Framun Laser · NOVA ELITE 14
Corte láser — Funcionamiento y Seguridad
Base de esta documentación por: Javier Bayón FabLab Ponferrada ↗️
Especificaciones de la máquina
| Parámetro | Valor |
|---|---|
| Área de trabajo | 1400 × 900 mm |
| Potencia del láser | 130 W |
| Tubo láser | Tubo de vidrio CO₂ |
| Espesor máximo de corte | 0–30 mm (según material) |
| Software | RDWorks |
El espesor de corte y los parámetros dependen siempre del material y deben probarse previamente.
Materiales compatibles
- PMMA (metacrilato)
- Madera
- Cartón
- Polipropileno (PP)
- Goma EVA
- Goma para sellos
- Aluminio anodizado (solo grabado)
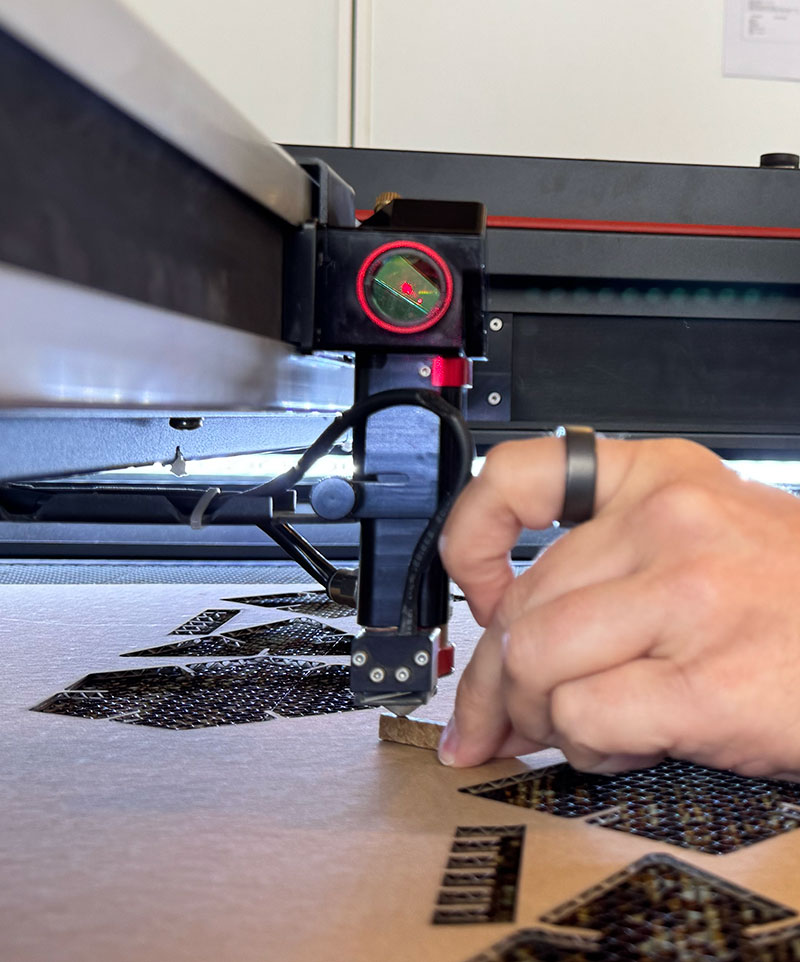
Funcionamiento de la máquina
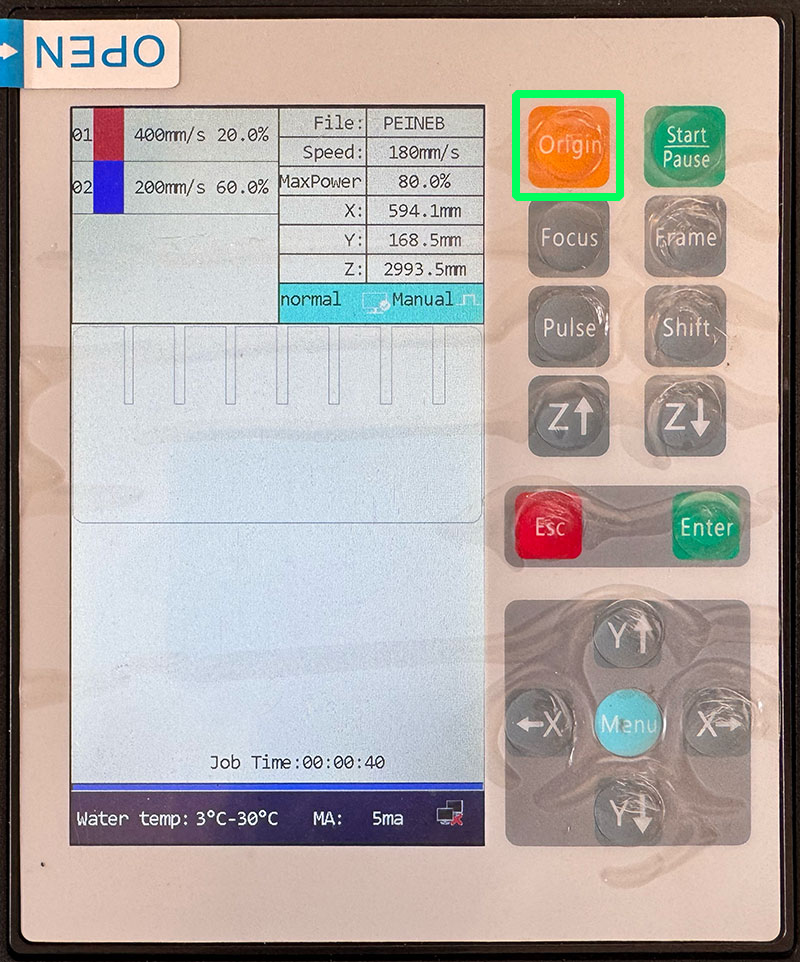
Encendido y homing
- Desbloquear la seta de emergencia girando el botón rojo en sentido horario.
- La máquina realiza un homing automático, moviendo el cabezal hacia la esquina superior derecha.
- Esperar a que finalice el proceso y el cabezal vuelva al último origen guardado.
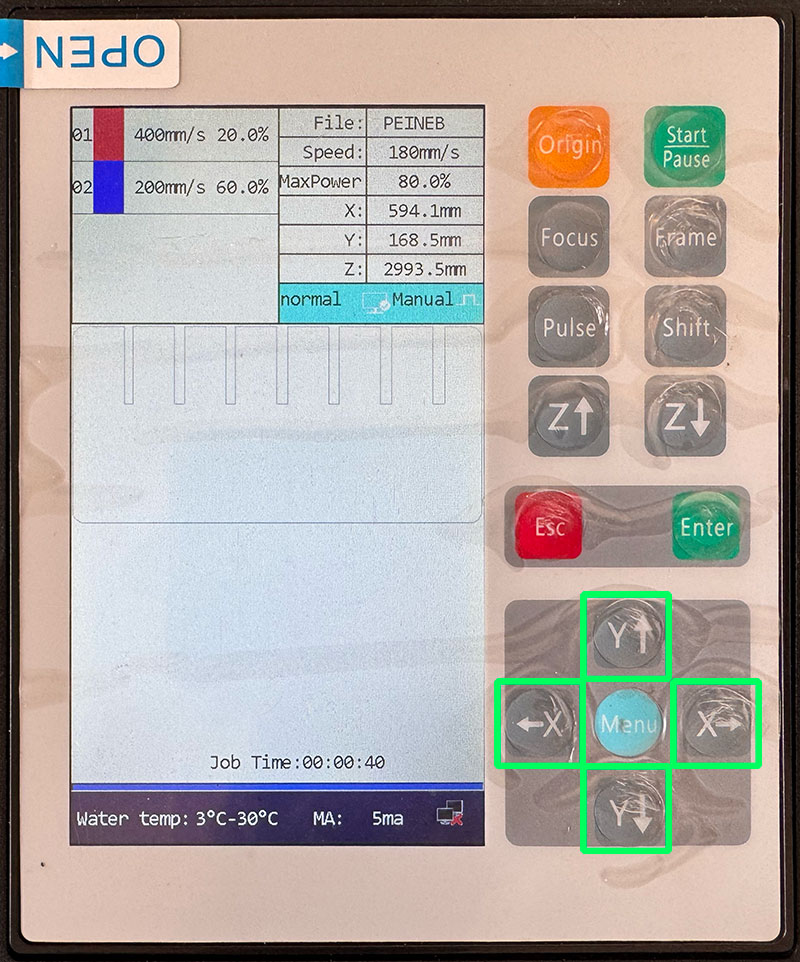
Colocación del material y origen
- Mover el cabezal del láser usando el panel de control (ejes X e Y).
