CNC Bárcenas · SW1325V-ATC
Fresado CNC — Funcionamiento y Seguridad
Base de esta documentación por: FabLab Ponferrada ↗️

Especificaciones de la máquina
| Parámetro | Valor |
|---|---|
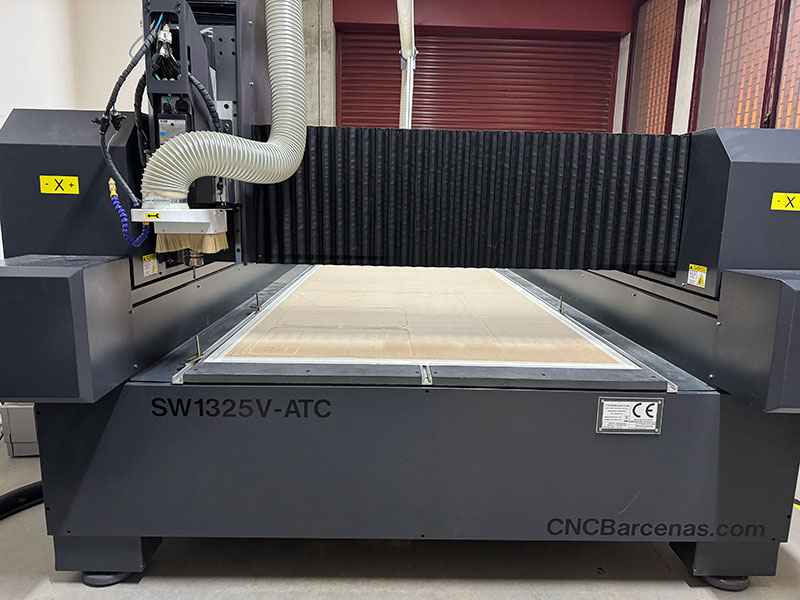
| Modelo | Bárcenas SW1325V-ATC |
| Área de trabajo | 1300 × 2500 mm |
| Dimensiones aproximadas | 2300 × 3850 × 2200 mm |
| Altura del puente | 250 mm |
| Potencia del husillo | 9 kW |
| Refrigeración del husillo | Aire |
| Velocidad máxima de trabajo | 166 mm/s |
| Repetitividad | 0.025 mm |
| Sistema de fijación | Bomba de vacío 4.5 kW |
| Cambio automático de herramientas | Hasta 8 herramientas |
| Espesor máximo aproximado | ~40 mm (según herramienta) |
| Software | MDR CNC Router + Cut2D |
| Archivos compatibles | STL, DXF, G-code y otros |
| Control | Ordenador + mando MPG |
| Peso aproximado | 1200 kg |
La capacidad real de mecanizado depende del material, la herramienta utilizada y los parámetros de corte.
Materiales compatibles
- Madera maciza
- Contrachapado
- DM / MDF
- Metacrilato
- PP y otros plásticos técnicos
- Espumas técnicas
- Baquelita
- Latón
- Metales no férricos
Funcionamiento de la máquina
Encendido y homing
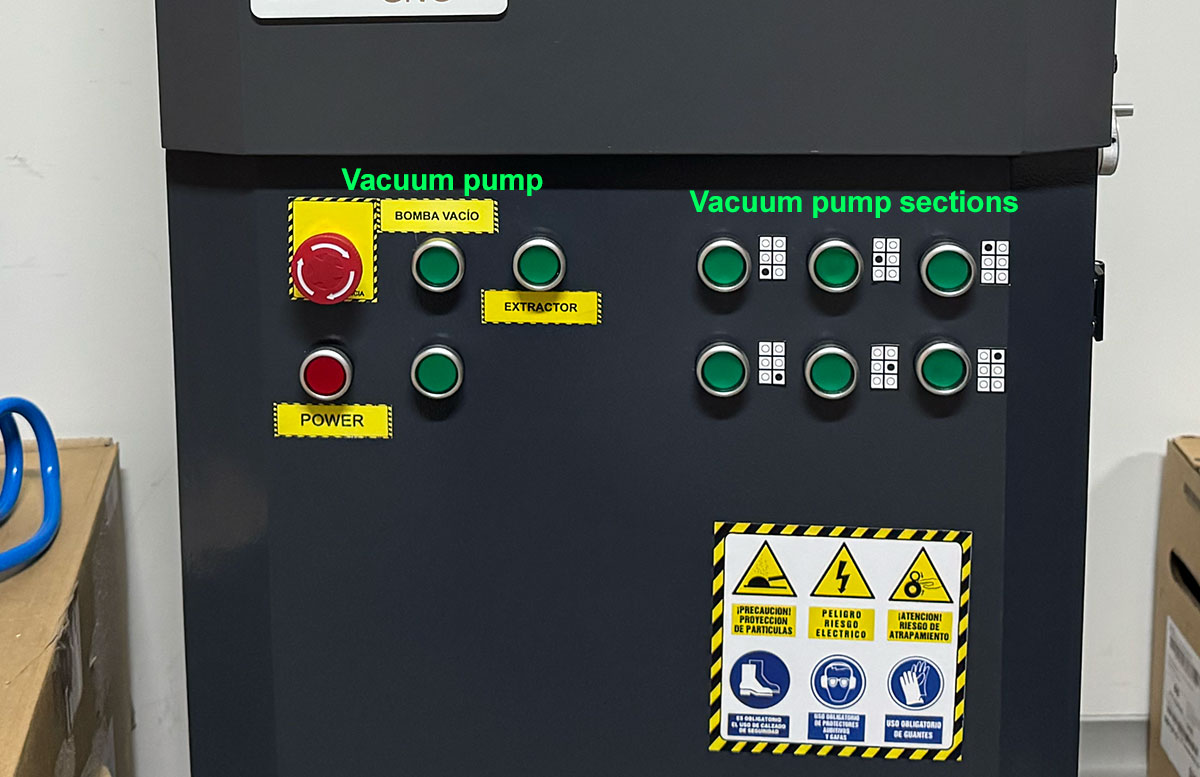
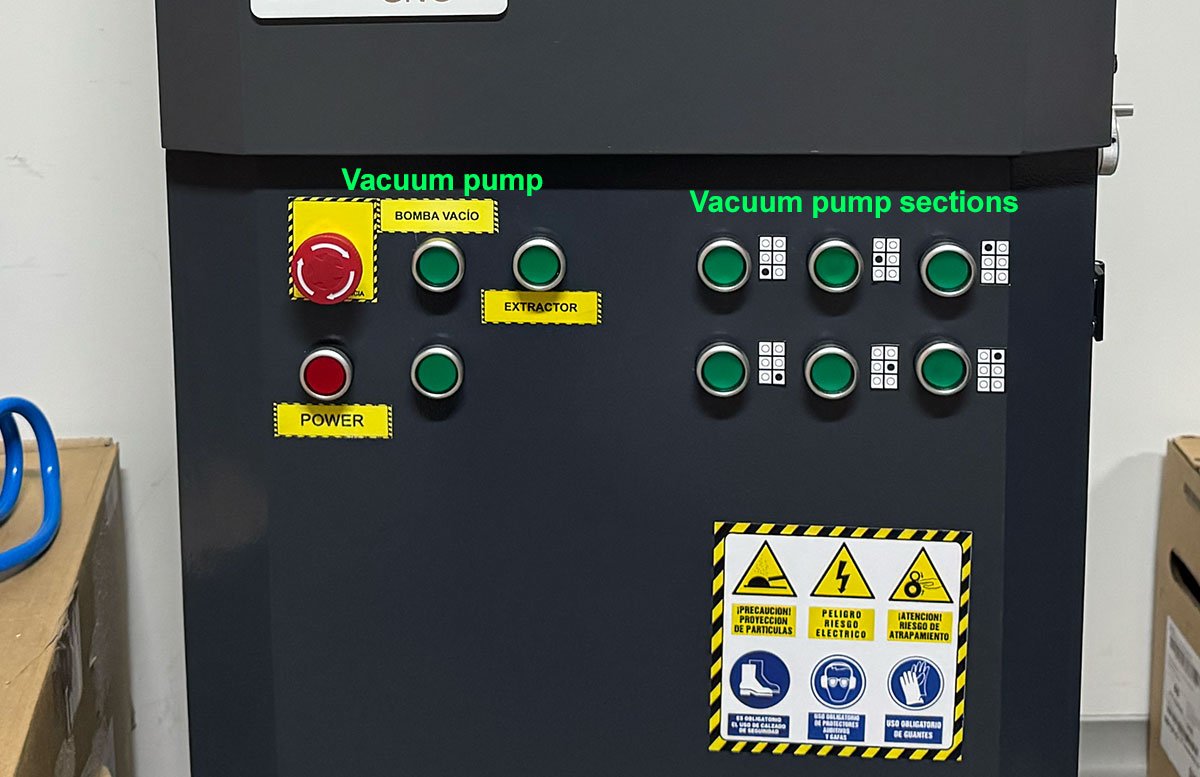
- Encender la fresadora mediante el botón POWER del panel frontal.
- Encender el ordenador integrado.
