As this week was is all about crafting something that is big, i instently thought of building a fossball machine but later i changed the plan an build a shooting table game named SHOOT BALL
Emergency Stop: During tool operation, the SPACEBAR on your computer keyboard serves as a Panic/Stop/Halt button. Pressing it will immediately halt the tool's movement. Your ShopBot is also equipped with a STOP Button that you can place in a convenient location on your tool. Pressing this button will stop the tool's movement and, on a PRSalpha ShopBot or Buddy, cut power to the spindle/router.
Attention Required: Your ShopBot, when used in conjunction with a router or other power tool, is a versatile tool movement system that can reduce woodworking risks. However, care and attention are necessary for safe operation.
Safety Instructions:
Read: Familiarize yourself with the tool and its operation by reading the manual thoroughly before use. Also, read related manuals for the router/spindle mounted on your ShopBot.
Practice: Practice operating the ShopBot with the computer and ShopBot Control Software before activating the router/spindle.
Protection: Always turn off the router or power tool before loading, positioning a workpiece, or adjusting the tool's position. Do not change router bits or cutters without unplugging the power tool or ensuring it won't accidentally activate.
Hold-Down: Secure the workpiece firmly to the work surface before cutting. Always stand clear of the tool during operation and protect yourself from flying debris or broken cutters.
Alertness: Never operate the tool when fatigued.
Eye and Ear Protection: Always wear eye and ear protection when operating the ShopBot.
Attendance: Never leave the tool unattended while it's running. Unexpected cutting errors or workpiece slippage may occur.
STARTING WITH MACHINE INTRODCUTION
The ShopBot PRSalpha is a precision CNC machine renowned for its accuracy and versatility in woodworking, plastics, and aluminum. Featuring a heavy-duty welded steel frame, precision ball screws, and high-quality linear guides, it ensures stability and delivers exceptional precision and repeatability. With a range of spindle options and expandable bed size, users can customize it to suit their specific cutting requirements. Controlled through user-friendly software interfaces, it allows for easy design, simulation, and execution of projects. Safety features such as emergency stop buttons and protective enclosures ensure operator safety, making it ideal for professional-level cutting, carving, and milling tasks. Compatible with various file formats including G-code, DXF, and STL, it empowers users to bring their creative visions to life with efficiency and reliability.
MACHINE DIMENSIONS
MACHINE SPECIFICATIONS
XY Move Speed (with full cutting force): Variable, max. 18.2m/min.
Z Move Speed (with full cutting force): Variable, max. 9.14m/min.
XY Positioning Speed: Variable, max. 45.7m/min.
Z Positioning Speed: Variable, max. 22.86m/min.
Step Resolution: 0.010mm
Linear Cutting Force: Approximately 68 Kg
X and Y Axis Drive System: Rack and Pinion
Z Axis Drive System: Rack and Pinion
Input Voltage: 220v single-phase, 230v 3-phase and 380/460V 3-phase power options are available, depending on tool and configuration.
The PRSalpha requires a fused disconnect installed by a licensed electrician. Spindle may require 3-phase.
CUTTING TOOLS
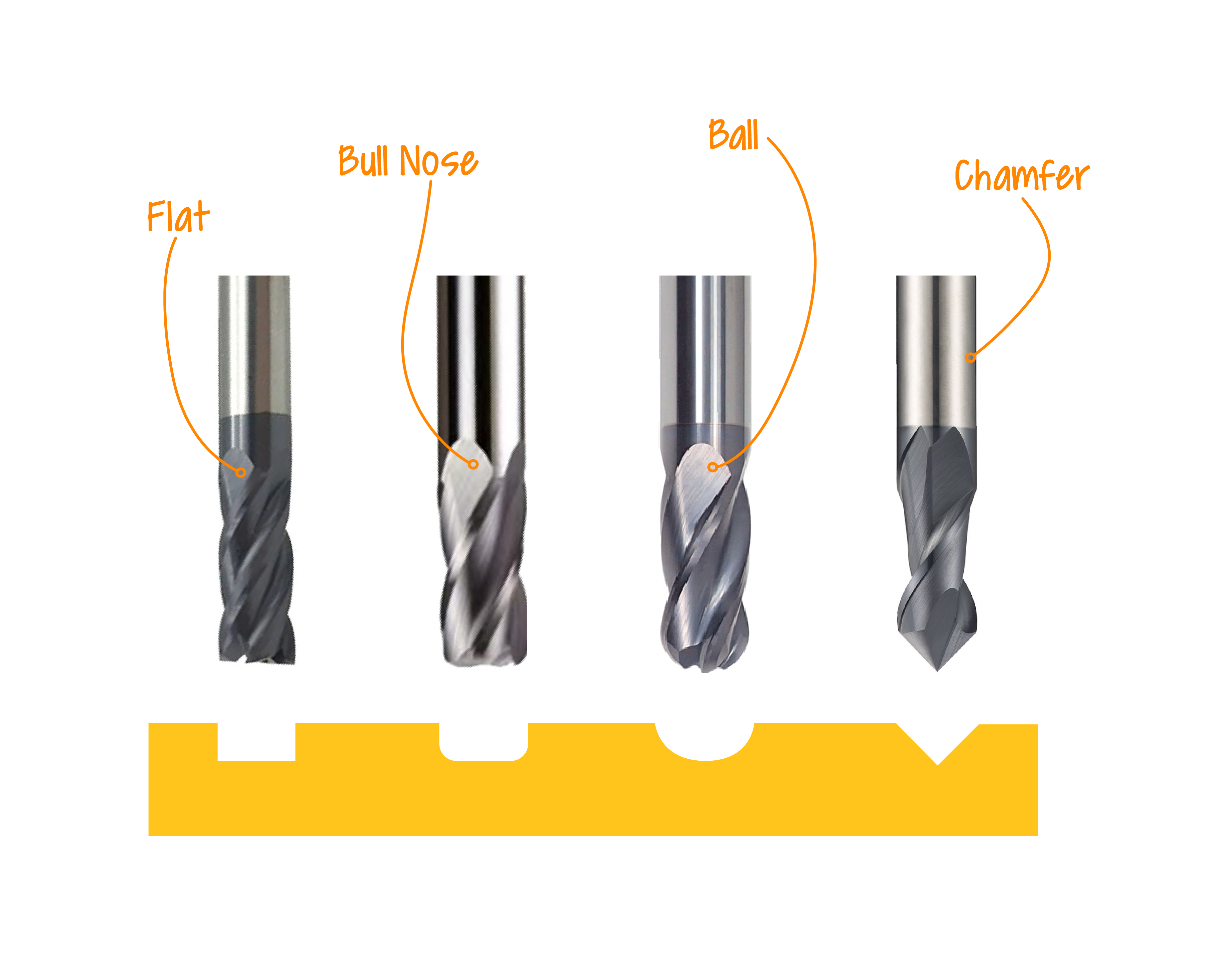
End Mills: End mills are one of the most common types of cutting tools used in CNC routing. They feature cutting edges on the end face and/or periphery and come in various shapes and sizes for different cutting applications.
Ball Nose End Mills: These end mills have a rounded end and are suitable for 3D contouring, engraving, and sculpting operations. They are often used to create smooth, rounded surfaces and intricate details.
Flat End Mills: Flat end mills have a flat cutting surface and are ideal for flat-bottomed pockets, slots, and surface milling operations. They are versatile tools suitable for a wide range of cutting tasks.
V-Bits: V-bits have a V-shaped cutting edge and are commonly used for engraving and chamfering applications. They produce sharp, precise cuts with defined angles, making them ideal for creating decorative designs and text.
Router Bits: Router bits are similar to end mills but are typically larger in size and used for heavy-duty cutting tasks. They are suitable for shaping, profiling, and edge trimming operations on various materials.
Drill Bits: Drill bits are used for drilling holes in the workpiece. CNC routers equipped with drill bits can perform drilling operations with precision and accuracy.
DIFFRENT TYPES AND FLUTES
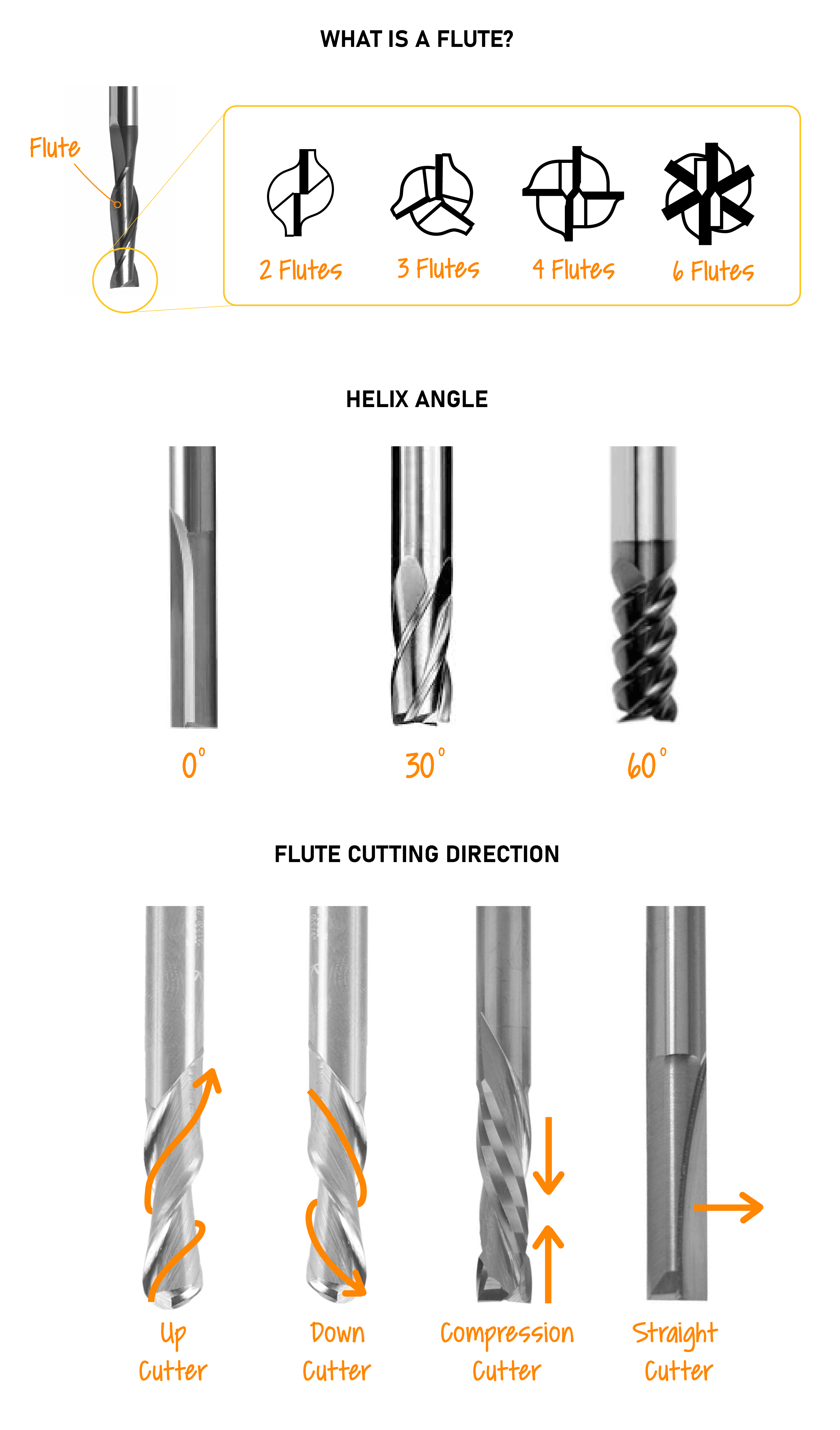
Up-Cut Router Bits:
Up-cut router bits have flutes that spiral upward toward the router's spindle.
These bits are designed to pull chips and debris up and out of the cut, which helps prevent chip buildup and improve chip evacuation.
Up-cut bits are commonly used for cutting operations where chip removal is critical, such as through-cutting and slotting. They are also suitable for materials like wood, plastic, and aluminum.
Down-Cut Router Bits:
Down-cut router bits have flutes that spiral downward toward the router's spindle.
Unlike up-cut bits, down-cut bits push chips downward into the cut, which helps to prevent chip-out and surface splintering on the top surface of the workpiece.
These bits are often used for cutting operations where a clean top surface finish is desired, such as cutting laminates or veneers and machining soft materials like plywood or MDF.
Compression Router Bits:
Compression router bits feature a combination of up-cut and down-cut flutes.
The bottom portion of the bit has up-cut flutes, while the top portion has down-cut flutes. This unique design compresses the workpiece between the two cutting edges, resulting in clean cuts on both the top and bottom surfaces.
Compression bits are ideal for cutting double-sided laminates, veneers, or materials with delicate surface layers where chip-out and surface splintering must be minimized.
FLUTES
Router bits can have different numbers of flutes, which are the cutting edges on the tool.
