Bambu Lab · X1 Carbon
Impresión 3D — Operación y seguridad
Especificaciones de la máquina
La Bambu Lab X1 Carbon es una impresora 3D FDM de alto rendimiento diseñada para ser rápida, precisa y fácil de usar en el día a día. En comparación con máquinas más “manuales”, muchas de las tareas rutinarias aquí están automatizadas (nivelado de cama, calibración de flujo, compensación de vibraciones), por lo que puedes dedicar más tiempo a decisiones de diseño y menos a resolver fallos de impresión.
| Parámetro | Valor |
|---|---|
| Tecnología | FDM (Modelado por deposición fundida) |
| Volumen de impresión | 256 × 256 × 256 mm |
| Sistema de movimiento | CoreXY |
| Temperatura máxima del nozzle | Hasta 300 °C |
| Temperatura máxima de la cama | Hasta 120 °C |
| Conectividad | Wi-Fi (impresión y monitorización en red) |
| Funciones automáticas | Nivelado automático de cama, calibración de flujo, compensación de vibraciones, inspección de primera capa (LiDAR) |
| Multimaterial | Compatible con AMS (hasta 4 bobinas por AMS; ampliable) |
En uso real, la mayor diferencia no es solo la velocidad, sino la repetibilidad. Una vez ajustados los perfiles, la impresora tiende a producir resultados consistentes en múltiples impresiones.
Materiales compatibles
Una de las ventajas de la X1 Carbon es que no está limitada solo al PLA. Gracias a su cámara cerrada y a un hotend capaz de trabajar a altas temperaturas, puede manejar una amplia variedad de materiales, tanto comunes como más técnicos. Aun así, la elección del material sigue siendo importante: cada filamento se comporta de forma distinta y funciona mejor con su perfil adecuado.
- PLA
- PETG
- ABS
- ASA
- TPU (normalmente mejor sin AMS)
- Nylon (PA)
- Policarbonato (PC)
- Filamentos reforzados con fibra (fibra de carbono / fibra de vidrio)
Operación de la máquina
Encendido y comprobación rápida
La impresora arranca como si fuera un pequeño ordenador. Antes de empezar un trabajo, hago una comprobación rápida: la cama está limpia, el filamento está bien cargado y no quedan restos de plástico alrededor del nozzle. Son detalles pequeños, pero ayudan a evitar muchos de esos fallos “misteriosos”.
- Enciende la impresora (interruptor trasero) y espera a que cargue la pantalla.
- Comprueba que la cama de impresión está bien colocada y limpia.
- Confirma que el filamento correcto está disponible (o cargado en el AMS).
- Asegúrate de que no hay restos o acumulaciones de plástico alrededor del nozzle.

Flujo típico de impresión
- Prepara el modelo en Bambu Studio (orientación, soportes, material/perfil).
- Haz el slicing y revisa la vista previa del recorrido.
- Envía el trabajo por Wi-Fi e inicia la impresión.
- Observa la primera capa (sigue siendo el momento clave).
Calibración automática (qué hace por ti)
Si está activada, la impresora ejecuta rutinas automáticas como el nivelado de cama o la comprobación de flujo. Puede añadir un poco de tiempo al inicio del trabajo, pero compensa de sobra al evitar impresiones fallidas, especialmente en un laboratorio donde varias personas usan la misma máquina.
- Nivelado automático de cama
- Calibración de flujo
- Compensación de vibraciones
- Inspección de primera capa (LiDAR)
Flujo de trabajo en Bambu Studio (workflow)
Bambu Studio no es solo un slicer: es prácticamente el “centro de control” de la impresora. El flujo de trabajo es guiado e integrado, lo que lo hace especialmente cómodo en un entorno FabLab / Fab Academy: puedes pasar del modelo a la impresión sin depender de tarjetas SD ni de herramientas externas para monitorizar.
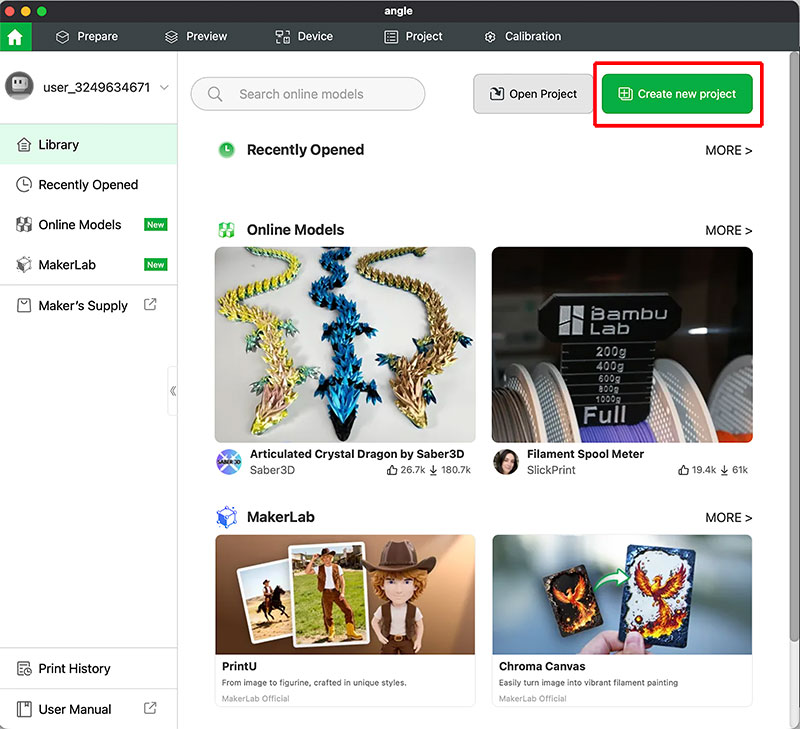
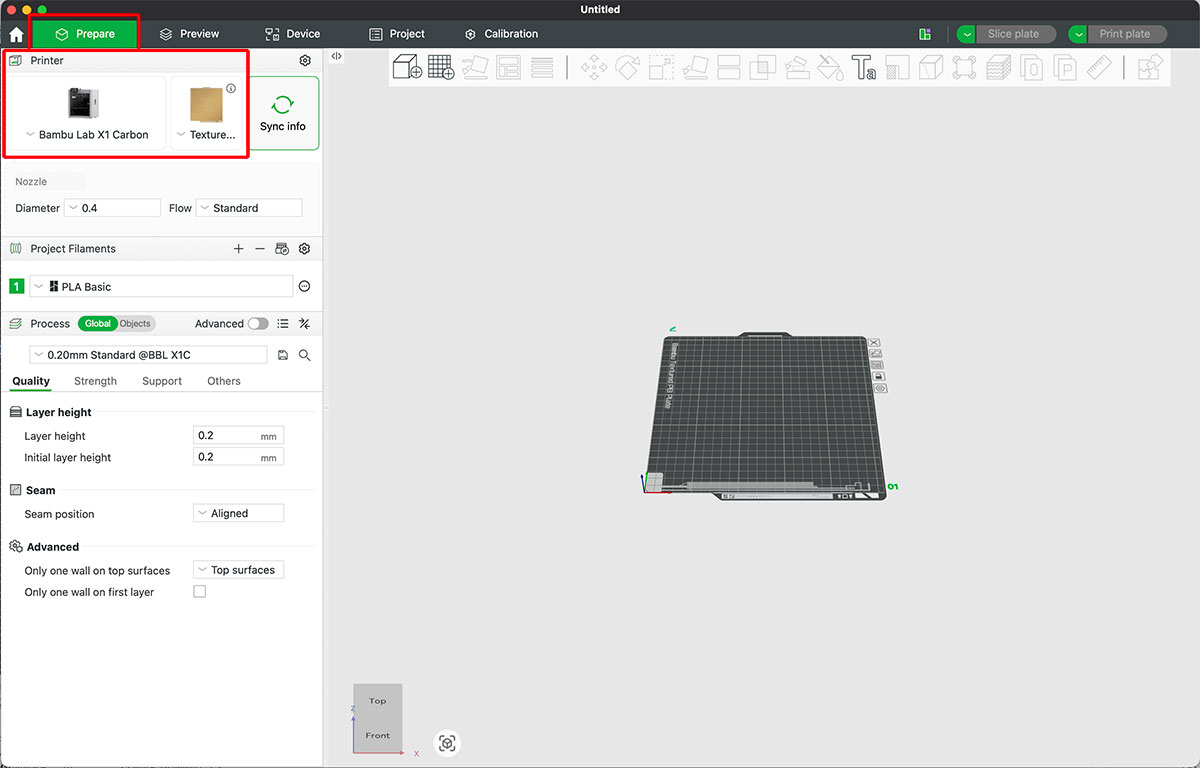
1) Importar y preparar el modelo
Primero selecciono "Crear un nuevo proyecto" y, dentro de la opción "Prepare", puedes elegir la impresora.