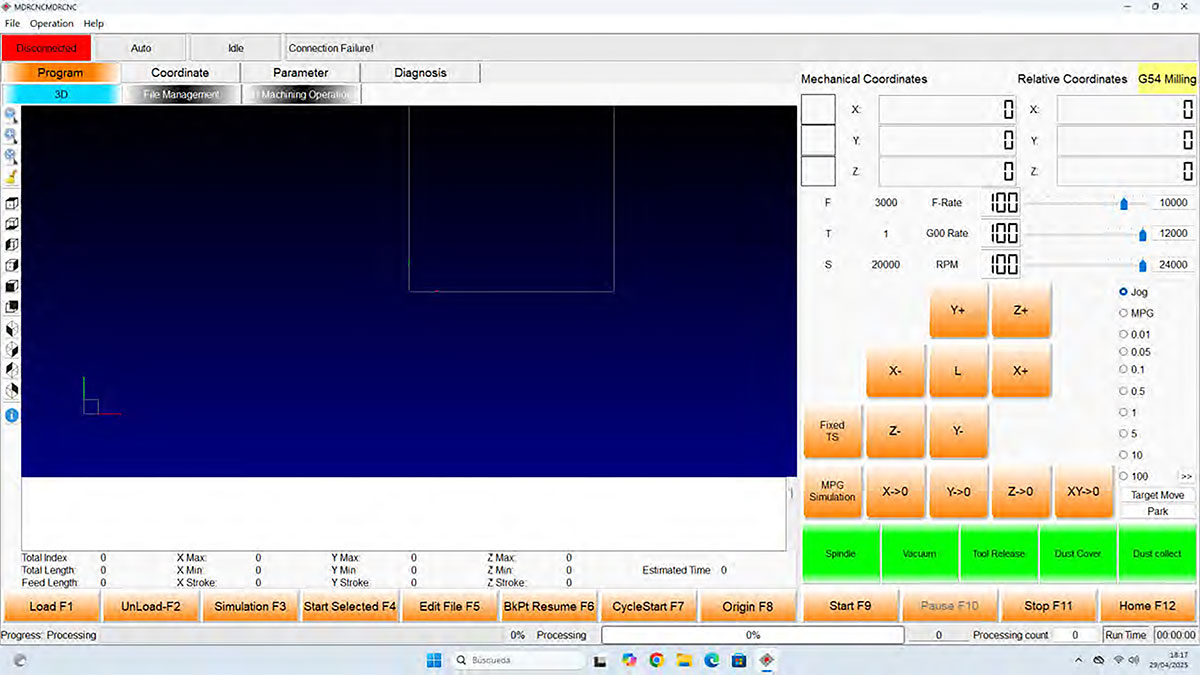
- Abrir el programa MDR CNC Router.
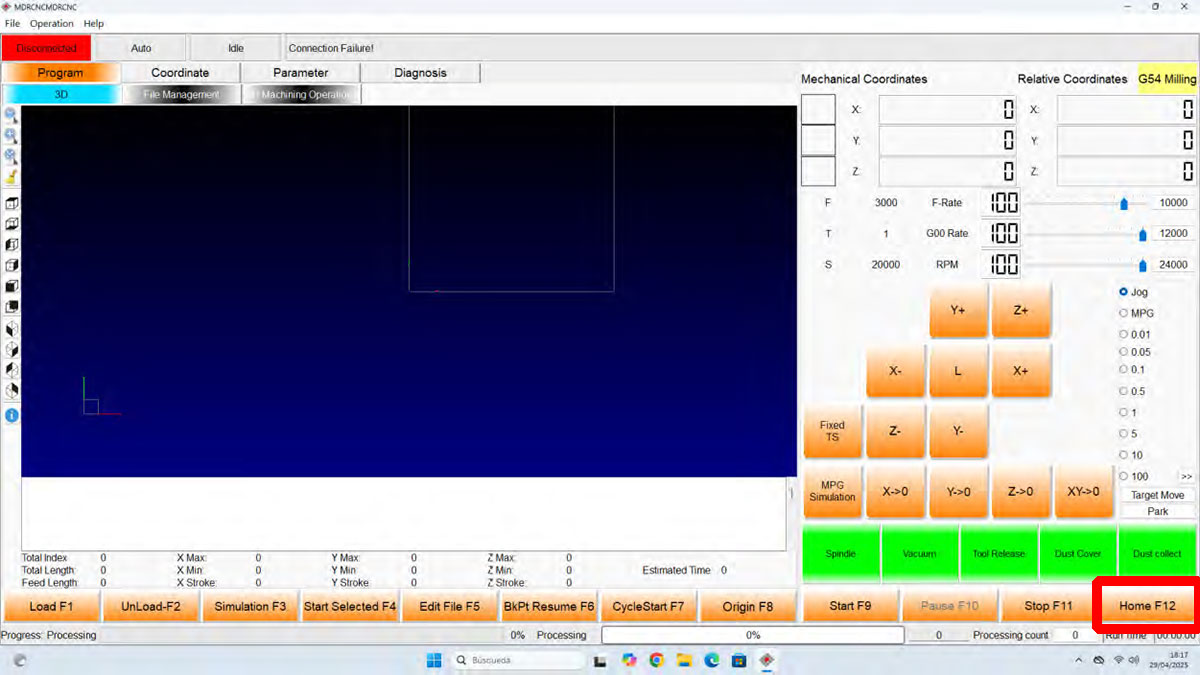
- Realizar el proceso HOME, obligatorio antes de empezar a trabajar.
Durante el homing, la máquina se posiciona en su origen mecánico: el eje X se mueve hacia la izquierda, el eje Y al inicio de la mesa y el eje Z sube hasta su posición inicial.
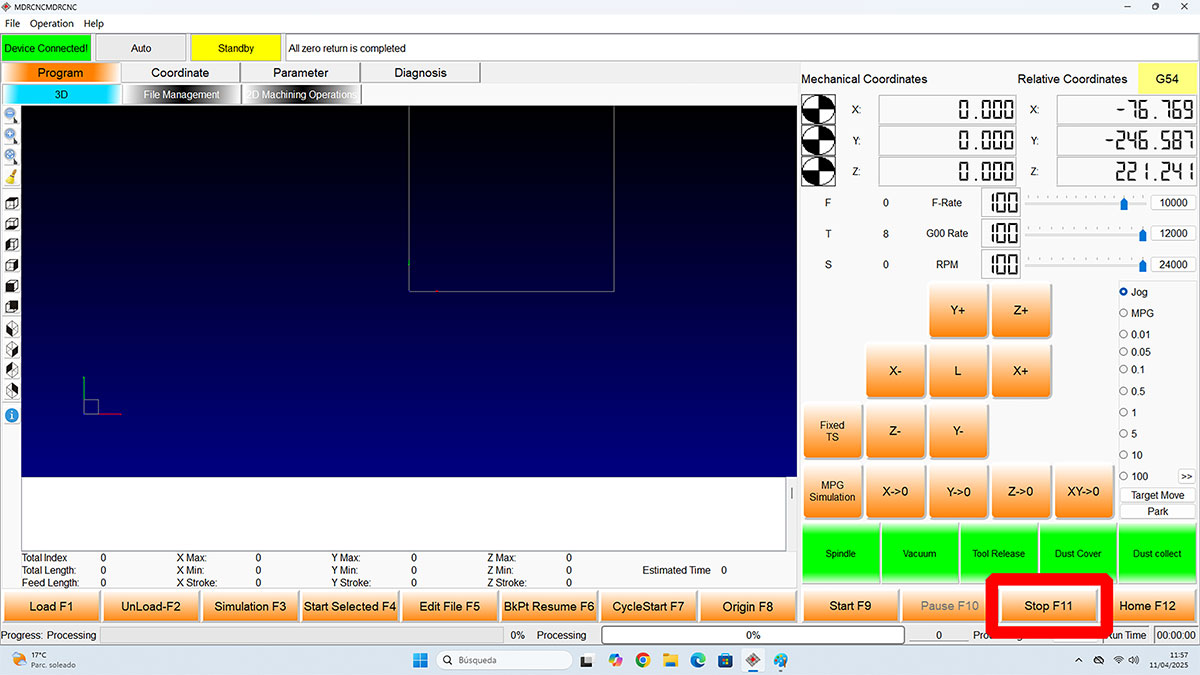
STOP emergency & STOP software button
Es muy importante saber dónde están los botones para parar la máquina en caso de que algo vaya mal o de una emergencia.

Colocación del material y fijación
- Colocar el material sobre la mesa de trabajo.
- Usar guantes de protección.
- Sujetarlo mediante el sistema de vacío o fijaciones mecánicas.
- Comprobar que el material está plano y estable.
- Activar el sistema de aspiración y la zona de vacío correspondiente.
Una mala fijación puede producir vibraciones, desplazamientos del material o errores de mecanizado.

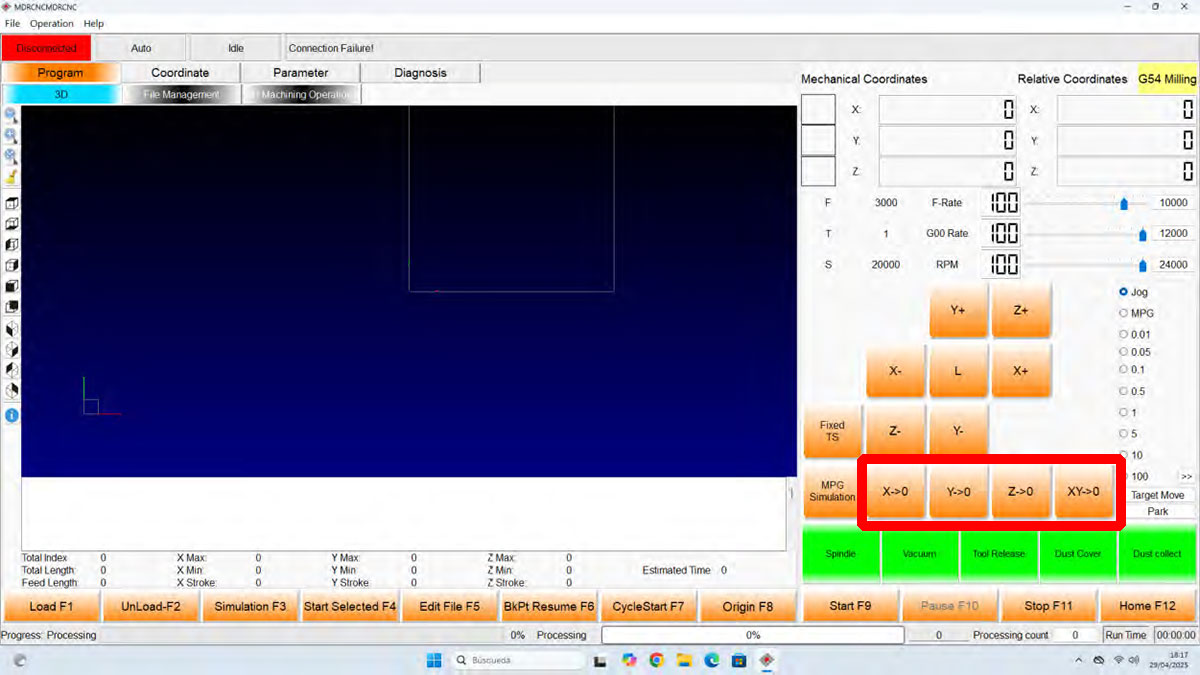
Definir el origen del trabajo
- Mover el cabezal a la posición inicial deseada.
