So the objective of the fifth week is to discover the various 3d printers available in the fab lab and the different technologies used. There are many technologies nowadays that are considered to be under the umbrella of 3d printing, by other words additive manufacturing. Among those are:
This technology is the most commercial technology available in the market. It mainly uses filaments (PLA, ABS, PVA, NYLON..) that are heated and extruded in layers to produce the final shape we need.
This technology is resin based and it uses a light source to cue the material. It is mainly used for producing small part willhigh precision and quality, usually for the jewellery or dental applications. There are two different mechanisms used for this technology:
SLA, that uses a Laser Beam as a light source
DLP, that uses a Projector as a light source
This technology starts with powder matrial that are melted and binded together using a beam of laser. It is usualy used for building durable functional prototypes with high quality finishing.
This technology starts with a metallic powder matrial that are melted and binded together using a beam of laser. It is usualy used for building metalic parts.
This technology starts with building material of various colors to produce parts having a variety of colors at the same time.
So, the group assginment was to test the design rules of the 3D printers available in the lab. To achieve that, we printed various test parts on the different printers we have in the lab to study the limitations of each and the quality we can achieve.
The main machines used in this week's assignment are the 3D Printers and the 3D Scanner.
The following software were used for 2D Vector Design in this week's assignment:

In order to discover the limitations of the different 3d printers we have in our lab, and the various qualities we could achieve using it, we decided to make various tests. To undergo the tests, we needed test files that have various variables in one design, where we can check various limitations at the same time.
To start 3d printing, we need a digital 3d model of the object we need to print. The 3d printing software usually recieves a 3D model in .stl form as an input, to generate the g-code based on it.
To print anything on the 3d Printer, the follwing procedure has to be followed:
The design, which is a 3d model, can be produced on any 3d modelling software available in the market. This could be anything from Fusion 360, 3d Max, Rhino, 123D Design and many others. The common things between all software is that we have to export the design in .stl form once the design is ready. The .stl form is what the slicer software uses to produce the g-code for the 3d printer.
After the design is ready, the next step is to choose the settings we need to produce a 3d printed product having the best result. There are different variables that affect the final product coming out of the 3d printer. Among those variables are the following:
Layer Height which represents the thickness of each layer in the z-direction, and mainly affects the surface quality of the printed shape.
Wall Thickness which is supposed to be a multiple of the nozzle extruder
Infill Desity that controls the density how much the product is filled from the inside.
Infill Pattern which controls the pattern of the filling inside a body. Different patterns achieve different strengths.
Printing Temperature which controls the temperature of the nozzle extruding the printed material. Different material have different melting temperatures.
Build Plate Temperature which controls the temperature of the build plate. This option mainly helps the produced body to stay stuck on the build plate, and it help preserve the temperature inside the build platform thus leading to well adhesion between the layers extruded at each level.
Print Speed which controls the speed of printing. The slower the speed, the higher the quality we get.
Generate Support is the setting used to generate support for complicated parts that have unsuported parts at a certain level. Without supports, the extruded material will melt down and lead to a bad quality print. The density and pattern of the support could be also controled. In addtion to the, we can print support using different material than the material of the main body.
Build Plate Adhesion Type controls how the printed body adheres to the build plate. There are three main adhesion types, mainly skirt, brim and raft.
After choosing all the variables, the g-code is produced using CURA the slicing software, which will be saved on a flash drive or a memory card. The flash drive will be inserted in the machine and printed directly on the 3d printer.