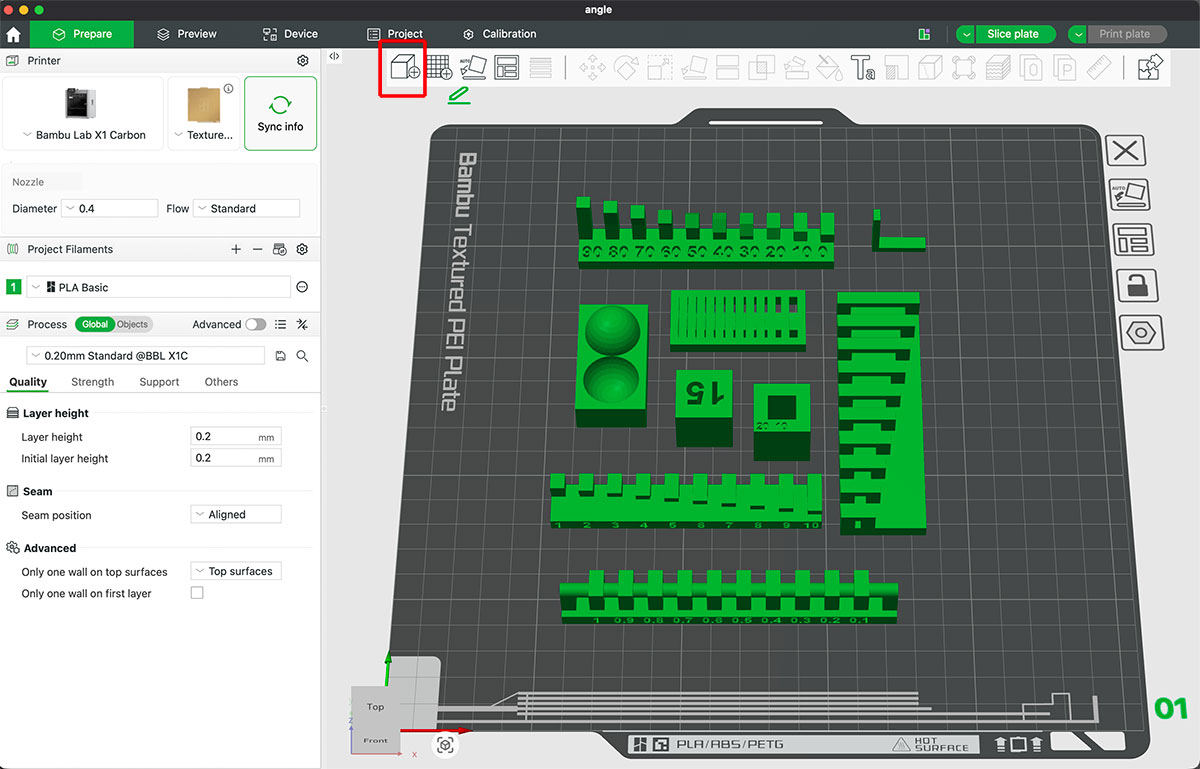
Después importo el archivo (normalmente STL o STEP). En este caso, importo todos los archivos .stl de prueba (disponibles en la siguiente sección). Una vez aparecen en pantalla, conviene hacer una revisión rápida: qué cara debe apoyarse en la cama, dónde conviene añadir soportes y si merece la pena separar la pieza. Una buena planificación suele ahorrar más tiempo que cualquier ajuste avanzado de parámetros.
Para trabajar de forma más práctica, separo los objetos, los coloco individualmente sobre la cama y aplico soportes donde considero que hacen falta, o ajusto parámetros de resistencia y calidad.
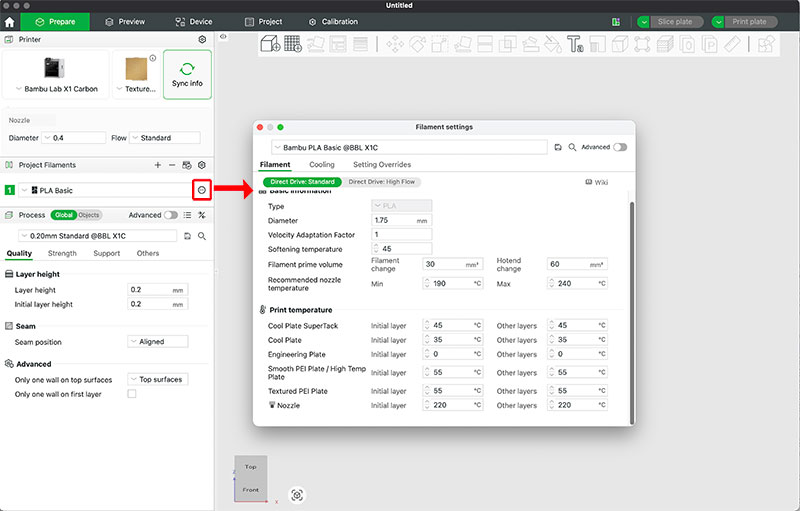
2) Elegir material y perfil de impresión
Aquí es donde Bambu Studio pone las cosas fáciles: eliges el material y un ajuste de calidad (borrador / estándar / alta calidad), y los perfiles por defecto ya funcionan bastante bien. Puedes profundizar más, pero para la mayoría de impresiones no hace falta.