- Fijar el origen XY con el botón XY0.
- Ajustar la herramienta a la superficie del material.
- Fijar el origen Z con el botón Z0.
Se recomienda activar el sistema de vacío antes de medir el eje Z para evitar errores en la altura de referencia.

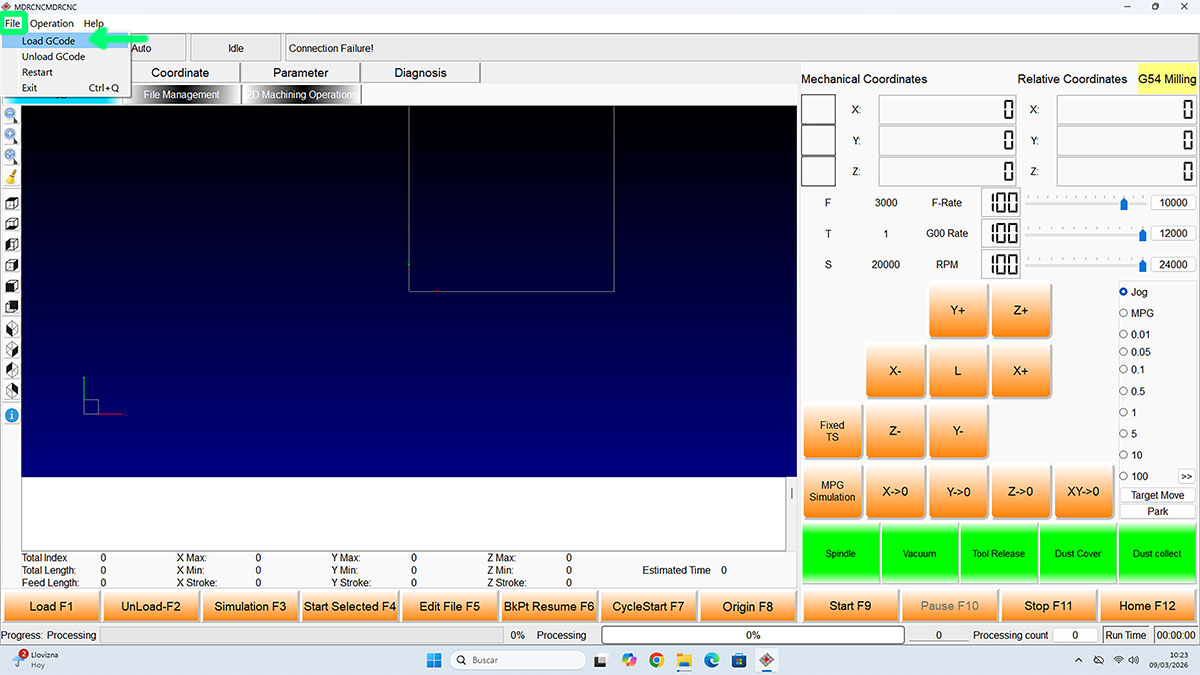
Enviar y ejecutar el trabajo
- Cargar el archivo G-code generado desde Cut2D en MDR CNC Router.
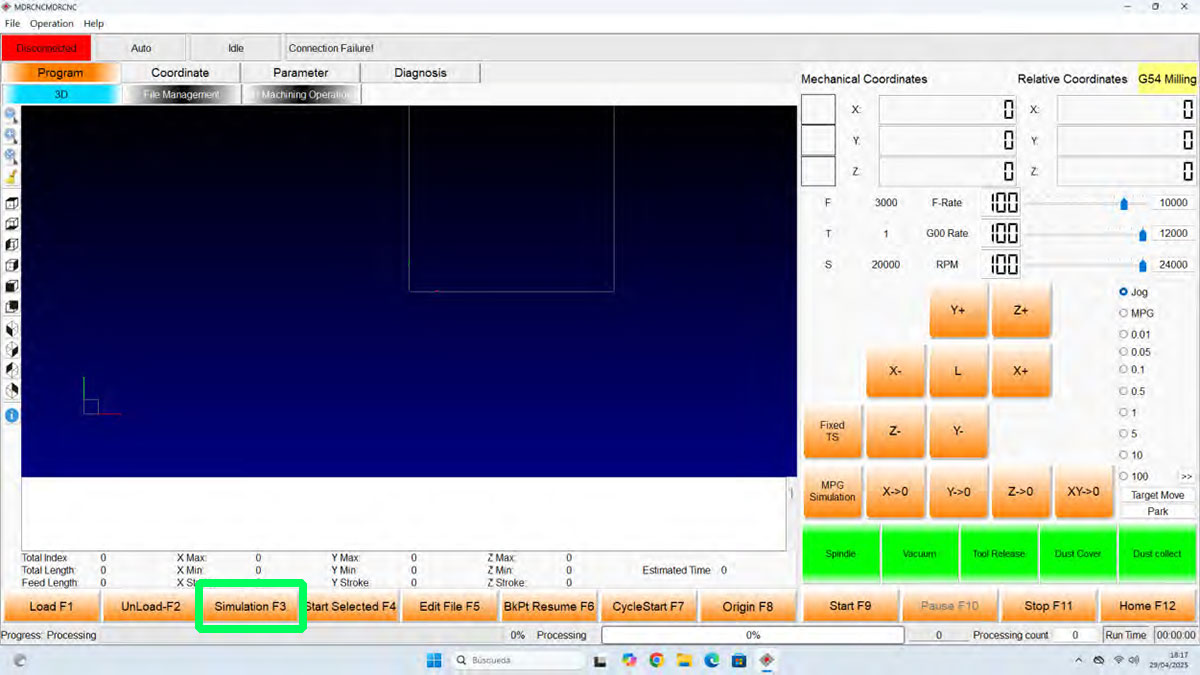
- Revisar la simulación del mecanizado pulsando el botón "Simulation".
- Activar la bomba de vacío y las zonas que se necesitan
- Comprobar que el material está bien fijado y listo para trabajar.
- Verificar los orígenes XY y Z.
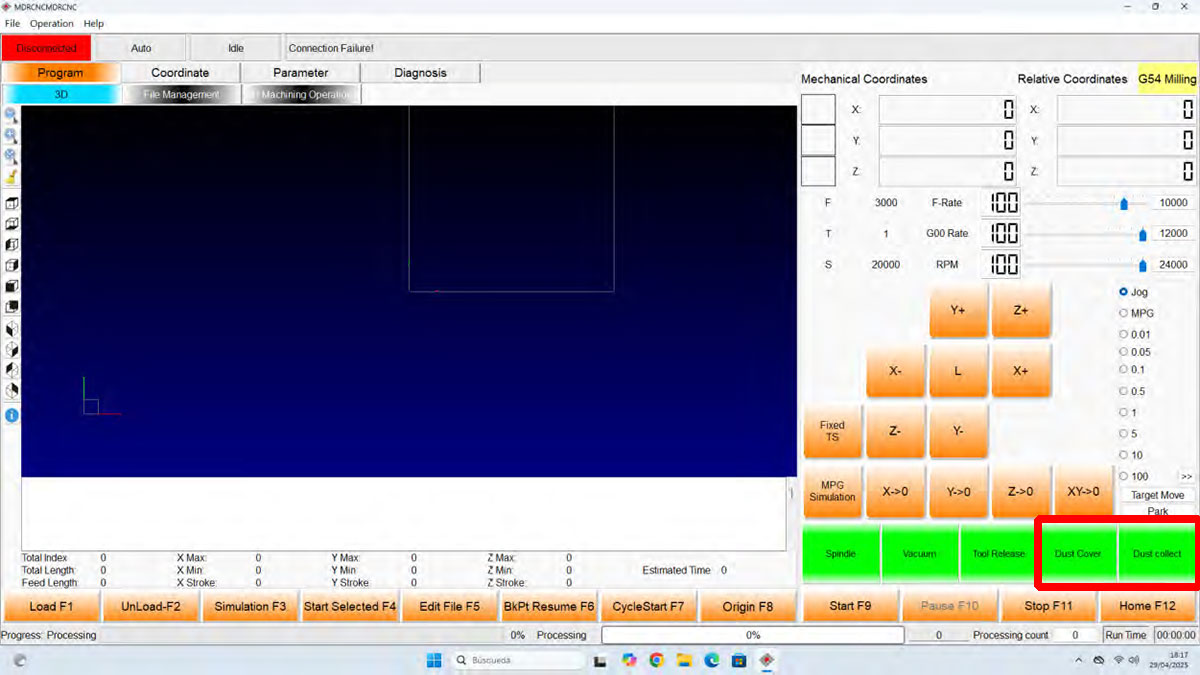
- Activar los botones de "Dust cover" y "Dust Collect" para bajar el cepillo y activar la aspiración.
