General objective (group assignment):
- Do your lab's safety training
- Test runout, alignment, speeds, feeds, materials, and toolpaths for your machine
Machine used
Router CNC: ProCut SIR-1325VI
Technical characteristics
- • Work area. 1220 (x) 2400 mm (y) 60.5mm (z)

Development
Complete your lab’s safety training
These are the safety guidelines that must be followed to operate the CNC router:
For the use of the following equipment, it is necessary to follow the subsequent recommendations:
1. Verify that the equipment is connected and plugged into an electric source.
2. Do not use the equipment with wet clothes or shoes.
3. Do not put any objects or liquids around when using the equipment.
4. Select the correct tool for the material up to use.
5. Squeeze the spindle into the cutting tool.
6. Before initiating the operation, ensure the material is attached to the table and does not move.
7. Check the oil levels and make sure that the lubricant guides bump into the plaque in the deposit inside the bridge.
8. If the machine is not working, inform the supervisor or the responsible for the laboratory.
9. In case of a breakdown, inform the supervisor or the responsible for the laboratory.
10. Unplugging the equipment from the energy source is indispensable after using it.
It is necessary to use:
• A lab coat or long sleeve jumpsuit
• Industrial shoes or boots with a cap
• Protection glasses or safety mask
• Hair tied
• Do not use accessories (watches, rings, neckless, or bracelets)
• Denim pants
• Use earmuffs or earplugs
Safety guidelines:
1. Indispensable previous capacitation
2. Continuous supervision of the responsible of the laboratory or the supervisor
3. Indispensable clean at the end the space and the around area
• Test runout, alignment, speeds, feeds, and toolpaths for your machine
Run-out Tolerance is the difference or variation in contact between the cutting tool and the edge of the cutting area.
When a cutter is in rotation, it is important that each of the flutes or teeth have contact at the same point on the workpiece, otherwise this will cause the cutter to have uneven wear reducing the life of the cutter or break with greater ease.
Source: https://www.famatools.com/run-out
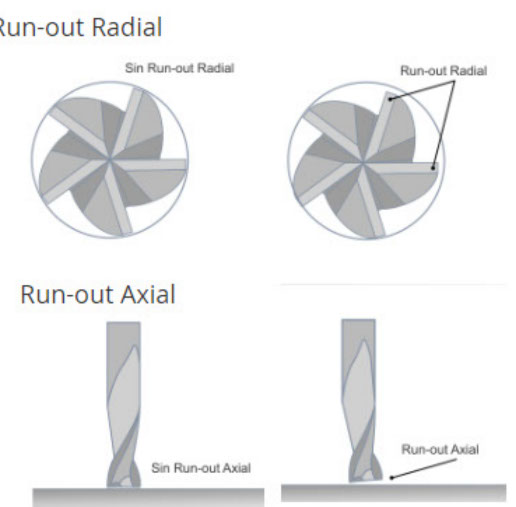
The most common causes that cause Run out are continuous mass production, little attention to cutter wear, placement errors, use of poor quality tools, high rate of vibration and excessively hard materials for the cutter.
For this section I designed a piece with a series of holes that will help me to know the difference in size of the perforations, I will try different RPM to see if there is a direct relationship with the appearance of radial run out. (80 mm/min)
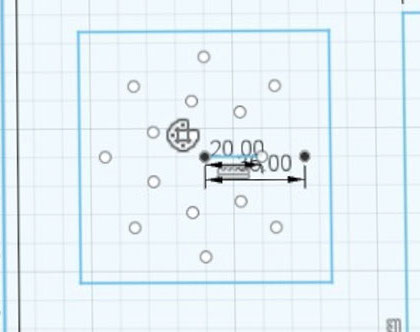
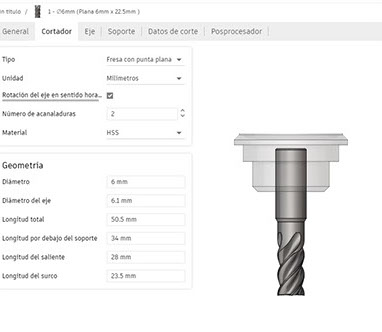
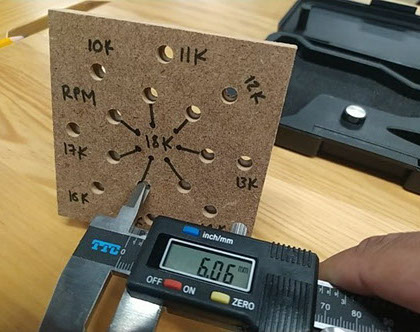