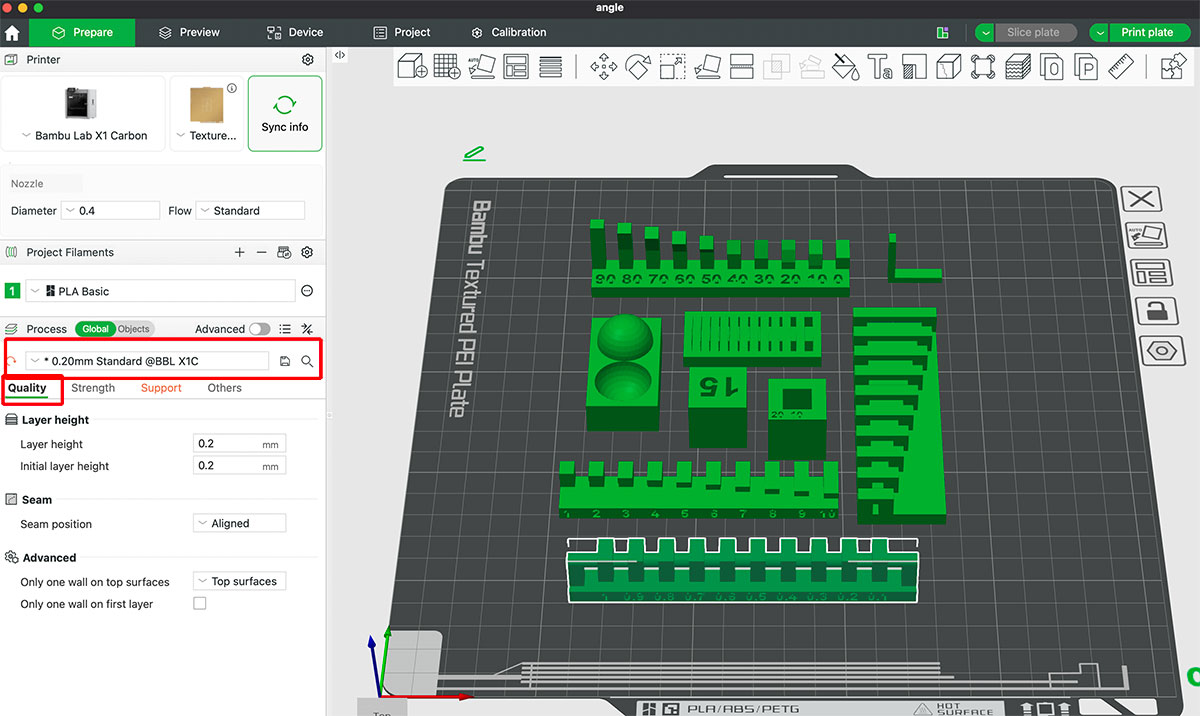
Junto al filamento, puedes entrar en los ajustes para ver todos sus parámetros y modificarlos si lo necesitas.
- Altura de capa (calidad superficial frente a velocidad)
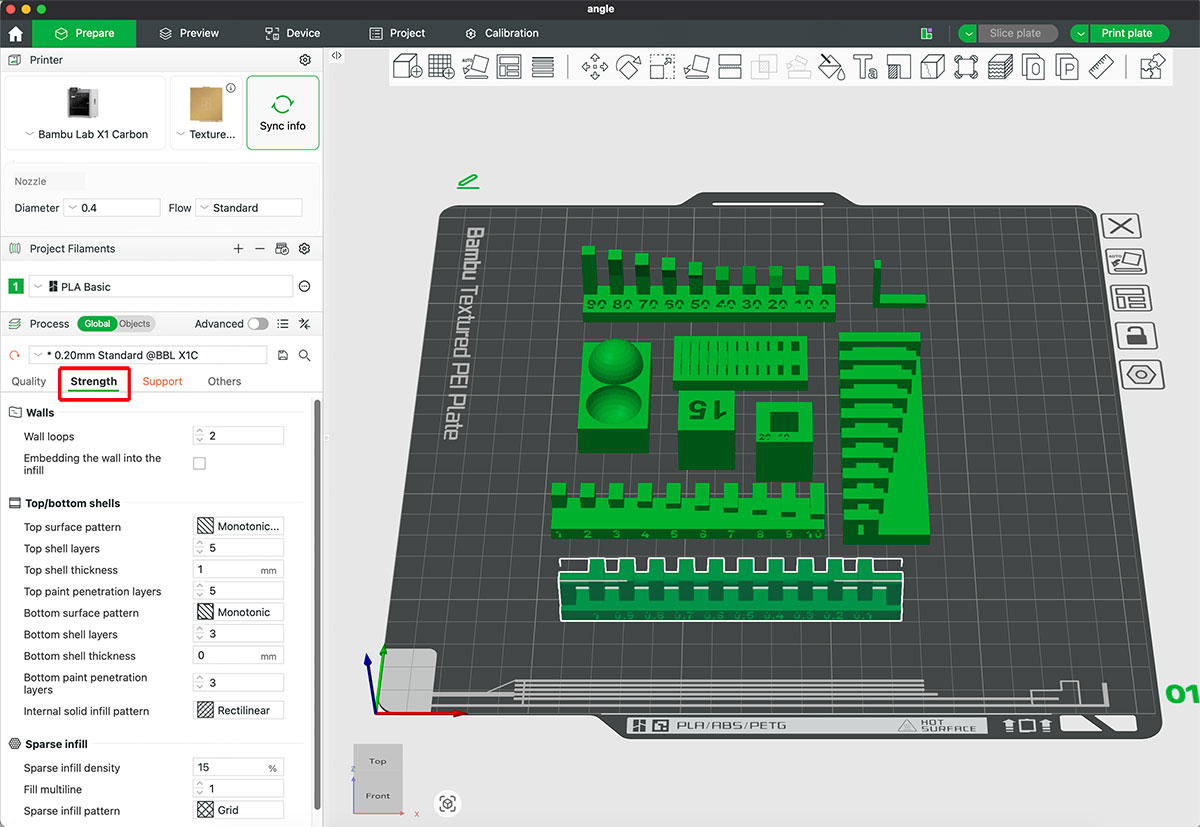
- Paredes/perímetros (resistencia y acabado)
- Relleno (peso frente a rigidez)
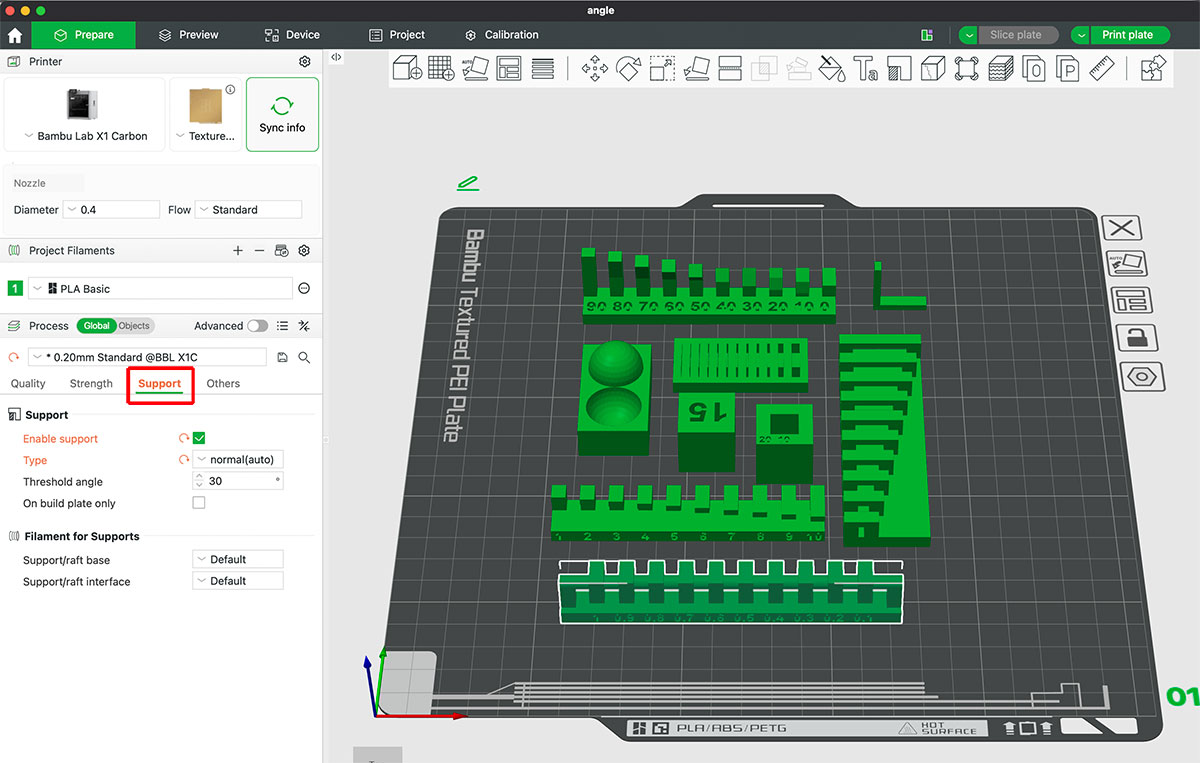
- Soportes (automáticos o ajustados manualmente)