- Activar el interruptor de "Extractor"
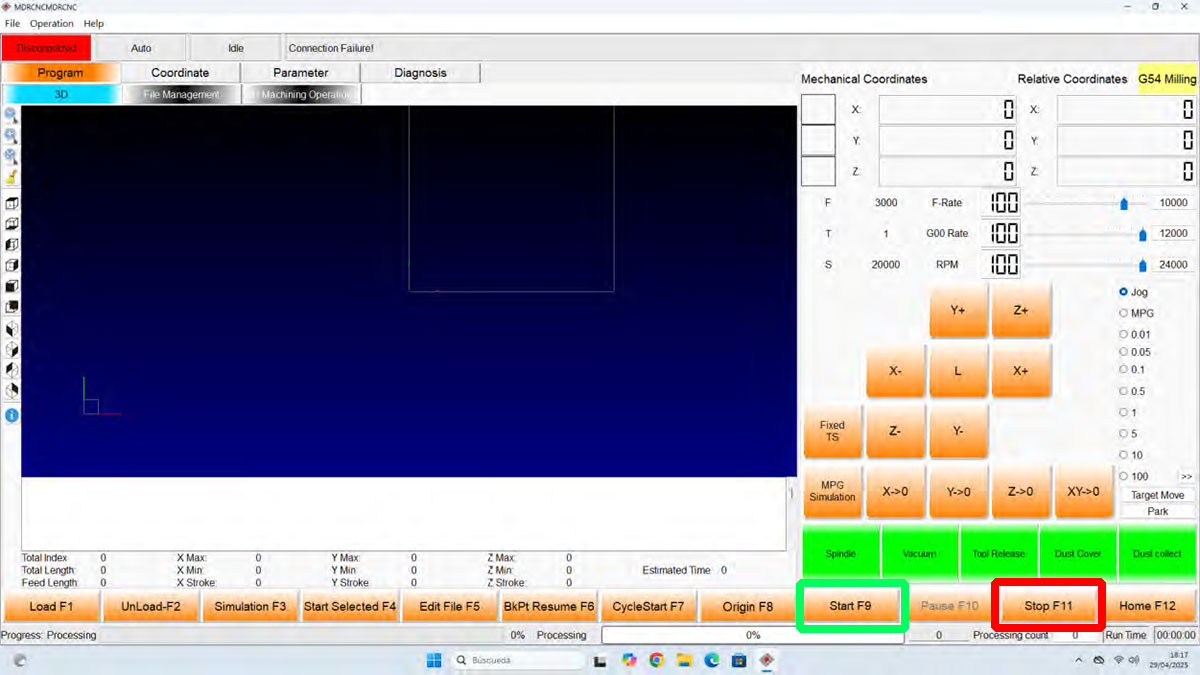
- Comenzar el trabajo con START o pulsando F9.
- Si es necesario, pulsar el botón STOP o accionar el interruptor de STOP de emergencia
Durante el mecanizado se puede pausar con PAUSE, detener con STOP y ajustar tanto la velocidad de avance como las RPM del husillo si es necesario.
Flujo de trabajo en Cut2D
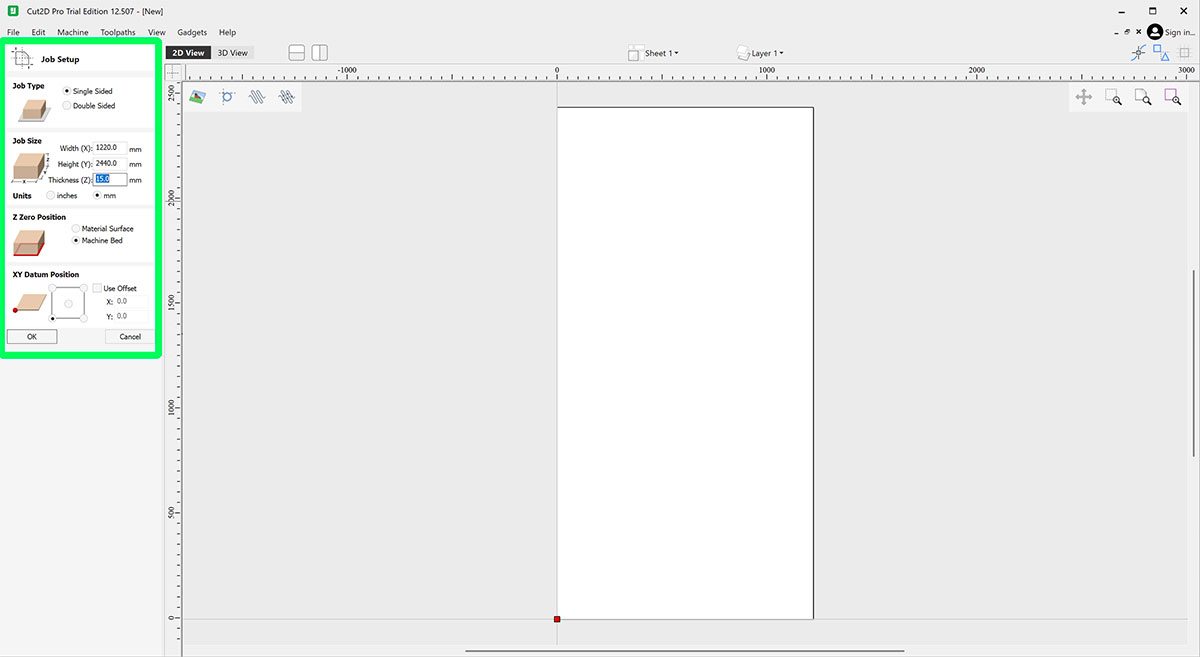
Configuración inicial del material
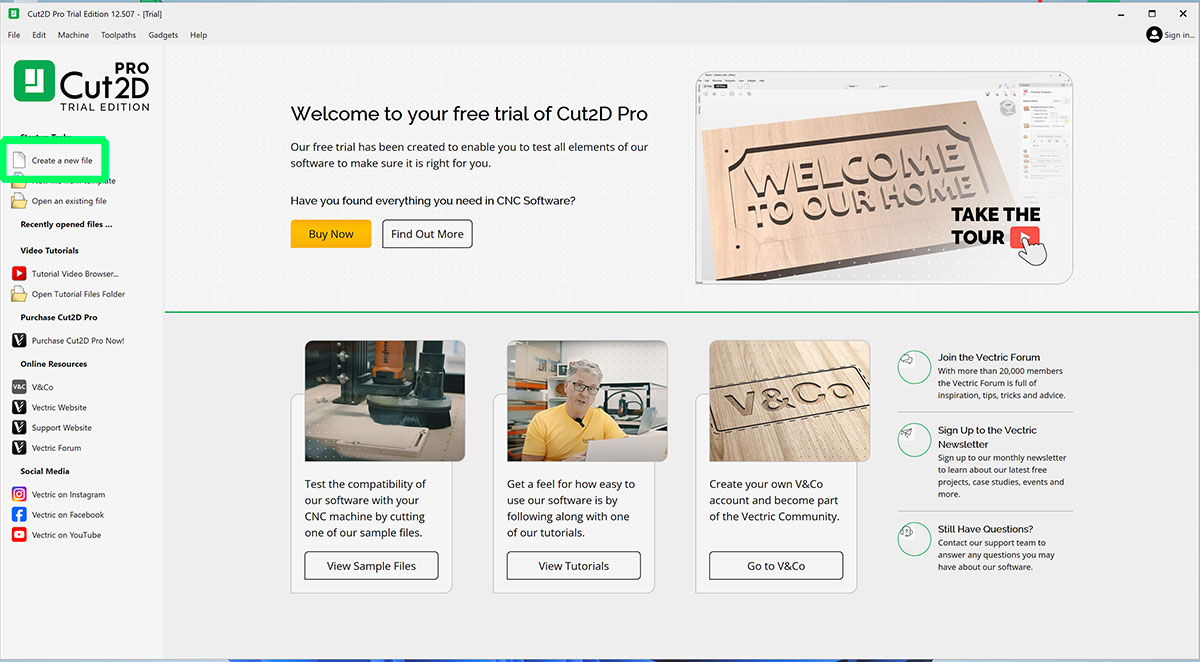
Al crear un documento nuevo en Cut2D, lo primero es definir correctamente el tamaño del material:
- Ancho del material (eje X)
- Largo del material (eje Y)
- Grosor del material (eje Z)
Para esta máquina trabajaremos normalmente con:
- Origen XY: abajo / izquierda
- Origen Z: superficie del material
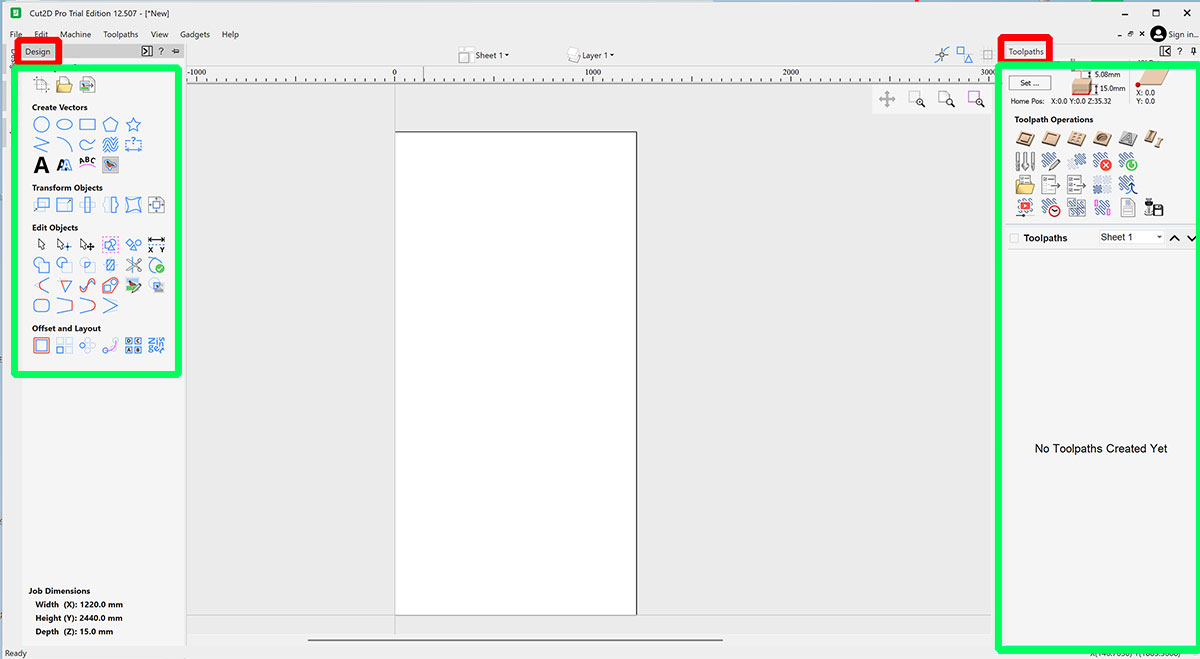
Interfaz general
La interfaz de Cut2D se organiza en tres áreas principales:
- Parte izquierda: herramientas de dibujo, importación y edición de vectores.
