
Fabrication – 3D Printing
After completing the 3D modeling phase, the components of the system were fabricated using FDM 3D printing. This process was selected due to its accessibility, speed, and suitability for producing complex geometries such as the petal supports, structural elements, and mechanical components required by the kinetic mechanism.
All parts were manufactured using a Bambu Lab A1 3D printer with a 0.4 mm nozzle. The preparation and slicing process was carried out using Bambu Studio, which allowed detailed control over printing parameters, support generation, layer height, and part orientation. Different slicing configurations were applied depending on the function and geometric complexity of each component, optimizing the balance between print quality, fabrication time, and material consumption.
1. 3D Printing Preparation and Slicing Strategy
The final prototype was divided into two independent print jobs according to the function and geometry of each component. This approach allowed the printing parameters to be optimized for each group of parts, balancing fabrication time, material consumption, surface quality, and mechanical performance.
All components were prepared and sliced using Bambu Studio for fabrication on a Bambu Lab A1 printer equipped with a 0.4 mm nozzle. PLA filament was selected as the primary material due to its ease of printing, dimensional stability, and suitability for rapid prototyping.
Print Job 1 – Structural Components
The first print job included the main structural elements of the mechanism, such as the external housing, the internal guide structure, and the support platform used to hold the petals and internal components. These parts are primarily functional and remain partially hidden during operation, making dimensional accuracy and mechanical strength more important than surface finish.
For this reason, a layer height of 0.20 mm was selected. This configuration significantly reduced fabrication time while maintaining sufficient detail and structural integrity for the intended application.
- Printer: Bambu Lab A1
- Nozzle Diameter: 0.4 mm
- Material: PLA Basic
- Layer Height: 0.20 mm
- Wall Line Width: 0.42 mm
- Inner Wall Width: 0.45 mm
- Top Surface Width: 0.42 mm
- Support Type: Normal (Auto)
- Support Threshold Angle: 30°
Several internal geometries contained overhangs, bridges, and suspended features that required support material. Instead of using the default support configuration, the support settings were optimized to reduce material consumption and simplify post-processing. The spacing between support structures was increased, and support generation was limited only to critical regions where overhangs could compromise print quality.