The number of flutes typically ranges from one to four or more, with each configuration offering unique cutting characteristics.
A higher number of flutes generally results in a smoother finish on the workpiece due to more cutting edges engaging with the material simultaneously.
Single-flute router bits are often used for aggressive cutting and chip evacuation in soft materials, while multi-flute bits are preferred for finer detail work and improved surface finish.
The choice of flute count depends on factors such as material type, cutting speed, depth of cut, and desired surface quality.
COLLET CHUCKS AND HOW DO THEY WORK
A collet chuck is a clamping device used to hold cutting tools securely in place during CNC machining operations. It consists of a metal sleeve with tapered slots that grip the tool shank when tightened. Here's how collet chucks work:
Inserting the Tool: To use a collet chuck, the operator inserts the tool into the collet, ensuring that the tool shank fits snugly into the tapered slots.
Tightening the Collet: The collet chuck is then tightened using a collet nut or wrench. As the nut is tightened, it compresses the collet, causing it to contract and grip the tool tightly.
Securing the Tool: Once tightened, the collet firmly secures the tool in place, preventing it from slipping or moving during machining operations.
Changing Tools: When changing tools, the operator loosens the collet nut to release the tool. The old tool is removed, and the new tool is inserted and secured using the same process.
Precision Clamping: Collet chucks provide high clamping force and concentricity, ensuring precise tool positioning and minimal runout during machining. This helps maintain accuracy and surface finish in CNC routing operations.
DESIGINING A FOSSBALL TABLE
In Fusion 360, designing a foosball table with a kerf bend on the sides involved several key steps to ensure precision and functionality. Initially, I created a new design project and set up the parameters for the foosball table, including dimensions, material type, and desired features such as the playing surface, player rods, and goal posts.
Next, I utilized sketching tools to outline the overall shape of the foosball table, including the dimensions of the playing area, the curvature of the corners, and the placement of the player rods. I paid close attention to ergonomics and standard foosball table dimensions to ensure an authentic playing experience.
After finalizing the basic layout, I added details such as score counters, ball return mechanisms, and decorative elements to enhance the table's aesthetics and functionality. This involved creating additional sketches and using features like extrusions, revolves, and patterns to bring these components to life.
To accommodate the kerf bend on the sides, I utilized Fusion 360's sheet metal environment. I created a flat pattern of the side panels and applied a calculated kerf offset to account for material removal during cutting. This ensured that the final bent panels would match the intended dimensions and seamlessly integrate with the rest of the design.
Throughout the design process, I regularly reviewed and adjusted the model to optimize its manufacturability and performance. Fusion 360's parametric modeling capabilities allowed me to easily make changes and iterate on the design as needed,
credit - tuvie design
SCALED DOWN MODEL CUTTING IN CARDBOARD
After completing the design process in Fusion 360, the next step was to prepare the foosball table design for manufacturing using a Zund cutting machine. First, I scaled down the design to match the desired size specifications for the foosball table, ensuring that all components were proportionally adjusted.
Using Fusion 360, I exported the design files in a compatible format for the Zund cutting machine, such as DXF or DWG. These file formats are commonly used for transferring 2D design data between CAD software and cutting machines.
Once the design files were exported, I imported them into the Zund cutting software, where I further refined the cutting parameters and toolpaths. This involved specifying the cutting depth, tool type,
MY FIRST TEST CUT
To test a piece of the kerf bend and assess its bending properties without risking damage or cracking on the ShopBot CNC machine, I followed a systematic approach to ensure safety and accuracy.
Firstly, I selected a small test piece from the material intended for the kerf bend. This test piece should be representative of the material's properties and thickness, allowing for an accurate assessment of its behavior during bending.
Next, I designed and programmed a simple test pattern in Fusion 360, consisting of multiple parallel lines with varying kerf widths to simulate the kerf bend. The test pattern should cover a range of kerf widths to determine the optimal settings for the desired bend angle and material type.
Once the test pattern was designed, I exported the file in a compatible format for the ShopBot CNC machine, such as DXF
V CARVE SOFTWARE
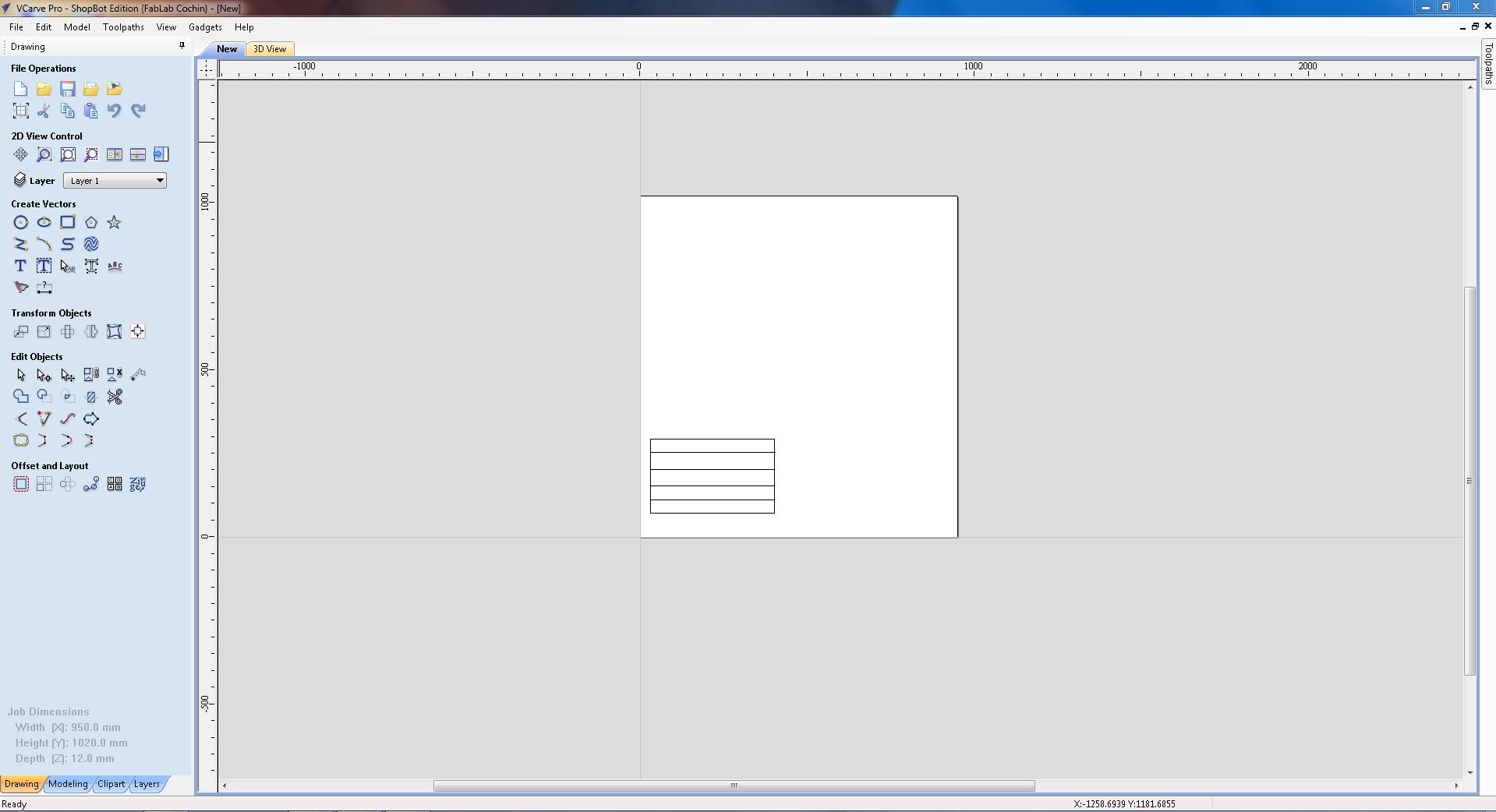
1. Design Setup:
Within this setup, I first added the design file of the test piece and utilized the drawing tool to create circles at strategic locations. These circles were intended to serve as reference points for placing wood screws to secure the material during the kerf bending test.
2. Defining the Toolpath:
Once the reference circles were added, I defined the toolpath for the kerf bending test, carefully specifying the desired kerf width and bend angle. I also set the start depth and cut depth parameters to ensure that the cutting tool would penetrate the material to the correct depth for the kerf bend.
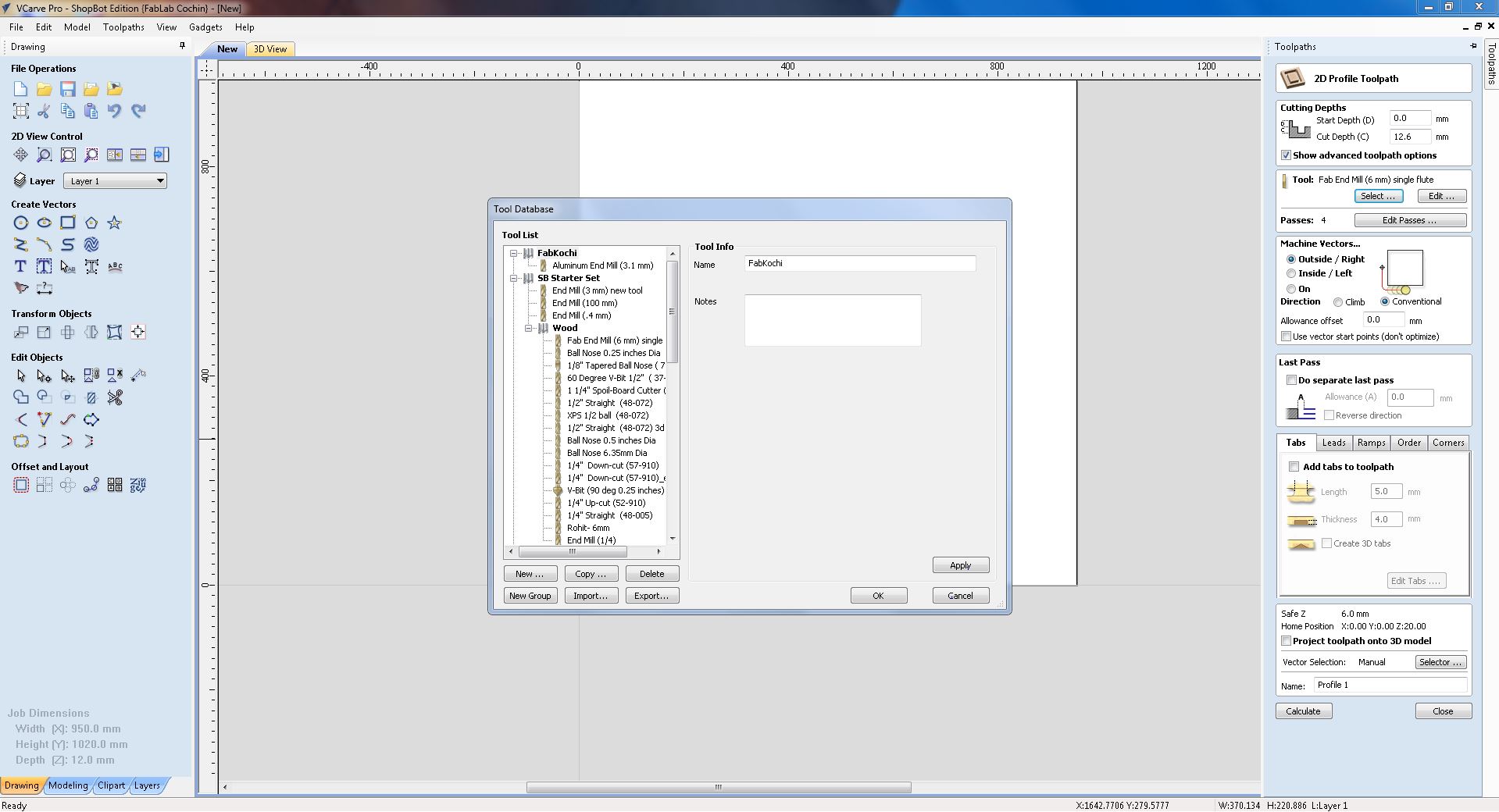
3. Selecting the Cutting Tool:
Additionally, I selected the tool size as a 6mm single flute upcut bit, suitable for cutting through the material efficiently while minimizing tear-out and ensuring clean edges.
4. Creating the Profile Cut Toolpath:
After that, I created the profile cut toolpath and set the tool depth as 11mm, just 1mm before the intended bend. This ensured that the material would be adequately prepared for the kerf bend operation.
