
Week 16 - WildCard Week
Some lamps for the lab using flexible wood and composites!
Note: All the files here
Contents
In this week assignment I will use flexible wood and do some explorations with Santi (Fablab Barcelona Fabacademy Instructor) in order to create some lamps for the Fabacademy room at Fablab BCN. The material we’ll be using is flexible wood 5mm thick available here.
Also, I will use jute in with Super Sap Clear resin on top in order to create a composite lamp and see how it behaves with the lamp we created from the flexible wood.
The design files were done by Ingi (credit here in case you ever read this) and the foam mold for the lamp was reused from previous iterations done by him at the lab.
Lamp - Flexible Wood
Design
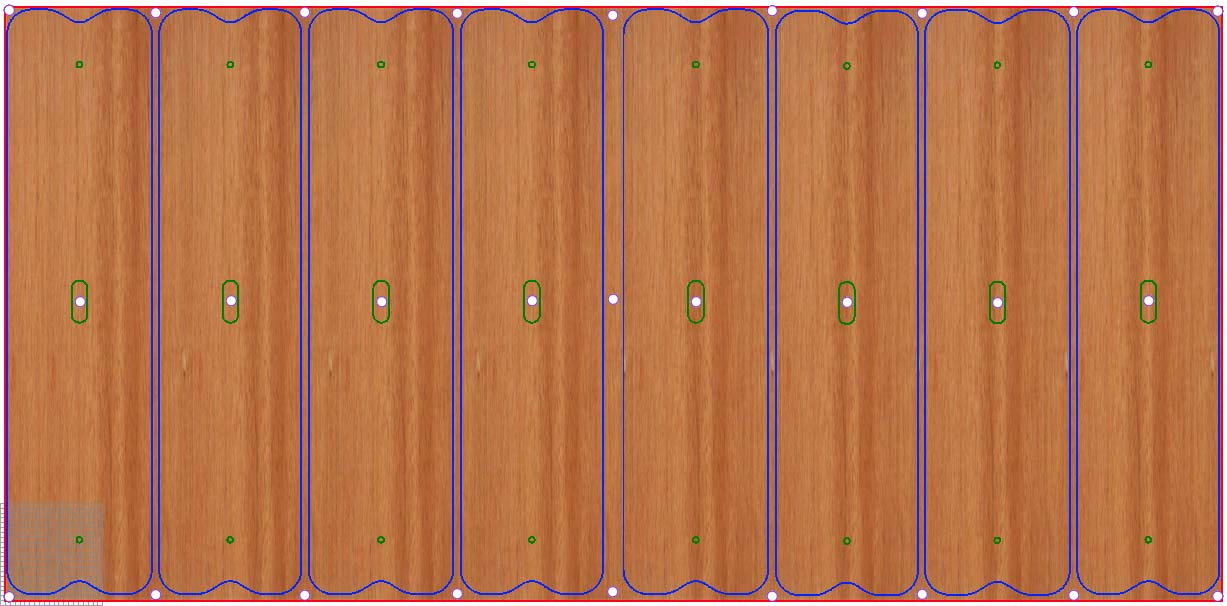
The design files are shown below, in Rhino:
Fabrication
The fabrication process is made out of three steps: CNCing the flexible wood in a ShopBot Milling Machine](https://www.google.com/url?q=http://www.shopbottools.com/&sa=D&ust=1528627270739000&usg=AFQjCNHEpJygV5a-JUESHL25Z9M_cI7eg), CNCing the _mold (already done by Ingi) and then vacuum forming it in the Vacuum Machine.
