fit design week, the moving-basis for my final project.
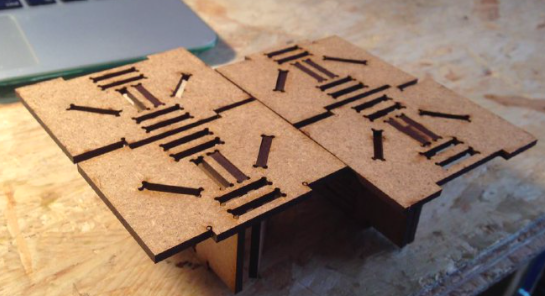

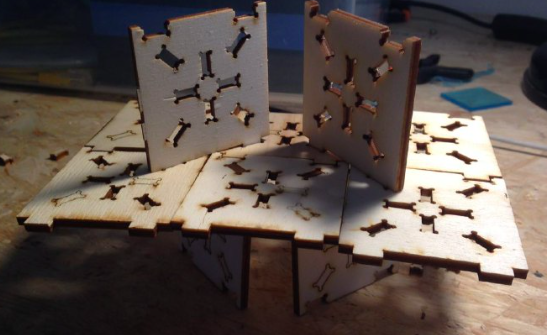
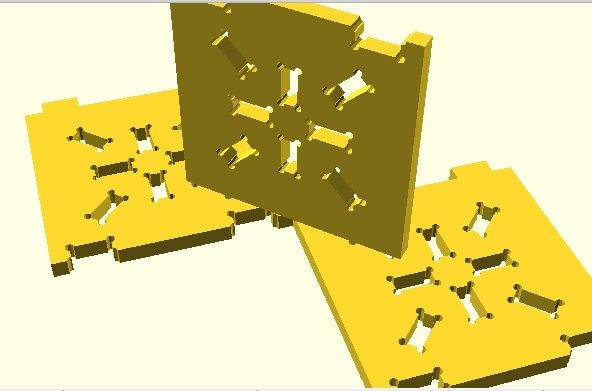
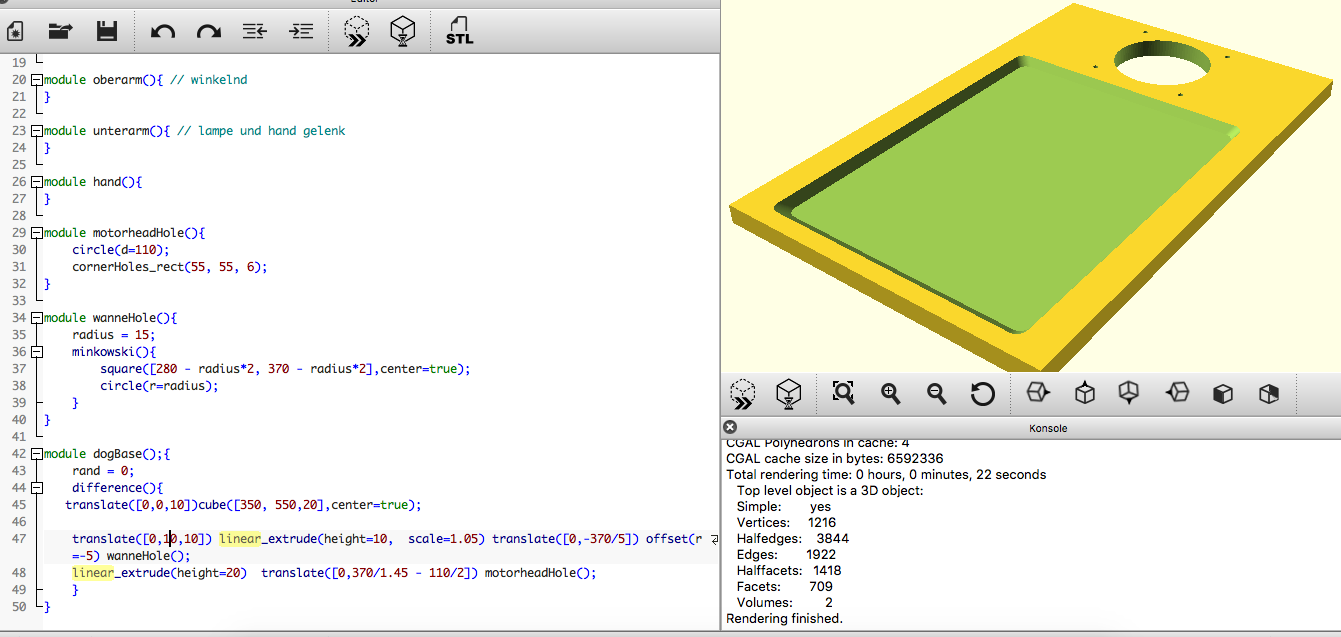
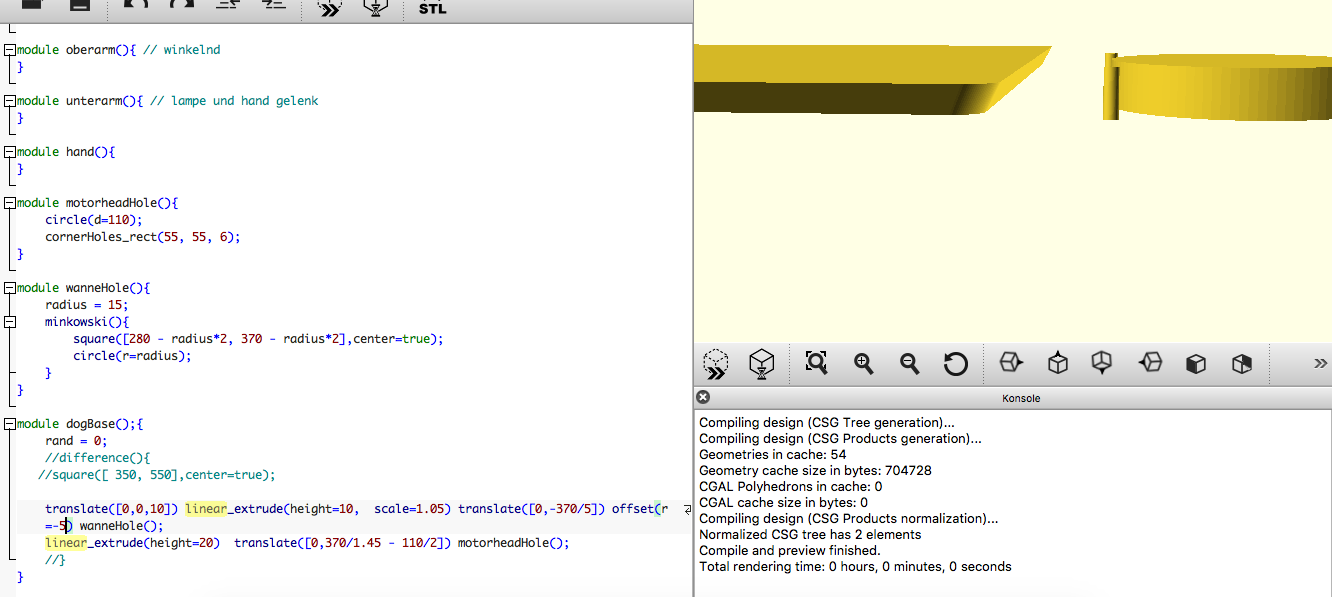
Both designes were generated with OpenSCAD
And initially I hoped to be able to make carved pockets like this:
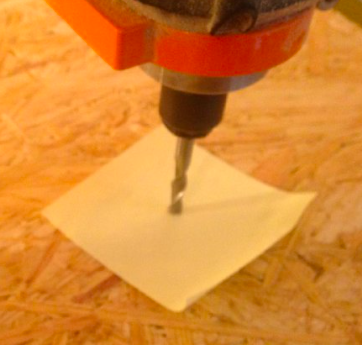
But it turned out that I only had a 6mm flat end upcut mill availabe:

But after a while I realized that I kinda missed the assignment to show my understanding of the topic of milling, so I prototyped a stool for the standing working station, hence everyone is using the back of a chair to sit on.