- Parte central: área de trabajo donde se colocan y ajustan los diseños.
- Parte derecha: creación de trayectorias de mecanizado.
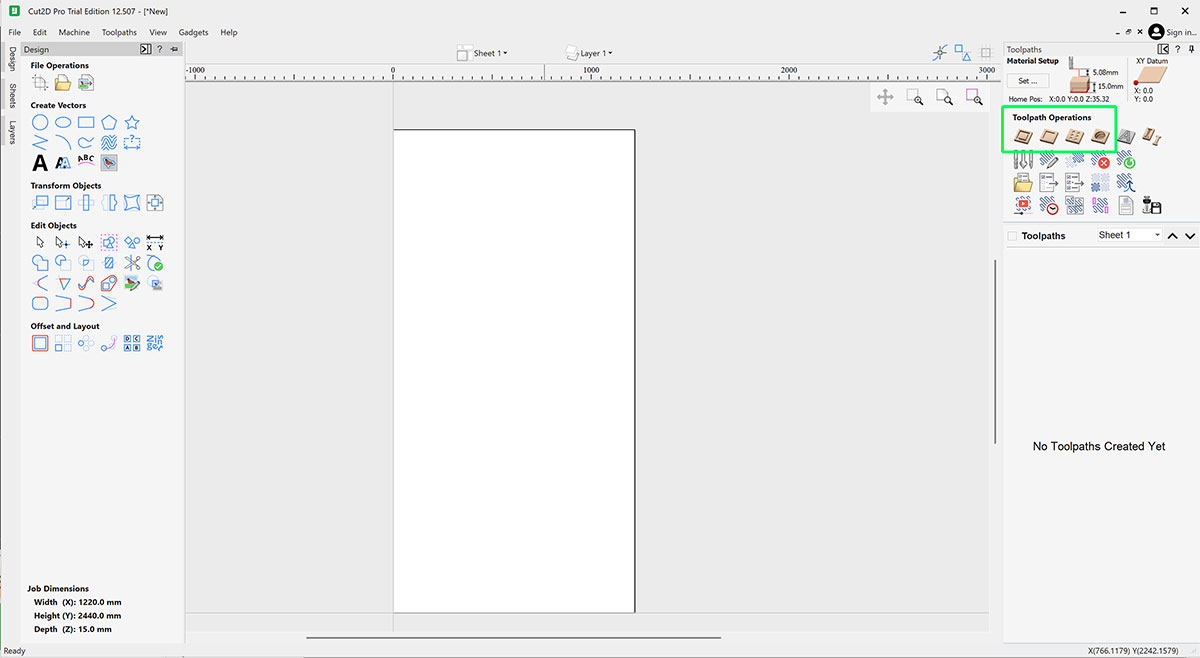
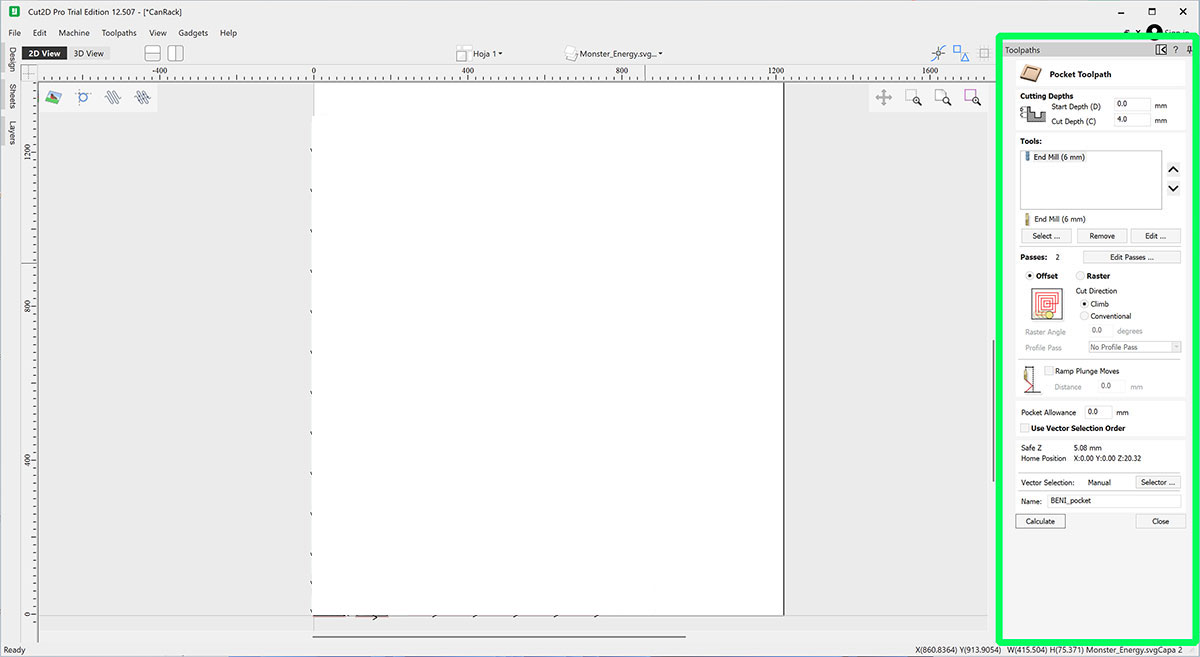
Tipos de trayectorias
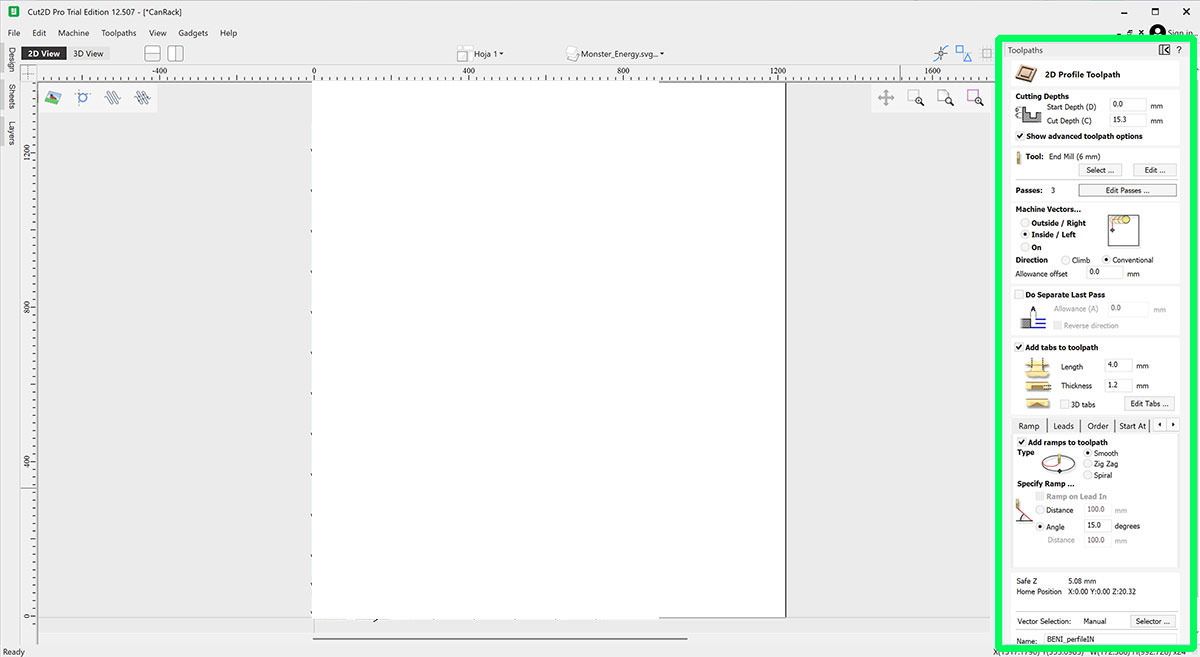
- Perfilado: cortar siguiendo el contorno de un vector.
- Cajeado: vaciar el interior de una forma.
- Taladrado: realizar agujeros en puntos concretos.
- Grabado: mecanizados superficiales o decorativos.
Simulación y exportación
Antes de exportar el archivo, conviene ejecutar siempre el simulador para revisar visualmente el mecanizado, comprobar profundidades, orden de operaciones y detectar errores.
Herramientas y fresas
En una fresadora CNC, la herramienta de corte es uno de los factores más importantes para conseguir un mecanizado limpio, seguro y eficiente. Elegir correctamente la fresa adecuada influye directamente en la calidad del acabado, la velocidad de trabajo y la vida útil de la herramienta.
Las fresas utilizadas en esta máquina son fresas de mango o vástago, diseñadas para trabajar a altas velocidades de rotación y evacuar la viruta generada durante el mecanizado.