- Colocar el material plano sobre la cama y alineado con los ejes.
- Asegurarse de que el puntero rojo quede dentro del área del material.
- Mover el cabezal al punto de inicio deseado.
- Establecer esta posición como origen.
El origen por defecto de esta máquina es la esquina superior izquierda del material.
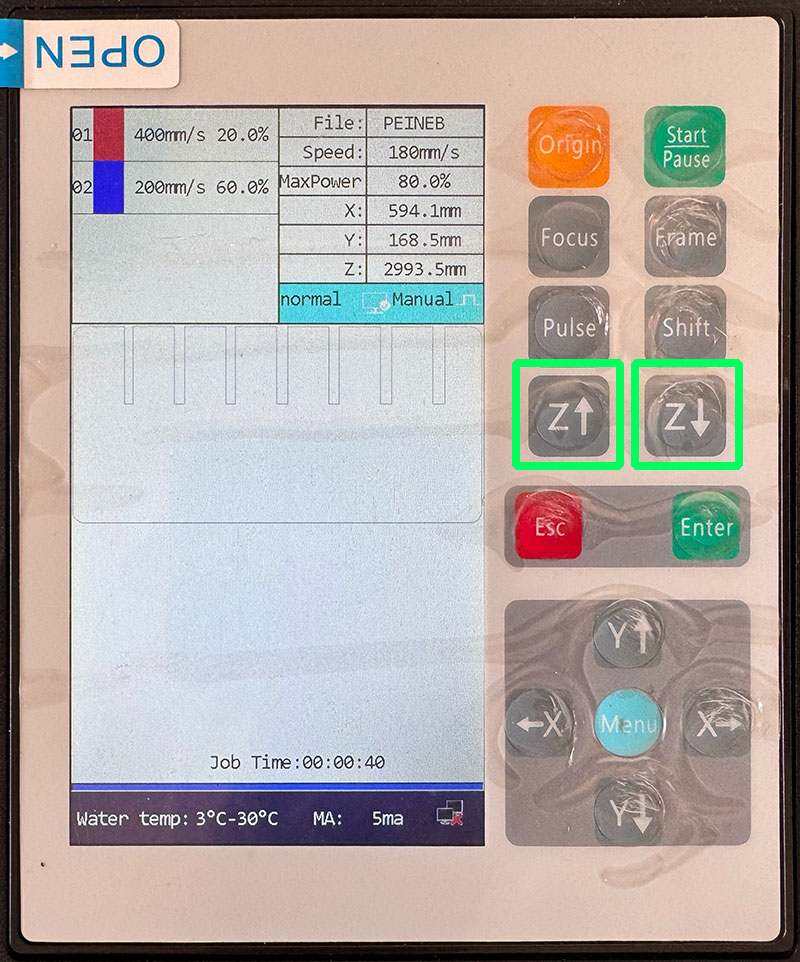
Enfoque del láser
Distancia de foco: 7 mm
- Ajustar la altura de la cama usando los botones de Z arriba/abajo.
- Comprobar la distancia con la galga de 7 mm.
- Es posible un ajuste fino usando el tubo de la lente, pero se recomienda ajustar moviendo la cama.