Different orientations were evaluated before fabrication. Although the selected orientation increased both print time and material consumption due to the additional support structures required, it provided the best overall surface quality, dimensional consistency, and mechanical reliability. Since these parts serve as the foundation of the entire mechanism, print quality was prioritized over manufacturing speed.
The first print job was divided into three plates:
- Base Housing: 182 g of material, approximately 3 h 45 min printing time.
- Upper Structural Platform: 228 g of material, approximately 8 h 17 min printing time.
- Petal Support Platform: 220 g of material, approximately 5 h 56 min printing time.
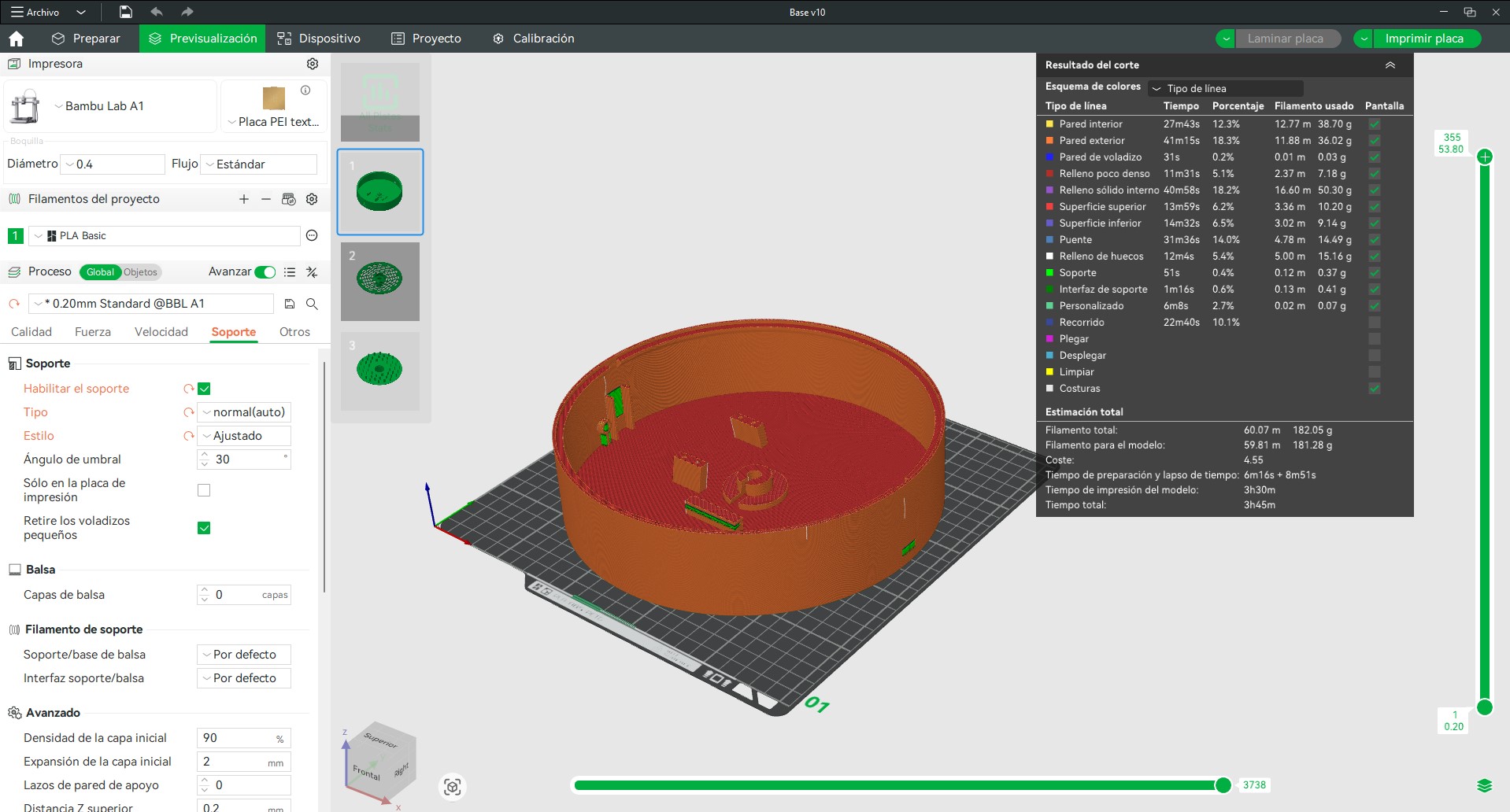
The housing was printed with moderate support usage, primarily focused on the internal mounting features and electronic compartments.
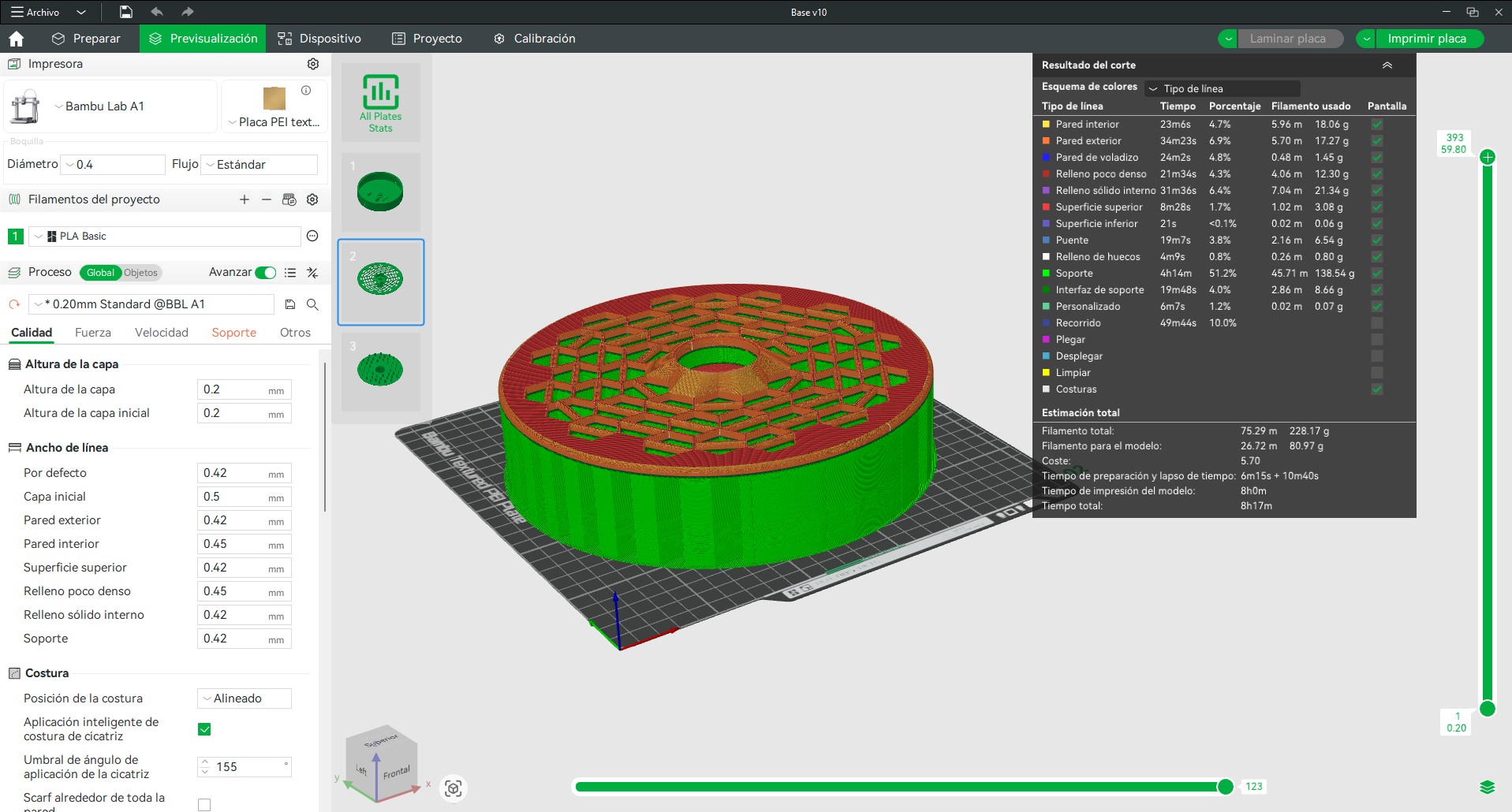
The upper platform required a larger amount of support material due to its lattice structure and central elevated features. This part represented the highest material consumption and longest fabrication time of the project.