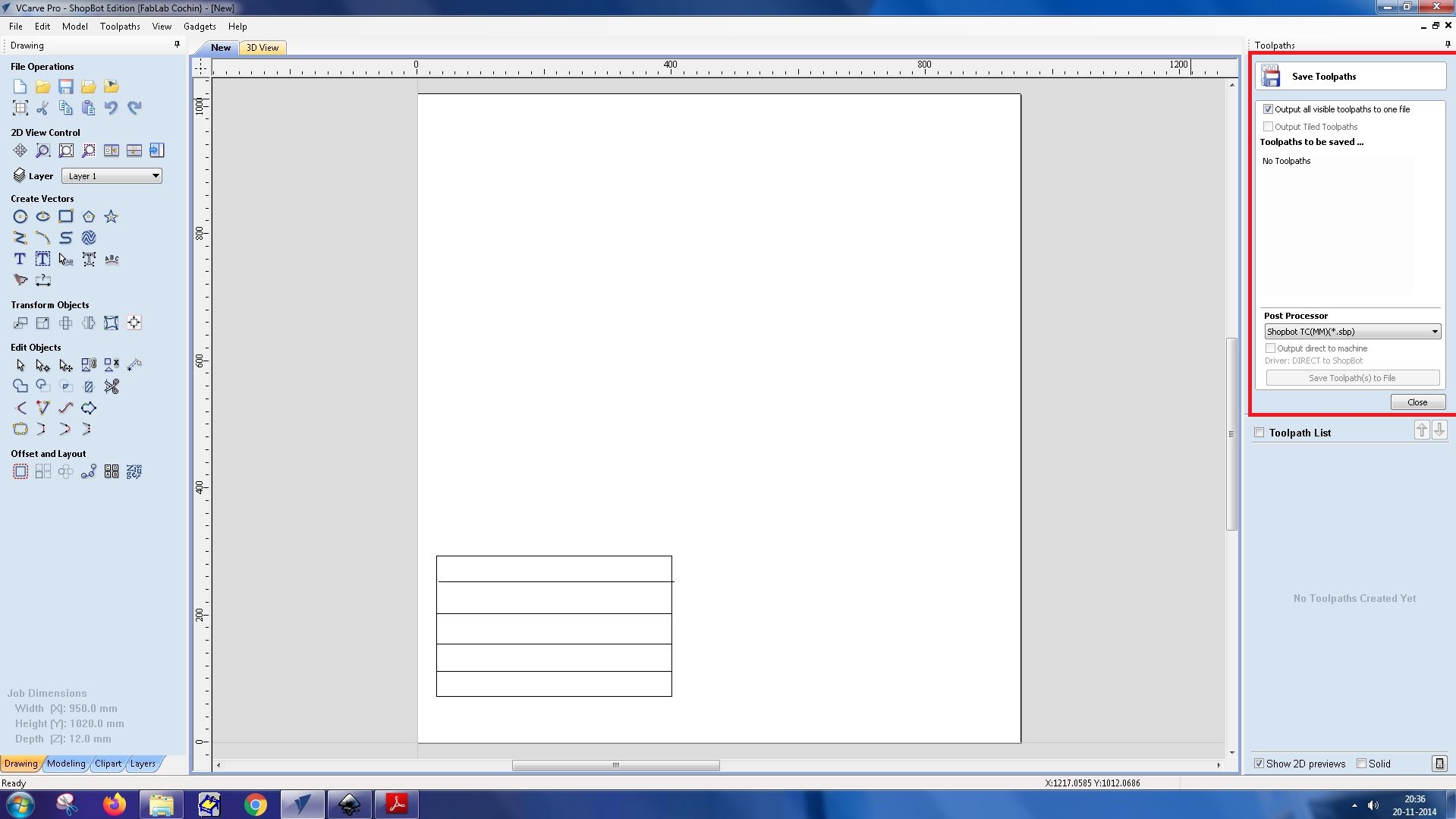
5. Generating and Saving Toolpaths:
Once all parameters were configured, I generated the toolpaths specifically tailored for the kerf bending test and saved them as toolpath files. These files contained precise instructions for executing the kerf bending test accurately on the CNC machine.
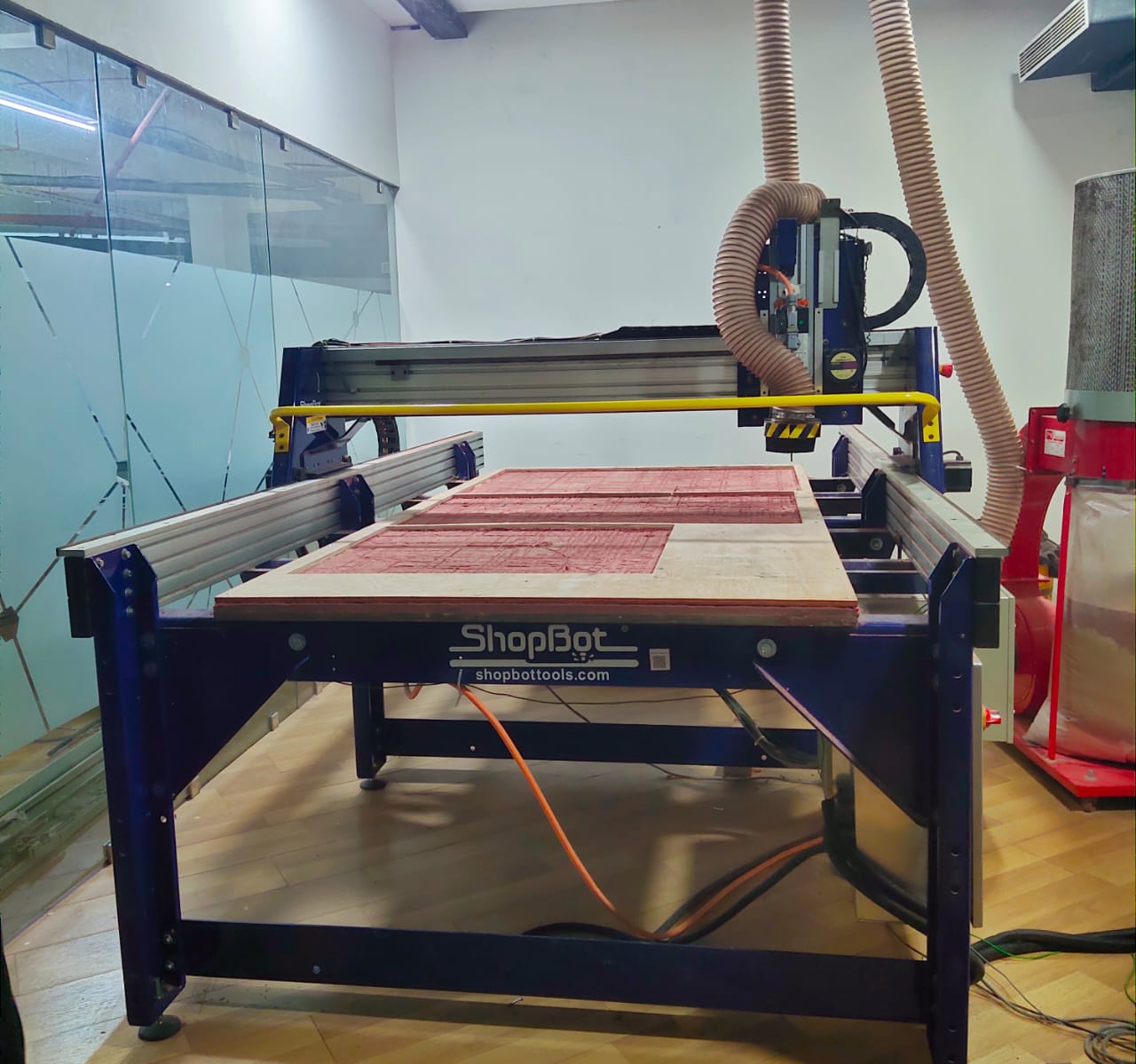
CUTTING IN SHOP BOT
The ShopBot PRSalpha series offers a robust, high-speed CNC solution perfect for production. With rapid transit speeds of 1800 inches per minute and cutting speeds of up to 600 inches per minute, it's 40% faster than similar machines. Easy to use and configure, it’s ideal for digital fabrication of wood, plastic, aluminum, and more
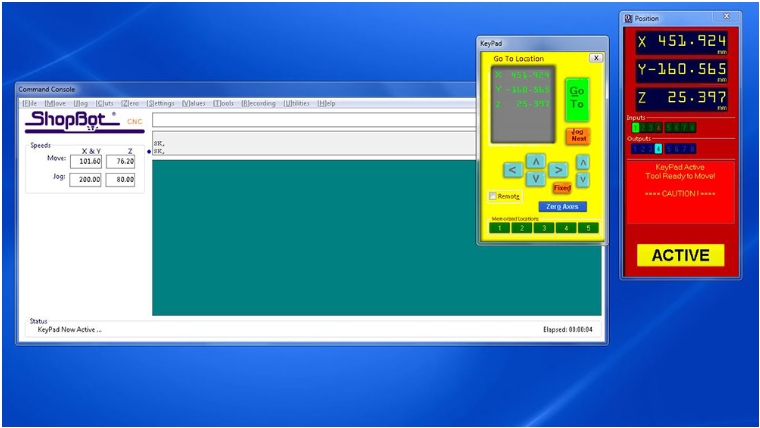
Transitioning to the ShopBot machine control software, I meticulously positioned the cutting tool over the designated starting point on the material by jogging the machine's XY axes. This precise alignment ensured accurate placement of the tool for the upcoming machining operations. Once the XY position was optimized, I established the zero reference point, marking the origin of my machining coordinates.
Subsequently, I employed a touch plate to determine the Z-height, ensuring precise control over the tool's depth during cutting. This involved an automated process where the tool made contact with the plate's surface, allowing the machine to accurately measure the distance between the tool and the workpiece. This step was crucial for maintaining consistent and uniform cutting depths across the material,
CUTTING
Zeroing the Machine
Zero X and Y Axes:
Click the remote icon.
Use the arrows to jog the machine to the origin point of the material.
Click "Zero Axes" and select the X and Y axes.
Zero Z Axis:
Use the probing plate to detect the tool position.
Check the Z axis and hit "Enter" to set it to zero.
Preparing to Cut
Make a small indentation at the origin point for easy realignment in case of power loss.
Loading and Running the File
Open ShopBot’s software.
Click on “Cut Part” to load your CAM toolpath file.
Click "START".
Turn on the spindle using the key on the side panel (turn counterclockwise, then clockwise).
Press the Start button on the remote.
Click "OK" to begin the cutting process.
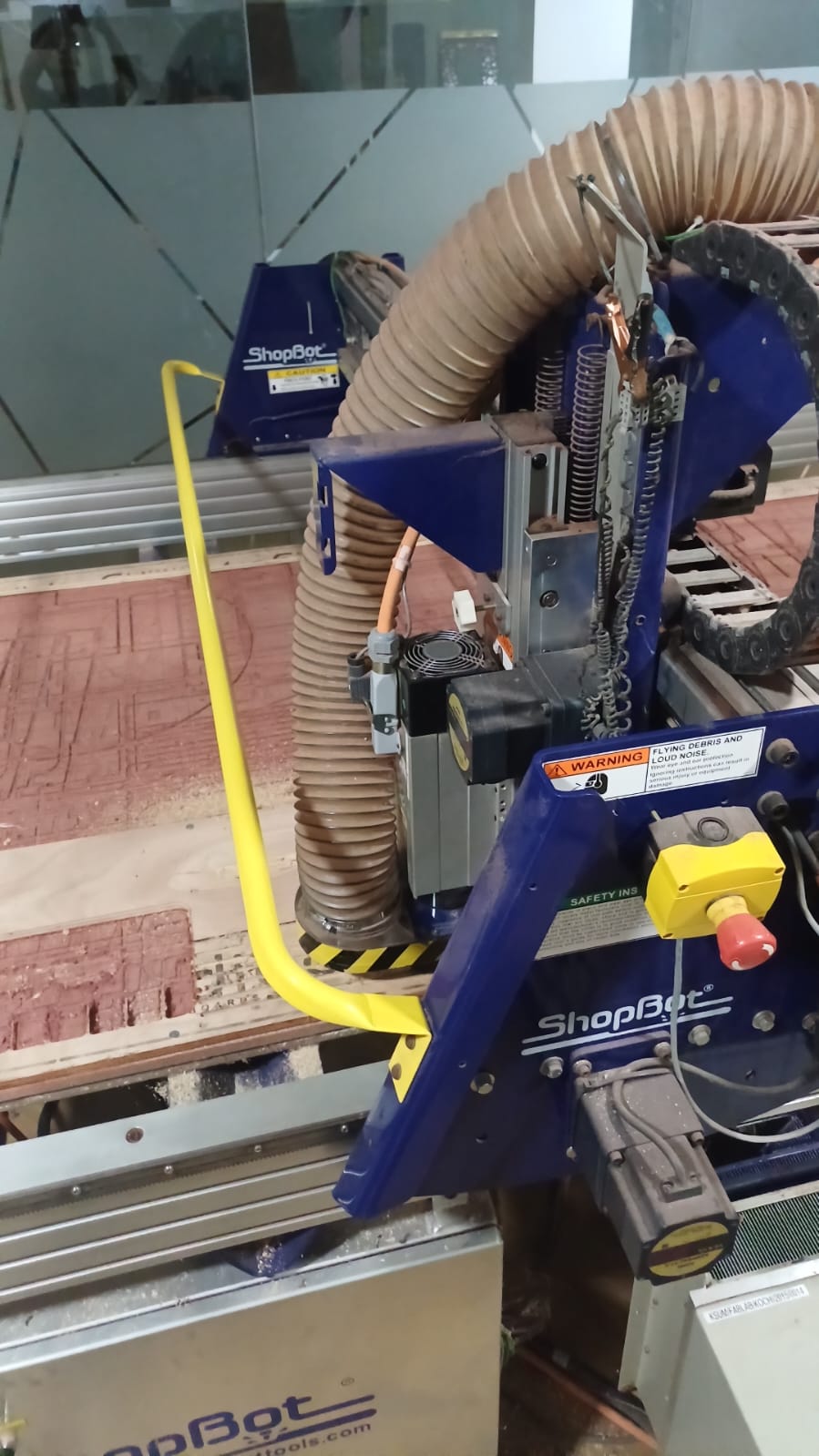
During Cutting
Monitor the progress on the "Command Console."