CNC
Feeds and Speeds
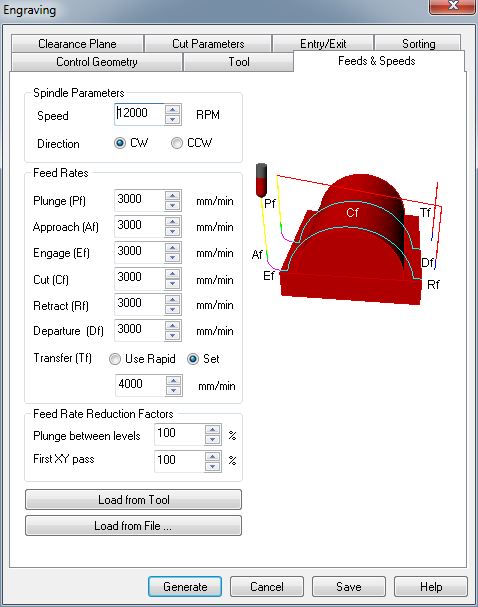
The feeds and speeds are calculated in the same manner as in the previous assignment in the computer controlled machining week. Chip speed calculation is done based on the following formula:
For a 6mm, single flute mill, a recommended chip load could be of 0.011in/flute, and with the traditional 12000rpm, this gives:
With this, a final value of 3000mm/min is chosen for simplicity and input in the RhinoCam. A screen capture of the cuttting speeds is shown below:
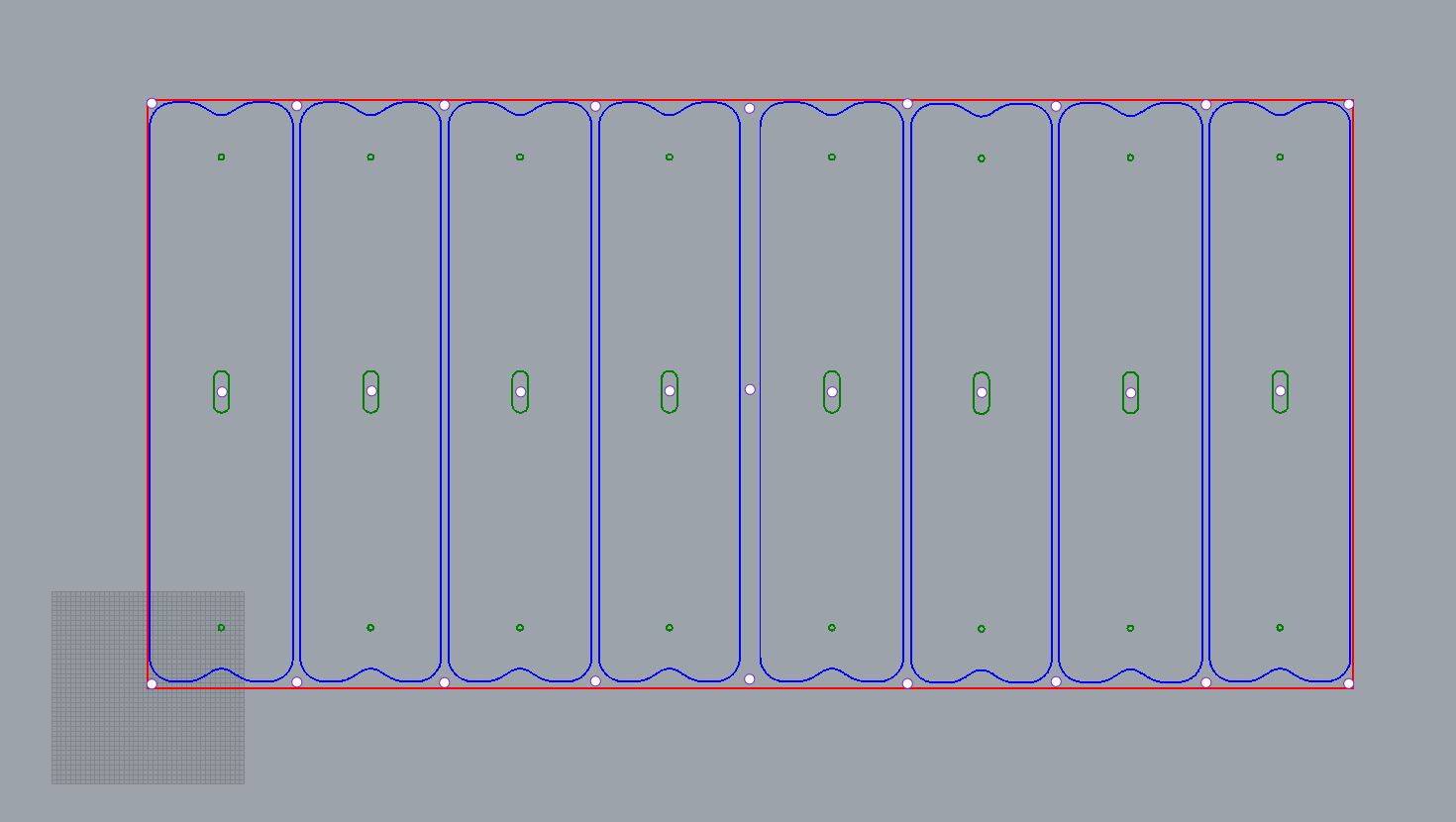
The strategies are generated in RhinoCam software and use the following:
- Screws (tons of them) to fit the flexible wood down to the ShopBot’s bed. They will be done with an engraving with 3mm cut depth. As in the computer controlled machining week, they will be done with sorting for the minimum trajectory
- Interior Profiling for the locating pins and the middle rectangle (Green layer in the Rhino File)
- Exterior Profiling for the final outter shape of the lamp, with bridges (Blue layer in the Rhino File)
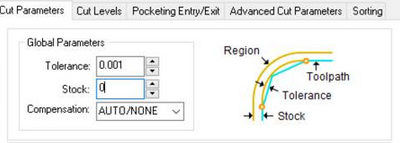
For all these to look nicely curved, they will be done with the minimum tolerance and 0 stock:
Important Note - Wood Grain Direction
Very importantly, remember to set the wood grain direction in the right axis, so that the wood’s grain direction is allowing the material to bend:
CNC Results
Below you can see a picture of the mold with the cut wooden lamps as a preview:

Vacuum Forming
We will be using a vacuum machine to bend the wood on the mold:

The design consists on two layers of wood with different widths that will be bent in the vacuum machine and end up matchin in length when bent. These wood pieces are cut in a ShopBot, using RhinoCam to generate the cut strategies. Once both layers are cut, they are sanded and put together with white glue:

Before putting the mold inside the vacuum, it’s protected against the glue sticking to it:

The mold is put inside the vacuum machine and we wait for around 4-6h for it to be completed:

And finally, the result for the lamp!:


Composites
For this we will be using jute and Super Sap Clear resin in order to create a composite.
{kind=link}
To make it very easy, a composite is a material made out by combining two or more materials, normally with different properties, in order to expand their mechanical properties. This means that one of the material, for instance, very poor in compression is combined with other that is very bad in traction, while each of them is very good in what the other is at. This principle is widely used in industry and in day to day life and is found in glass fyber, carbon fyber, steel concrete among others.
In this case, the jute will be used as a very bad material compression material, but ok in traction, while the resine will be used as the oposite.