In our FabLab we have 4 different 3d printers, find their detailed description below:
layer resolution: 0.05 > 0.25 mm
precision: X-Y 0.05 / Z 0.01 mm
print speed: 250 / 400 mm/s
move: 6.000 / 10.000 mm/s2
travel speed: 150 / 400 mm/s
print area: Ø 400 – h 670 mm
printing volume: 84 liters
fff filament: Ø 1,75
materials: abs, pla, hips
experim.: pet, nyl, flx, pst, pur, lay
nozzle Ø: 0.4 / * 0.7 / * 0.9 mm
extruder: porcelain, ceramic, clay
Dimensions 35 × 33 × 52 cm or 13.5 × 13 × 20.5 in
Weight 13 kg 28.5 lbs
Operating Temperature Auto-heats to 35° C Auto-heats to 95° F
Temperature Control Self-heating Resin Tank
Laser Specifications EN 60825-1:2007 certified
Class 1 Laser Product 405nm violet laser 250mW laser
Dimensions: 215 x 215 x 200 mm
Layer resolution 0.25 mm nozzle: 150 - 60 micron 0.40 mm nozzle: 200 - 20 micron 0.80 mm nozzle: 600 - 20 micron
Build plate 20 ˚C to 100 ˚C heated glass build plate
Build plate leveling Active leveling
Print technology Fused Deposition Modeling (FDM)
Print head Dual extrusion print head
Print core replacement Swappable print cores
Build speed < 24 mm³/s
Print head travel speed 30 to 300 mm/s
Feeder type Dual geared feeder
XYZ accuracy 12.5, 12.5, 2.5 micron
Nozzle diameter 0.25 mm, 0.40 mm, 0.80 mm
Nozzle temperature 180 ˚C to 280 ˚C
Nozzle heat up time less than 2 minutes
Build plate heat up time less than 4 minutes
Operating sound 50 dBA
The Ultimaker 3 Extended has the exact specs of the regular one except that it has larger dimensions, the Z-Axis to be precise.
Dimesions: 215 x 215 x 300 mm
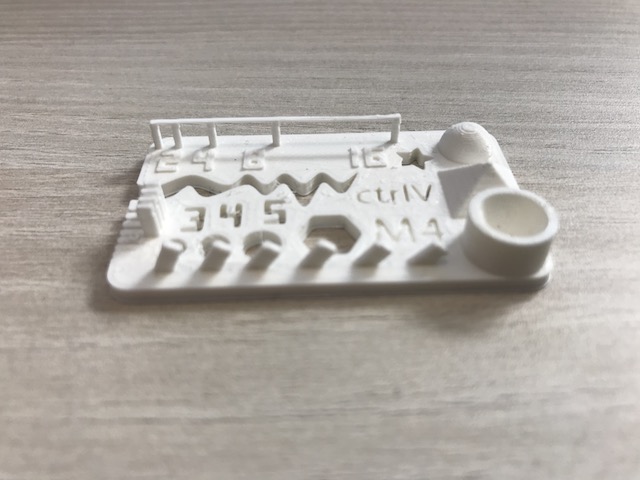
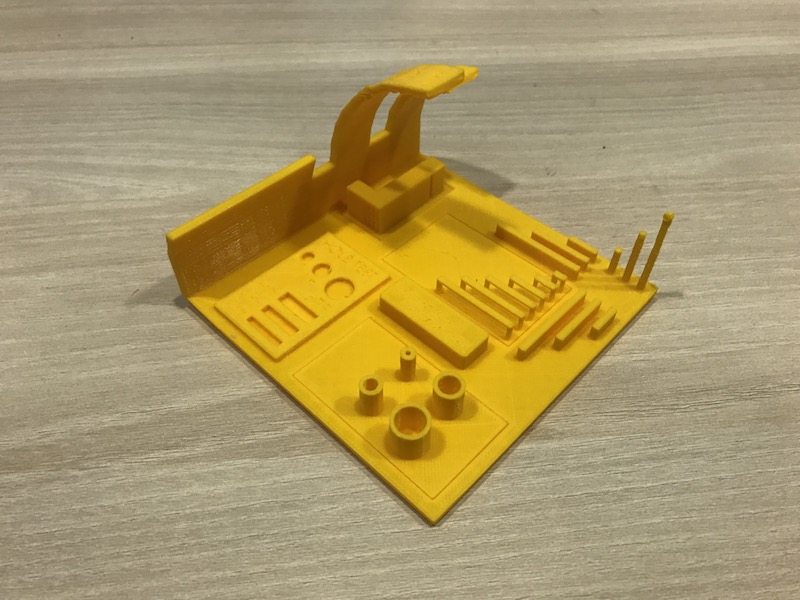
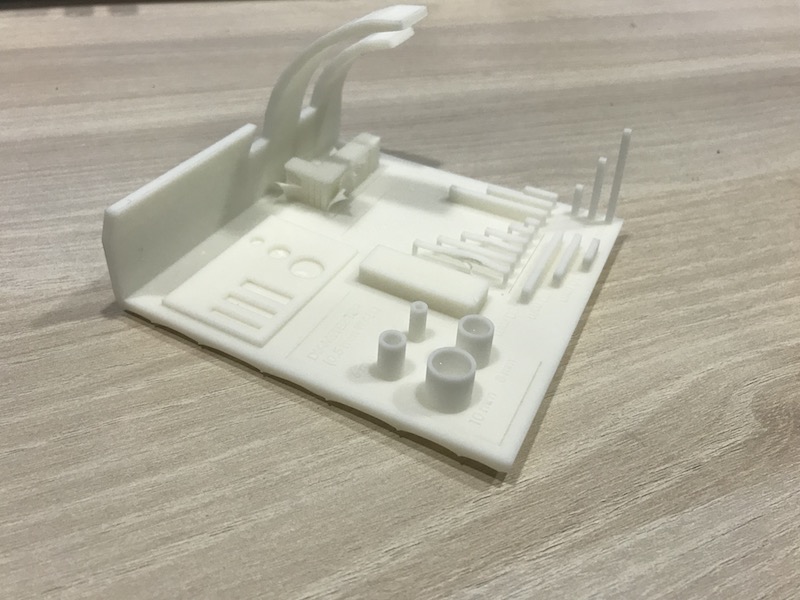
As stated earlier, the 6 tests were made on three different printers; The Ultimaker 3, DeltaWasp 4070, and the Form2 (Formlabs). The test files included various benchmarking qualities that would help us identify the various pros and cons of each printer. The tests in detailed inspection are found below:
All the letters and finishings were acceptable with no remarkable misprints, Also, all the letters, numbers are clearly read and the geometrical shapes are well defined. The angled collumns are also straight with no obvious issues and the bridge was rigid even when it came to the longer distances without supports.

All letters and finishings were acceptable with no remarkable misprints. Also, all the letters, numbers were not clearly read but the geometrical shapes are well defined. The angled collumns were made perfectly, however we do notice some misprints when it goes over 50 degrees and the bridges were rigid even the longest ones