Turn on the dust collector as soon as the cutting starts.
BEND TEST
The kerf bend failed to meet expectations due to several factors. Firstly, the design parameters may have been inaccurately configured, leading to insufficient or excessive kerf cuts in the material. This could result in inadequate flexibility for bending or excessive weakening of the material, causing it to crack or break instead of bending smoothly.
NEW PROJECT
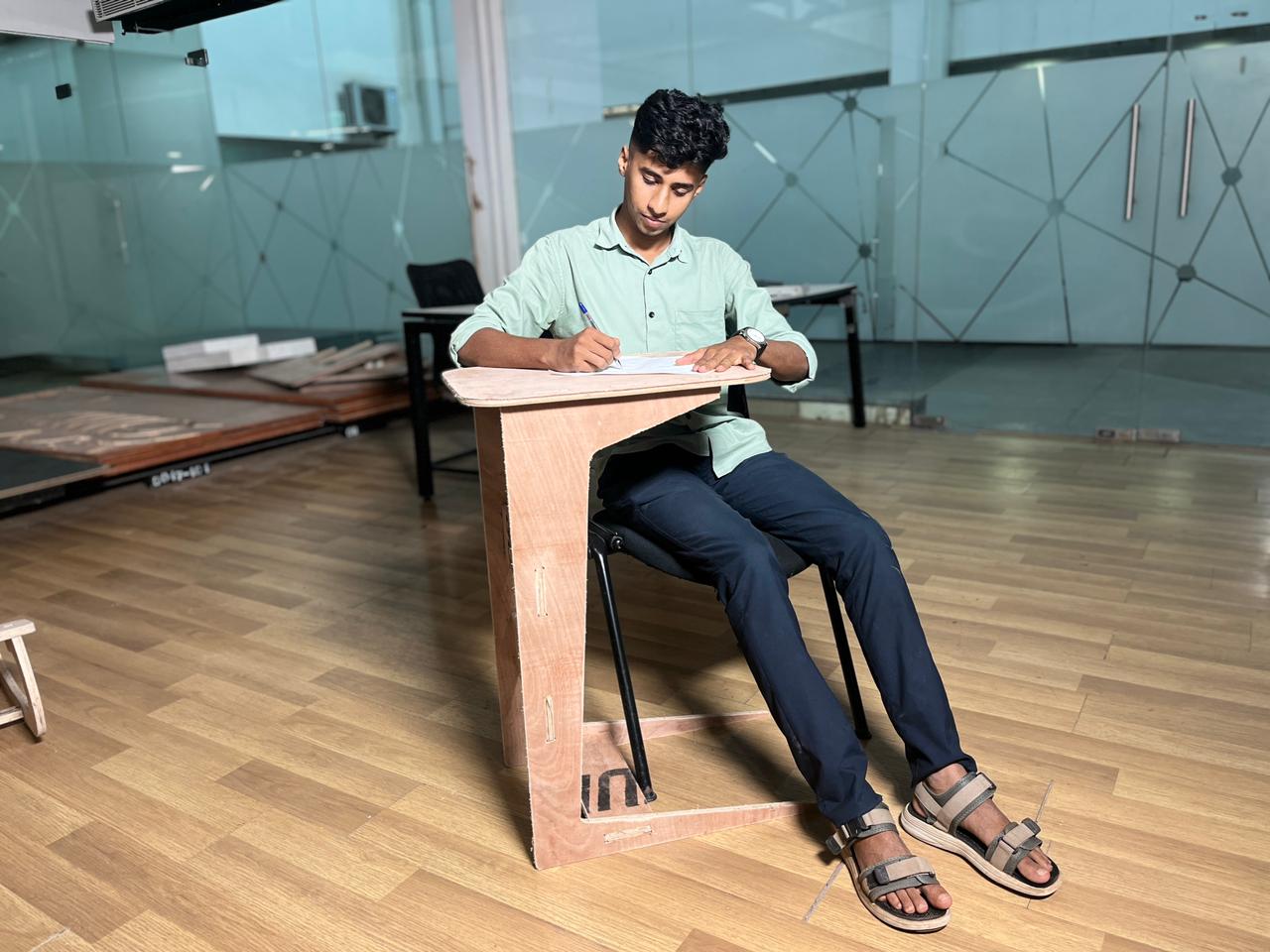
after the failed bend test, I decided to change course entirely by opting for a different game design. Recognizing the limitations and challenges posed by the initial design, I saw an opportunity to explore new possibilities and pursue a project with greater potential for success.
I am now planning to develop a shooter game inspired by the mechanics of a football game. This new concept will merge the excitement of a shooter game with the dynamic gameplay and strategic elements of football, offering players a unique and immersive gaming experience. In this shooter game, players will control a shooter mechanism to launch projectiles resembling footballs towards targets or obstacles on the game board. The objective will be to score goals by accurately hitting targets or navigating obstacles to reach designated scoring areas. Drawing inspiration from the intensity and strategy of football matches, the shooter game will feature fast-paced gameplay with elements of precision and skill
In developing this football-inspired shooter game, I used Fusion 360 for design and prototyping purposes. After finalizing the design in Fusion 360, I proceeded to test cut it using a Zund cutting machine. This allowed me to prototype the physical components of the game board and shooter mechanism, ensuring that they functioned as intended and delivering an enjoyable gaming experience for players.
as i was ready to cut the work our shop bot was damaged and i have to rely on our labs zund machine due to this i had to again change the deisgn to something simple and 12mm in thickness as the machine can only cut that much safely,
REVISED DESiGN FOR ZUND
Table Mate Design Process
1. Conceptualization:
I came across a simple product named Table Mate, which is designed to be used as a universal table. I wanted to create something similar, so I started by conceptualizing the design in Fusion 360.
2. Drawing the Design:
Using Fusion 360, I drew the initial design of the table. I focused on creating a functional and versatile design that could be easily assembled and used.
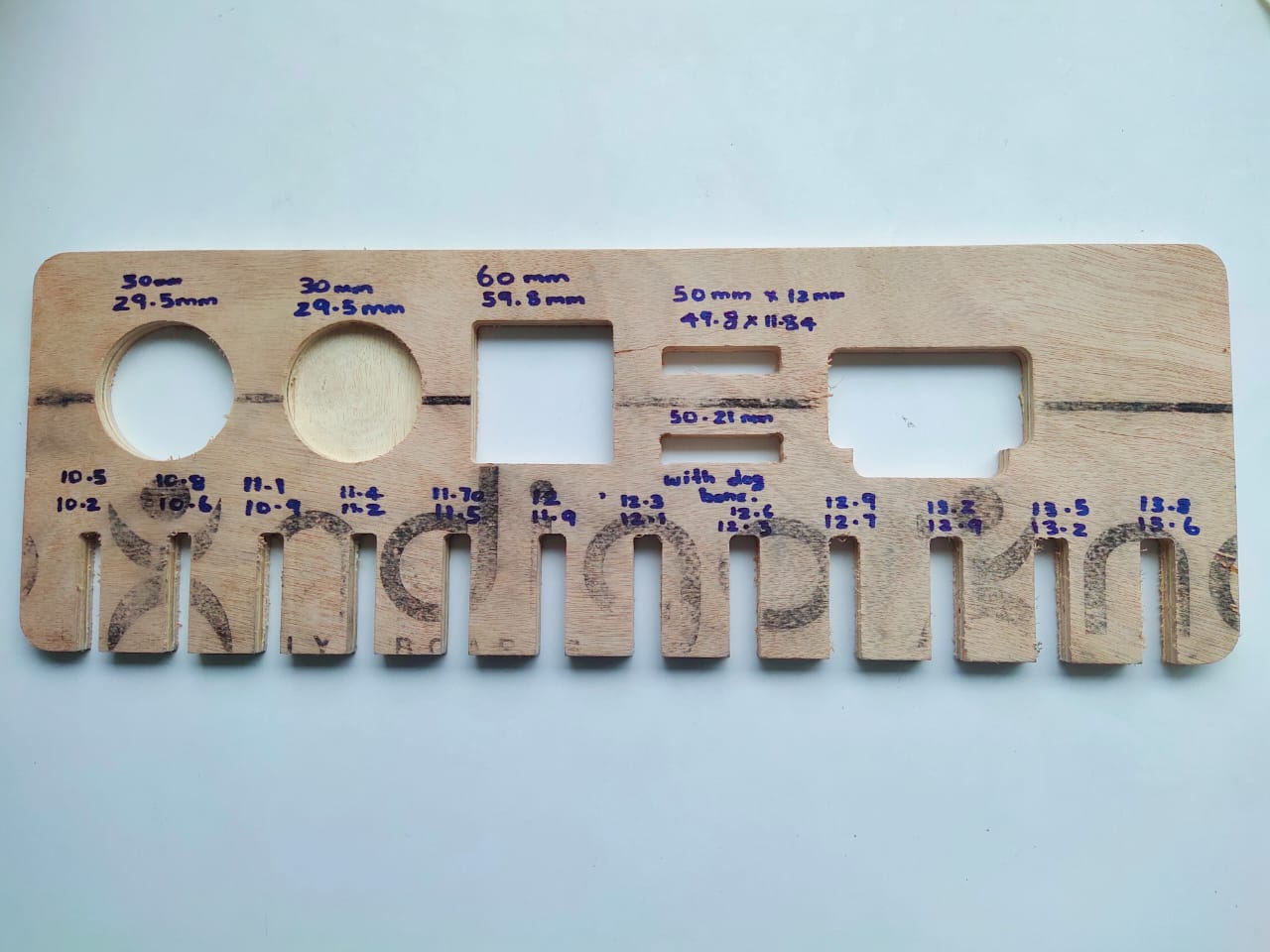
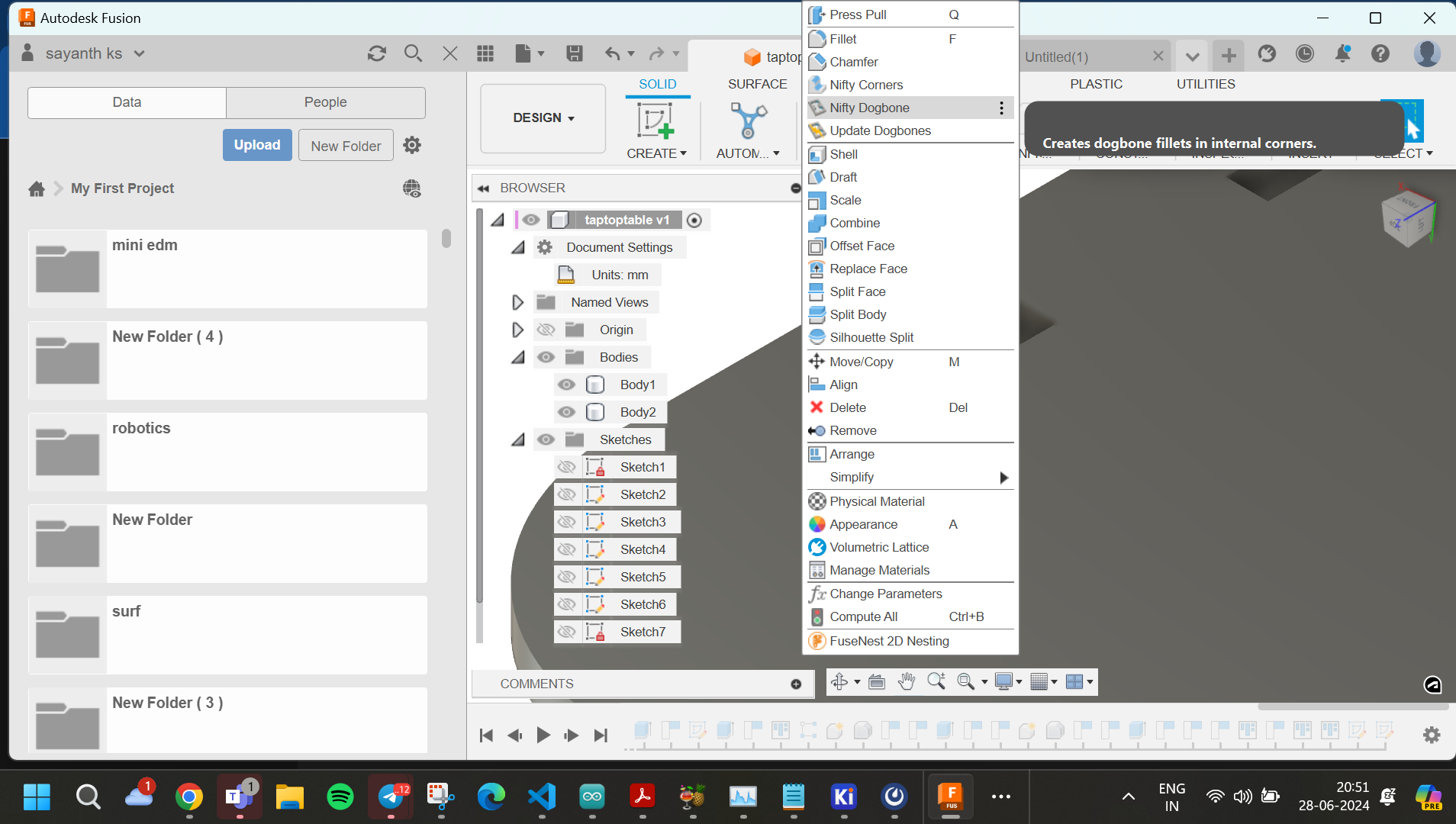
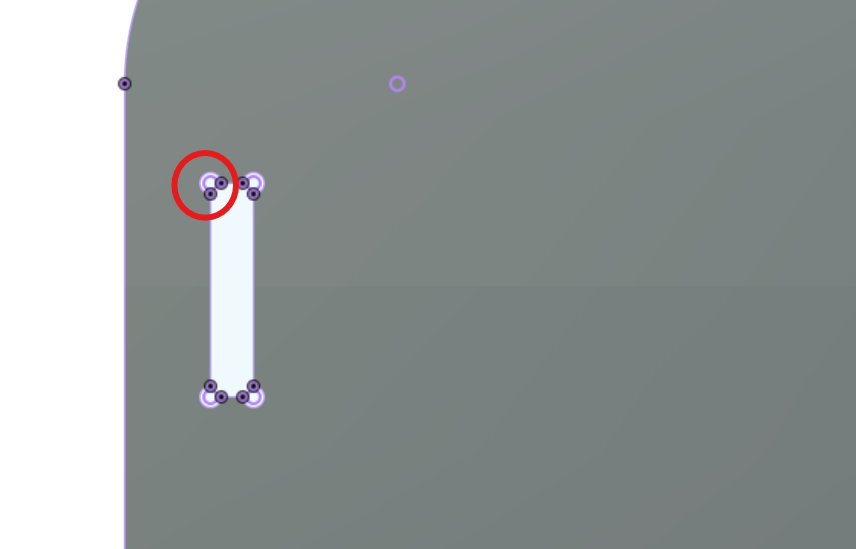
3. Adding Dog Bones:
One key feature in such wood cutting designs is the addition of dog bones, which are small circular cuts that allow the cutting tool to access tight corners. Previously, I used a nifty dog bone plugin, but my license had expired. Therefore, I hand-drew the dog bones, ensuring that the gap was greater than 6mm to accommodate the tool.
