6. 3D Scanning and Printing¶
Assignment¶
This week, our group assignment was to test the design rules and limitations of our 3D printer, and our individual assignment was to design and 3D print a small object that could not be made subtractively, as well as to 3D scan an object.
Group Work¶
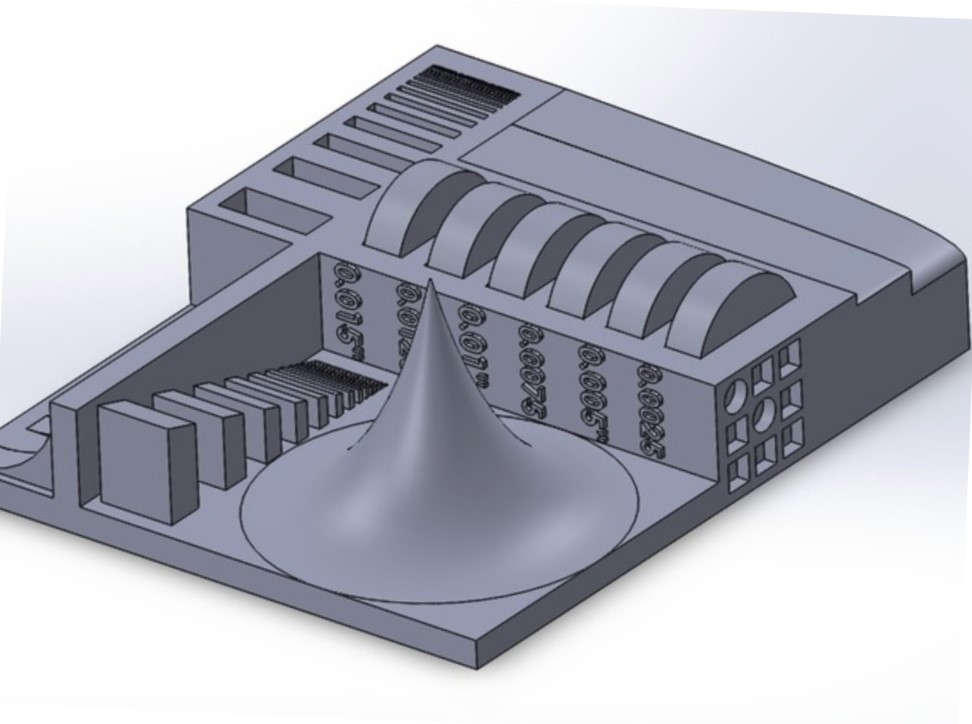
Our group assignment this week was to test out the design rules of our 3D printer so that we could better understand what models we are able to print out. To do this, we chose to print the test file that Neil recommended for us in this week’s class. This test print was great because it showed us many different aspects of what our printer is capable of in such a small and visually pleasing form factor.
We started the print out on our lab’s Lulzbot Mini 3D printer in the morning one day and it was all finished by lunch. We have each had a lot of experience with 3D printing before in our other classes so this wasn’t much of a struggle at all.
