Moulding
Molding is a manufacturing process that is done by molding liquid or flexible raw materials using a rigid framework called a mold or mold. This in itself can be done using the pattern or model of the final object. ... The liquid hardens or sets inside the mold to give it shape. A mold is a hollow block filled with liquid or flexible material (such as plastic, glass, metal or ceramic raw materials). The cast corresponds to the cast.
Casting
Casting is a manufacturing process in which liquid material is generally poured into a mold containing a hollow cavity of the desired shape and then solidified. The solidified part is also called casting, which is ejected from the mold or broken to complete the process.
Individual assignment:
For this molding and casting practice, I have decided to create a mold for manufacturing an emergency watch bracelet. Among the parameters to consider when choosing the material to use, it must be lightweight and should not affect skin contact in any way. In this regard, I first created a comparative table indicating the advantages and disadvantages of different types of molds. In this case, wood (Laurel) was selected to make the mold, and silicone rubber was used to create the bracelet.
Moulding bracelet
Bracelet version.
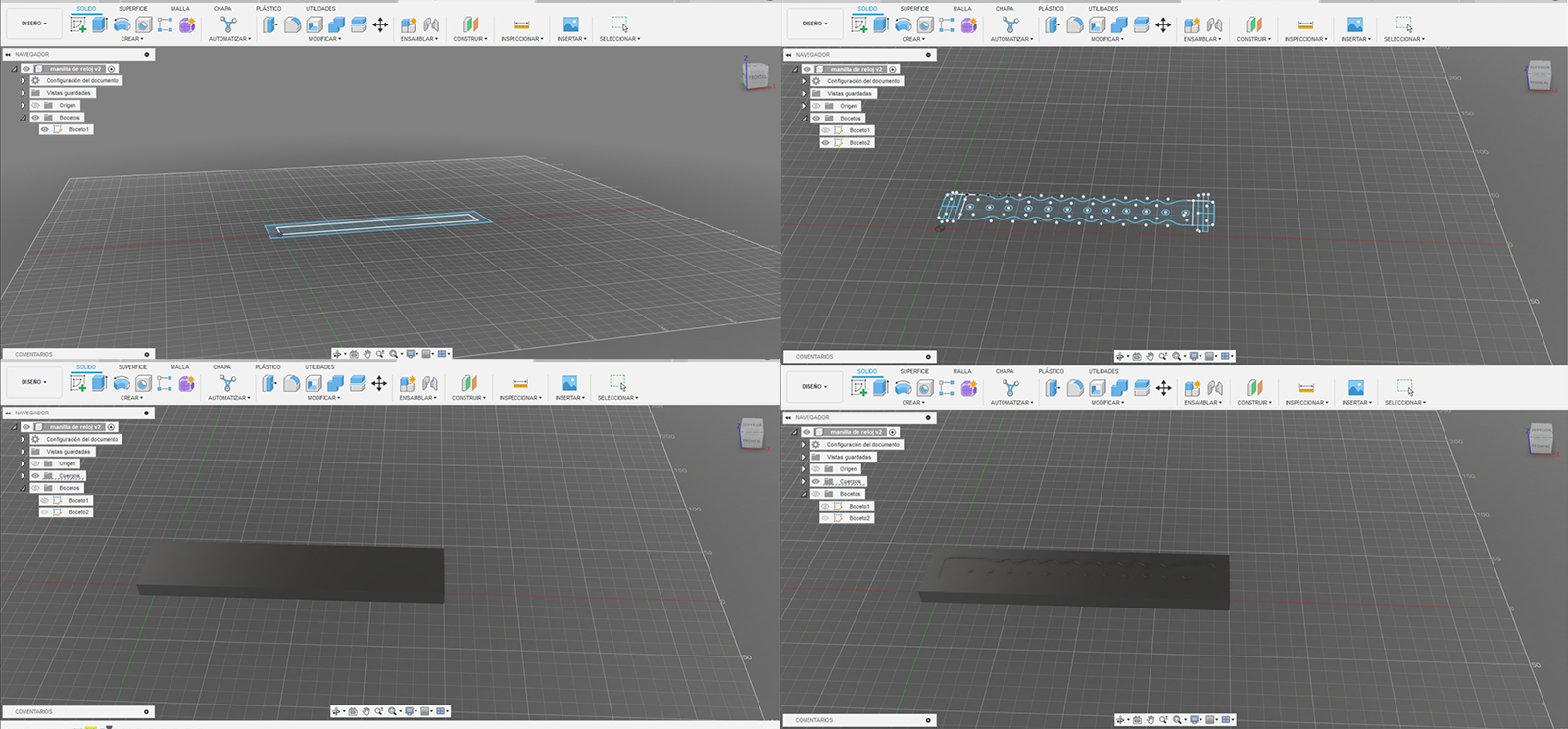
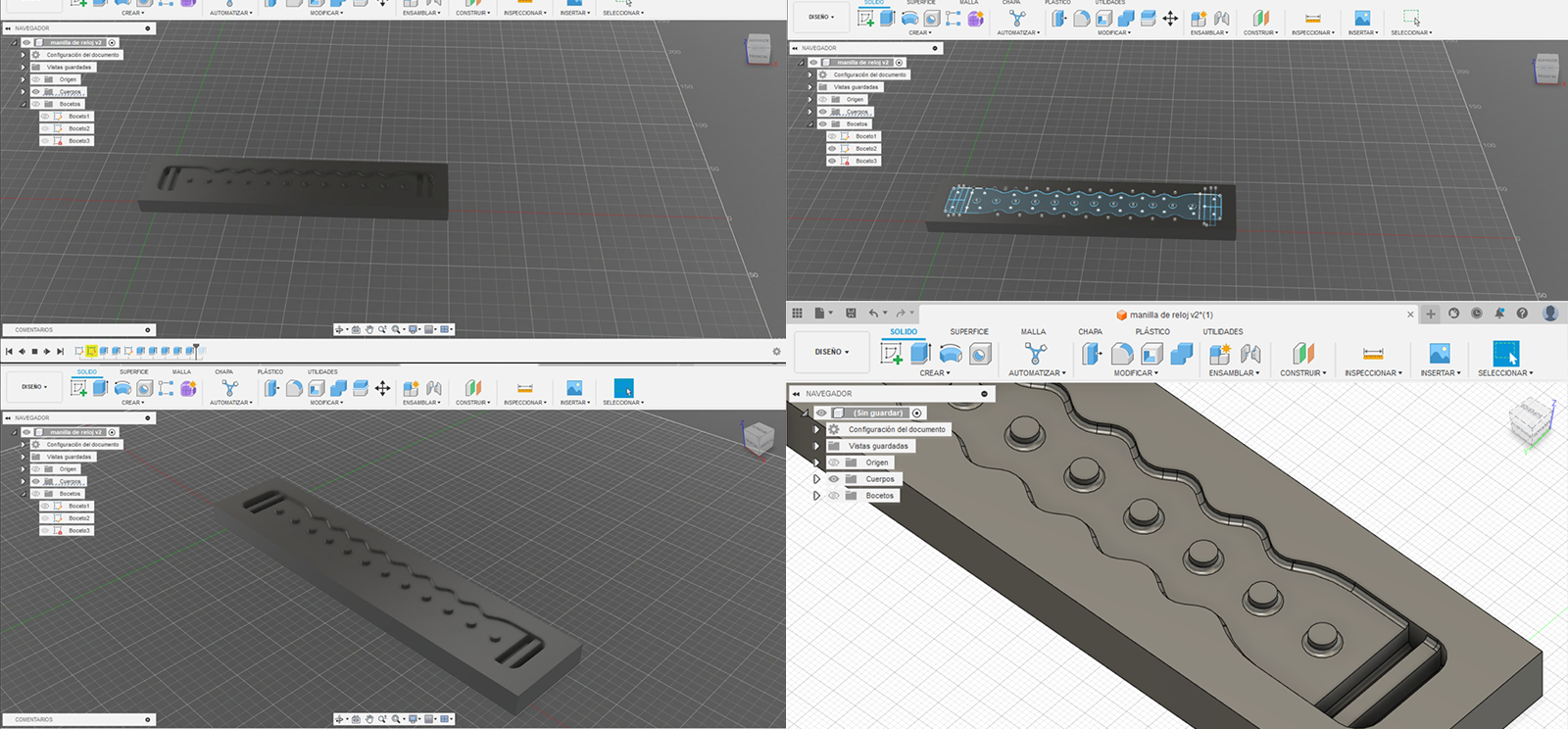
I used Autodesk's Fusion 360 to design a bracelet for an emergency watch. I started with a sketch and then proceeded to extrude and round the shape of the bracelet, applying 2.5D router criteria. I made fine adjustments, added holes and slots, and checked for possible collisions. Finally, I exported the files in the appropriate STL format for further manufacturing. Thanks to Fusion 360, I was able to create a precise and aesthetically pleasing design for the emergency watch bracelet.
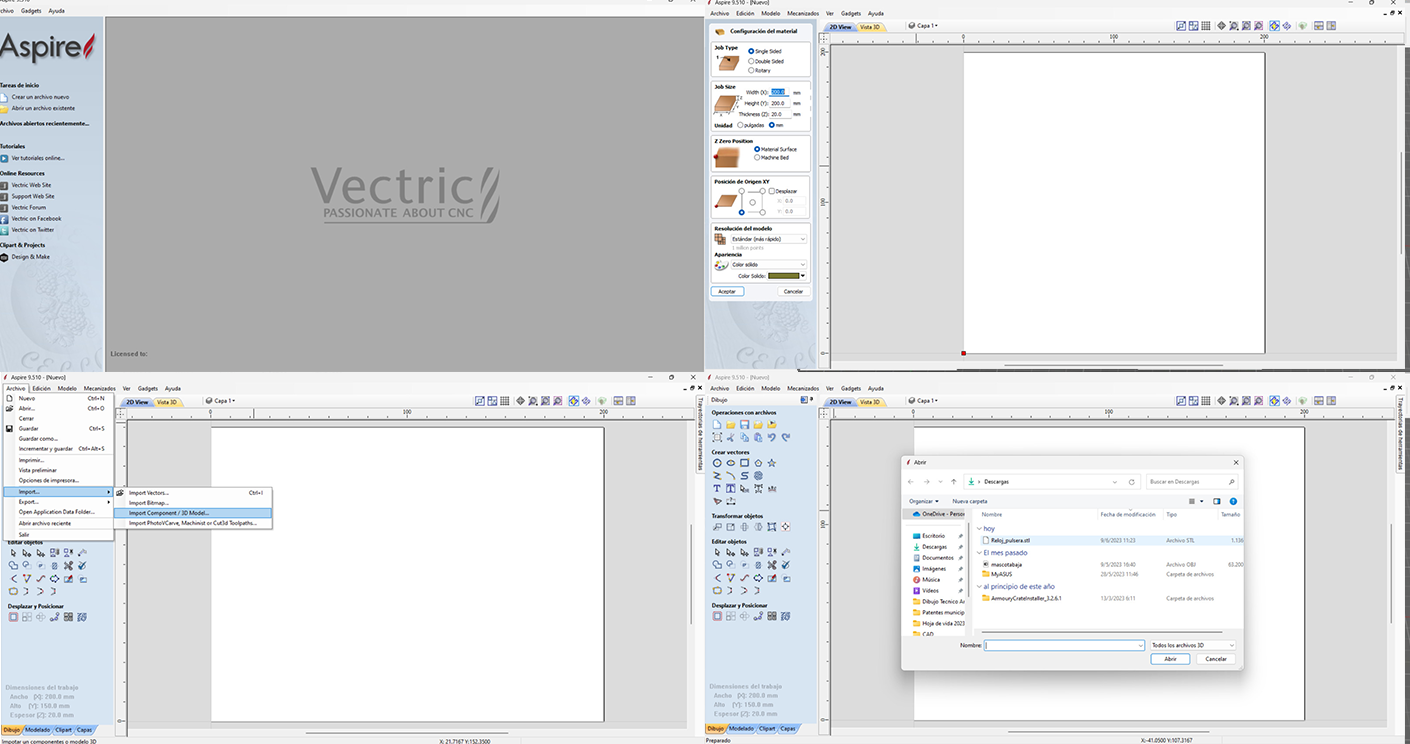
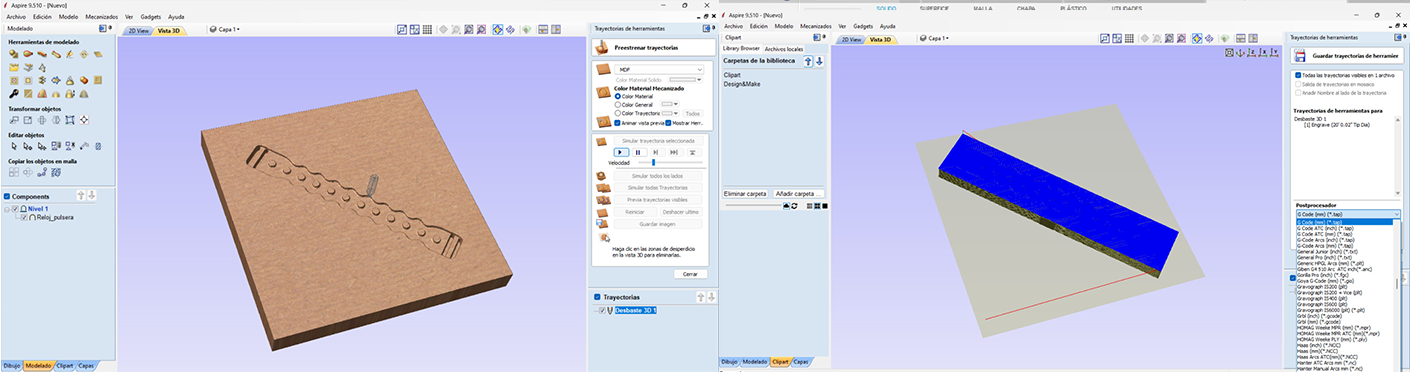
I used the Aspire 9.5 software to prepare files from STL models and generate the G-code required to operate the CNC cutting router. With Aspire 9.5, I was able to import the STL file of the model and perform various operations to adjust the geometry, dimensions, and add necessary details for cutting. Once I had the design ready in Aspire 9.5, I generated the G-code that contained the motion instructions for the CNC router. This code allowed the router to cut the material according to my design accurately and efficiently.