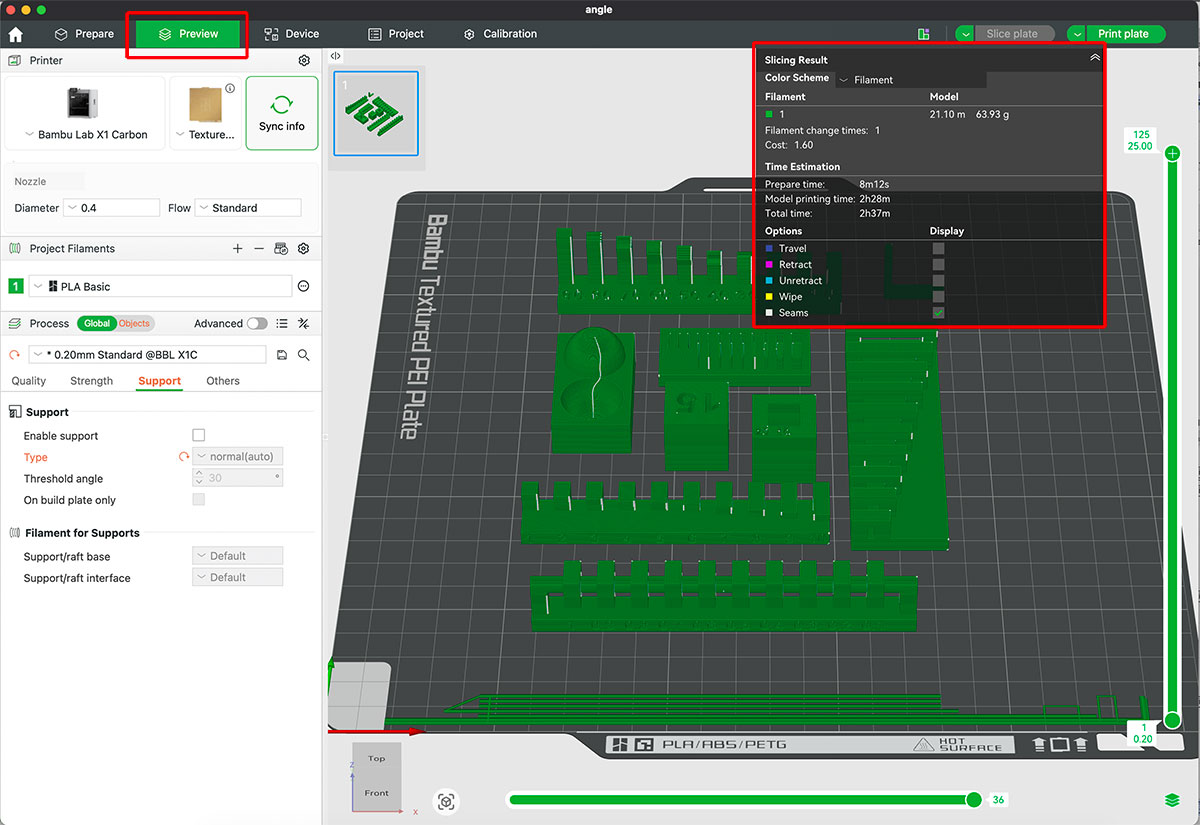
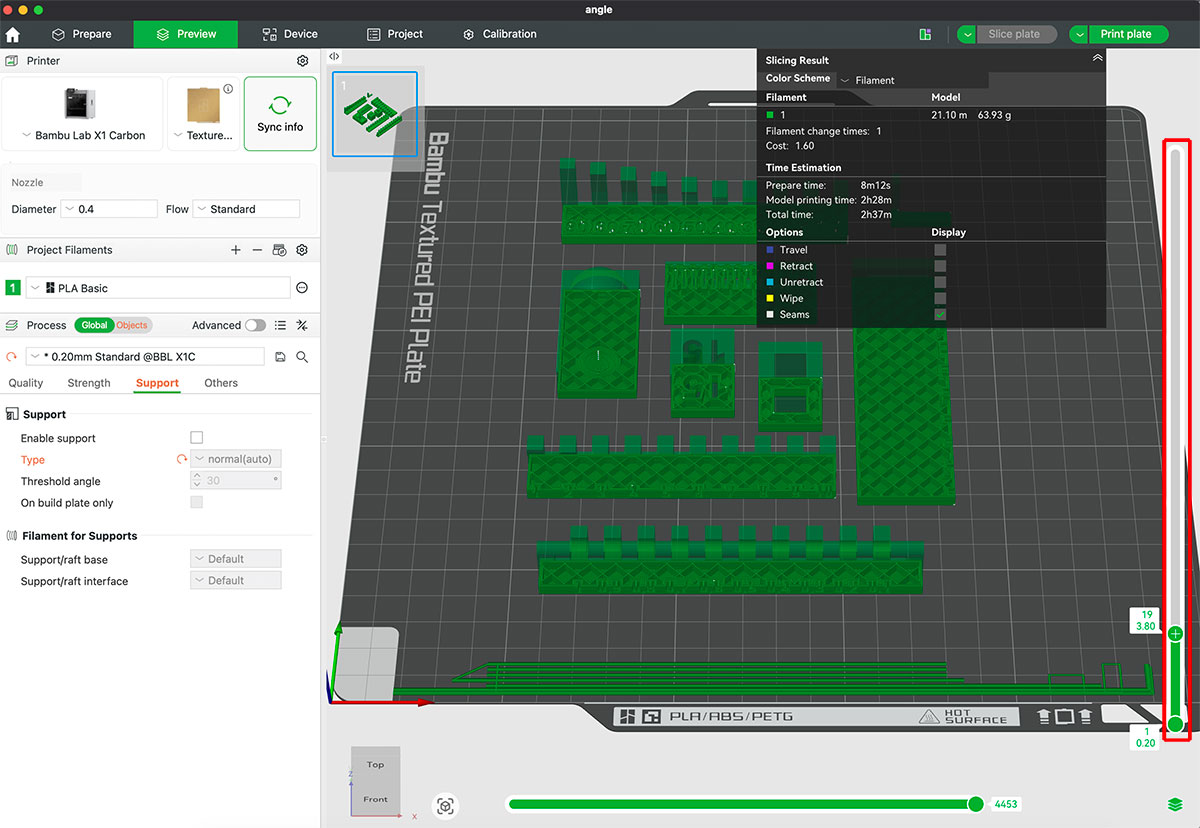
3) Slicing y vista previa (no te saltes este paso)
Después de hacer el slicing, siempre reviso la vista previa del recorrido durante unos segundos: soportes en su sitio, sin torres finas extrañas y con un relleno que tenga sentido para la función de la pieza. Es la manera más rápida de detectar errores antes de gastar tiempo y material.