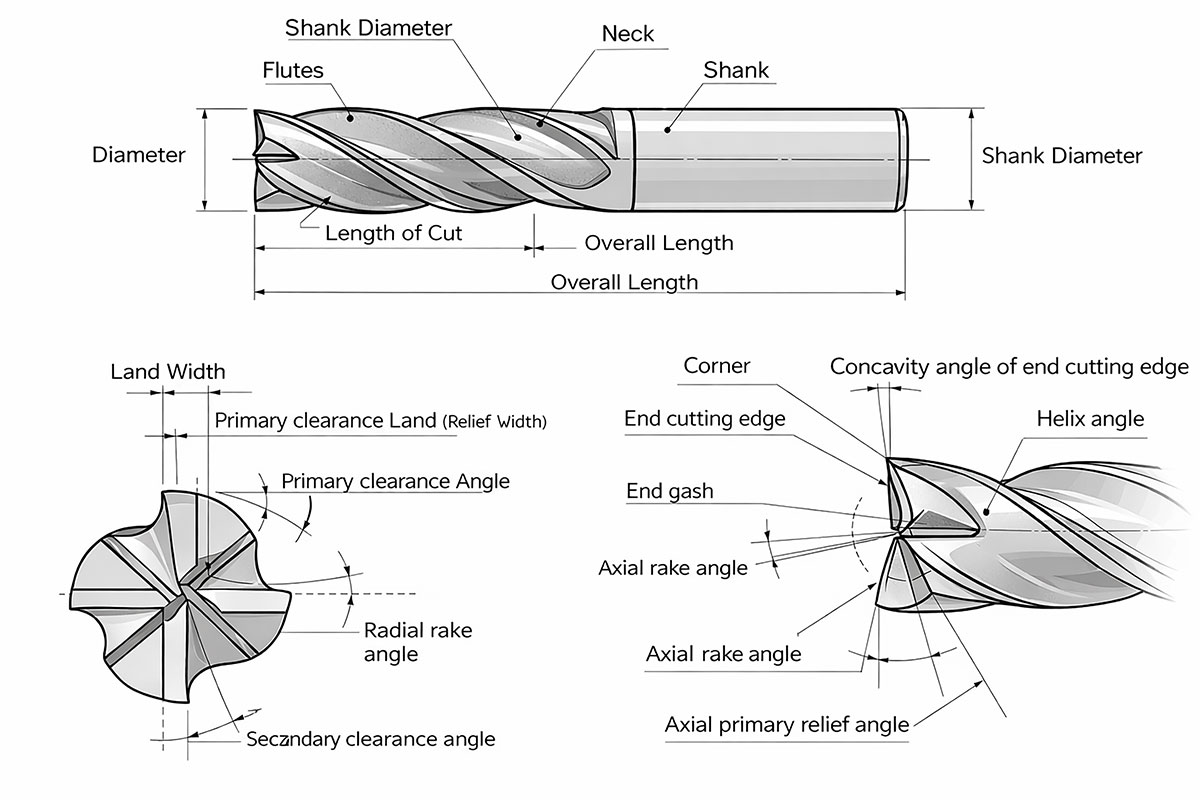
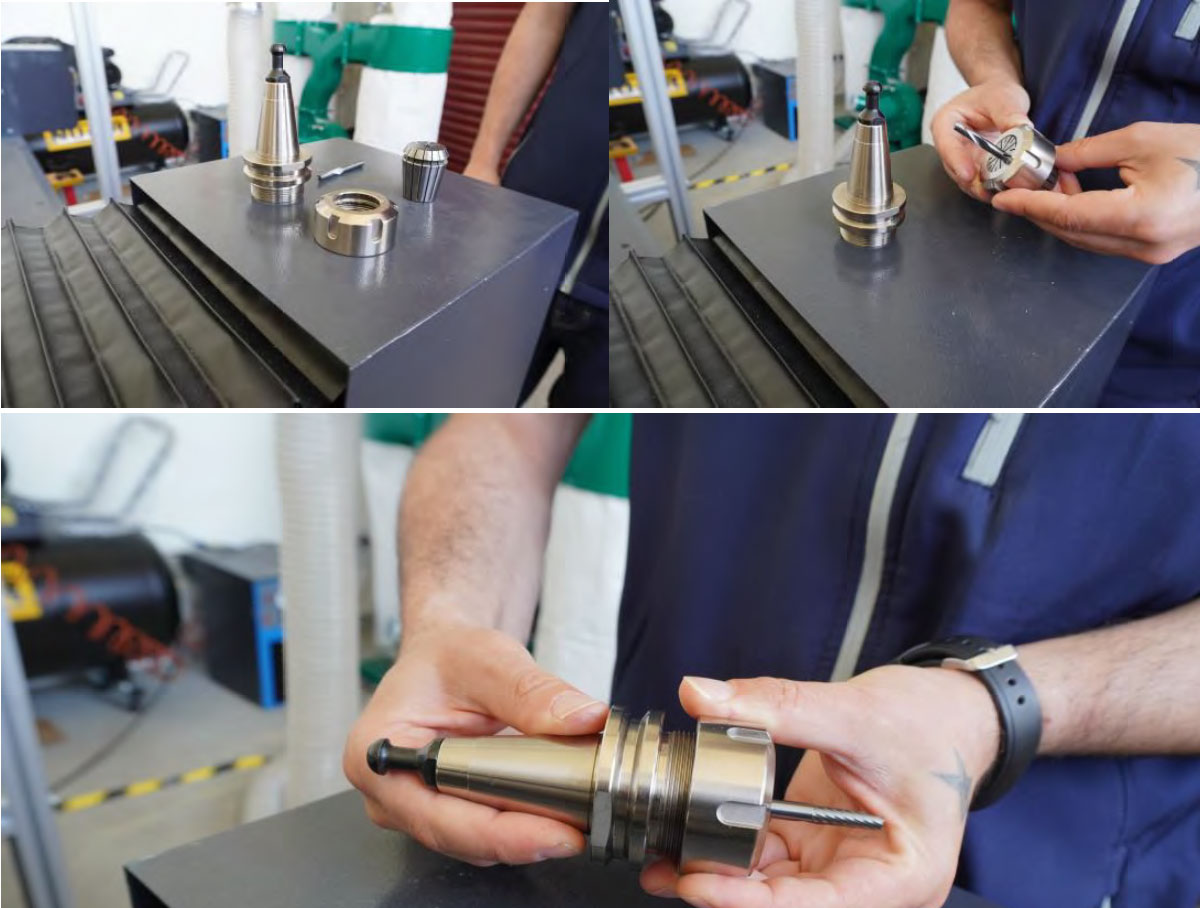
Partes de una fresa
Una fresa típica está formada por varias partes:
- Mango (shank): parte cilíndrica que se introduce en la pinza del husillo.
- Cuello (neck): zona de transición entre el mango y la zona de corte.
- Zona de corte: parte activa que entra en contacto con el material.
- Hélices o flautas (flutes): canales que evacuan la viruta y ayudan a reducir el calentamiento.
Material de las herramientas
| Material | Descripción | Dureza | Coste | Usos típicos |
|---|---|---|---|---|
| HSS (High Speed Steel) |
Acero rápido tradicional. Flexible y resistente a golpes. Menor resistencia al desgaste. |
Baja | Bajo |
Madera Plásticos Trabajos ligeros |
| HSS-Co (Cobalt Steel) |
HSS con cobalto. Mayor resistencia al calor. Más durabilidad. |
Media | Medio |
Aceros Acero inoxidable Mecanizado exigente |
| Solid Carbide |
Carburo de tungsteno sólido. Muy duro y preciso. Permite altas velocidades. |
Alta | Medio-alto |
CNC routers Maderas duras Plásticos Aluminio |
| Coated Carbide |
Carburo con recubrimientos (TiN, TiAlN, DLC…). Reduce fricción y desgaste. |
Muy alta | Alto |
Mecanizado industrial Aceros Aluminio Materiales abrasivos |
| PCD (Polycrystalline Diamond) |
Diamante policristalino. Extremadamente duro. Muy resistente al desgaste. |
Extrema | Muy alto |
Fibra de carbono Fibra de vidrio Composites Grafito |
| CBN (Cubic Boron Nitride) |
Material ultraduro. Gran resistencia térmica. Para metales muy duros. |
Extrema | Muy alto |
Aceros templados Superaleaciones Mecanizado de precisión |
Número de hélices (flutes)
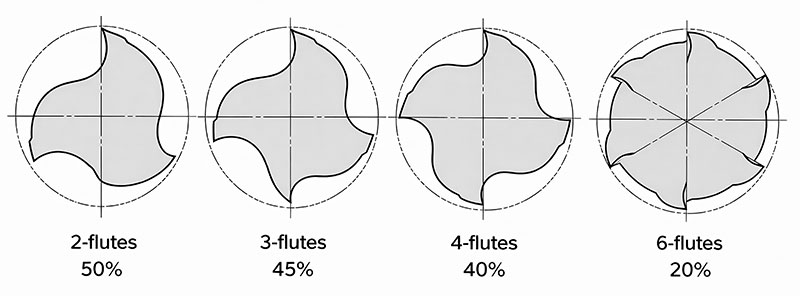
| 2 hélices | 3 hélices | 4 hélices | 6 hélices | |
|---|---|---|---|---|
| Ventajas |
Excelente evacuación de viruta. Adecuada para penetración vertical (sinking). Baja resistencia al corte. |
Excelente evacuación de viruta. Adecuada para penetración vertical. |
Alta rigidez. |
Alta rigidez. Mayor durabilidad del filo de corte. |
| Inconvenientes | Baja rigidez. | El diámetro no es fácil de medir. | Evacuación de viruta limitada. | Evacuación de viruta limitada. |
| Uso |
Ranurado, fresado lateral, penetración vertical, etc. Muy versátil. |
Ranurado, fresado lateral. Corte pesado y acabado. |
Ranurado poco profundo, fresado lateral y acabado. |
Materiales de alta dureza. Ranurado poco profundo y fresado lateral. |
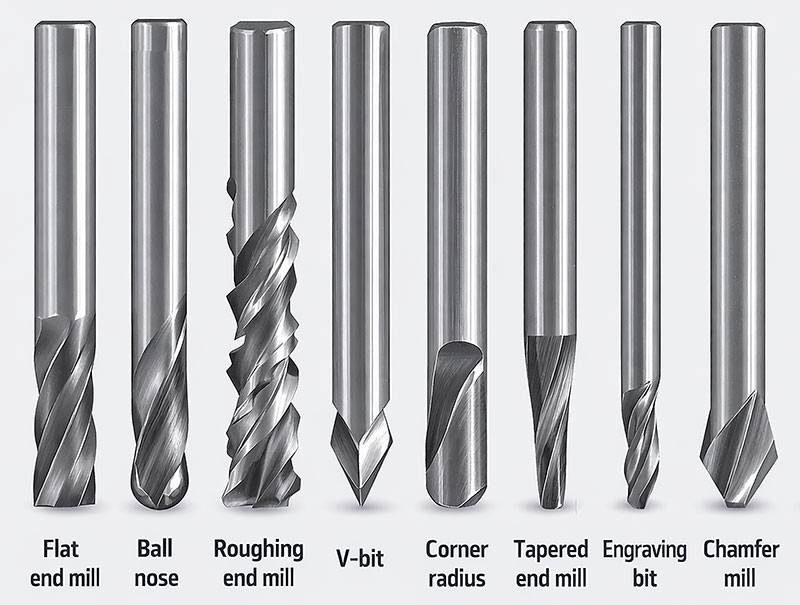
Tipos de fresas más habituales
| Tipo | Características principales | Usos principales |
|---|---|---|
| Flat end mill |
Punta plana. Permite cortes con fondo plano y bordes definidos. Muy versátil para mecanizado general. |
Corte de perfiles. Cajeados (pocketing). Mecanizado 2D general. Ranuras y contornos. |
| Ball nose |
Punta redondeada. Ideal para superficies curvas. Produce acabados suaves en geometrías 3D. |
Mecanizado 3D. Relieves y superficies orgánicas. Acabados en piezas curvas. |
| Roughing end mill |
Filos dentados o serrados. Diseñada para retirar gran cantidad de material. Buena evacuación de viruta. |
Desbaste rápido de material. Pasadas de desbaste antes del acabado. Mecanizados de gran carga. |
| V-bit |
Punta en forma de V. Disponible en distintos ángulos. Permite detalles finos y ancho de corte variable. |
Grabados. Chaflanes. Decoración. V-carving. |
| Corner radius |