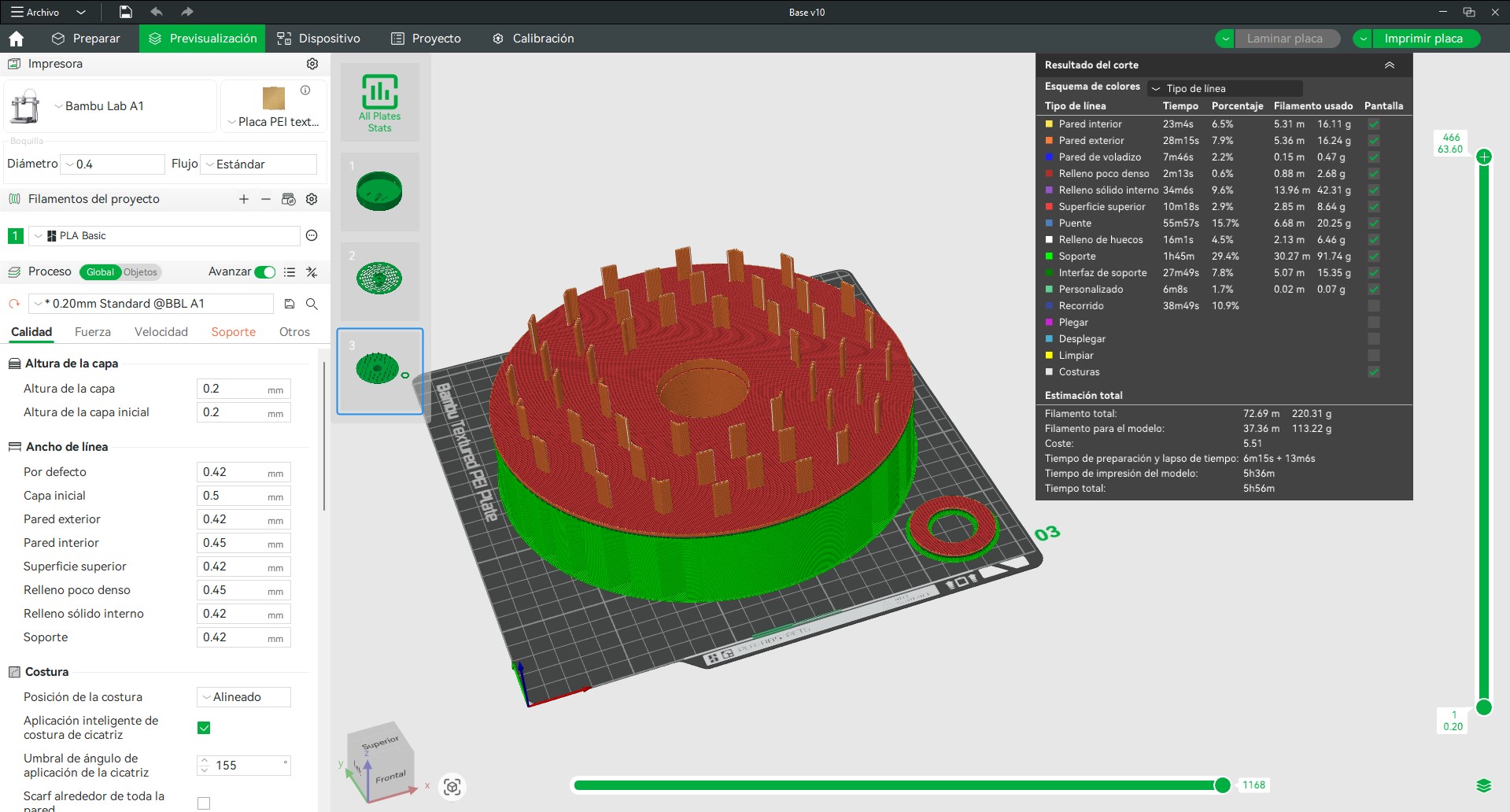
The petal support platform incorporated multiple vertical attachment points that required carefully controlled support generation to maintain dimensional accuracy while minimizing material waste.
Print Job 2 – Flower Petals
The second print job focused exclusively on the flower petals. Unlike the structural components, these parts are highly visible and constitute the primary aesthetic element of the artifact. Their geometry consists of thin curved surfaces designed to resemble natural petals, making surface finish a critical factor.
To improve visual quality and reduce the visibility of layer lines, the petals were printed using a much finer layer height of 0.08 mm. Although this increased fabrication time, it produced significantly smoother surfaces and a more refined appearance.
- Printer: Bambu Lab A1
- Nozzle Diameter: 0.4 mm
- Material: PLA Basic
- Layer Height: 0.08 mm (High Quality Profile)
- Support Type: Manual
- Support Threshold Angle: 45°
Before generating supports, the overhang analysis tool was used to evaluate the geometry of the petal. This analysis confirmed that most of the surface could be fabricated without support material because the gradual curvature remained within printable angles.