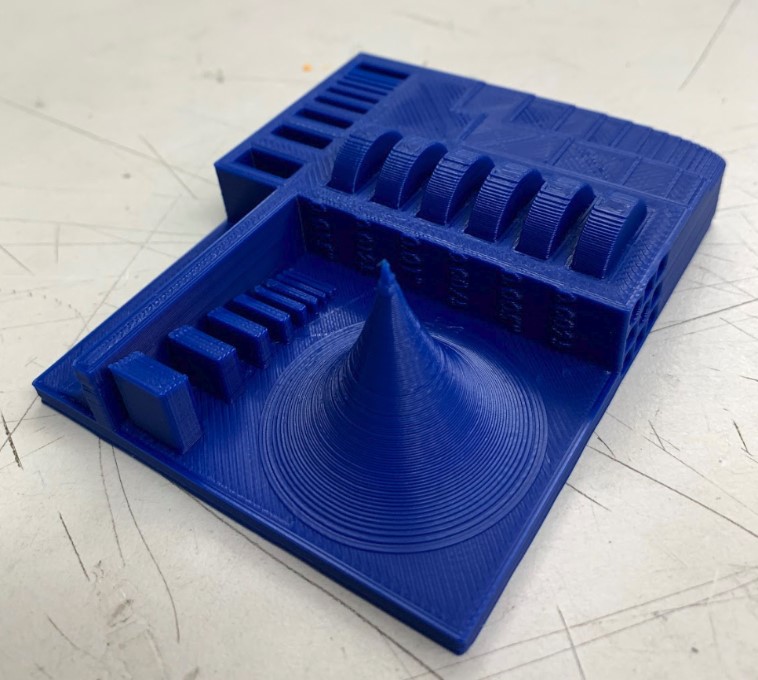
The print ran quite nicely on our printers, and it actually did better than I expected it to on the bridge test given some of my previous experiences with bridge tests in the past.
What We learned¶
This test print helped us determine a lot of things about our printer such as the minimum wall thickness and the minimum proximity between two printed objects. It also had other helpful things included like a bridge test, a horizontal to vertical cone, pocket cut shapes in the sidewall of the print, and a layer thickness test on one end.
One of the main things we will use and incorporate from this test is the minimum wall thickness. In our case, we found the minimum wall thickness to be 1mm.
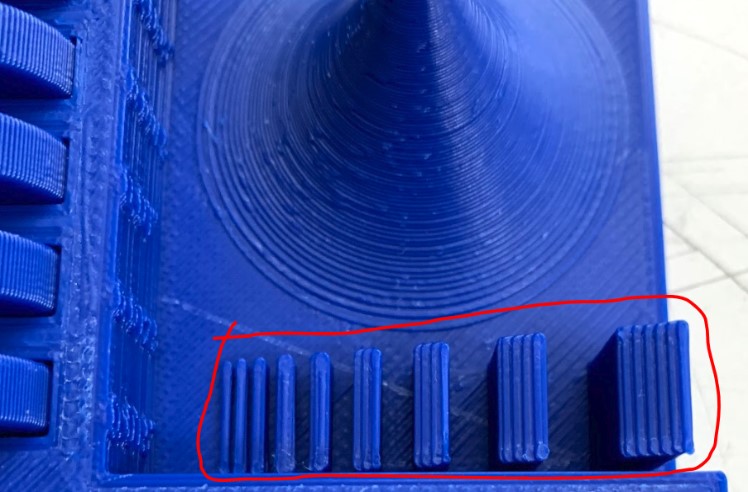
Another great thing this showed us was how closely we could print two separate structures, such as walls, in a 3D print. We found the minimum gap between two walls to be .5mm.
It also had a built in bridge test to show us how well the printer could handle extruding over empty space until eventually meeting up with another point of contact. The printer handled this beautifully with minimal droopage in the first few layers that went out over nothing.