4. Assembly:
After drawing the design, I assembled it in Fusion 360 to ensure that all parts fit together correctly and that the design was practical and functional.
5. Using the Arrange Tool:
Next, I used the arrange tool in Fusion 360 to place all the parts in a 2D plane. This step was crucial for preparing the design for the cutting process.
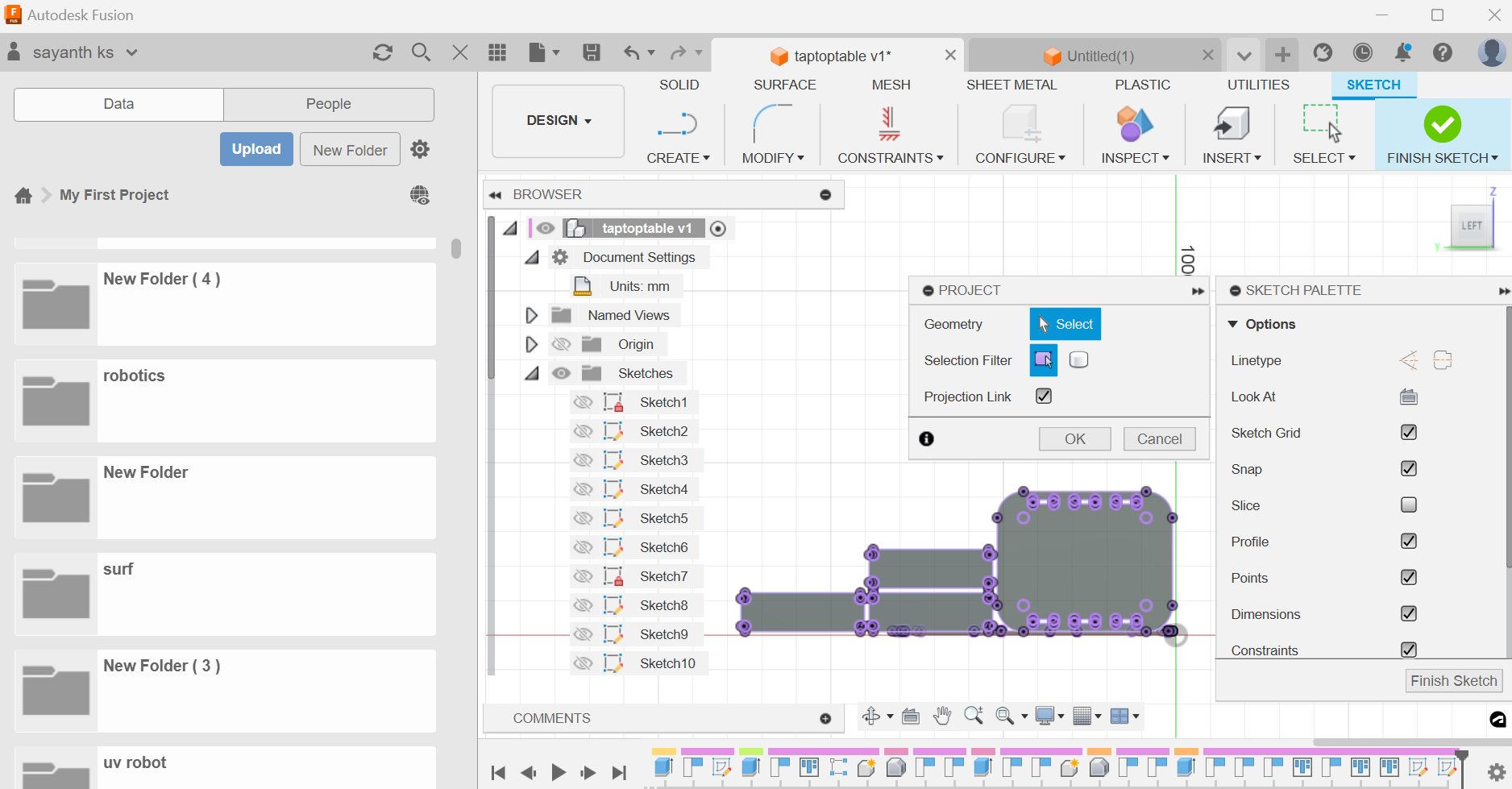
6. Projecting the Image:
Finally, I projected the image to get the 2D profile to be cut. This step involved converting the 3D design into a 2D layout that could be used for the cutting process.
Power on the Zund digital cutter and ensure it is connected to the computer with the design file.
Step 2: Import the Design File
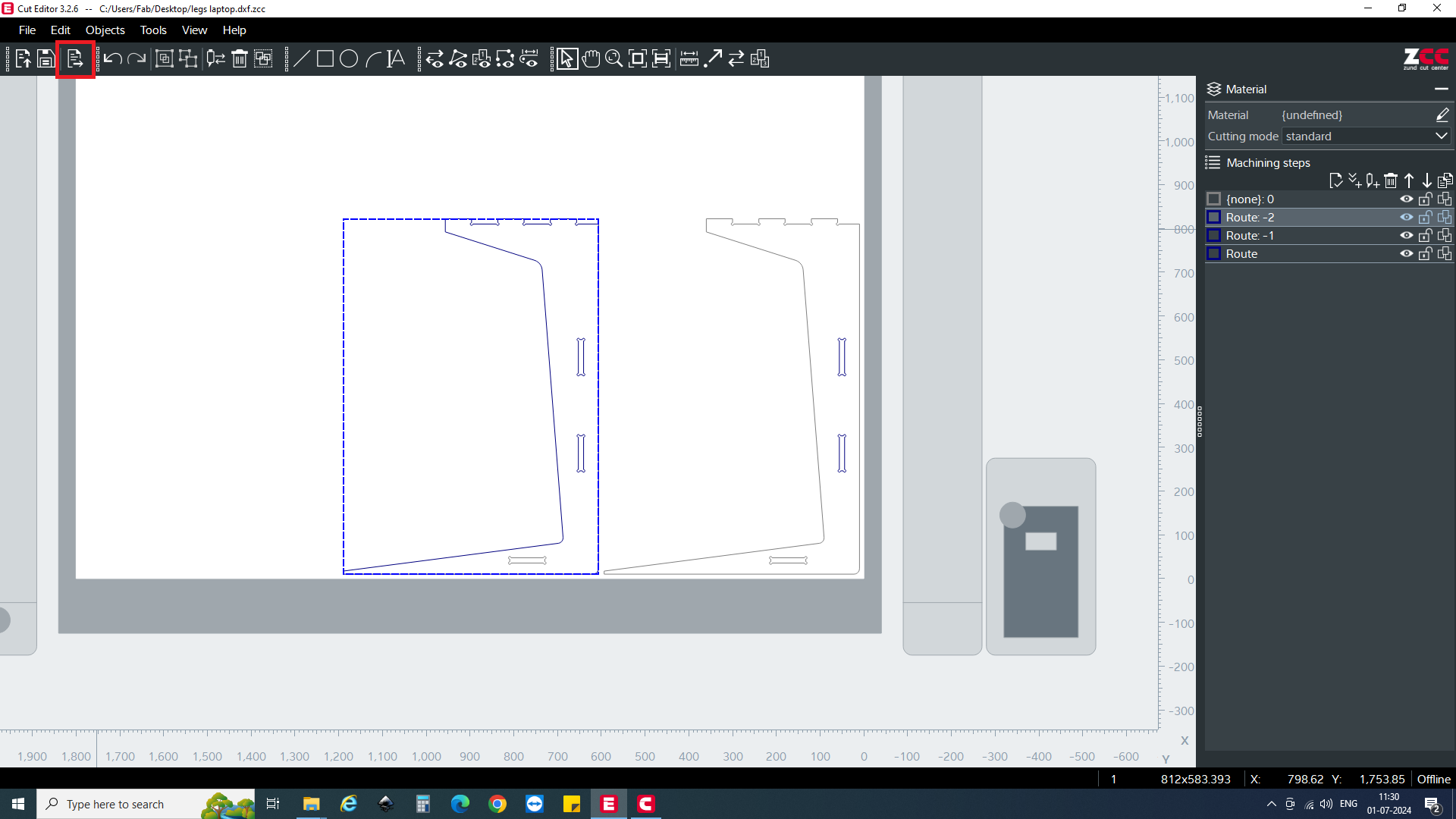
importing the files to the cut editoer software and make adjustments and set materials
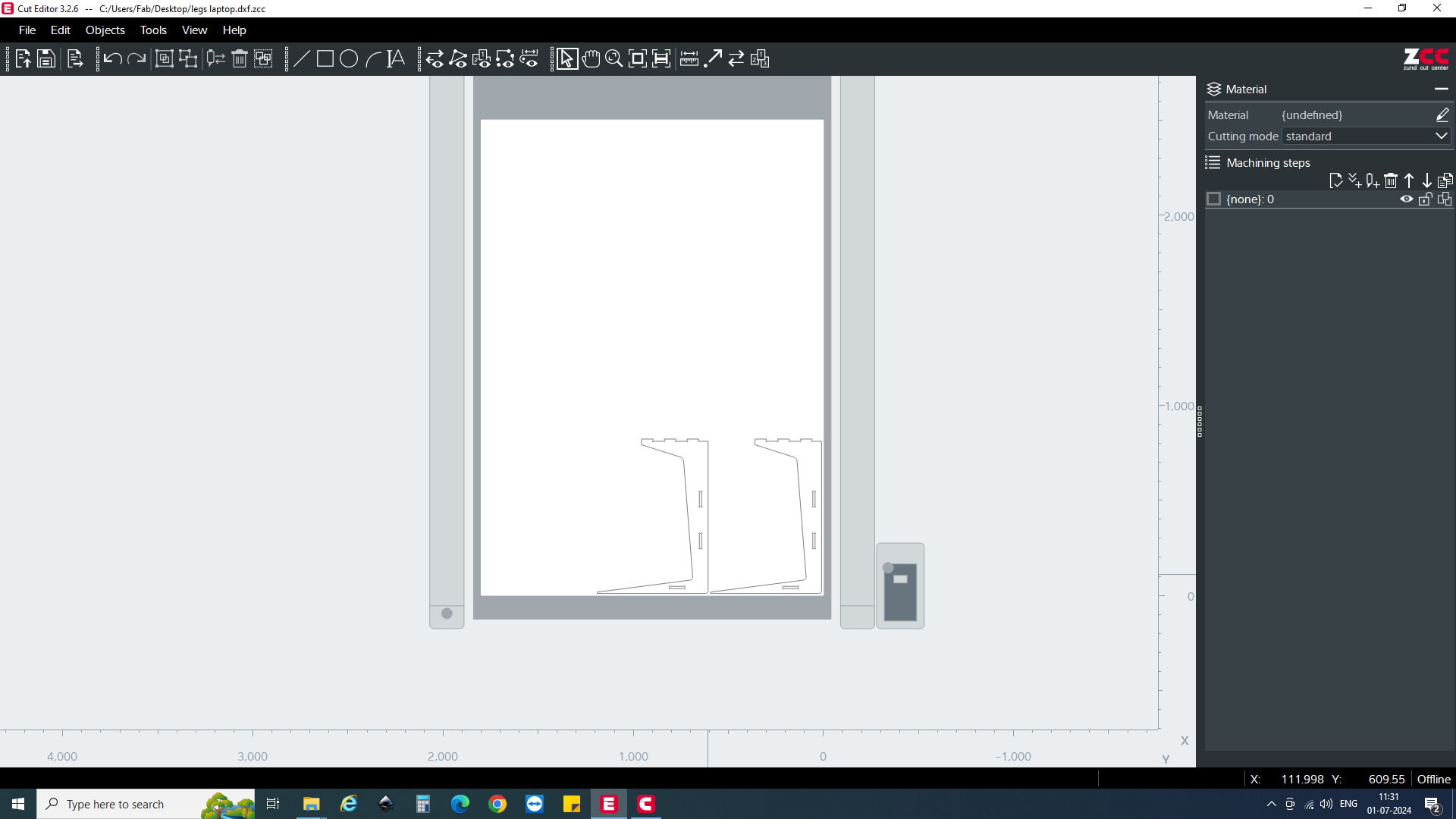
Position the Design:
Position the design on the material within the software interface, ensuring it fits within the material boundaries.