Setup, Problem, Fixes
using fixings, testing joints, adjusting feeds and speeds, depth of cut etc)
Setup
I tried two different setups:
Windows: Estlcam & Universal Gcode Sender
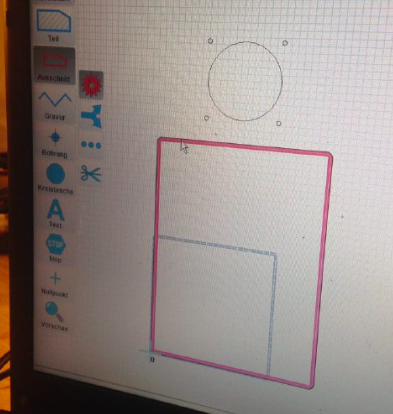
In Estlcam I configured the thickness of the pocket and hence I was using two plates which will be glued afterwards, I could save time by cutting out only one board:

For other parts the full depth was selected. Estlcam distinguishes between cutout and drilling and so for the four corner holes to drilling:
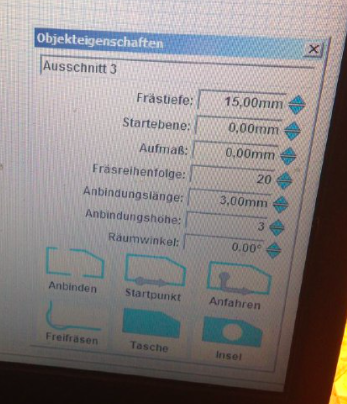
Here is a detailed view of the milling tool config:

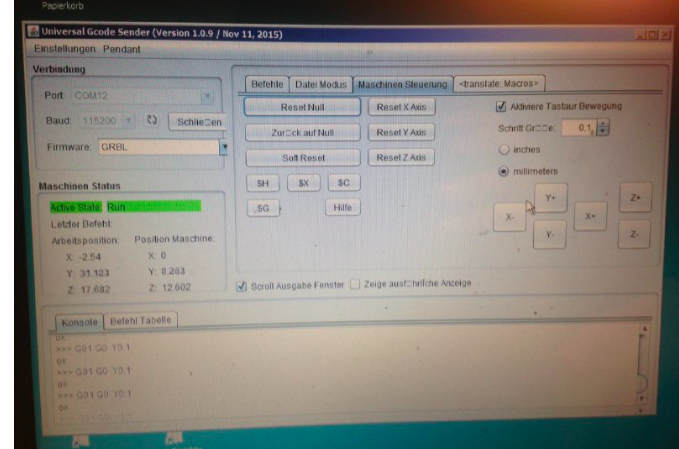
A detailed view of the universal gcode sender, which takes the .nc-files generated by Estlcam and sends it to the final cnc-mill:
Don’t forget to put a sacrificial layer of scrapwood into your mill. After milling too deeply, I ended up using double sacrifical layers.