En esta sección también puedes ver el tiempo estimado y la cantidad de material que se va a utilizar. Además, moviendo la barra lateral derecha, puedes ver la impresión paso a paso e incluso añadir paradas pulsando "+".
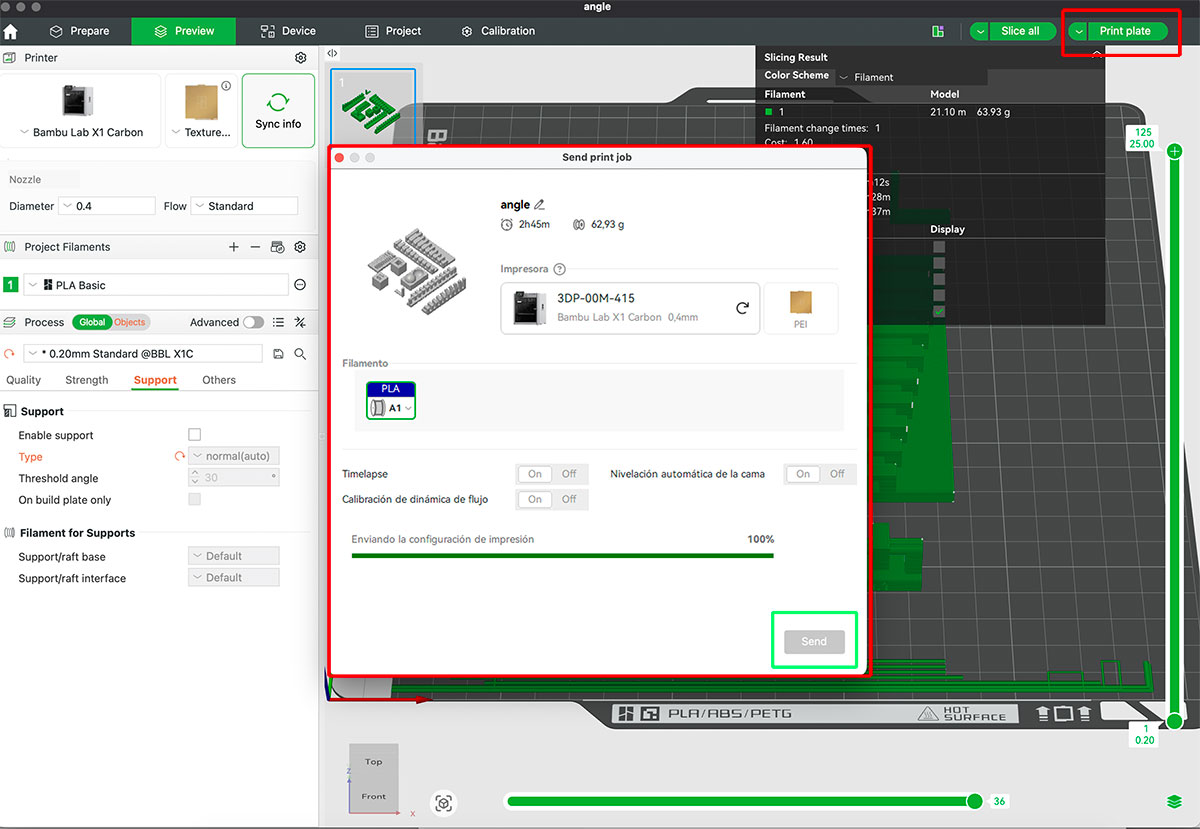
4) Enviar a imprimir (Wi-Fi)
Enviar el trabajo por red es una de las partes más cómodas. Desde Bambu Studio puedes mandar el archivo, lanzar la impresión y seguir el estado de la máquina sin tener que mover archivos manualmente.
5) Monitorizar y reaccionar
Durante la impresión, me centro sobre todo en vigilar la primera capa y los posibles cambios de filamento (si estoy usando AMS). Tener acceso a la cámara y al estado en tiempo real ayuda mucho, especialmente en trabajos largos: no hace falta estar pegado a la impresora, pero tampoco trabajas “a ciegas”.
Carga y descarga de filamento
La manipulación del filamento es sencilla, pero hacerlo con calma ayuda a evitar atascos. Lo más importante es esto: nunca fuerces el filamento cuando el nozzle está frío. La impresora puede calentar automáticamente para cargar o descargar, así que no hay motivo para forzarlo.
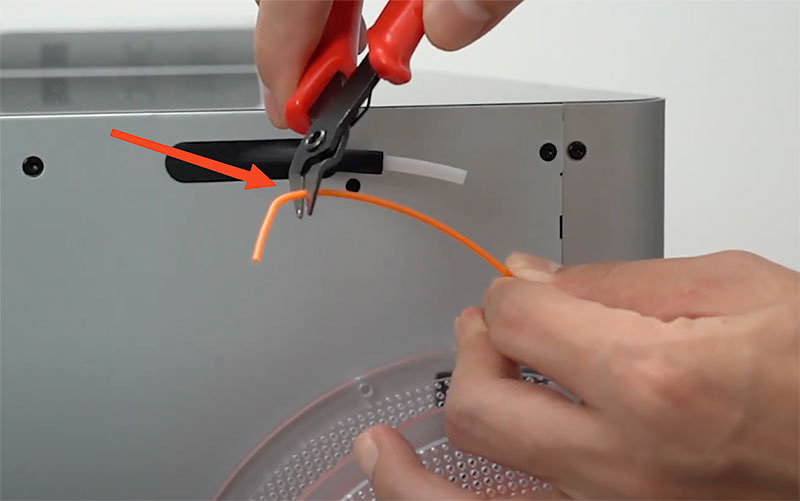
Carga manual (sin AMS)
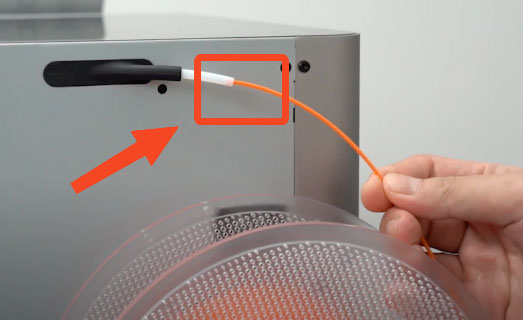
- Corta la punta del filamento en ángulo (así entra mejor).
- Introdúcelo en la entrada de filamento.