All letters and finishings were acceptable, with a note of the contouring layers around the letters being a bit 'empty' and not very well defined. Also, all the letters are clearly read and the geometrical shapes are well defined. The angled collumns are a bit more slanted as they go up the Z-axis (height), meaning they would need supports if they were to be a bit longer and thebridge was rigid even when it came to longer distances without supports.
The letters and numbers that were engraved are barely readable if not impossible in some cases. The geometrical shapes are very well defined, except for the straight collums, once it reaches a certain height it started deforming. The slanted curves were fully drawn, yet again right when it crosses the 45 degree mark it starts misprinting the base layers and the bridges were very well defined and the rigidity is great.

All letters and finishing are of great detailed finishing. The letters are very clear and the geometrical shapes extremely well defined and the angled collumns are perfectly straight. The bridges were the only downside to this print. The shorter one was still standing and is fairly rigid. However the longer ones with larger distances were extremely fragile and deformed. Could be because of the curing process as the formlabs requires that after. It could also be added that when it comes to engraving, the formlabs is not very accurate and the finishing not very well defined.
The letters and finishing are extremely well defined and precise. Most geometrical shapes were impecable except for the one under the slanted slopes, It might be because the Form2 uses laser that starts from top down, so it was not very accurate in relation to that area. The angled collumns were also made perfectly and no deformation to be noticed even when it exceeds 80 degrees, which is way better than the other 3d printers we have. The bridges were acceptable when they are short and supported, the long ones were severely deformed.
It would be good to note that adjusting the temperatures could have given us different results. Also changing the extruders to be more precise could have helped. Since the Test designs included many small engravatures, smaller than 0.4mm, the slicer/gcode could have ignored them or was not able to draw them properly.