After everything was loaded the machine’s zero position is required to be set. This is done on the one hand in the file by estlcam and then in the physical world.
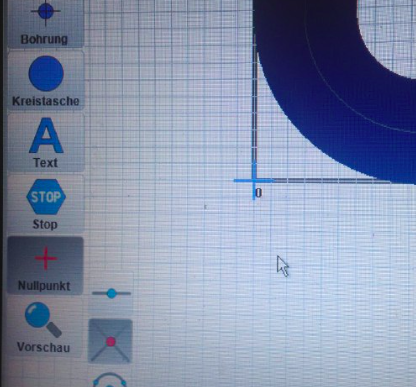
Z-Axis calibration
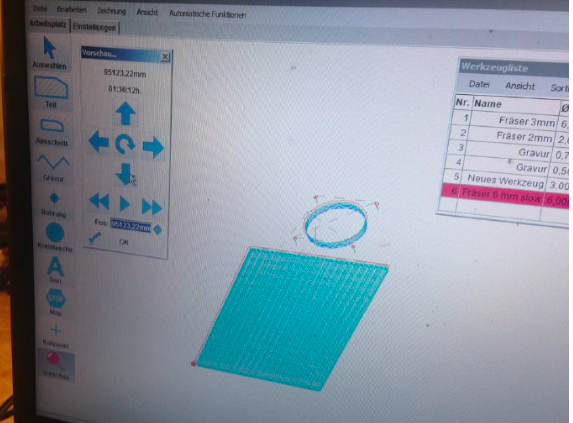
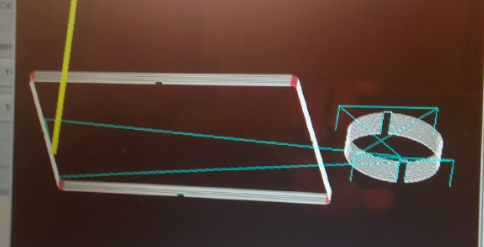
This is how the path looks, before something can go wrong. Afterwards, this function turned out to be more useful than you originally think:
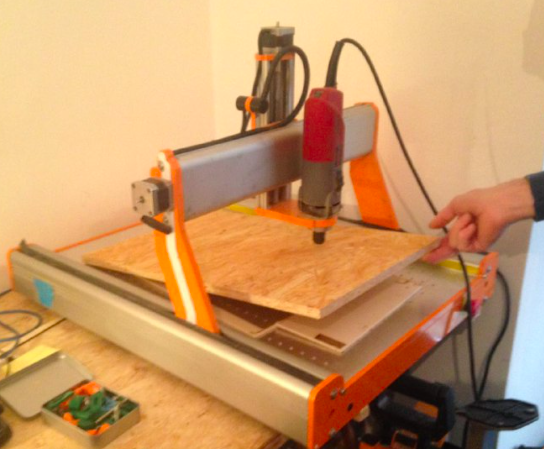
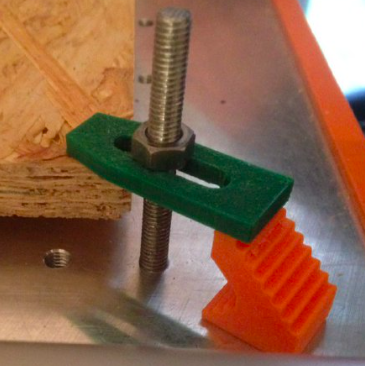
Neil suggested wood screws but since our bed is made out of aluminum, there have been an invention in our lab to hold it down with 3d printed parts, which are actually quite useful. Be careful not to suck them in when you are vacuuming the workspace.
Be sure to be in near of the emergency button:

Easel
- Easel is a freemium web tool which is cable of doing gcode generating and sending.
- First you have to set up your machine. Since you cannot enter precise machine dimensions, I took 75cm by 75cm since our CNC machine is capable of doing 55cm by 35cm.
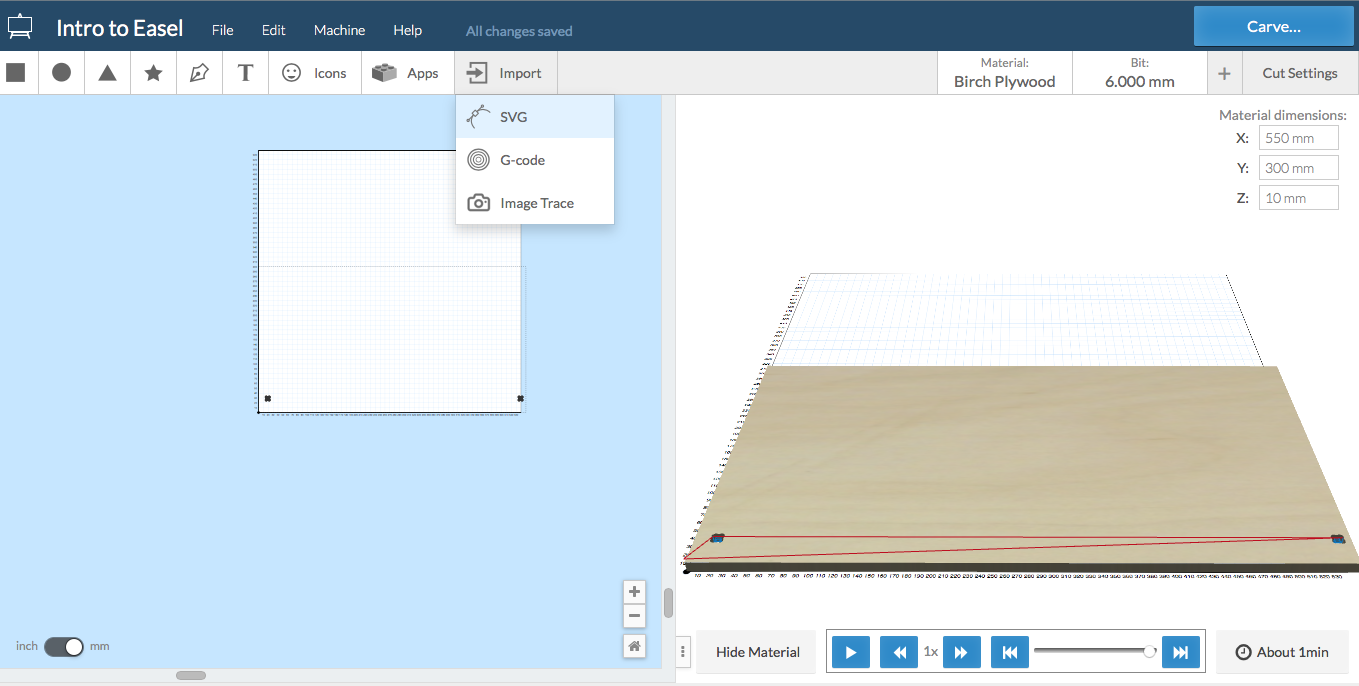
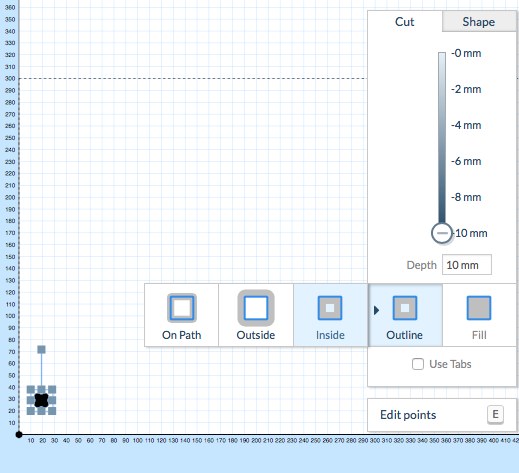
- You are able to select between outline and pockets.
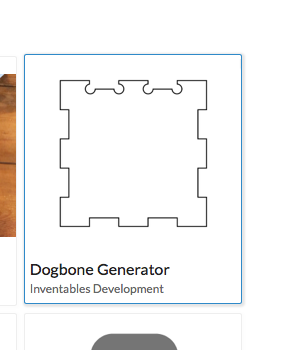
- To enable dogbones, you first import your svg-file and select the path and go to apps and then select Dogbone Generator:
- To configurate feed rate etc. click “cut settings” and type in your config:
- In my case: (1300 mm/min) / (29000 rpm x 2) = 0,0224… which is quite high but an experienced member told me it is acceptable for the router-tool we are using for it.
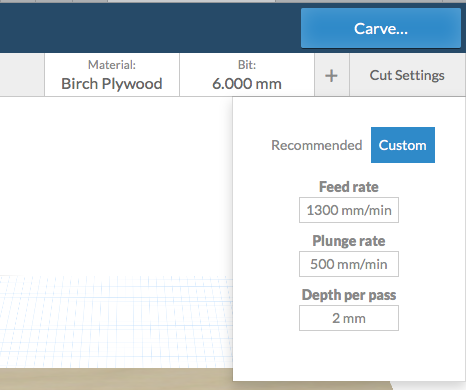
- At the top right corner you can start the milling process. It walks you through all the necessary steps, which is quite intuitive.
- After configurating and zero-ing the tool head, you can start milling.
Problems & Fixes
- I accidentally milled to far, because the deapth per pass configuration is a bit strange, it was only doing 2mm althogh I tried out 1mm. I found it best, to try milling only one layer first, and then go deeper in further steps.
- Since we only had upcut- mill, one side of the flexure turned out to be quite ugly:

- I did not think through fully the flexure constraints so I had to cut it with a eletrical saw:

- Before:

- After:

- First I tried using the gcode sender from Chrome webshop, because I was using mac but it failed.
Testing the mill
- I wanted to know the tolerance of thickness for press-fit, so designed the testfile [here]()