Flujo de trabajo en RDWorks
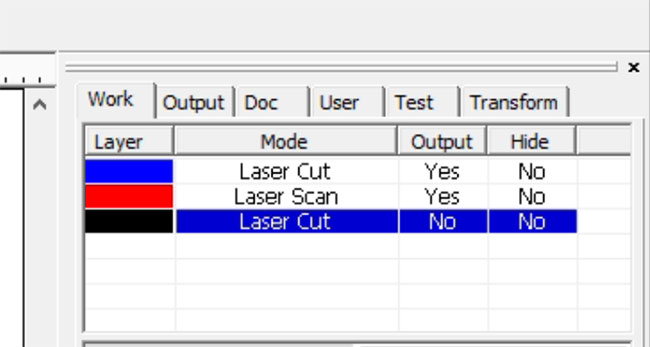
Capas y operaciones
- No procesar: geometría de referencia, salida desactivada.
- Scan/Raster (escanear): grabado raster.
- Cut/Vector (corte): corte vectorial.
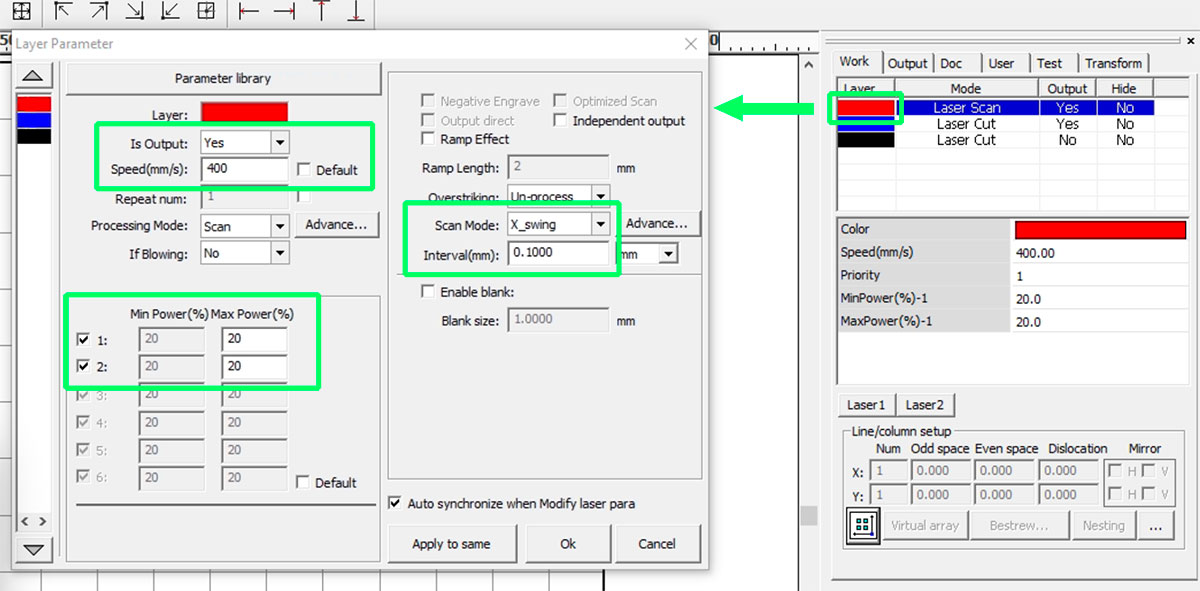
Grabado (Scan/Raster/Grabar)
- Modo: Scan
- Velocidad: aprox. 20–600 mm/s
- Potencia: aprox. 3–90%
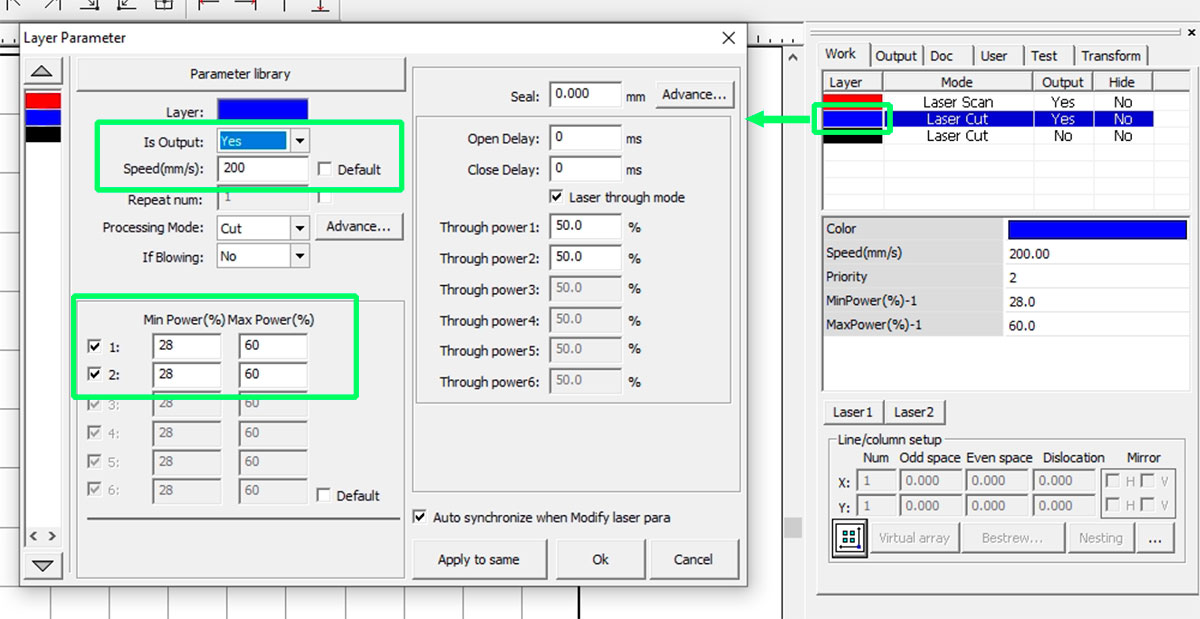
Corte (Vector/Corte)
- Modo: Cut