Fabrication
In order to do this, we will use and cover first the flexible wood lamp with a lot of care:

We will also use an spare flexible wood cut in order to create two layers of jute with similar dimensions:

Finally, before getting everything sticky with the resin, we will be setting up all the covers for the vacuum. Layer by layer, these would be:
- First the protected wood
- The Jute with the resin
- A perforated plastic to drain the resin from the jute
- A foam to absorb all that extra material
- And finally a cover to protect the vacuum machine
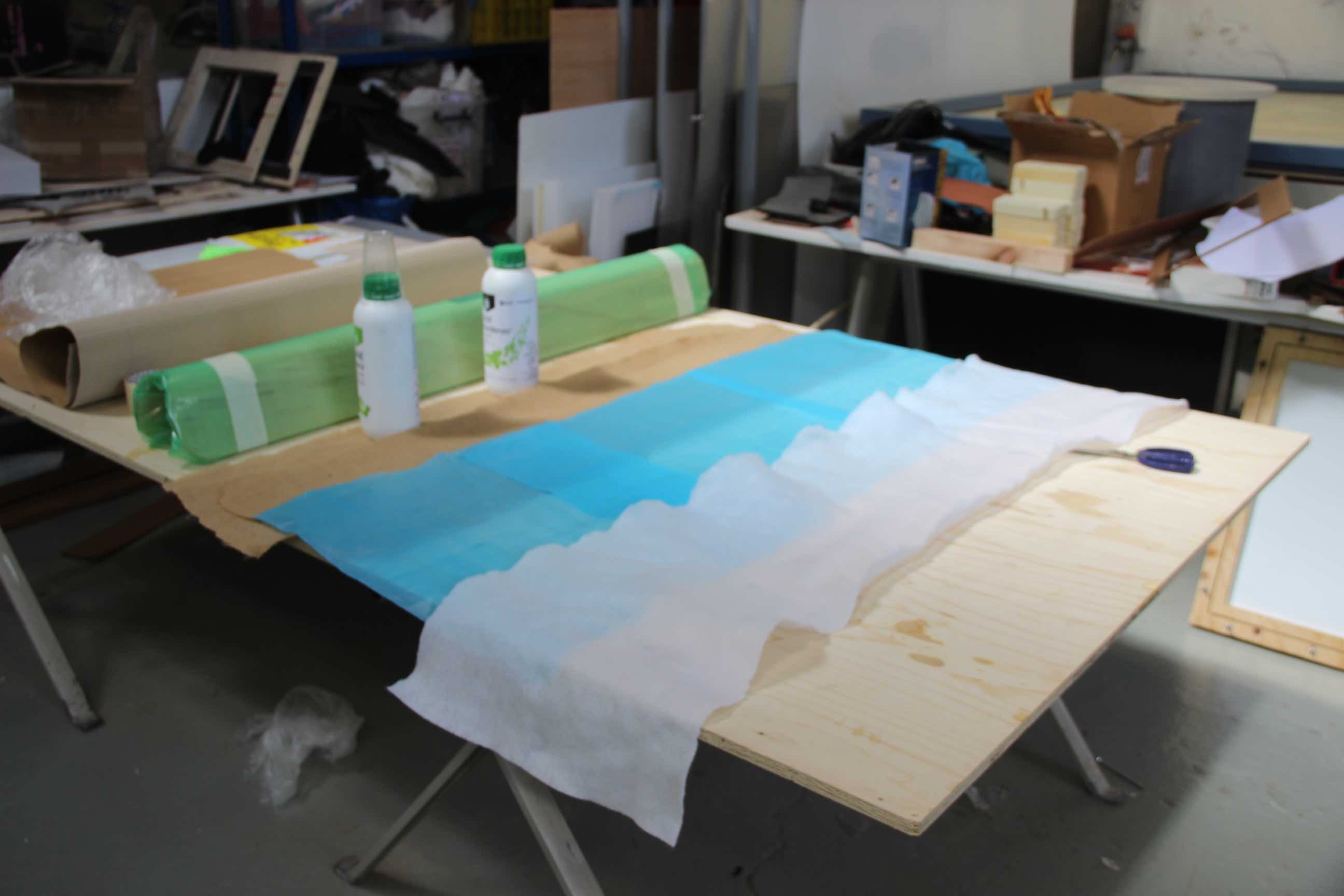
Now, it is time to get sticky with the resin and mix it. Following the instructions: twice as much in volume of base (A) than of hardener (B). We mix it well, spread it onto the jute and layer it up. We then put it all in the vacuum and wait for 3-4h!