Using Aspire 9.5 provided me with precise control over the cutting process on the CNC router, ensuring that my design was accurately translated to the material and yielded high-quality results. This experience allowed me to explore the possibilities of machining and digital fabrication, successfully bringing my ideas from the virtual world to the physical world.
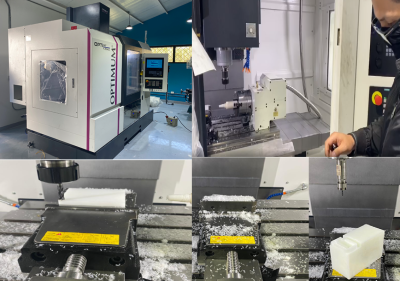
The Qustom CNC Router model H1-1300C is a versatile cutting and engraving machine recommended for all-purpose use. This milling machine supports a half-sheet (4x4 feet) of material, efficiently cutting wood, MDF, plywood, acrylic, plexiglass, aluminum, or any other material that needs processing. This minimizes waste and eliminates downtime in material preparation, resulting in cost savings. It is equipped with a powerful and fast 4HP (3.0KW) motor or spindle, capable of working with rigid materials. The machine provides stable and precise movement thanks to its electronic micro-stepping motors, which achieve impressive levels of detail. This makes it a valuable tool for high-precision work. WORKING AREA: The effective working area is 1.30 x 1.30 meters (50" x 50" inches or 4' x 4' feet). It supports a half-sheet or panel, requiring it to be divided in half.

To prepare the machine and perform roughing to create a watch bracelet mold, the following steps were followed:
- Material preparation: A suitable wood sheet was selected for roughing. The sheet was securely fastened to the machine's worktable.
- Software setup: Computer-aided design (CAD) software was used to create the 3D model of the watch bracelet. The model file, in STL format, was imported into Aspire 9.5 software.
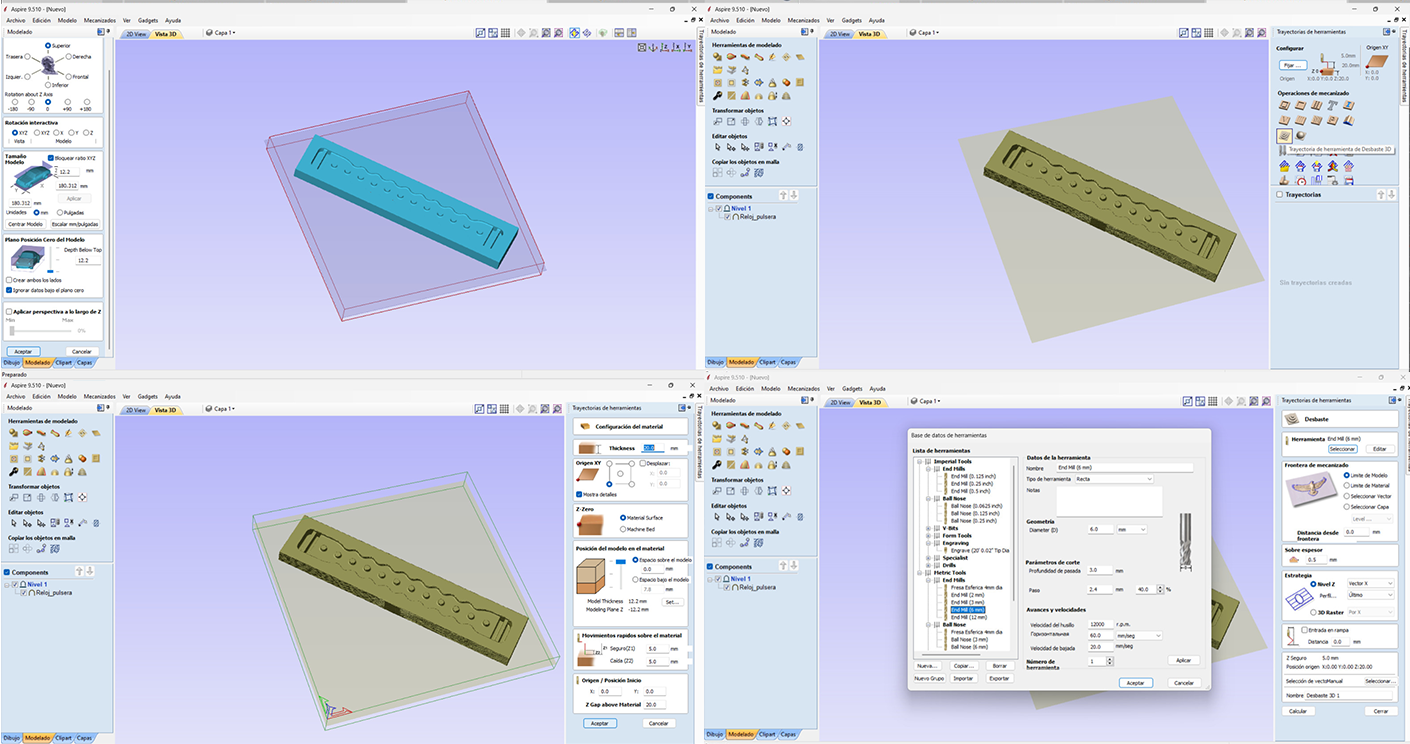
- File preparation: In Aspire 9.5 software, necessary adjustments were made to adapt the model file to the cutting and roughing parameters. Roughing strategy, cutting speed, cutting depth, and other relevant parameters were defined.
- Generation of G-code: From the model file prepared in Aspire 9.5 software, G-code was generated, which is a specific programming language to control the CNC machine. This code contains precise instructions for roughing and cutting the watch bracelet.

- Loading the G-code into the machine: The generated G-code was loaded into the CNC machine, either through a direct connection or via a storage device such as a USB drive. It was verified that the code was loaded correctly and the machine was ready for execution.