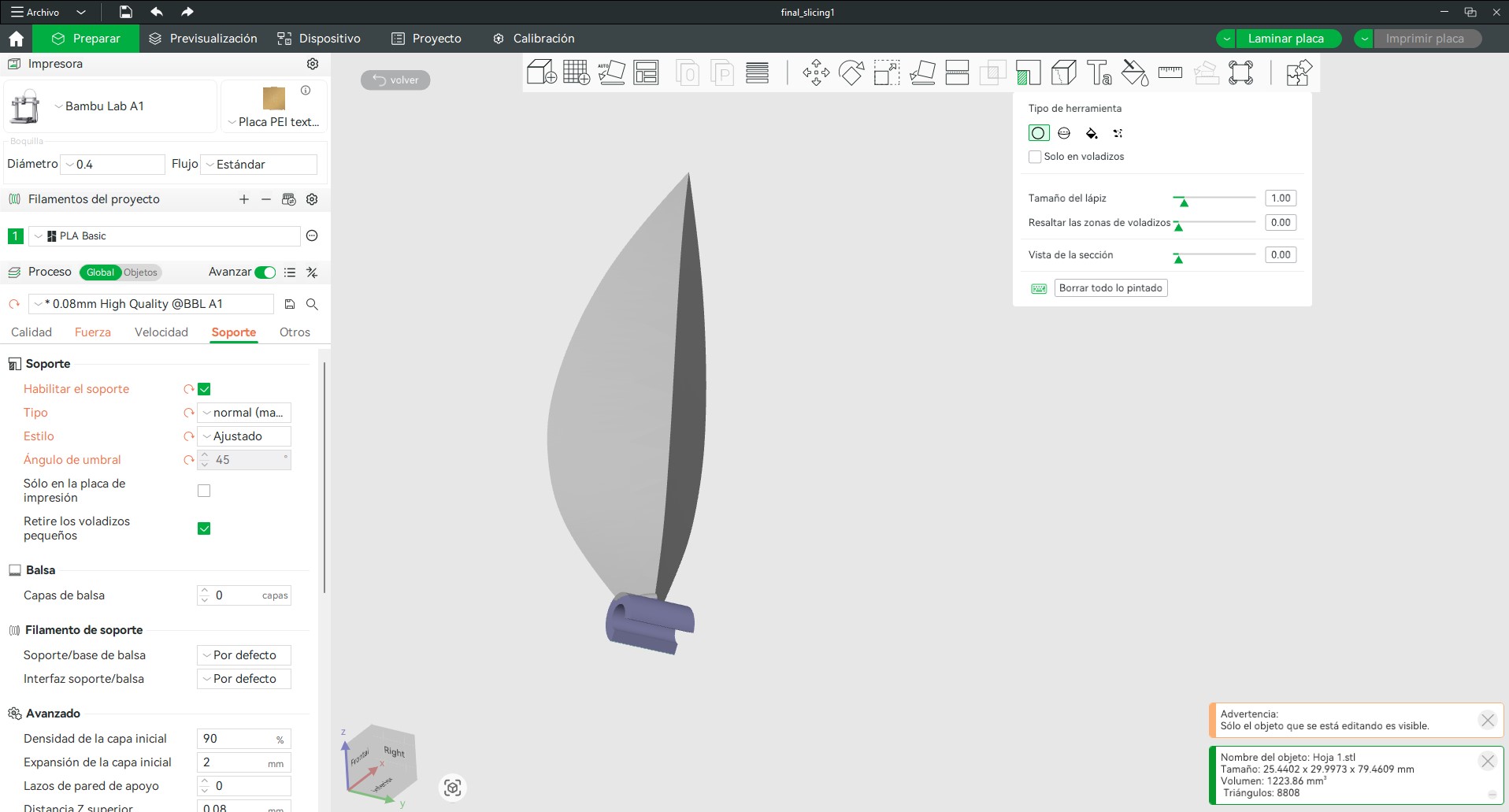
Only the hinge region located at the base of the petal presented localized overhangs that required additional support. Instead of generating automatic supports for the entire model, manual supports were painted exclusively in this area. This strategy reduced material usage, shortened post-processing time, and prevented support marks from appearing on the visible surfaces of the petals.
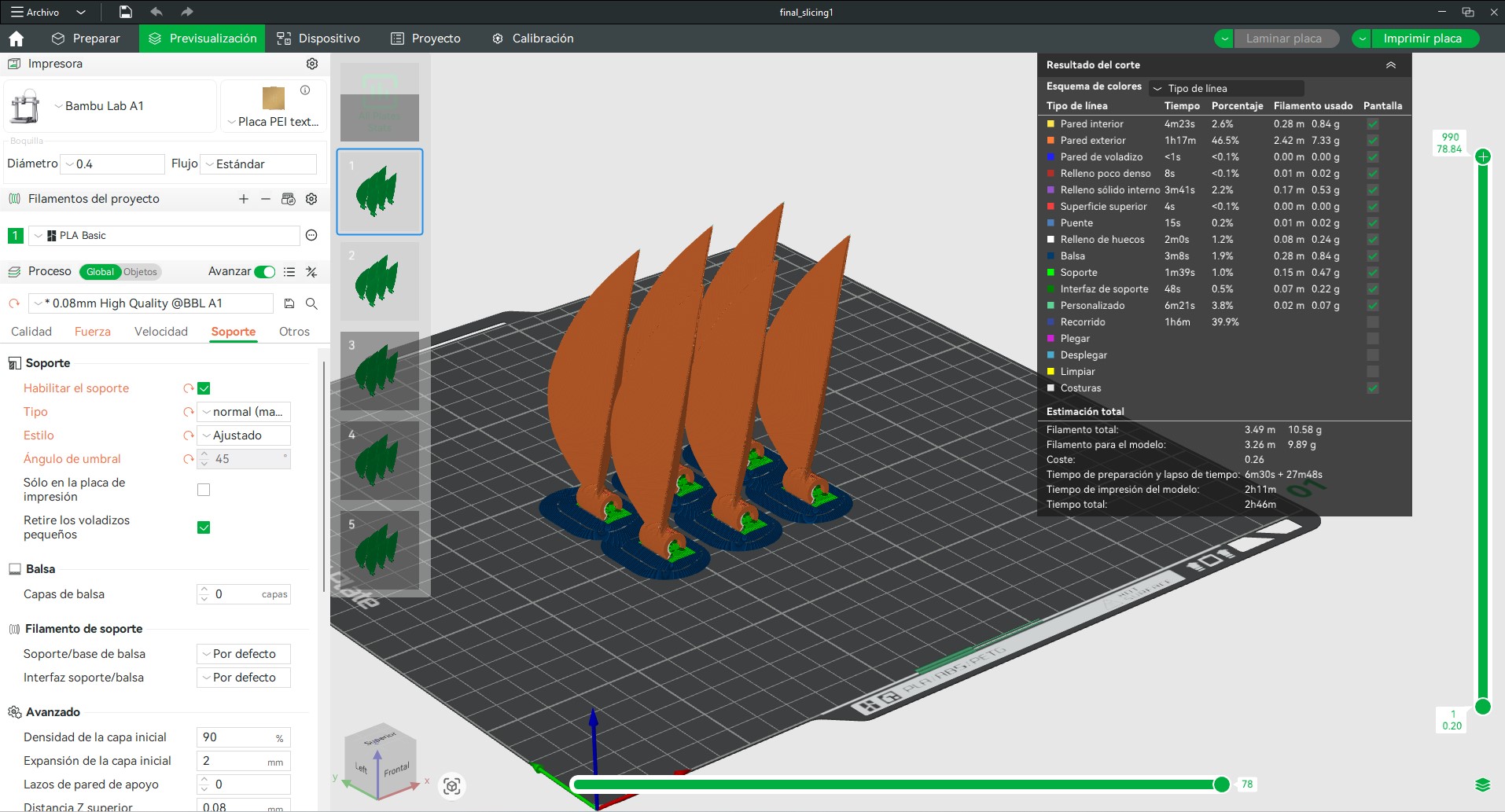
Six petals were printed simultaneously in a vertical orientation. Although this configuration increased print height and overall printing time, it minimized visible layer stepping along the curved surfaces and preserved the smooth organic appearance of the petals. The complete plate required approximately 2 h 46 min and consumed approximately 10.6 g of PLA.
By separating the fabrication process into structural and aesthetic components, it was possible to optimize the parameters for each type of part. This strategy reduced unnecessary print time on large components while preserving the visual quality required for the petals, resulting in a more efficient and higher-quality final prototype.
2. Post-processing
After printing, all components underwent a post-processing stage to improve their functionality, appearance, and assembly quality. This phase included the removal of support structures, cleaning of contact surfaces, and inspection of critical dimensions to ensure proper fit between the mechanical and structural components.