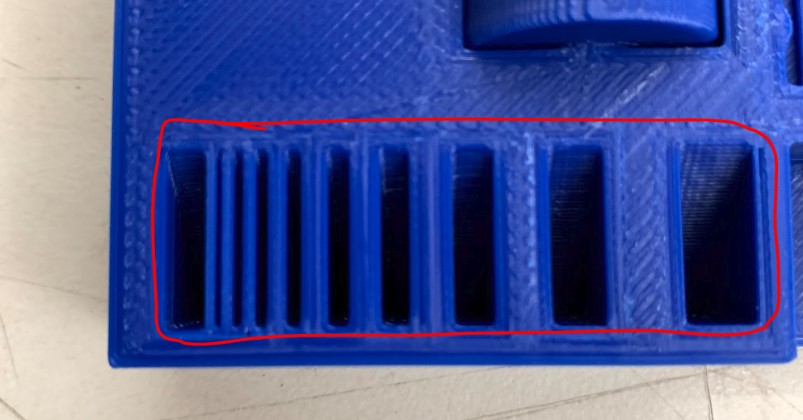
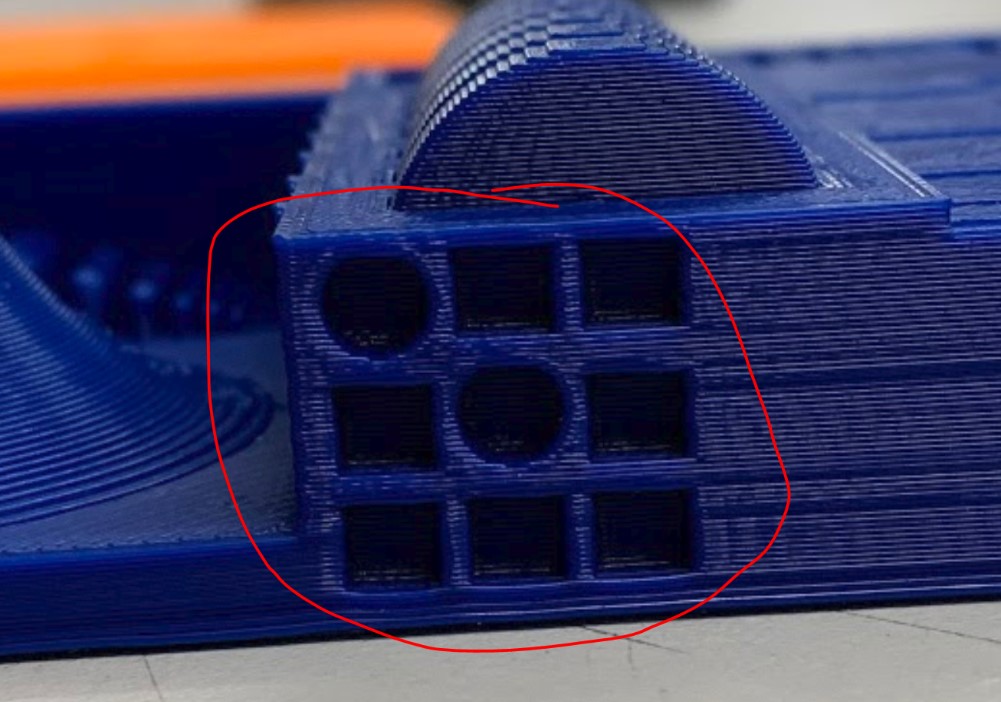
It had an array of pocket cut shapes in the side of the print that showed us how well the printer can handle making these kinds of vertically built cutouts in the wall of a print.
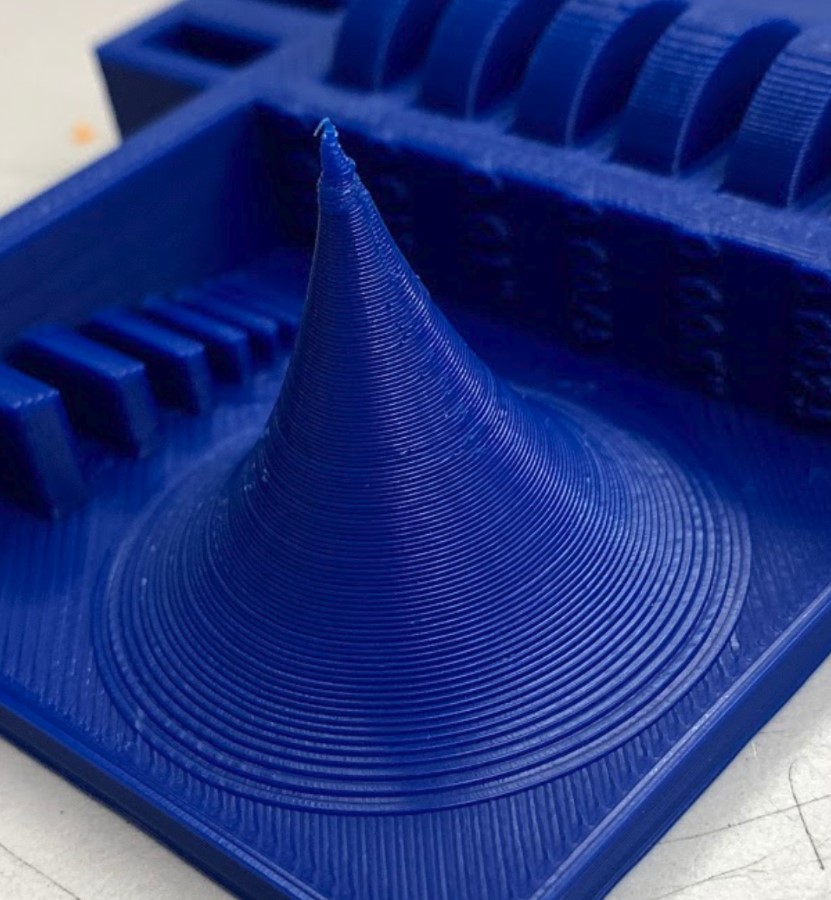
It had a cone shape that went from being completely horizontal to completely vertical. This showed us how fine of a point our printer can produce.
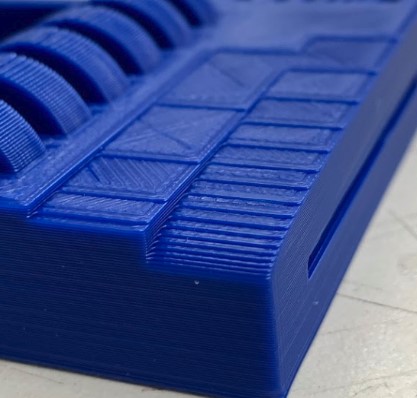
The last thing we really got out of this was the layering test. This showed us how well our printer could make a rounded edge such as a fillet, and it provided some detail into the actual layer height that our printer produces as well.
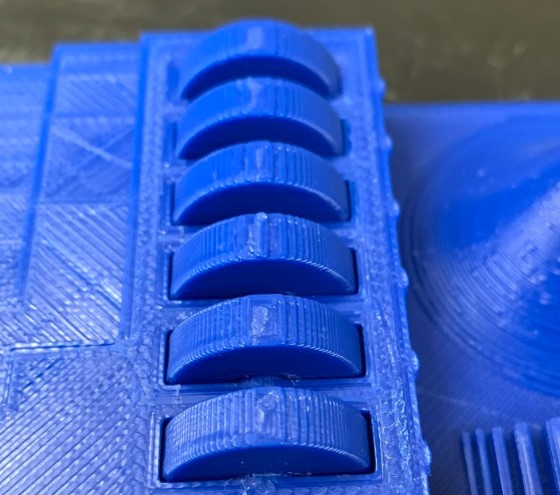
One thing that this test was supposed to show us was the minimum clearance for parts by having an axle run through each of the different spinning wheels, but this didn’t actually work as none of the wheels would even turn. I think this may be due to the slicing software unwantedly adding in supports to the model.
Individual Assignment¶
My individual assignment for this week was to design and make a 3D printed part that could not be made subtractively. I experimented with a few different things to meet this requirement.
Making the Model¶
You can do some great things with 3D printers that just aren’t possible with other manufacturing methods. One example of this is the ability to print out over open space, called an overhang. When testing things out, my group found that the maximum limit for the angle of overhang on our printer is 45 degrees, so that’s what I worked with for my model.