- Fine adjustments and testing: Fine adjustments were made on the machine, such as verifying motion limits, calibrating axes, and securing the cutting tool. Then, a test cut was performed on a test material to ensure that the machine was ready to produce the watch bracelet mold
- With these steps, the CNC machine was prepared and a watch bracelet mold was created through roughing. This allowed obtaining precise and high-quality results for further use in the manufacturing process of the watch bracelets.
.
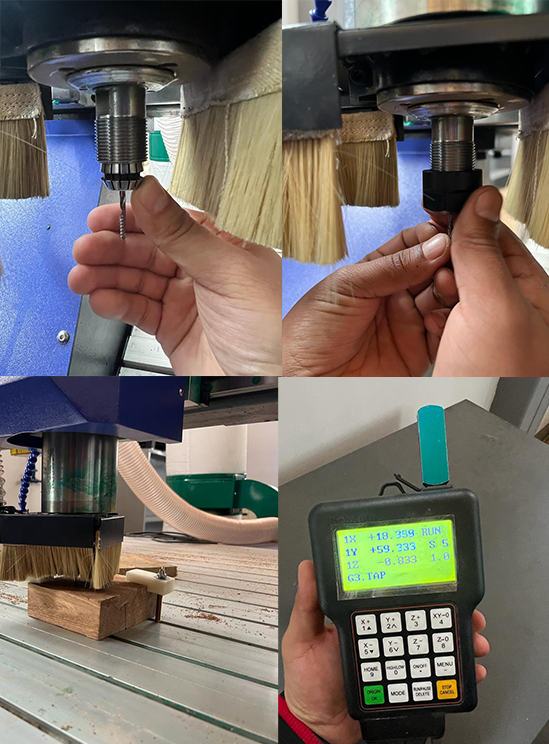

To conduct a test with the router and silicone rubber, I decided to use a piece of laurel wood. This type of wood is known for its durability and ease of working, making it an excellent choice for this experiment. I prepared the final design file and loaded it into the CNC machine control software. Once the machine was ready, I securely fastened the piece of laurel wood to the worktable and began the milling process. The router moved precisely over the wood, following the instructions from the design file. The cutting was smooth and clean, highlighting the details of the pentagon design. The outcome of the test was successful. The combination of the router and silicone rubber allowed me to create a high-quality and precise result. This success gave me the confidence to proceed with the final design of the emergency watch bracelet, using the materials and techniques that were tested in this trial.
Cnc machining

Finally, after conducting the tests, the mold for the watch bracelet was machined on the CNC router.

CASTING
For the creation of the bracelet I used silicone rubber
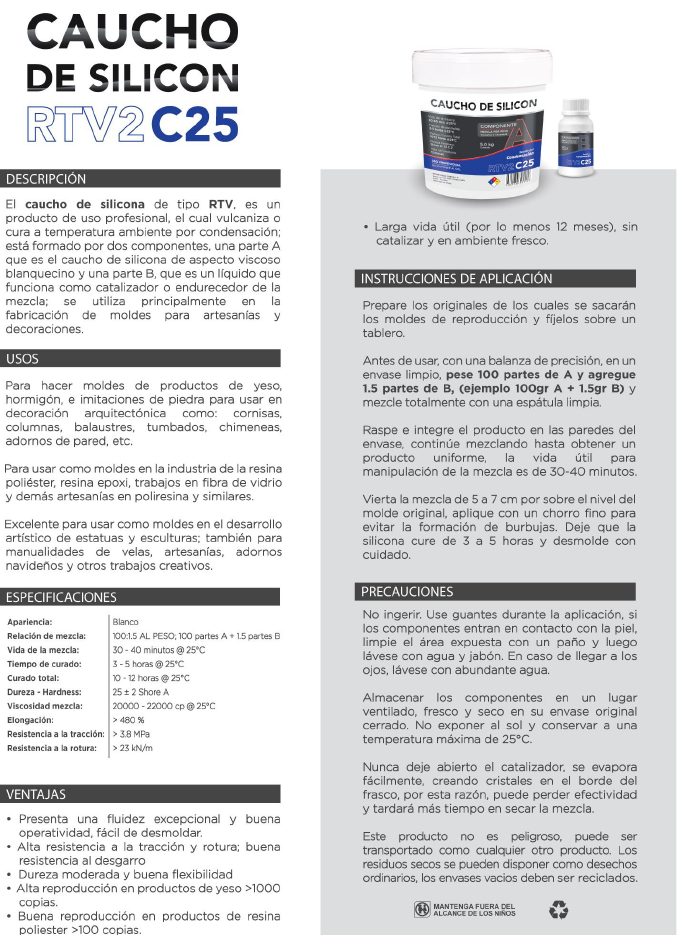
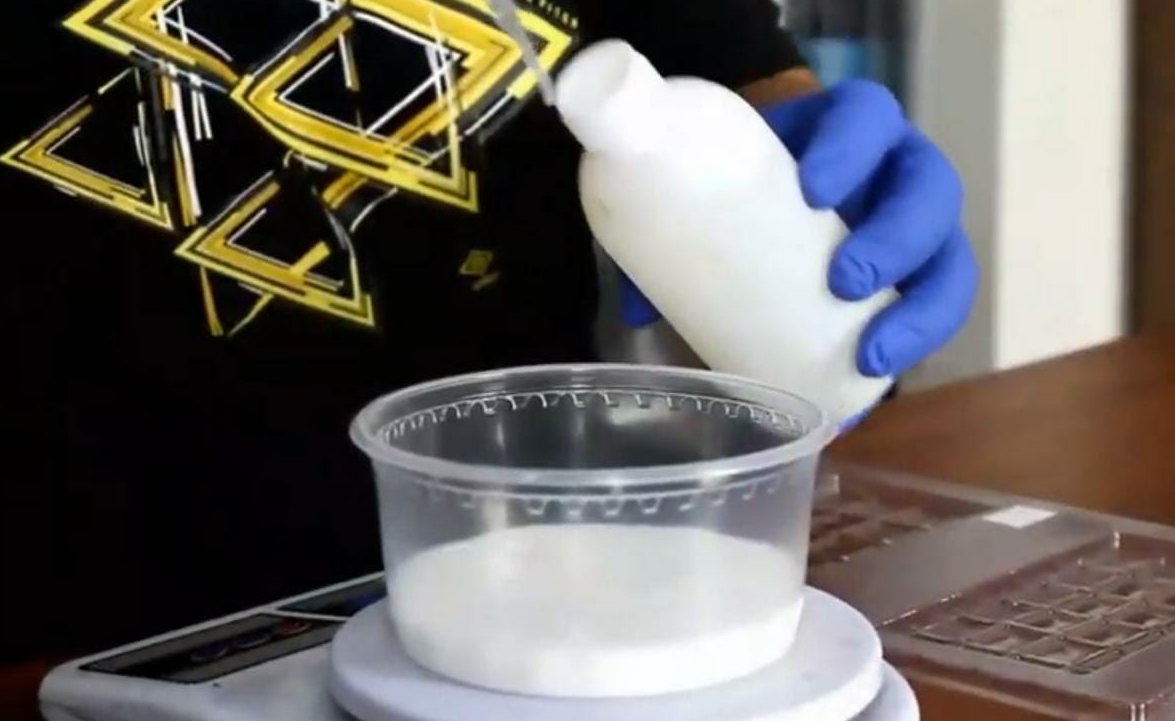
The brand of the silicone rubber I used is called RTV2 C25 and it is sold by a well-known company in Ecuador called PINTULAC. I have added the technical data sheet (but it is in Spanish). Basically, we have instructions on how to mix the contents. We need to mix by weight, with the instructions stating 100 parts of component A (the large container of 1kg) to 1.5 parts of component B (the small container of 30g).