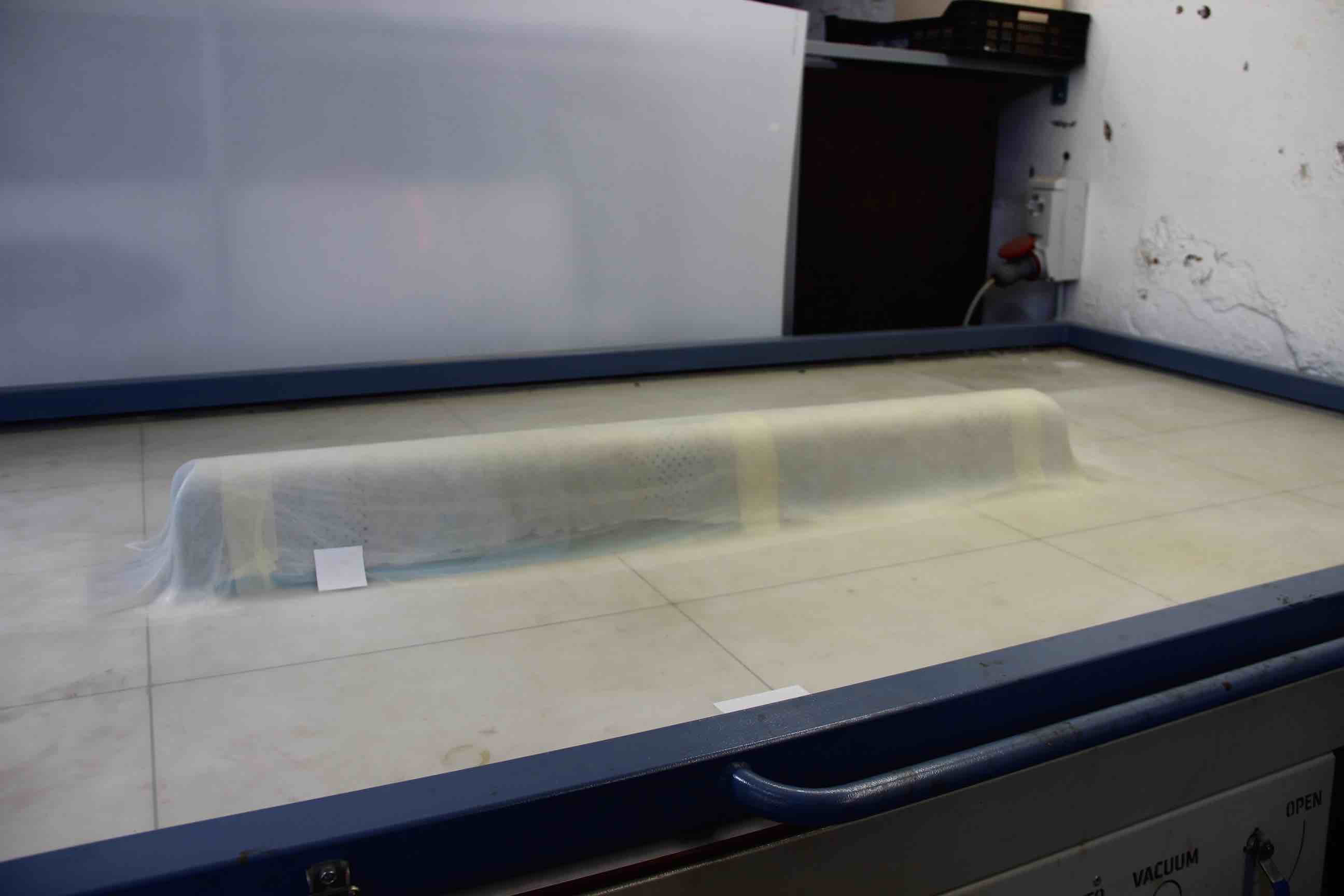
Also, if we see these holes while vacuuming, it is apparently a good sign:
Finally, the result!