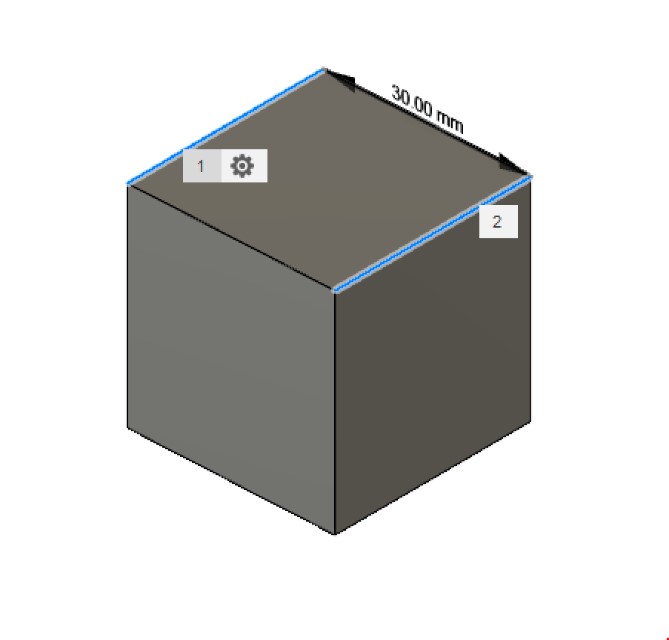
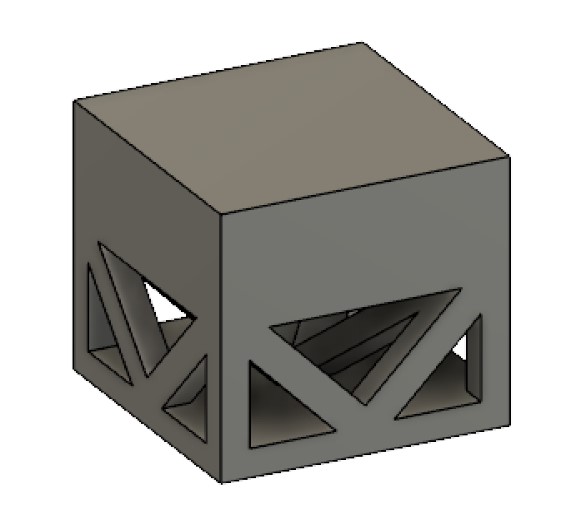
I started out in Fusion 360, and the first thing I made was a 3x3x3 cm cube. I did this so that I wouldn’t go above the recommended sizing and make a part that would end up taking an excessive amount of time to print out.
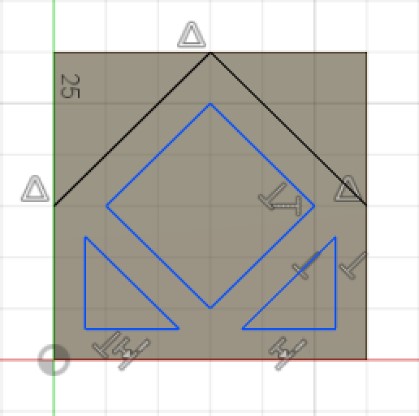
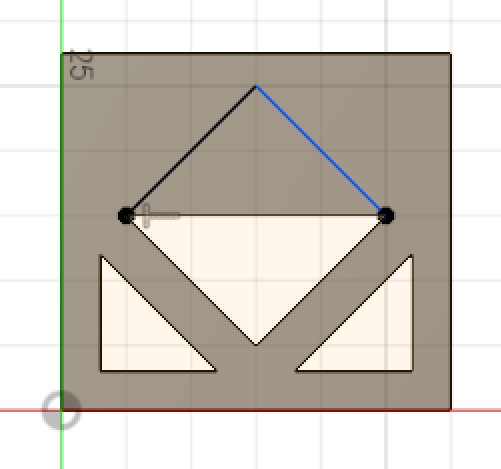
Then, I layed out a sketch that I would extrude into the cube to create some of those 45 degree angles I mentioned earlier.
I then did the same thing for the other side of the cube.