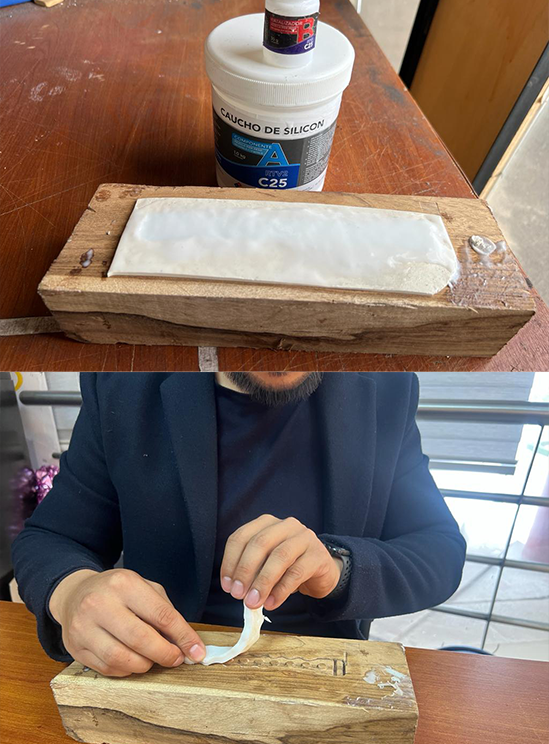
I worked with silicone rubber for the bracelet and accelerated the mixing process with the catalyst to achieve faster results.

Extra Credit:
Advantages and limitations of molding and casting processes
Process Advantages Limitations SAND MOLD Almost any metal can be cast; there is no limit to size, shape or weight; low tool cost. finishes and high fault tolerances are required METAL MOLD Most metals can be cast without size limits; allows complex shapes They are expensive PLASTER MOLD Complicated shapes, dimensional accuracy, good finishes and low porosity Limited to non-ferrous metals CERAMIC MOLD Complex shapes, close tolerance parts, any metal can be cast Limited size WOODEN MOLD Medium complex shapes, low cost and fast production Low durability WAX MOLD It is a high precision casting; because it is capable of producing highly accurate fades and intricate detail, Low cost Low durability
Based on the information provided in the table above, taking into account that the mold to be manufactured is an initial protototype which does not require much durability, I have decided to use a block of polyamide - nylon 12 to manufacture my mold.

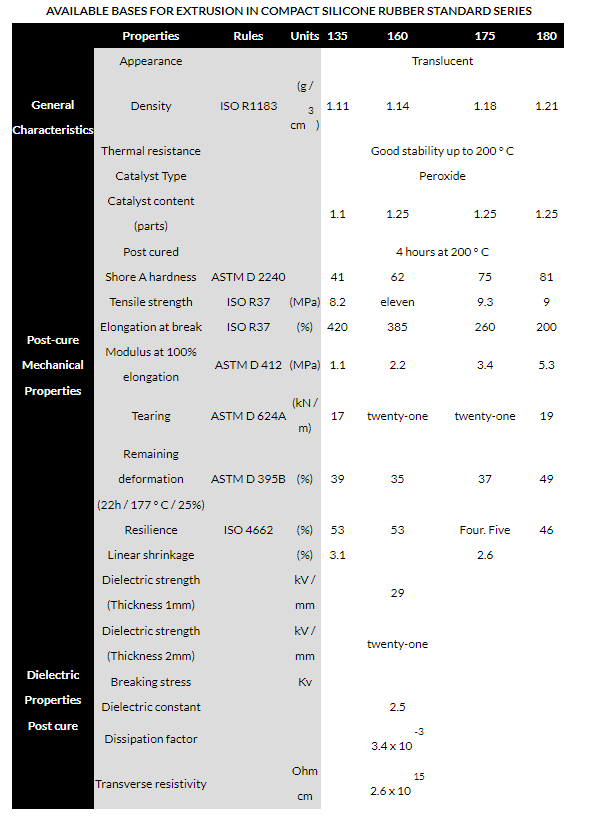
Properties and characteristics of polyamide nylon 12
Summary: Industrial semi-crystalline thermoplastic, very similar to Nylon 11, and its performance is usually somewhat better. Among all the ordinary unmodified nylon stockings, it has the lowest water absorption, heat resistance and toughness. Compared to nylon 6 and 6,6, both have significantly lower water absorption (and therefore improved dimensional stability and electrical properties) and higher cost. Its impact resistance is also low, while its UV resistance is much better.