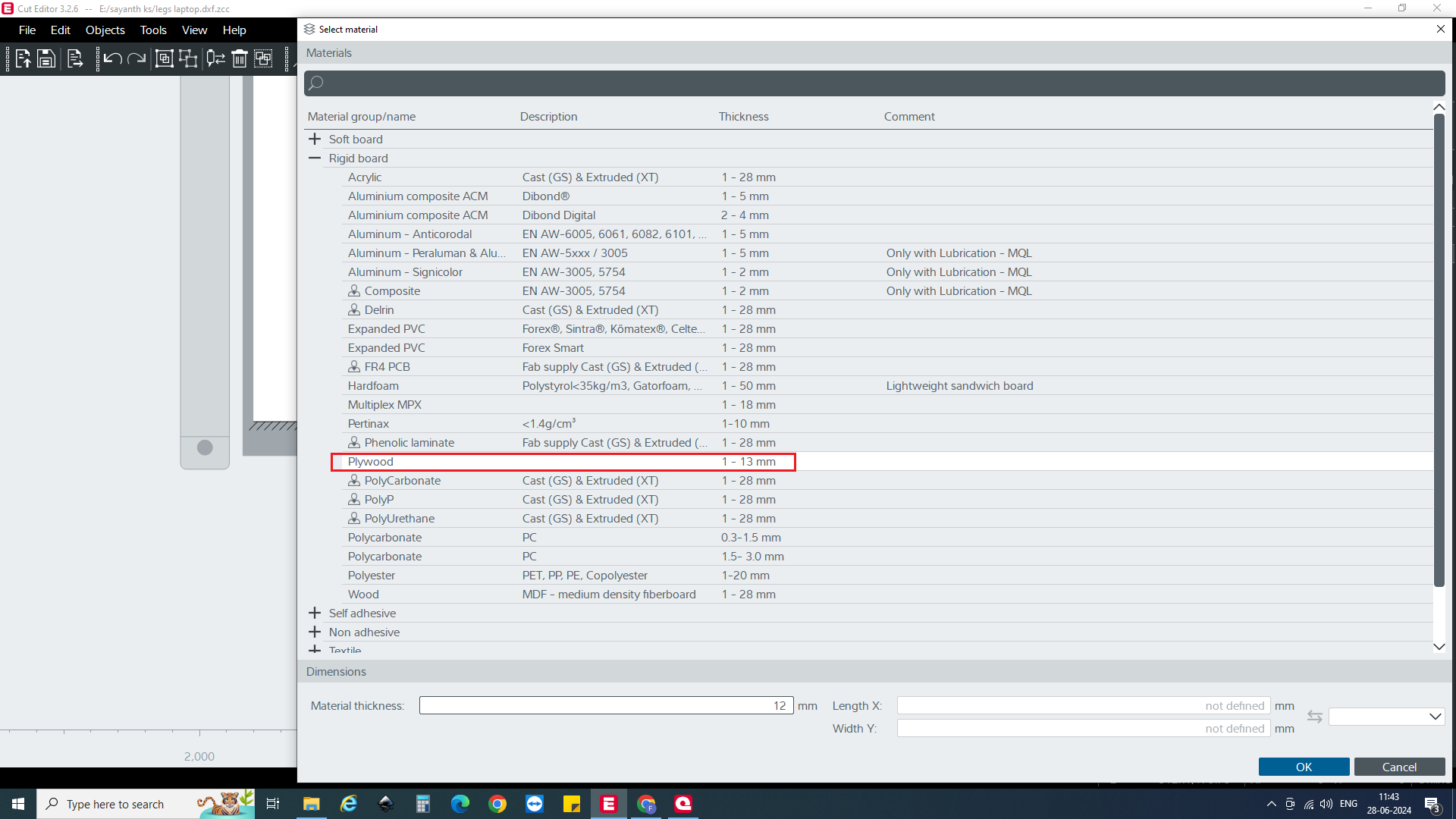
Load the Material Settings:
Select the appropriate material settings from the cutter's software. If the material is not pre-listed, you may need to create a custom setting for 12mm thickness.
then the file is uploaded to server
CUT QUEUE
after the basic set up the files is send to cut queue and the selected and send to cut center
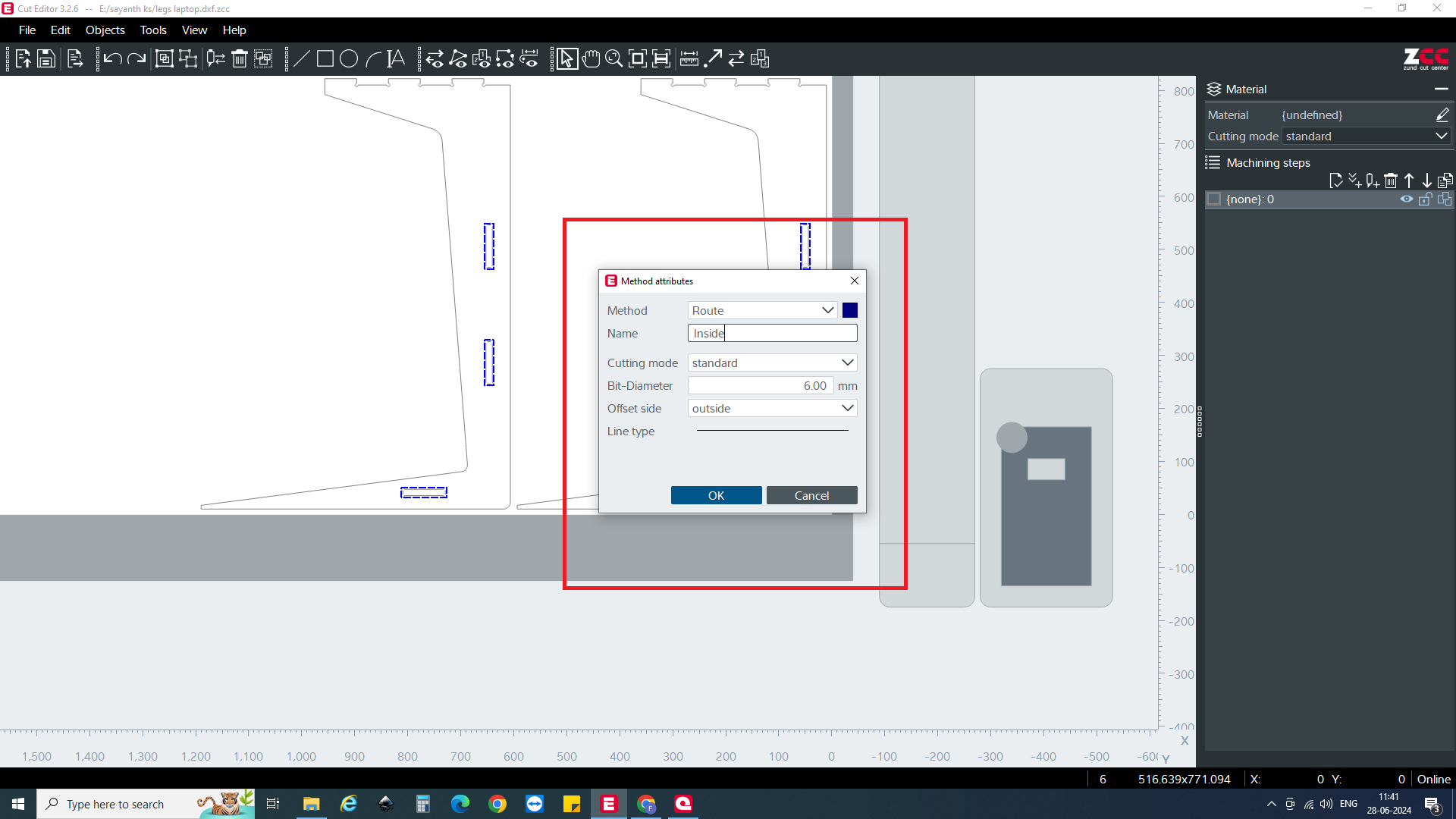
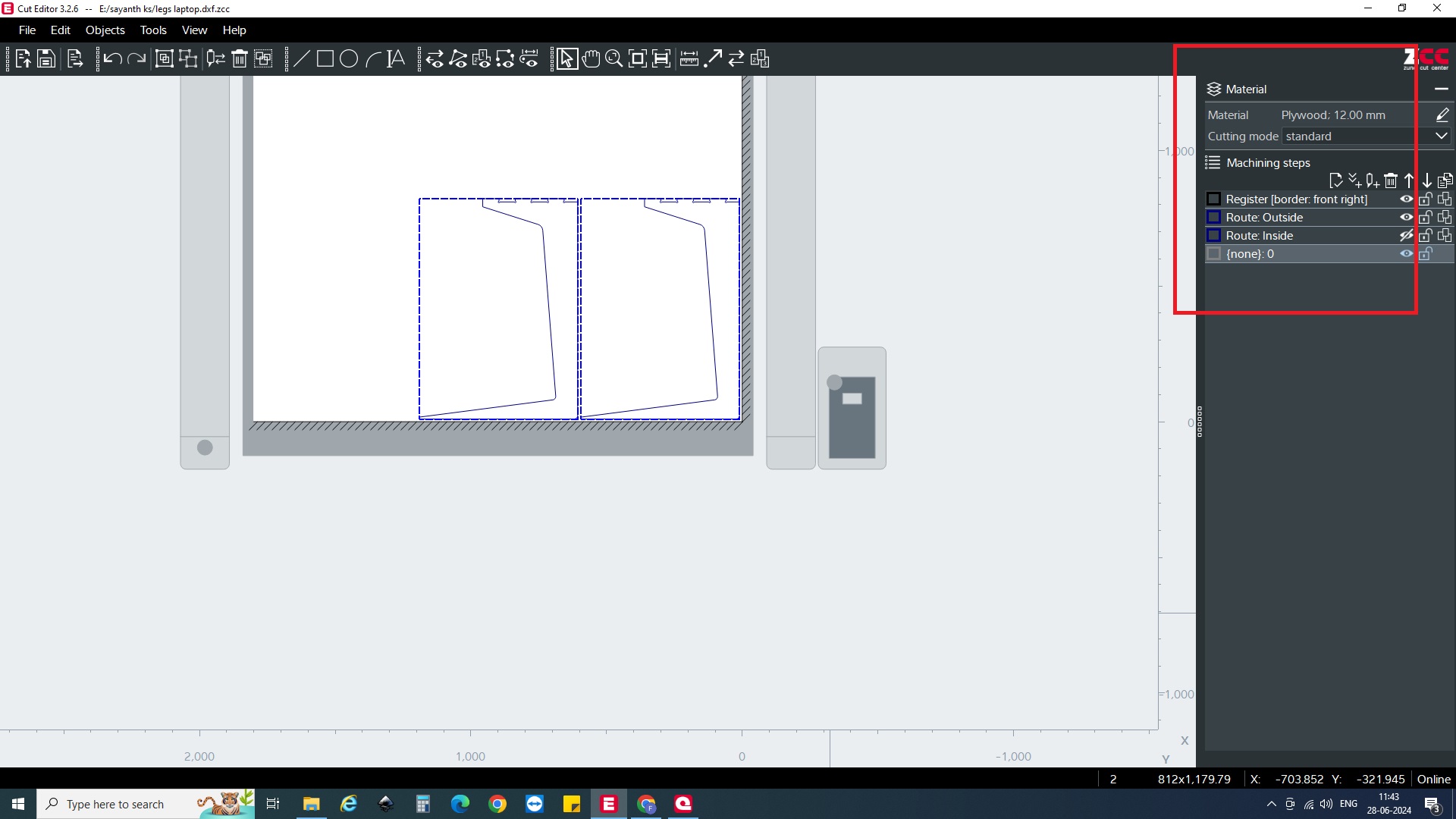
Step 5: Set Up Routing Parameters
Define Cutting Path:
now we move to cut center Specify the cutting path and any additional instructions (e.g., tabs, bridges) needed for routing.