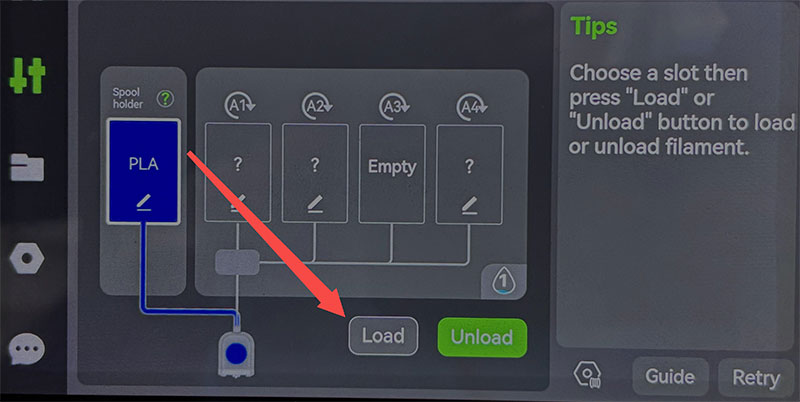
- En la pantalla táctil, selecciona Load.
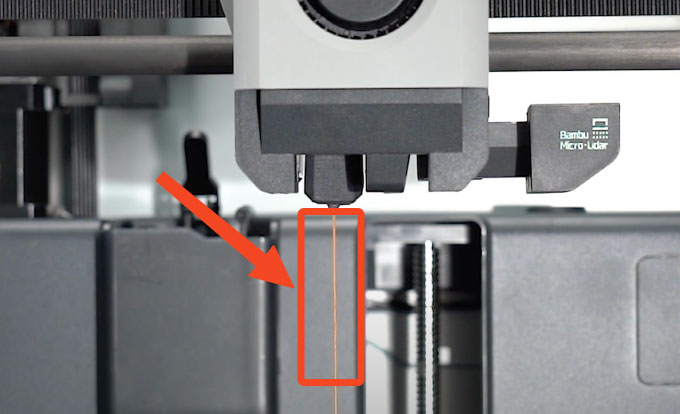
- Espera hasta que el nozzle se caliente y la extrusión salga de forma estable.
Carga manual con AMS
Cargar el filamento con AMS es todavía más sencillo:
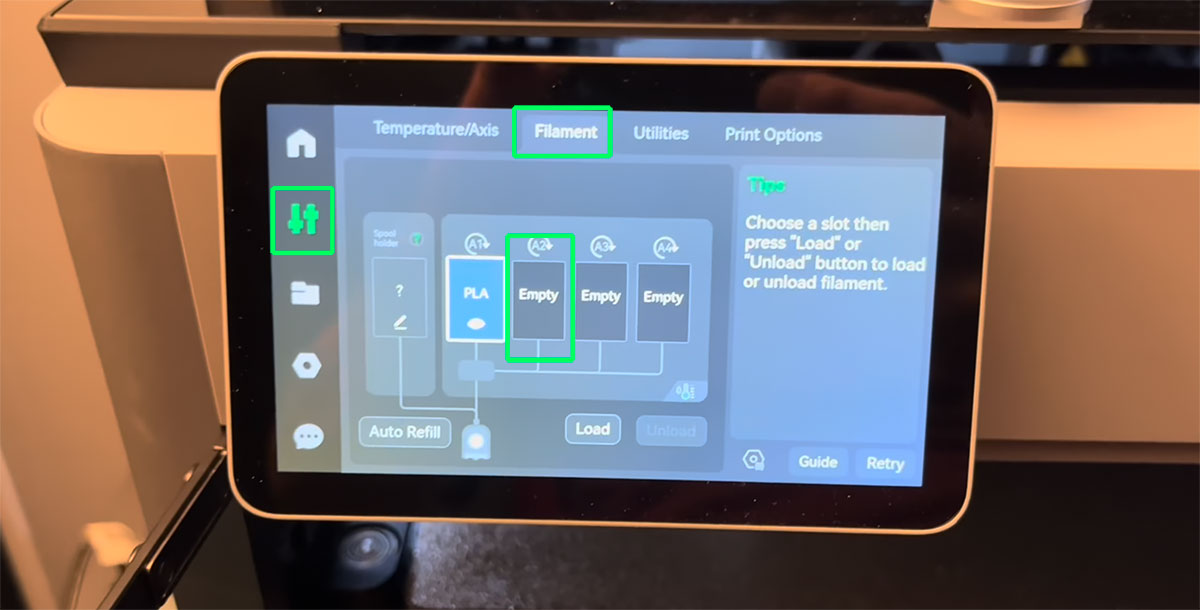
- Toca en la pantalla la opción de filamento y selecciona una posición vacía (sin filamento cargado) pulsando "load".
- Corta el filamento e introdúcelo en la entrada de filamento.
- Espera hasta que el nozzle se caliente y la extrusión salga de forma estable.

Descarga manual
- En la pantalla táctil, selecciona Unload.
- Deja que la impresora caliente el nozzle hasta la temperatura adecuada.
- Retira el filamento suavemente cuando la máquina te lo indique.
AMS (Automatic Material System)
El AMS es, en la práctica, una mejora muy cómoda para el día a día: puede cargar y descargar filamento automáticamente y cambiar de bobina para trabajos multicolor o multimaterial. Además, reduce bastante los errores humanos al cambiar bobinas manualmente.
- Hasta 4 bobinas por unidad AMS
- Cambio automático de filamento
- Detección de fin de filamento
- Gestión ordenada de bobinas (muy útil en laboratorios compartidos)
Reglas de diseño para tu impresora 3D
Incluso con una impresora fiable, no todas las geometrías se imprimen igual. Para entender los límites reales de esta configuración (máquina + material + perfiles), imprimí una serie de archivos de prueba estándar. La idea es sencilla: observar los resultados, detectar los puntos débiles y sacar reglas de diseño prácticas que pueda aplicar en proyectos futuros.