DESIGN
Once the material to be used for the manufacture of the mold has been chosen, I proceed to design it using the solidworks software
PART 1
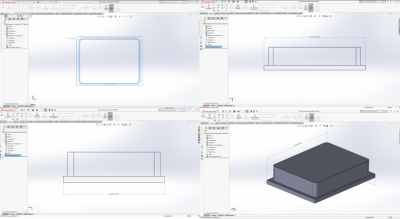
PART 2

Cnc machining
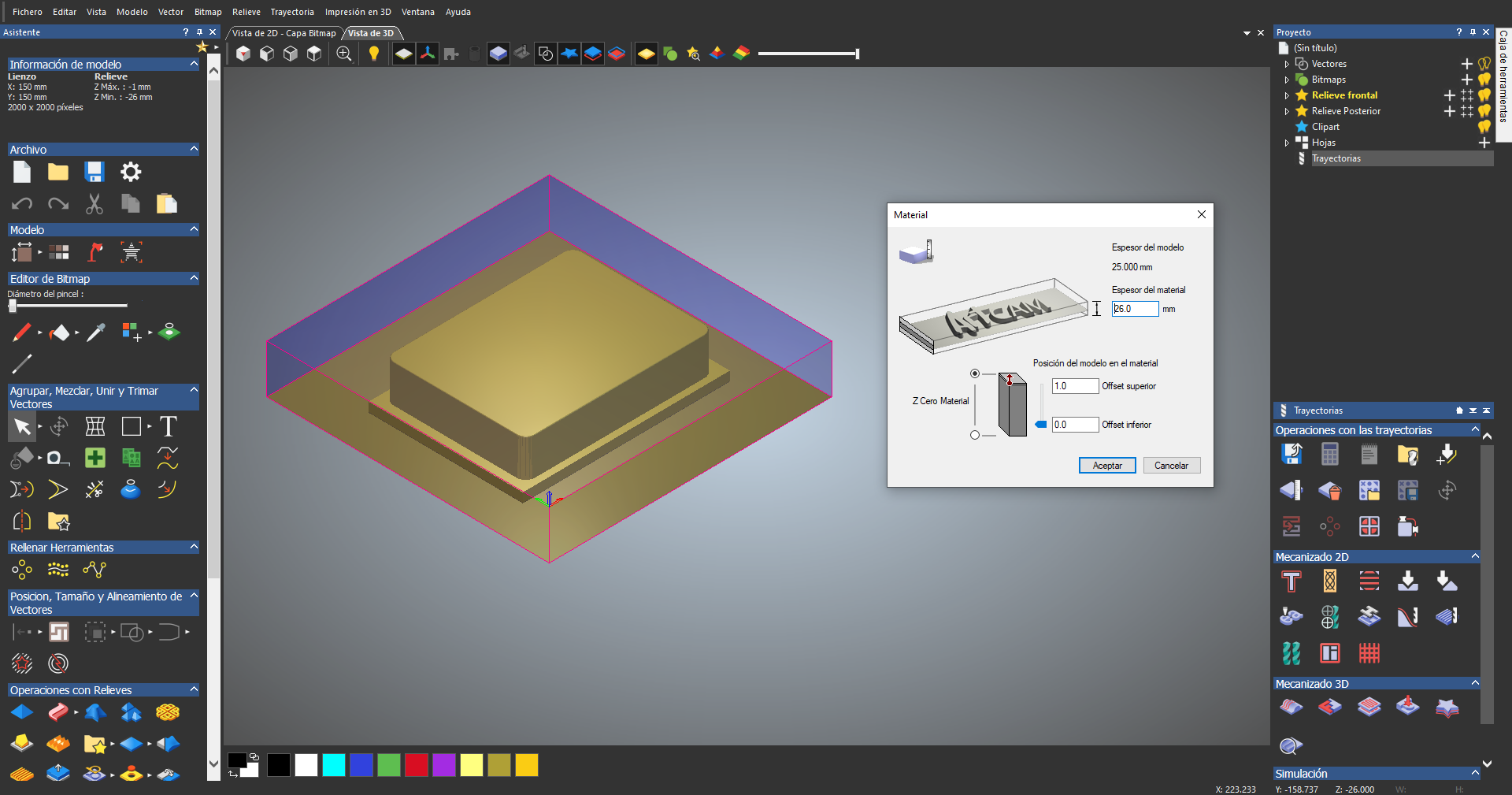
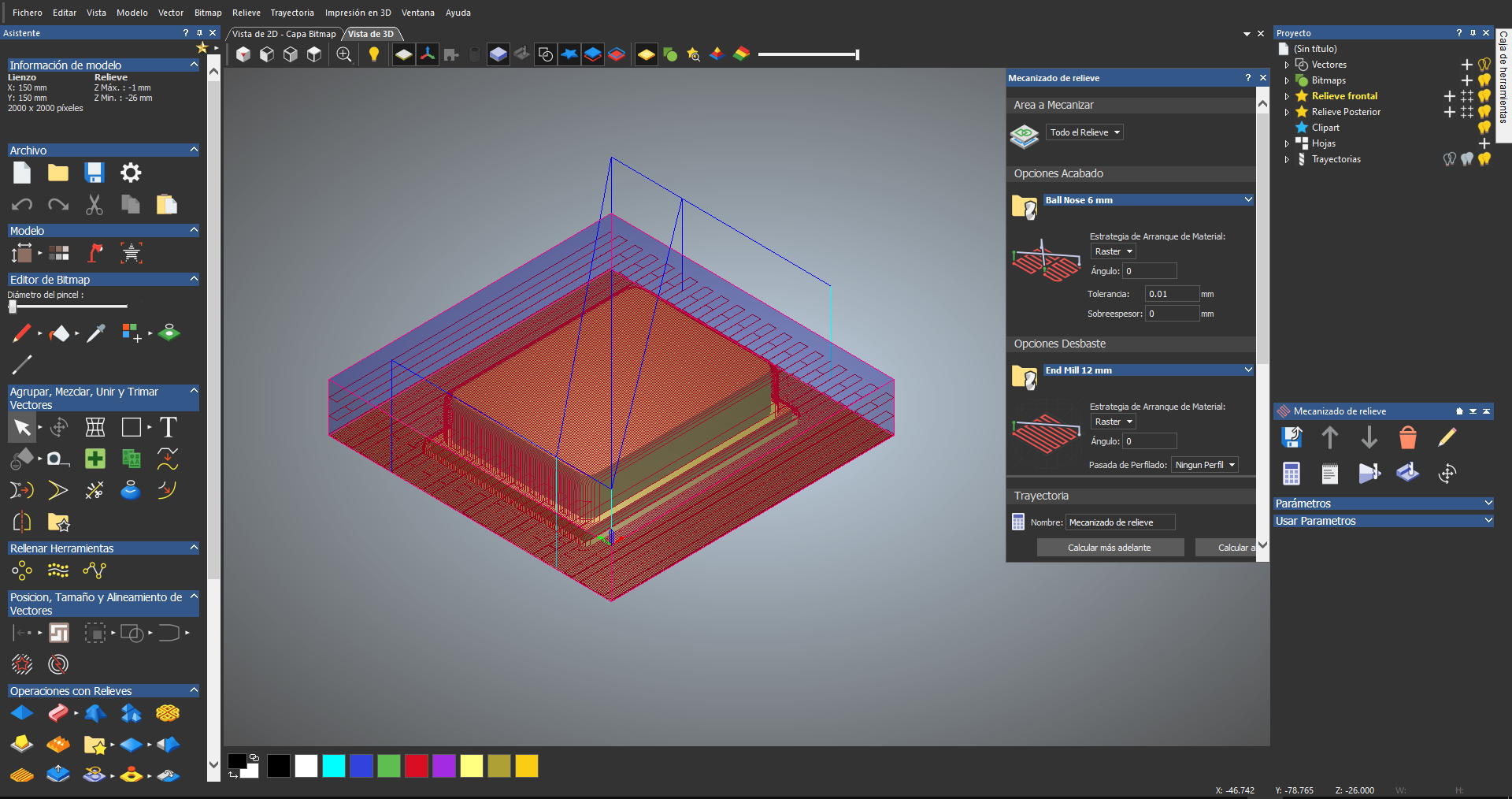
Before starting the machining process it is necessary to create the files with the g code, for this use the ARCAM software
PART 1
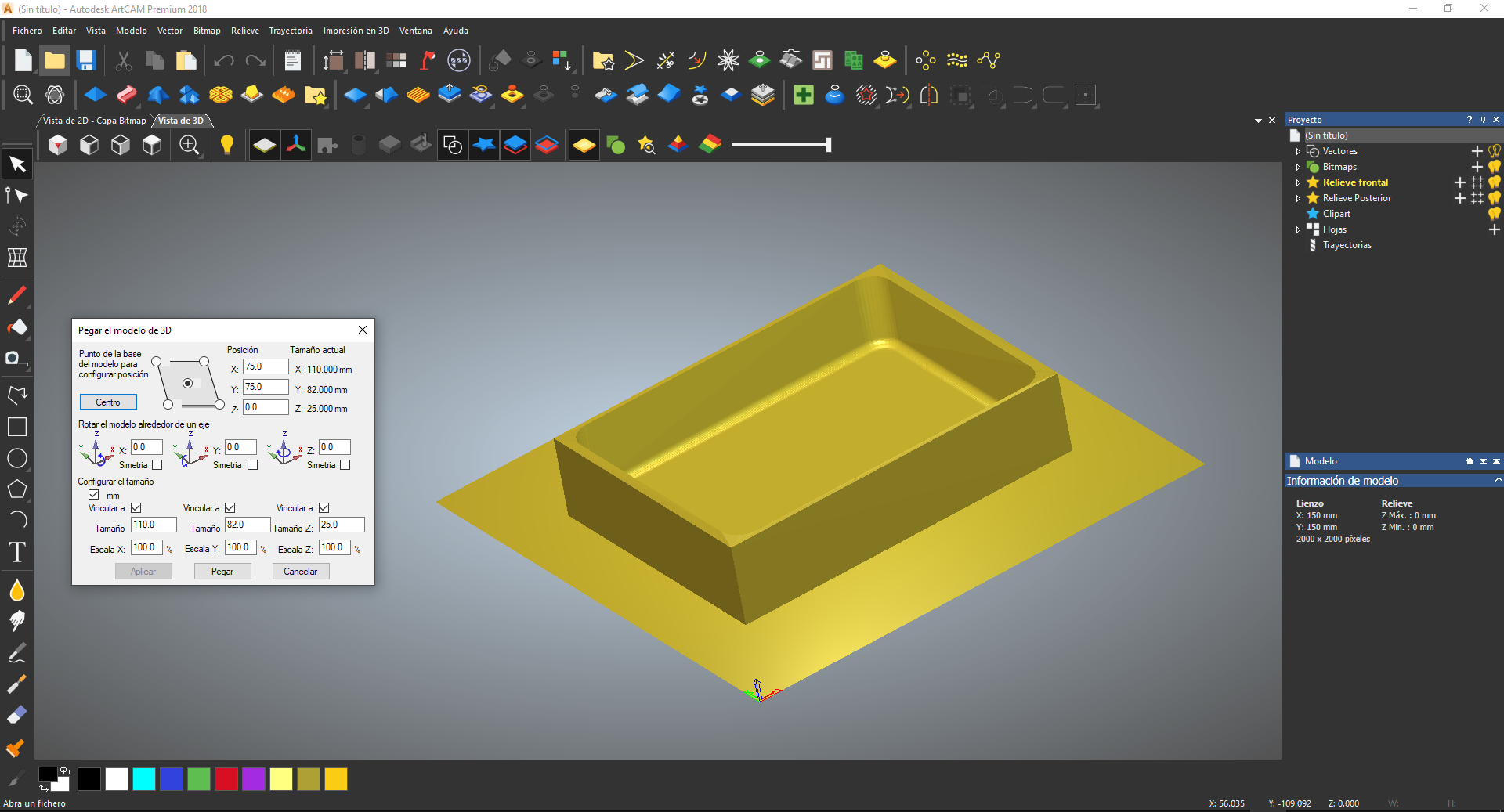

PART 2

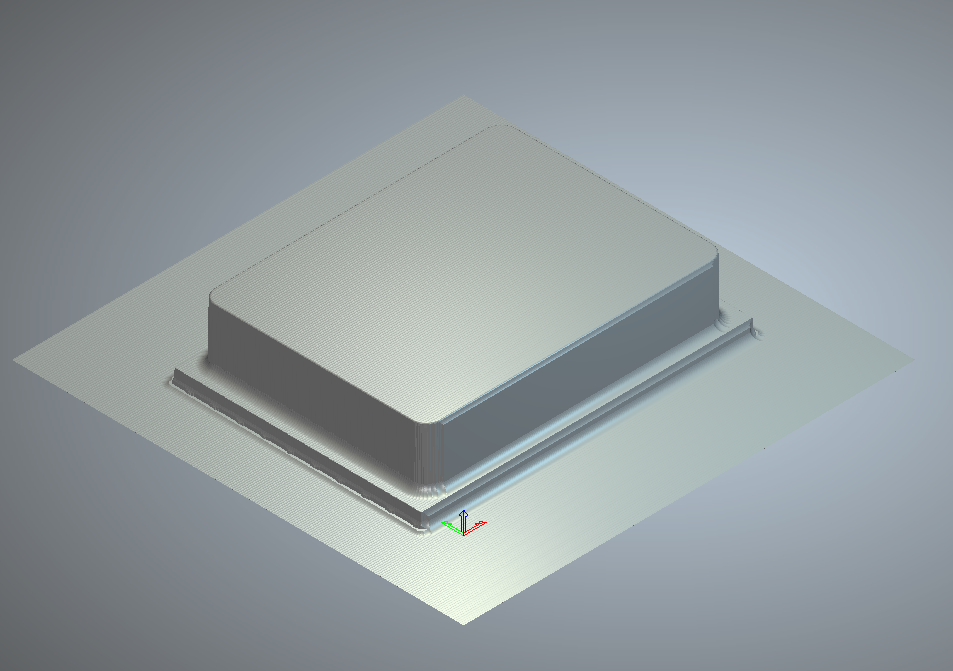