- Velocidad: aprox. 4–120 mm/s
- Max Power: líneas rectas
- Min Power: esquinas y curvas
- Blow Select: LOW
Todos los parámetros dependen del material y deben validarse con cortes de prueba. Para ajustar velocidad y potencia según el material, consulta la tabla de parámetros y materiales del FabLab o pregunta al responsable del FabLab.
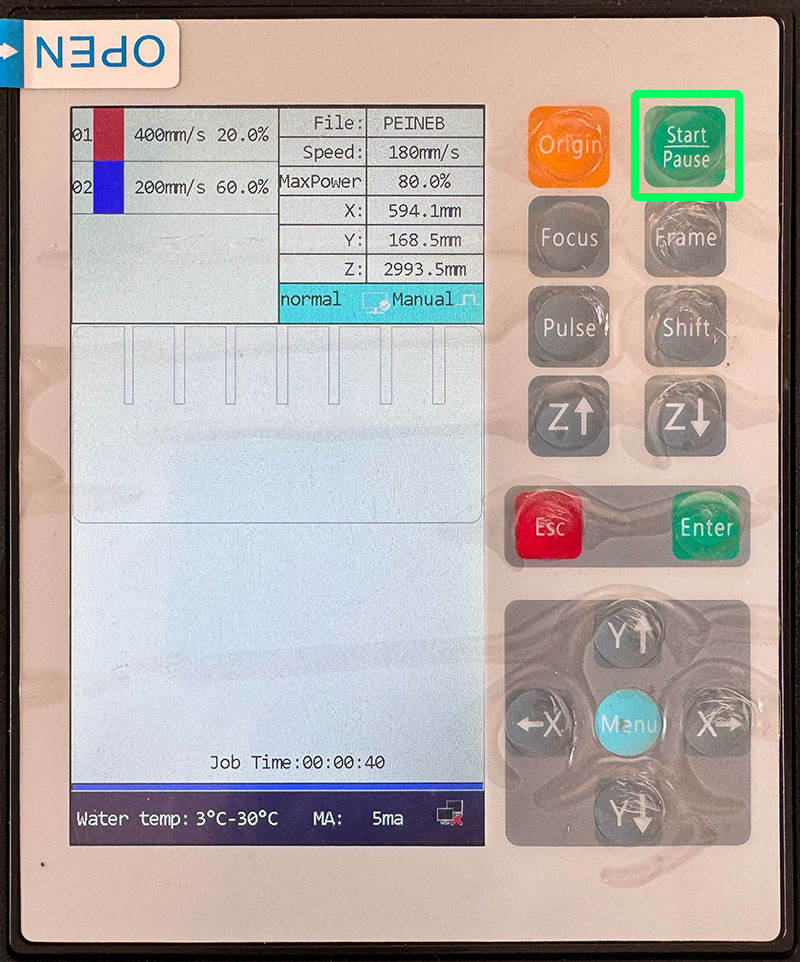
Enviar y ejecutar el trabajo
- Enviar el archivo desde RDWorks usando Download.