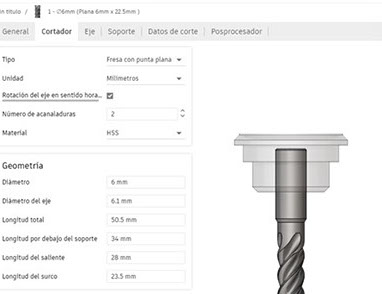
For this exercise, I used a 6mm diameter tool, the hole with the best finish was the one made with 18,000 RPM
With these results, I did a second test, now with a linear trajectory and using the best results from the previous practice, which were 18, 15 and 12,000 RPM.
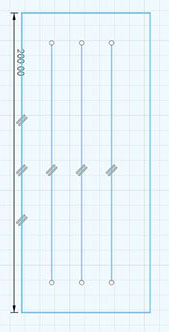
Feed rate: 80mm/min


Another aspect that I wanted to experience was the variation between the real dimensions of the pieces compared to the original CAD, for this I made a piece with squares of 200, 150 and 100mm.
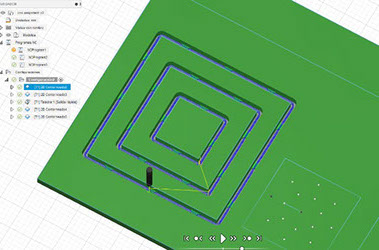
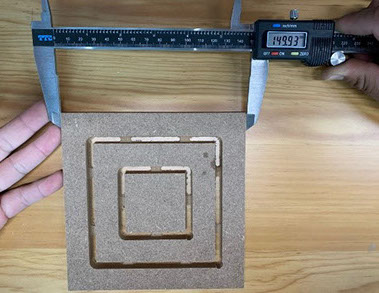
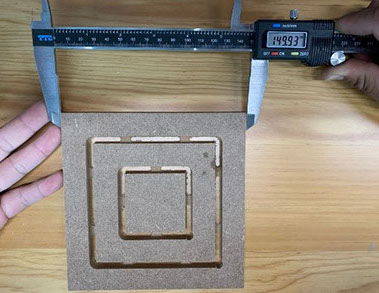
There is a loss of material between 0.7 and 0.16mm per square, that is, per side there is a difference between 0.35mm and 0.8mm
Finally, perform a press fit test, because for the individual assignment these results will be very useful since I plan to make all the assemblies with this type of Assembly System.
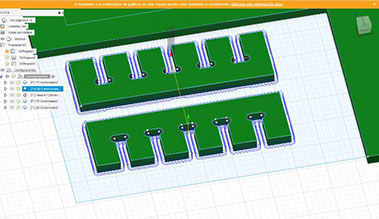
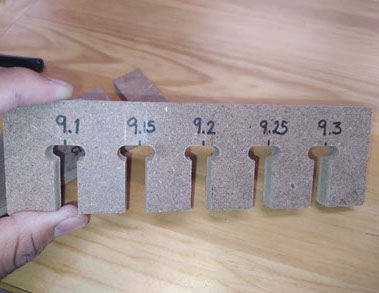
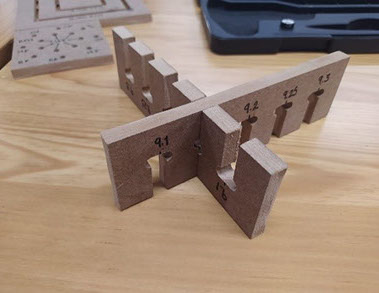
The material used was 9.2 mm MDF, which is why I used variations every 0.5 mm from this measurement. The best pressure fit result was the 9.15mm assembly.
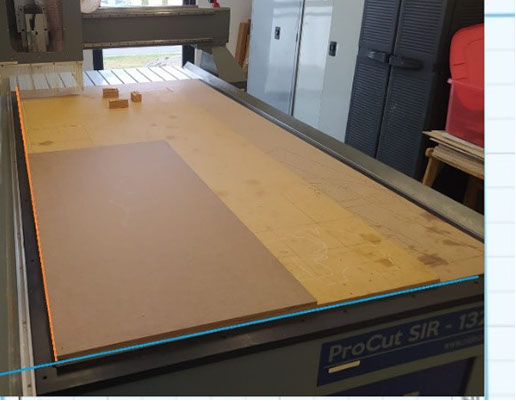
The alignment of the material is a very important factor to always achieve successful results, because by not aligning we can have incomplete parts, causing damage to the machine and the tools. For our equipment, the alignment is carried out in X and Y at the bottom and left side, there are some black guides which indicate the limits of the work area, therefore the alignment must always be in reference to these lines and either fully aligned or equidistant from them.