When we opened the vacuum machine, we discover that the machine had bent the wood and split it:
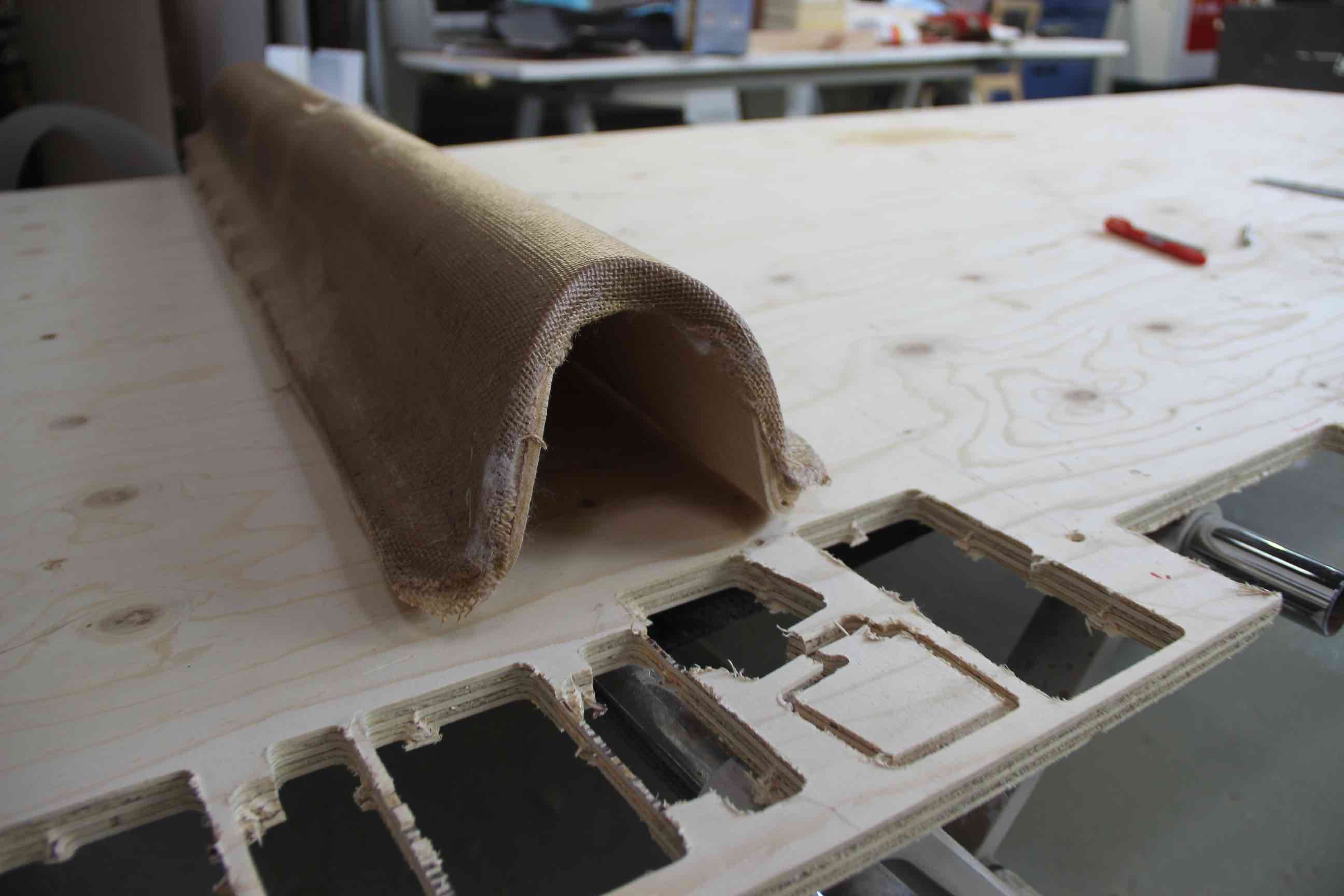

So for next time, we would be better off using the original mold and not the lamp itself… the vacuum machine is quite strong!