- El nombre del archivo debe tener un máximo de 8 caracteres.
- Establecer origen y enfoque en la máquina.
- Ejecutar FRAME para verificar el área de trabajo.
- Encender extracción y filtrado.
- Cerrar la tapa y pulsar START.
Para detener un trabajo, pulsa START/PAUSE y después ESC.

Kerf
Documentación de Kerf por: Efrén García ↗️
El kerf es el ancho de material eliminado por el haz láser durante el proceso de corte. Cuando el láser corta sobre una línea vectorial, no produce un corte de espesor cero: una pequeña cantidad de material se vaporiza, generando una separación medible.
Esto significa que las dimensiones finales de una pieza cortada pueden ser ligeramente menores (en contornos exteriores) o ligeramente mayores (en ranuras interiores) que las del diseño original. Para construcciones press-fit y ensamblajes precisos, compensar el kerf es esencial.
Cálculo del kerf en esta máquina
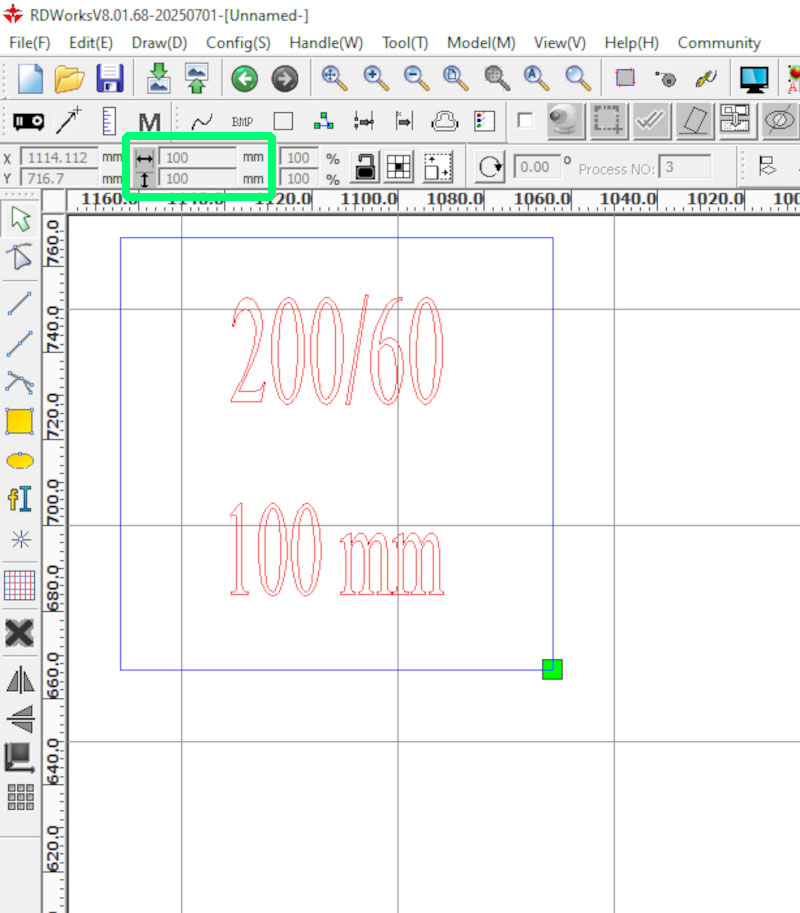
Para calcular el kerf de la Framun Laser NOVA ELITE 14, realizamos una prueba sencilla:
- Diseñamos un cuadrado de 100 × 100 mm.
- Lo cortamos en madera de 3 mm.