Archivos de prueba de referencia
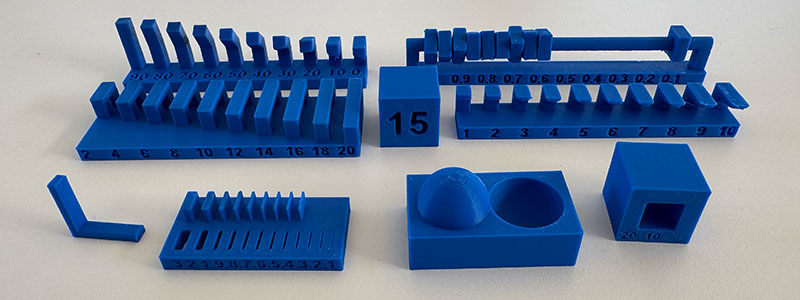
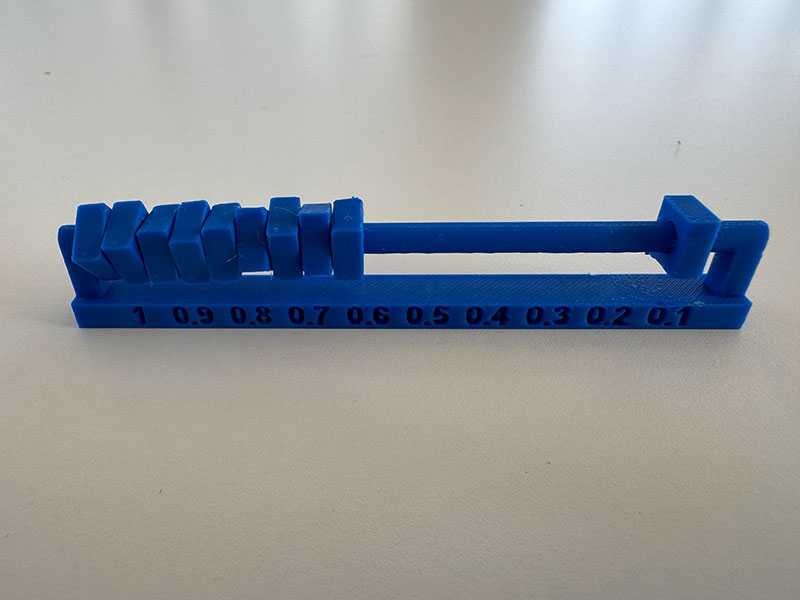
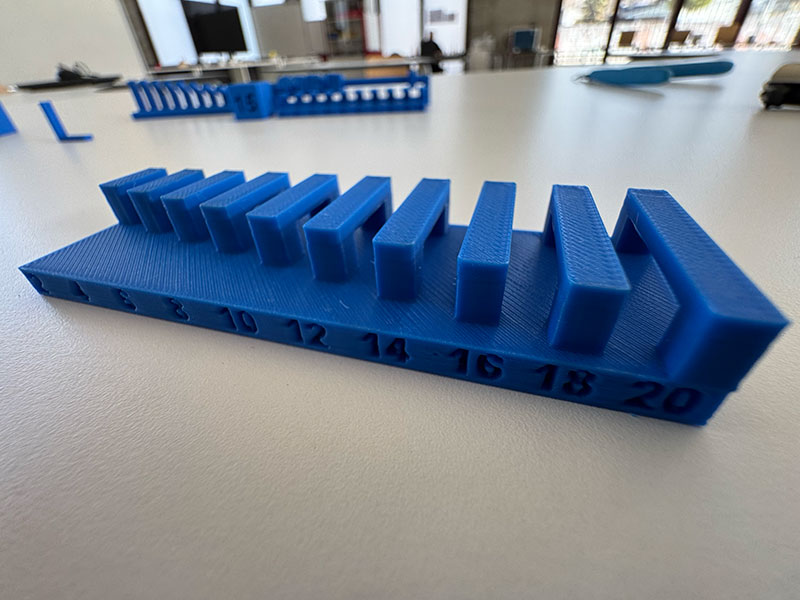
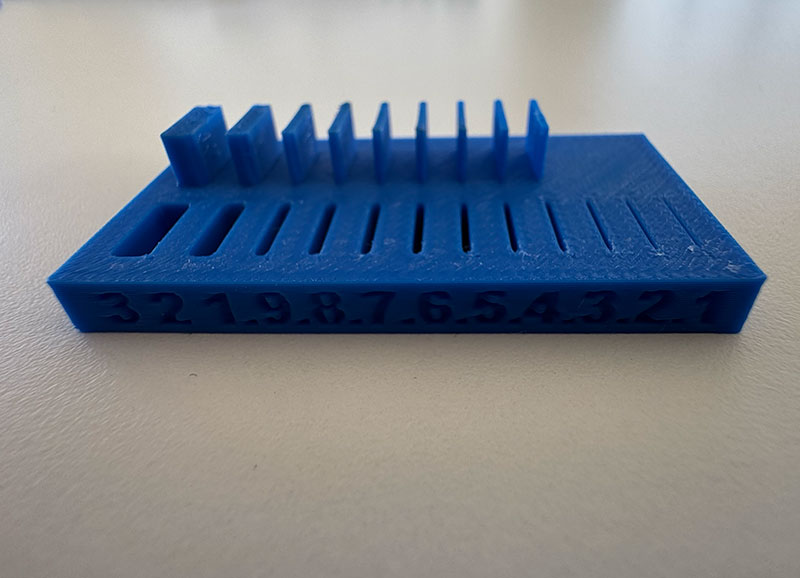
1) Clearance
Determina la holgura mínima necesaria para imprimir piezas móviles ya ensambladas.
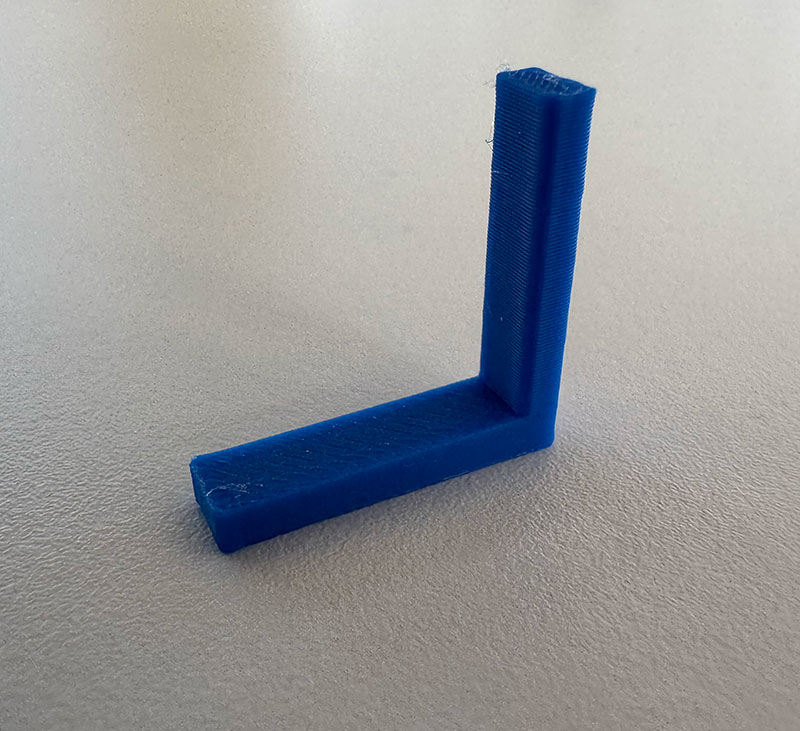
2) Angle
Comprueba la consistencia dimensional en planos inclinados.
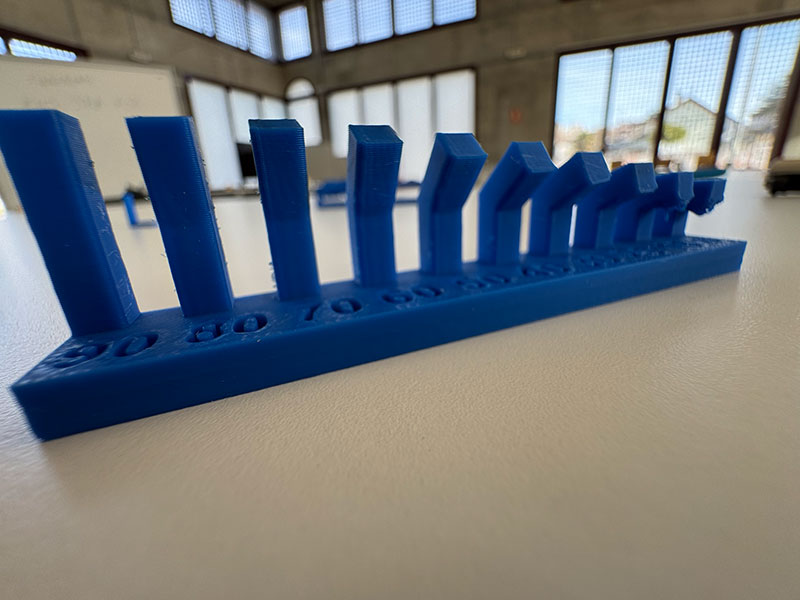
3) Free Overhang
Evalúa salientes sin soporte y pequeños elementos “flotantes”.