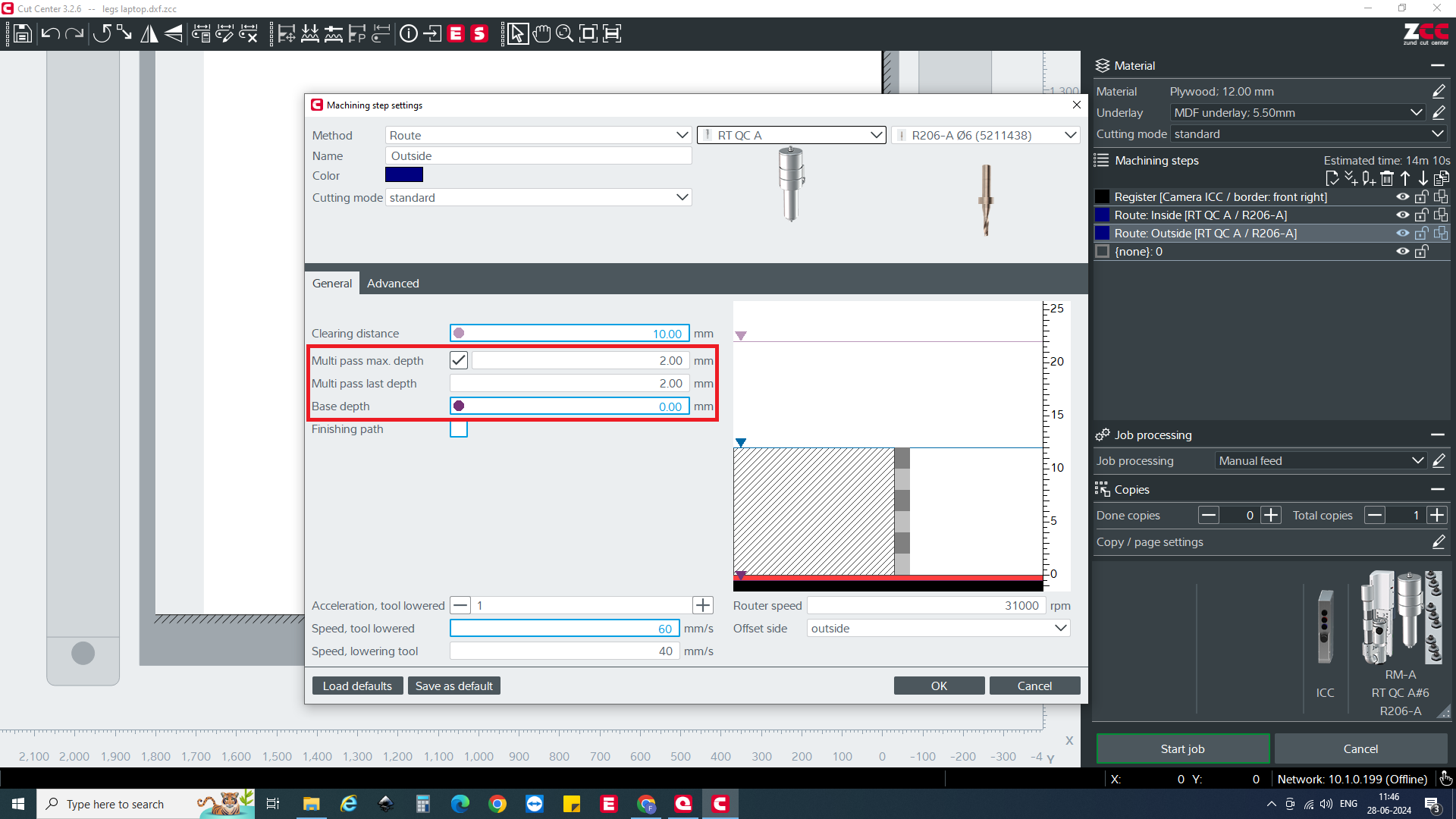
then i added different tool paths for each operation as highlighted in the image
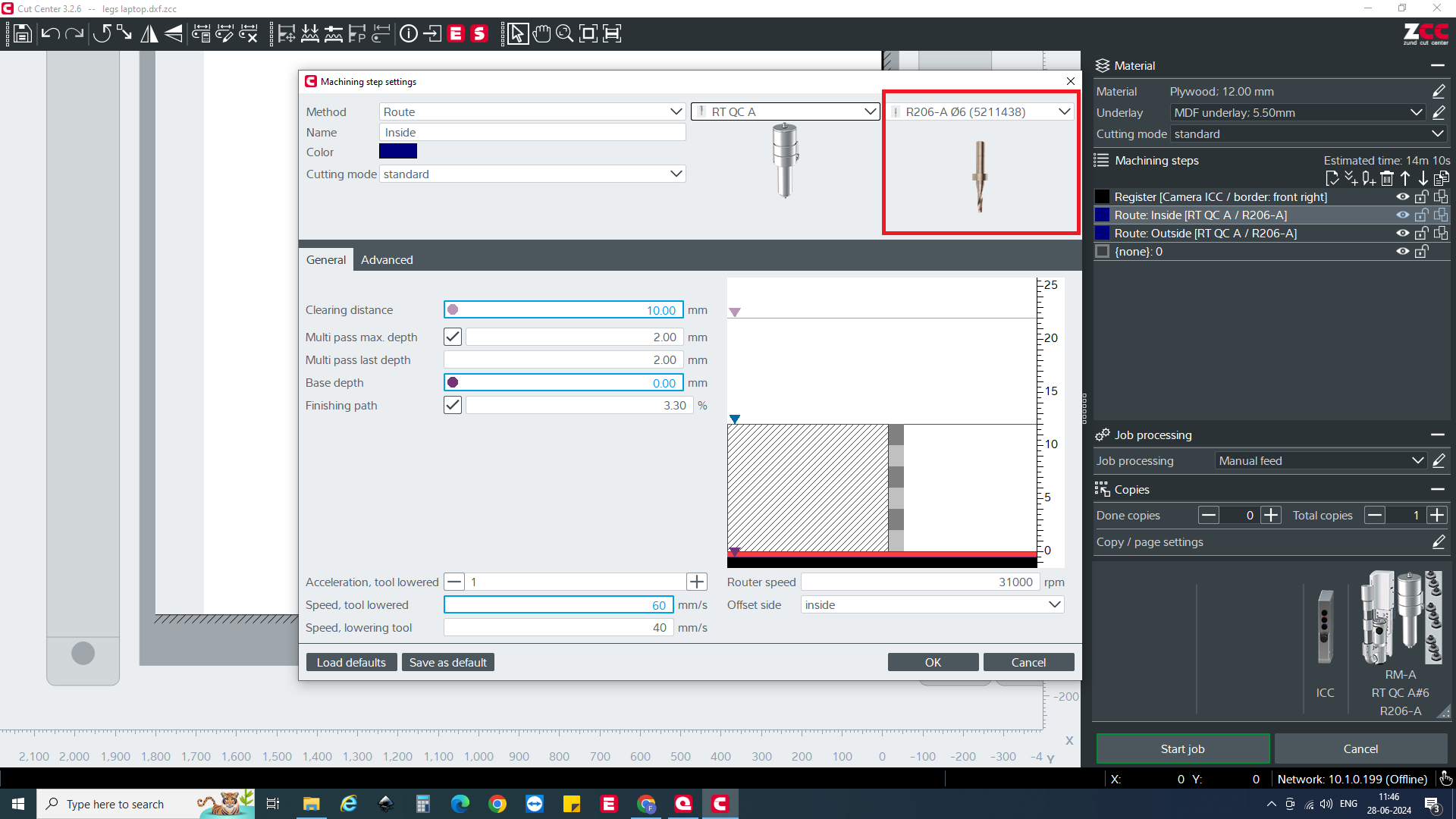
Tool Selection:
Choose the routing tool appropriate for your material thickness and type.
Adjust Cutting Depth:
Set the cutting depth to slightly more than 12mm to ensure a clean cut through the material. The cut per pass was set to 2mm.
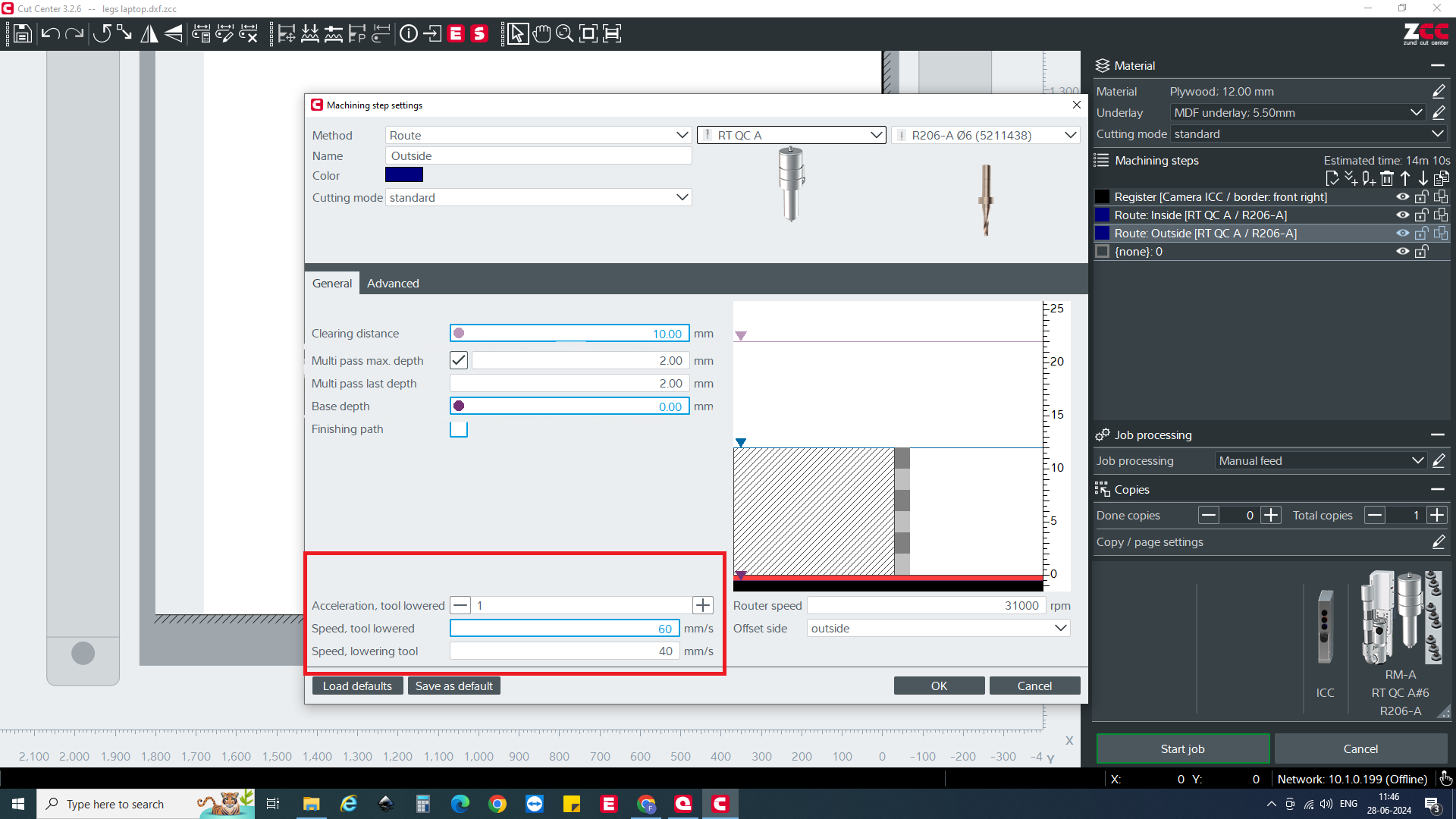
Set Feed Rate:
Adjust the feed rate to 60mm/s to prevent burning or damage.