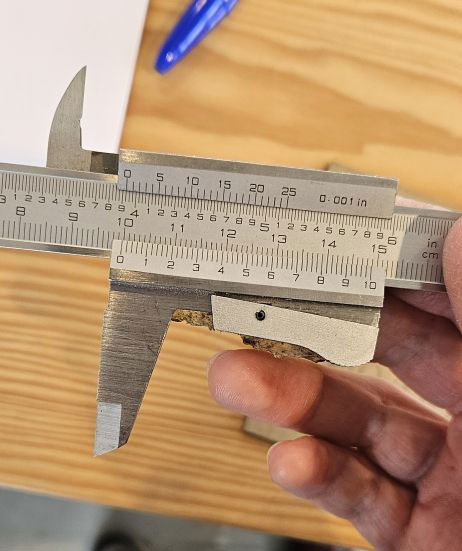
- Medimos la pieza final con un calibre digital.
El resultado medido fue 99,8 mm en lugar de 100 mm.
| Tamaño diseñado | Tamaño medido | Diferencia total | Kerf por lado |
|---|---|---|---|
| 100 mm | 99,8 mm | 0,2 mm | 0,1 mm |
Como la diferencia total fue de 0,2 mm y el láser elimina material en ambos lados de la línea de corte, el valor de kerf es:
El kerf puede variar según el tipo de material, espesor, precisión del enfoque y los ajustes de velocidad/potencia. Por este motivo, se recomienda repetir esta prueba cada vez que se cambie de material o se modifiquen de forma significativa los parámetros de corte.
En diseño paramétrico, el valor del kerf puede introducirse como una variable para que cualquier cambio en material o configuración de la máquina pueda compensarse automáticamente.

Normas de seguridad
Una cortadora láser CO₂ combina riesgo de incendio, humos tóxicos, partes móviles y alta tensión. Un uso seguro depende de seguir un procedimiento consistente y mantener una supervisión constante.
1) Prevención y respuesta ante incendios
- Permanecer junto a la máquina durante todo el trabajo. Una llama pequeña puede crecer rápidamente.
- Usar Air Assist y una buena extracción para reducir llamas y mejorar el corte.
- Mantener la cama limpia: los recortes pequeños y restos pueden prender.
- Conocer la ubicación de la seta de emergencia y el extintor.
- Si aparece una llama persistente o humo anormal: pausa/detén el trabajo inmediatamente y sigue el protocolo del FabLab.


2) Humos, ventilación y riesgos de material
- Encender siempre la extracción/filtrado antes de iniciar el trabajo.
- Si notas olor fuerte en la sala, detén el trabajo y revisa la extracción.
- No cortar nunca PVC / vinilo / plásticos clorados (gases tóxicos y corrosivos).
- Evitar materiales desconocidos. Si hay duda: no lo cortes.
- Al finalizar, esperar unos segundos antes de abrir la tapa para que los humos se evacúen.
3) Exposición al láser e interlocks
- Mantener la tapa cerrada mientras el láser está funcionando.
- No anular ni puentear los sistemas de seguridad (interlocks).
- No mirar fijamente el punto de impacto del láser durante mucho tiempo (ni siquiera a través de la ventana).
4) Alta tensión y límites de mantenimiento
- No abrir compartimentos eléctricos: los sistemas CO₂ trabajan con alta tensión.
- No tocar el tubo láser, la fuente de alimentación (PSU) ni el cableado interno.
- Solo personal formado debe realizar mantenimiento más allá de limpiezas básicas.
5) Partes móviles y seguridad en el puesto
- Mantener las manos alejadas del pórtico (gantry) y correas cuando la máquina se mueve.
- Evitar ropa suelta o accesorios que puedan engancharse.
- Asegurarse de que el material está plano para evitar golpes del cabezal y errores de foco.
6) Óptica y limpieza de la cama (seguridad + calidad)
- Lentes/espejos sucios pueden sobrecalentarse, reducir el rendimiento de corte y aumentar el riesgo de incendio.
- Limpiar la cama y retirar restos después de cada trabajo.
- Si hay humo inusual, cortes débiles o llamas frecuentes, detén el trabajo y pide revisar óptica/alineación.
Checklist de seguridad (visual)
Checklist rápida que sigo antes de empezar y durante la ejecución de un trabajo en la cortadora láser.