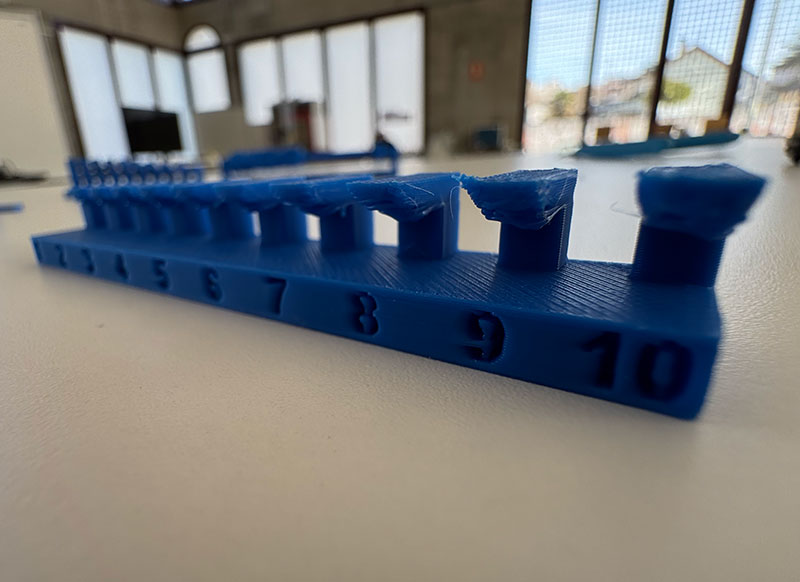
4) Bridging
Evalúa qué tal salva la impresora huecos sin necesidad de soportes.
5) Wall Thickness
Evalúa el espesor mínimo de pared que la impresora puede reproducir correctamente.
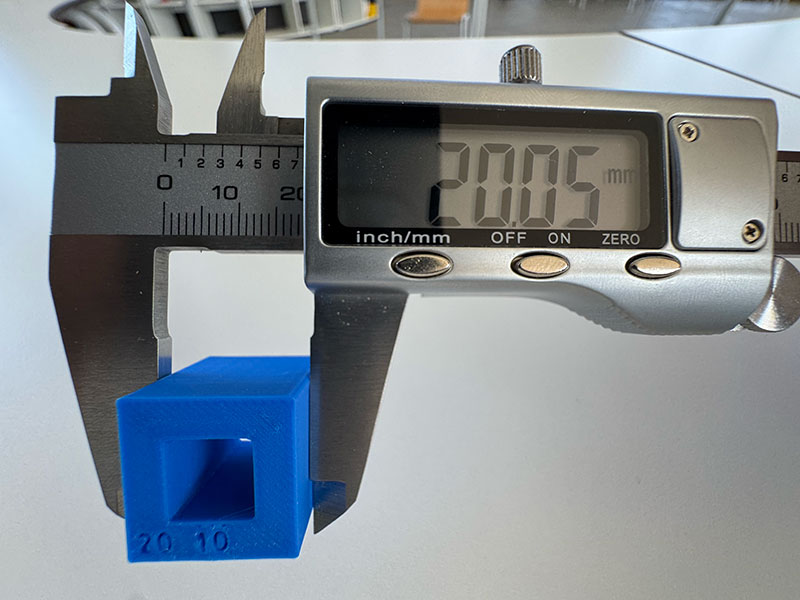
6) Dimensional Accuracy
Compara las dimensiones diseñadas con las medidas reales de la pieza impresa.
7) Anisotropy / Orientation
Muestra cómo cambia la resistencia de la pieza según la orientación de impresión.
8) Surface Finish
Analiza la calidad visual de la superficie con distintas alturas de capa.
9) Infill
Compara el comportamiento estructural con distintos porcentajes y patrones de relleno.

Parámetros de filamento e impresión utilizados en esta prueba:
| Parámetro del filamento | Valor |
|---|---|
| Tipo | PLA - HD |
| Diámetro | 1,75 mm |
| Temperatura de impresión | 190 - 230 ºC |
| Temperatura de cama | 50 - 70 °C |
| Nozzle | 0,4 mm |
| Parámetros de impresión usados | |
| Altura de capa | 0.20 mm |
| Resistencia | 2 paredes |
| Relleno | 15% |
| Soportes | sin soportes (excepto clearance.stl) |
| Tiempo estimado | 2h37' |
| Filamento estimado | 64 gr |
Mantenimiento básico
La X1 Carbon es bastante “autosuficiente”, pero aun así agradece un mantenimiento sencillo. La mayoría de los problemas de impresión que he visto vienen de una cama sucia, de filamento viejo o de pequeñas acumulaciones de plástico alrededor del nozzle, no de fallos complejos de hardware.
- Limpia la cama de impresión con regularidad (la adhesión depende de ello).
- Retira restos de filamento o hilos alrededor de la zona del nozzle.
- Mantén el filamento seco (especialmente PETG, Nylon y PC).
- Comprueba que los ventiladores y conductos de aire no estén obstruidos por polvo.
- Actualiza el firmware cuando sea necesario (según la política del laboratorio).
Normas de seguridad
Aunque no haya láser, una impresora 3D sigue implicando superficies calientes, partes móviles y, dependiendo del material, también aspectos relacionados con la calidad del aire. Trabajar de forma segura depende, sobre todo, de tener buenos hábitos y no tomar atajos.
1) Riesgos térmicos (nozzle y cama)
- El nozzle puede alcanzar 300 °C, así que evita tocar nada cerca del hotend durante o justo después de imprimir.
- La cama puede llegar a 120 °C, por lo que conviene esperar a que se enfríe antes de retirar las piezas.
- Usa herramientas (espátula, pinzas) cuando sea necesario y hazlo con calma para evitar resbalones o golpes.
2) Partes móviles
- Mantén las manos alejadas mientras la impresora está trabajando (el sistema CoreXY se mueve rápido).
- Evita ropa suelta o accesorios cerca del sistema de movimiento.
- No abras paneles ni metas la mano dentro mientras la máquina está en movimiento.
3) Humos y ventilación (según el material)
- Cuando imprimas materiales técnicos (por ejemplo ABS o PC), asegúrate de que la sala esté bien ventilada.
- Mantén los filtros en buen estado y sigue las normas del laboratorio para cada material.
- Si notas un olor fuerte o irritación, detén la impresión y ventila la zona.
4) Límites eléctricos y de mantenimiento
- No abras los compartimentos internos de electrónica.
- Haz únicamente las tareas de limpieza y mantenimiento básico para las que estés formado.
- Si algo suena raro o parece ir mal, para la impresión y consulta con el responsable del laboratorio.
Checklist de seguridad (visual)
Checklist rápido que sigo antes de empezar y mientras la X1 Carbon está trabajando.