Punta plana con esquinas redondeadas. Más resistente que una fresa plana convencional. Reduce el desgaste en las esquinas. |
Operaciones de acabado. Cajeados con esquinas suavizadas. Mecanizado general con mayor vida útil de herramienta. |
| Tapered end mill |
Geometría cónica. Mayor rigidez en herramientas de pequeño diámetro. Permite mecanizar zonas profundas o estrechas. |
Tallado 3D. Relieves profundos. Moldes y mecanizado de detalle. |
| Engraving bit |
Punta muy fina. Diseñada para cortes superficiales precisos. Permite líneas muy definidas. |
Grabado fino. Texto y letras. Marcado de piezas. Detalles decorativos. |
| Chamfer mill |
Geometría angular. Diseñada para biselar bordes. También útil para eliminar rebabas. |
Chaflanes. Acabado de cantos. Eliminación de rebabas. Preparación de piezas para ensamblaje. |
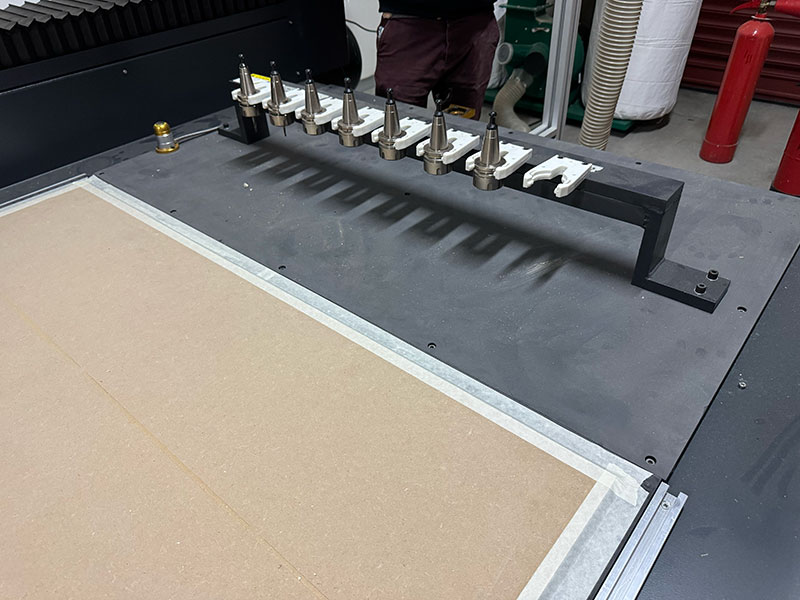
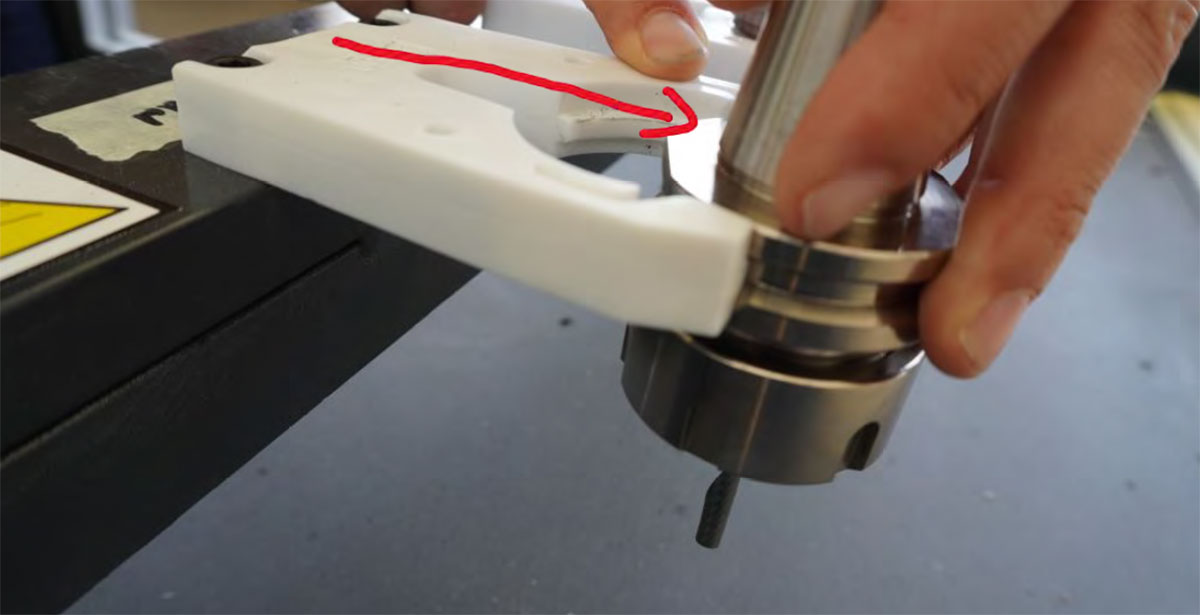
Cambio de herramienta y ATC
La CNC Bárcenas SW1325V dispone de un sistema ATC (Automatic Tool Changer) con hasta 8 posiciones. Cada herramienta debe:
- Montarse correctamente en su pinza ER.
- Colocarse en su posición correspondiente del cargador.
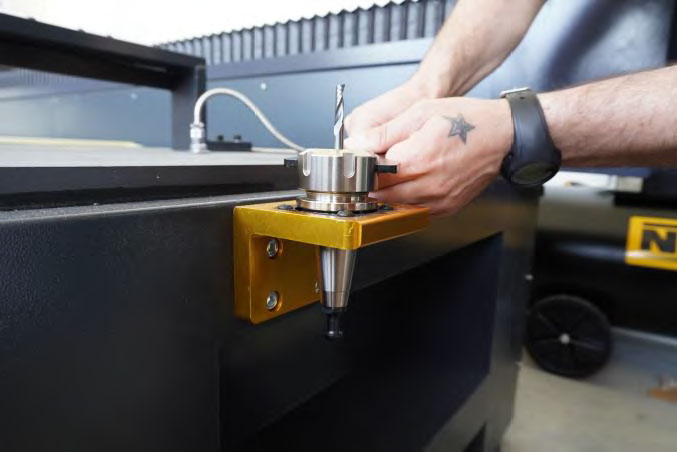
- Calibrarse mediante el sistema de medición de herramientas.
Parámetros de mecanizado
A diferencia de la cortadora láser, donde hablamos principalmente de potencia y velocidad, en fresado CNC el comportamiento del mecanizado depende de varios parámetros combinados.
Los más importantes son:
- RPM (velocidad de rotación del husillo)
- Feed rate (velocidad de avance)
- Depth of cut (profundidad de pasada)
- Step-over (paso lateral)
Ajustar correctamente estos parámetros es esencial para evitar:
- Rotura de herramientas
- Mala calidad de corte
- Sobrecalentamiento
- Vibraciones en el mecanizado
RPM (velocidad del husillo)
La velocidad de rotación indica cuántas vueltas por minuto realiza la herramienta. En esta máquina el husillo puede alcanzar aproximadamente 24000 RPM. Una velocidad demasiado baja puede provocar un corte irregular, mientras que una velocidad excesiva puede sobrecalentar la herramienta.
Feed rate (velocidad de avance)
El feed rate indica la velocidad a la que la herramienta se desplaza sobre el material durante el mecanizado. Se expresa normalmente en mm/min.
Un feed demasiado alto puede provocar:
- Rotura de herramienta
- Vibraciones
- Pérdida de precisión
Un feed demasiado bajo puede generar fricción excesiva y quemar el material.
Depth of cut (profundidad de pasada)
La profundidad de pasada determina cuánto material elimina la herramienta en cada recorrido. Una profundidad menor reduce el esfuerzo sobre la herramienta, mejora el acabado y aumenta el tiempo de mecanizado.
Step-over (paso lateral)
El step-over define la distancia entre pasadas paralelas. Este parámetro afecta a la calidad del acabado superficial y al tiempo total de mecanizado. Un step-over pequeño produce un acabado más fino, pero aumenta el tiempo de trabajo.
Test de parámetros (calibración del mecanizado)
Antes de trabajar con un material nuevo es recomendable realizar un test de parámetros. Esto permite encontrar una combinación adecuada de velocidad de avance, RPM y profundidad de pasada.
Procedimiento de prueba
- Diseñar una pieza de test con varias ranuras o cortes.
- Aplicar diferentes combinaciones de parámetros en cada zona.
- Mecanizar la pieza en el material elegido.