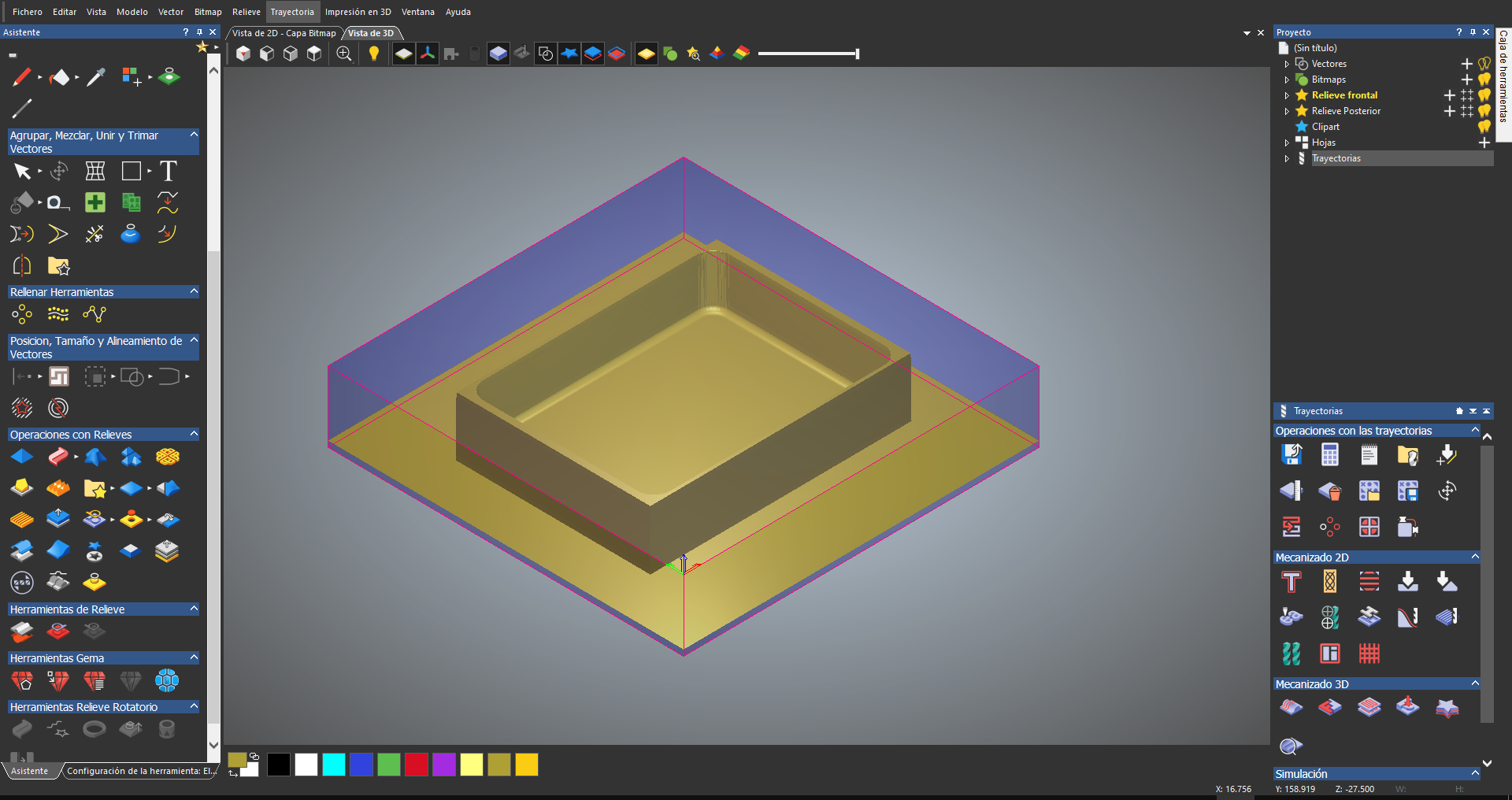
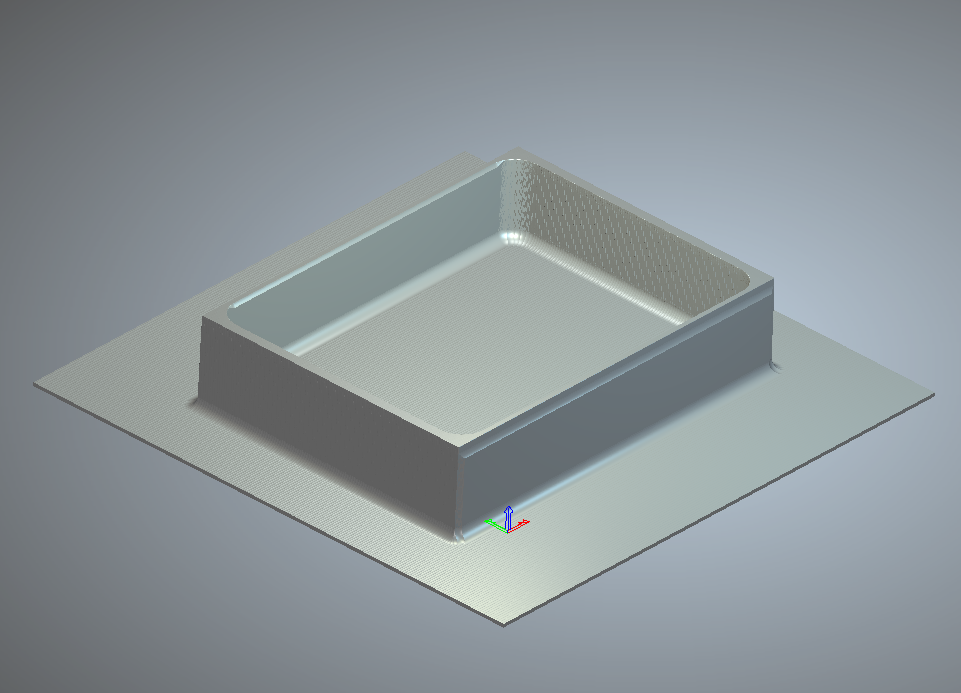
MACHINING PROCESS SIMULATION
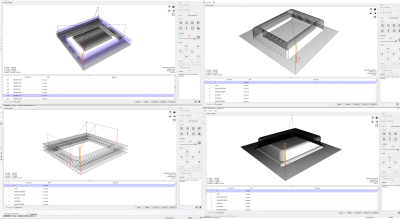
MACHINING PROCESS
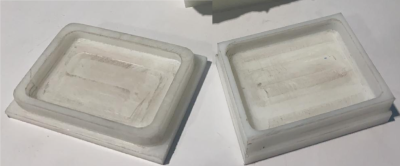
mold and counter mold finished
CASTING
For the creation of the case use silicone rubber

preparation of the mixture


Here is the case for the moulding with the result behind.

Conclusion
- (During Pandemia)We couldn´t work in the laboratory that´s why we made all the practice for the virtual way and at home. FabLab Zoi of course gave me the materials. It happened in the firt try.
- In conclusion, the second attempt with the new CNC router proved to be a significant improvement. The upgraded machine provided enhanced precision and efficiency, resulting in more accurate and higher quality results.
- Working with softwoods like laurel yields excellent results when using the CNC router.
Files Bracelet
- Moulding 1 V.2
Files extra credit
- Moulding 1 V.2