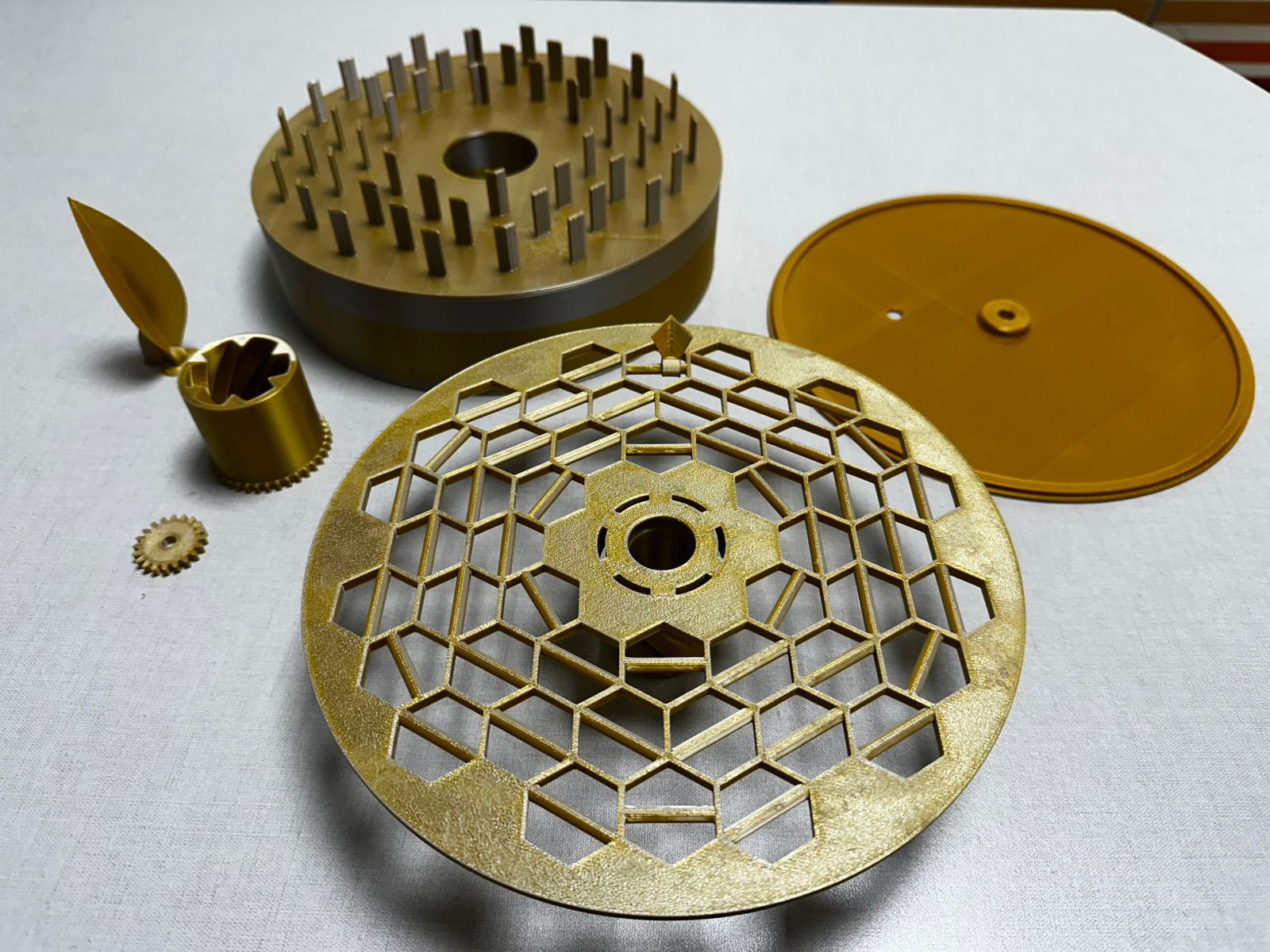
Special attention was given to the flower petals, which were intentionally designed to be manufactured as flat elements and later transformed into their final geometry through a heat-forming process. This approach simplified the printing process while allowing greater control over the final organic shape of each petal.
Using controlled heat, each petal was manually bent and shaped to introduce curvature and volume, creating a more natural appearance inspired by the geometry of real flowers. This step was essential because the final aesthetic characteristics of the petals could not be fully achieved through the digital model alone. Instead, part of the design process was intentionally transferred to the physical fabrication stage, where the final form emerged through manual shaping and adjustment.
Once the desired curvature was achieved, the petals were allowed to cool and stabilize before assembly. The process also helped eliminate minor deformations caused during printing and improved the overall visual consistency between individual petals.
Additional finishing operations included trimming residual support material, removing small printing artifacts, and lightly sanding selected areas where necessary to improve the movement of mechanical joints and ensure smooth interaction between components.
The combination of digital fabrication and manual post-processing allowed the final artifact to achieve a balance between precision and organic expression, reinforcing the project's objective of creating a kinetic object that feels responsive, natural, and visually engaging.
Download Files
The design files used in this assignment can be downloaded below.