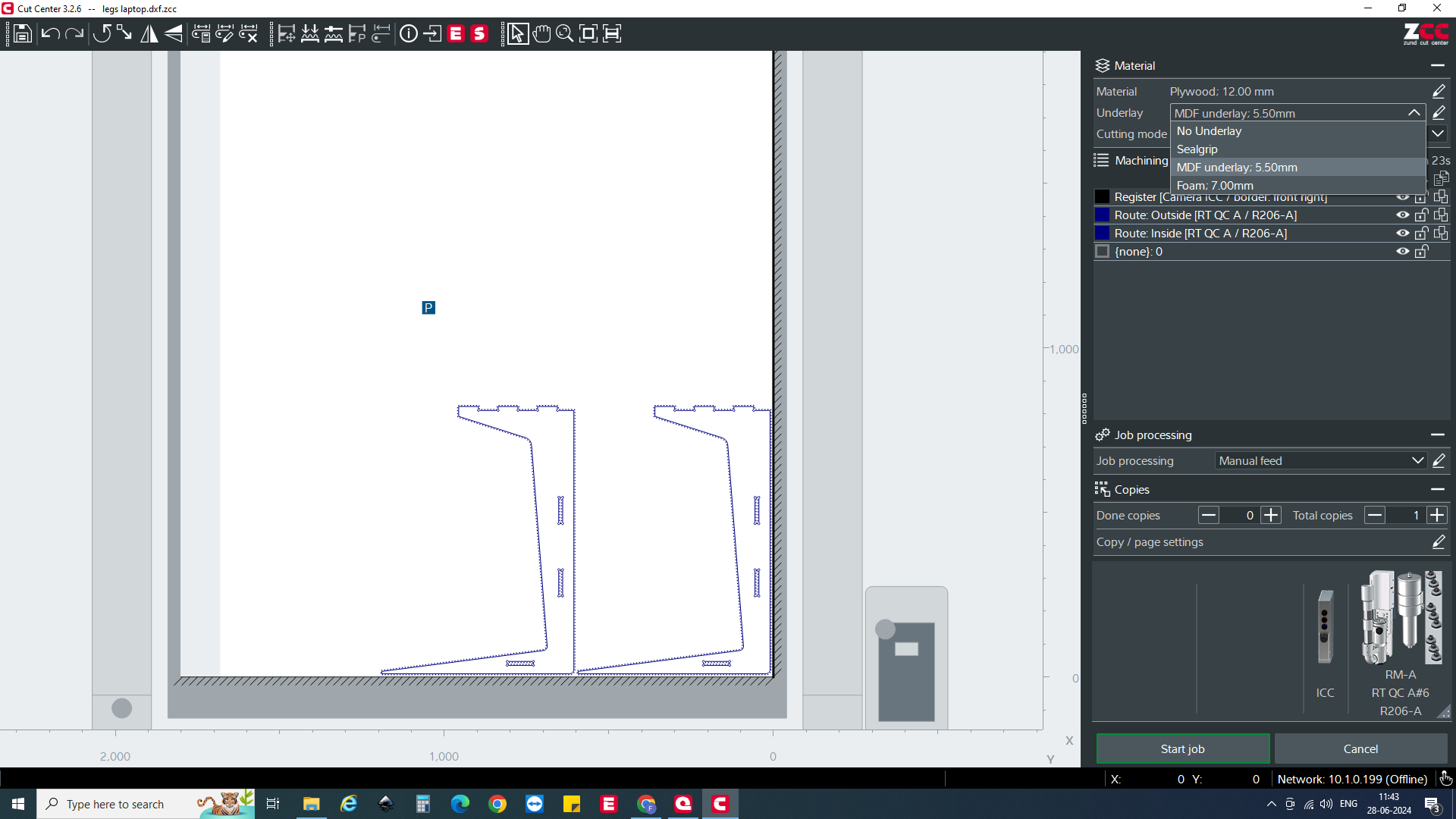
underlay Material:
Use a perforated MDF sheet as underlay to avoid direct contact with the bed of the Zund cutter.
Step 6: Test Cut
Perform a Laser Pointer Dry Run:
Run a laser pointer dry run to verify the cutting path and settings without cutting the material.
Adjust Settings if Necessary:
Make any necessary adjustments based on the dry run results.
Step 7: Execute the Routing Job
Start the Routing Process:
Begin the routing process by initiating the cut in the software.
Monitor the Job:
Keep an eye on the routing process to ensure everything runs smoothly and there are no issues.
Pause if Needed:
If any adjustments are needed during the cut, pause the machine and make the necessary changes.
Step 8: Finishing
Remove the Material:
Once the routing job is complete, carefully remove the material from the cutter bed.
SANDING
After the job, carefully sand the splintered edges using an oscillating sanding machine to ensure they are smooth and do not interfere with joints or aesthetics.
Addressing Dogbones:
Due to issues with some dogbones not being well-filled, I used a palm router to finish the dogbones to ensure proper fitting and functionality.
ASSEMBLY
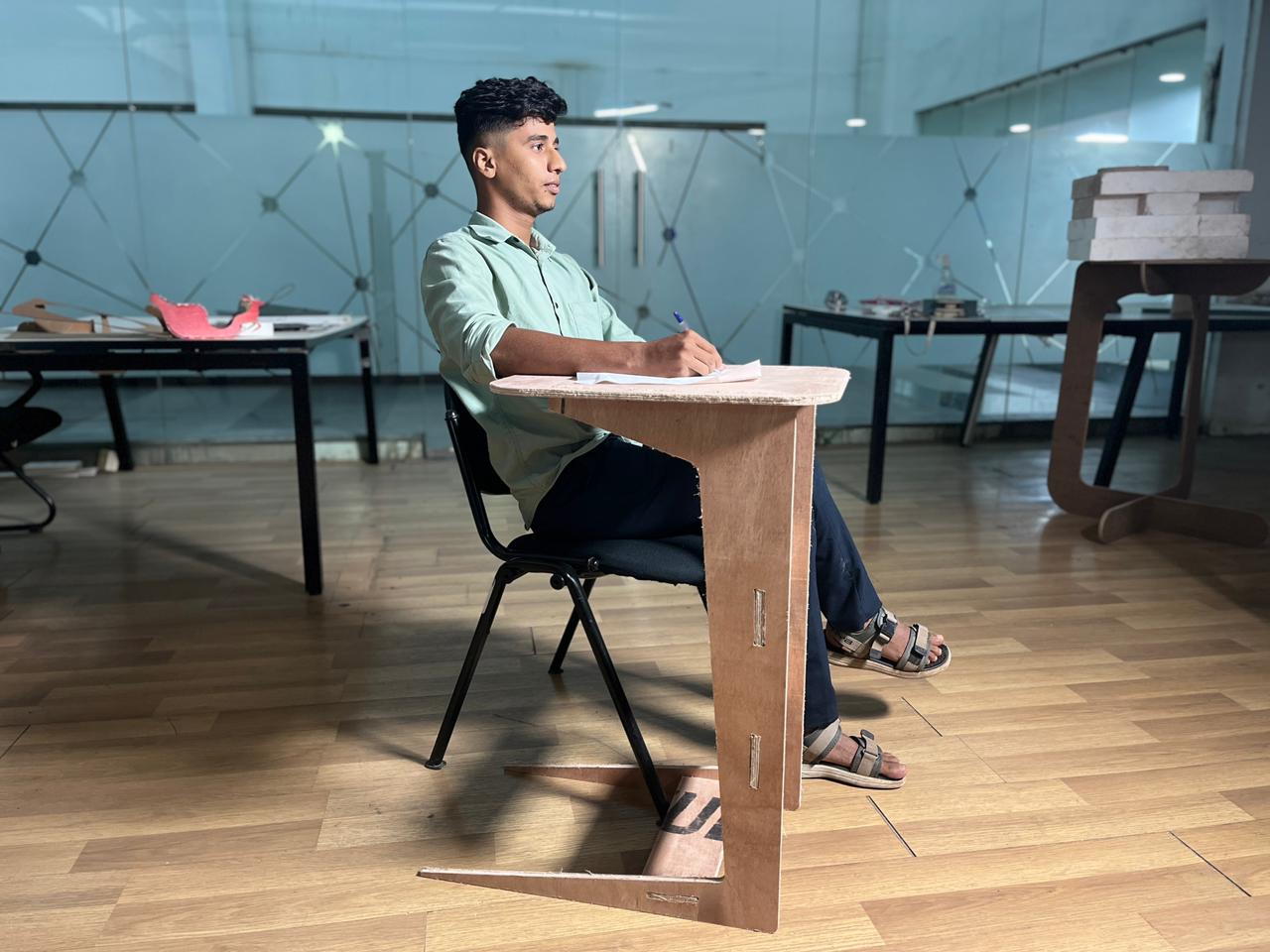
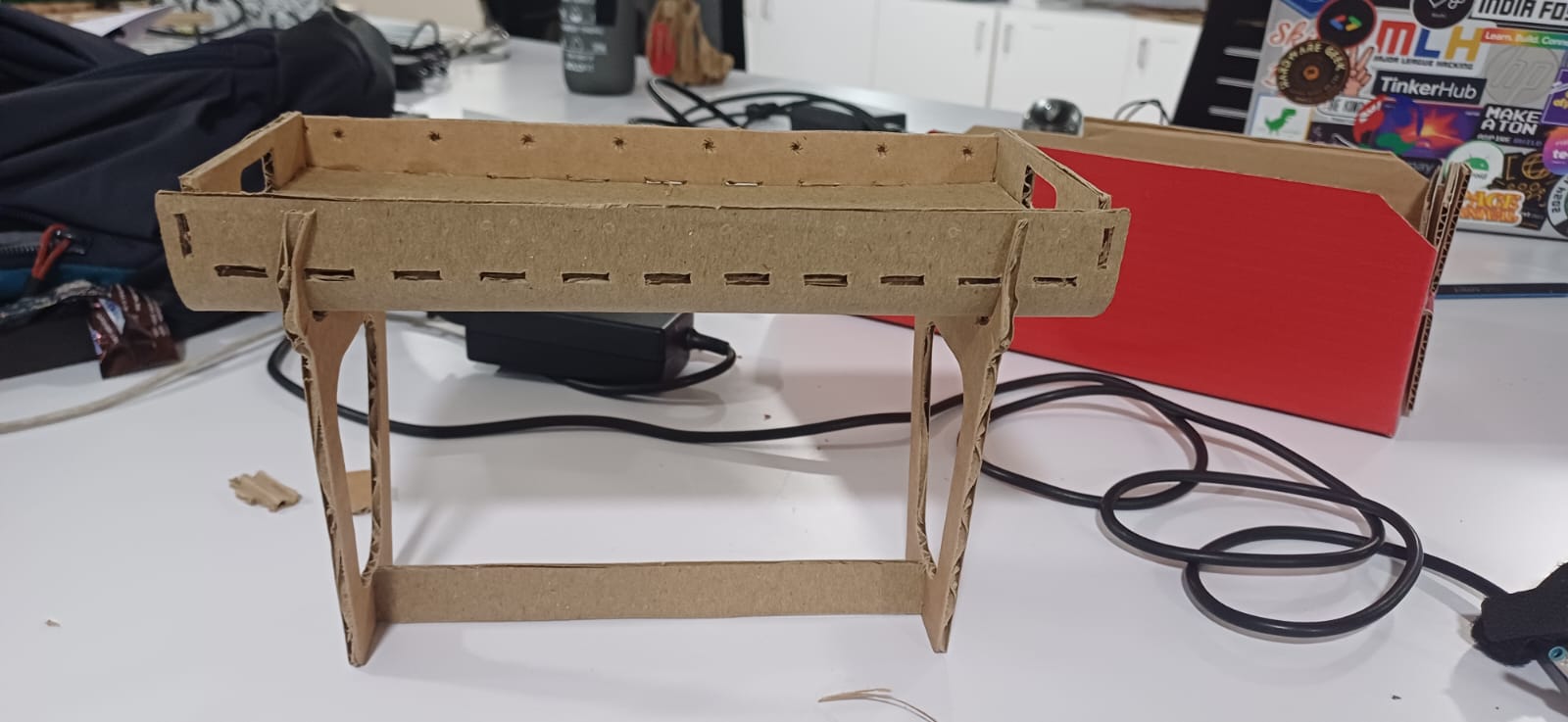
Then i assembled the entire thing using a rubber mallet as per design and it came out well
 Group Assignment
Group Assignment



.png)





.jpeg)