- Evaluar el resultado y comparar el comportamiento de la herramienta.
Qué observar durante la prueba
- Calidad del corte
- Presencia de rebabas
- Sonido del mecanizado
- Temperatura de la herramienta
- Estabilidad general de la máquina
Evaluación del resultado
Un buen conjunto de parámetros suele producir:
- Virutas limpias y bien definidas
- Sonido estable de corte
- Superficie uniforme
- Ausencia de vibraciones
Si el corte genera polvo muy fino o el material se quema, normalmente significa que el feed es demasiado bajo o las RPM demasiado altas.
Si aparecen vibraciones fuertes o rotura de herramienta, probablemente el feed o la profundidad de pasada son demasiado altos.
Documentación de parámetros
Una buena práctica en el laboratorio es documentar los parámetros que funcionan bien para cada material. Con el tiempo se genera una pequeña biblioteca de ajustes fiables que facilita preparar nuevos mecanizados.
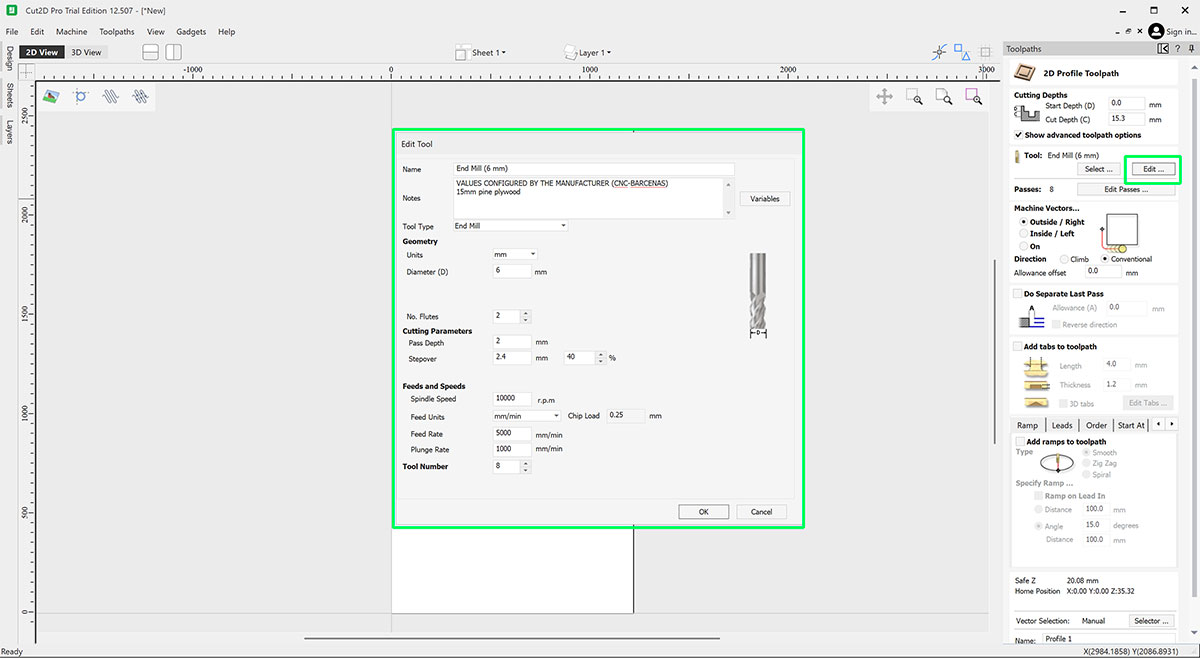
| Material | Fresa | RPM | Feed | Stepover |
|---|---|---|---|---|
| Contrachapado 15mm | 6 mm · 2 flautas | 18000 | 5000 mm/min | 4.5 mm |
* Esta tabla irá teniendo más registros a medida de mi experiencia de uso. Consulta en el FabLab la tabla de parámetros en función del material y fresa.
Estrategia de descentrado (Runout), fijación (fixturing), alineación (alignment) y trayectoria de la herramienta (toolpath strategy)
En mecanizado CNC, además de elegir correctamente la herramienta y los parámetros de corte, hay varios factores físicos que influyen directamente en la precisión y calidad del resultado. Entre los más importantes están el runout de la herramienta, la fijación del material (fixturing), la alineación del material y la estrategia de trayectorias (toolpaths).
Comprender y controlar estos aspectos ayuda a evitar errores de mecanizado, mejorar la calidad de las piezas y reducir el desgaste de las herramientas.
Runout (desalineación de la herramienta)
El runout es la desviación radial de la herramienta respecto al eje de rotación del husillo. En otras palabras, ocurre cuando la fresa no gira perfectamente centrada.
Incluso pequeñas desviaciones pueden provocar:
- Vibraciones durante el mecanizado
- Desgaste irregular de la herramienta
- Peor acabado superficial
- Errores dimensionales en la pieza
Causas habituales de runout
- Suciedad en la pinza o el portaherramientas
- Pinzas ER desgastadas
- Herramienta mal insertada
- Herramienta doblada o dañada
- Mala calidad de la herramienta
Cómo reducir el runout
- Limpiar siempre la pinza y el cono antes de montar una herramienta
- Insertar la herramienta lo suficiente dentro de la pinza
- Evitar herramientas excesivamente largas
- Comprobar que la herramienta está en buen estado
Fixturing (fijación del material)
El fixturing se refiere al sistema utilizado para sujetar el material durante el mecanizado. Una fijación correcta es fundamental para evitar que la pieza se mueva, reducir vibraciones, mantener la precisión del mecanizado y proteger la herramienta.
En una CNC de gran formato como esta, el sistema principal de fijación es la mesa de vacío, que mantiene el material adherido a la superficie mediante succión.
Sistemas de fijación utilizados
Mesa de vacío
- Sujeción rápida
- Buena distribución de la fuerza
- Permite mecanizar grandes paneles
Limitaciones: piezas muy pequeñas pueden no sujetarse bien y materiales porosos pueden reducir la eficiencia del vacío.
Tornillos o fijaciones mecánicas
Se utilizan cuando el material es pequeño, el vacío no es suficiente o se requiere una sujeción más firme.
Cinta de doble cara
A veces se utiliza para piezas pequeñas o materiales ligeros. Es una solución rápida, aunque no siempre adecuada para mecanizados agresivos.
Alignment (alineación del material)
La alineación del material consiste en colocar el tablero correctamente respecto a los ejes de la máquina. Si el material no está alineado con los ejes X e Y, pueden aparecer problemas como:
- Piezas desalineadas
- Cortes que no son paralelos al borde del material
- Errores en ensamblajes
Procedimiento de alineación
- Colocar el tablero contra una referencia recta de la mesa.
- Verificar que el borde del material sea paralelo al eje X.
- Si es necesario, ajustar ligeramente el material antes de activar el vacío.
- Comprobar visualmente que el origen del trabajo coincide con el diseño.
Toolpath strategy (estrategia de trayectorias)
La estrategia de trayectorias define el orden y la forma en que la herramienta mecaniza el material. Una buena estrategia permite reducir esfuerzos en la herramienta, mejorar la calidad del acabado, evitar desplazamientos de la pieza y optimizar el tiempo de mecanizado.
Orden de operaciones
- Taladrados
- Grabados o cajeados
- Desbaste
- Cortes finales
Los cortes exteriores suelen dejarse para el final para evitar que la pieza se suelte antes de tiempo.
Tabs o puentes de sujeción
En cortes completos es recomendable añadir tabs (pequeños puentes de material) para evitar que la pieza se desprenda antes de terminar el mecanizado. Estos pequeños puentes mantienen la pieza unida al material hasta el final del proceso y posteriormente se pueden cortar o lijar fácilmente.
Direcciones de mecanizado
Conventional milling
- La herramienta corta en dirección opuesta al avance
- Más estable en algunos materiales
- Menor riesgo de tirones
Climb milling
- La herramienta corta en la misma dirección que el avance
- Mejor acabado superficial
- Menor fricción
Normas de seguridad
Una fresadora CNC de gran formato combina herramientas girando a alta velocidad, proyección de virutas, ruido elevado, partes móviles y riesgos asociados a una mala fijación del material. Un uso seguro depende de seguir el procedimiento correctamente y mantener una supervisión constante del mecanizado.
Siempre debe de haber 2 personas presentes al operar con la máquina.
1) Protección personal y ropa adecuada
- Es obligatorio el uso de gafas de seguridad y protección auditiva.
- Recoger siempre el pelo si es largo.
- No llevar ropa suelta, pulseras, cordones ni objetos colgantes.
- Usar calzado adecuado y mantener la zona despejada.
2) Paro de emergencia y control de la máquina
- Conocer la ubicación de la seta de emergencia antes de empezar.
- Detener inmediatamente la máquina si hay una colisión, una vibración anormal o se mueve el material.
- Si la máquina entra en estado de bloqueo o warning, usar el reset del programa para volver al modo normal.
3) Fijación del material y herramientas
- Comprobar que el material está correctamente fijado antes de arrancar.
- No mecanizar nunca una pieza mal sujeta o con zonas al aire sin apoyo.
- Verificar que la herramienta está bien montada y correctamente calibrada.
- Una numeración incorrecta en el cargador ATC puede provocar errores graves.
4) Virutas, aspiración y limpieza
- Activar siempre la aspiración antes de comenzar el trabajo.
- Vigilar la correcta evacuación de virutas durante el mecanizado.
- No acumular restos sobre la mesa ni dejar suciedad alrededor de la máquina.
- Al finalizar, limpiar la zona por mantenimiento y por respeto al espacio compartido.
5) Partes móviles y zona de trabajo
- No introducir las manos en la zona de mecanizado mientras la máquina esté funcionando.
- Mantener distancia del pórtico y del husillo cuando estén en movimiento. Zona delimitada con marcas en el suelo.
- No intentar corregir manualmente una pieza o retirar restos con la máquina en marcha.

Checklist de seguridad (visual)
Checklist rápida que sigo antes de empezar y durante la ejecución de un trabajo en la fresadora CNC.