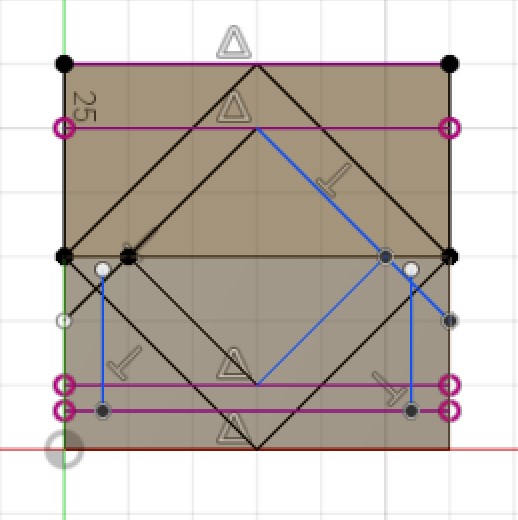

Next, I created a new construction plane to use as a reference point for separating the body in to two different pieces.
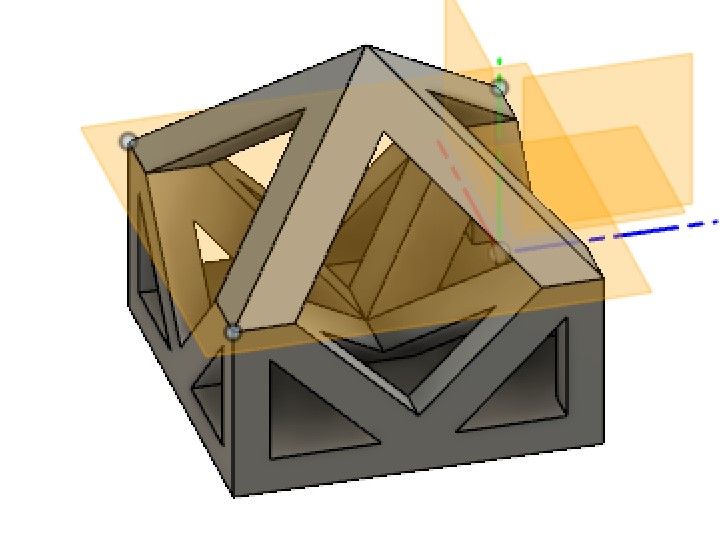
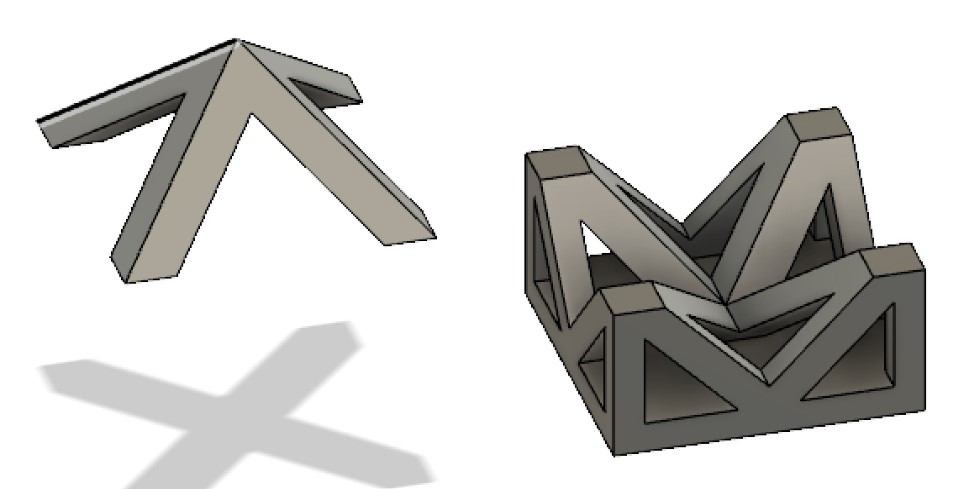
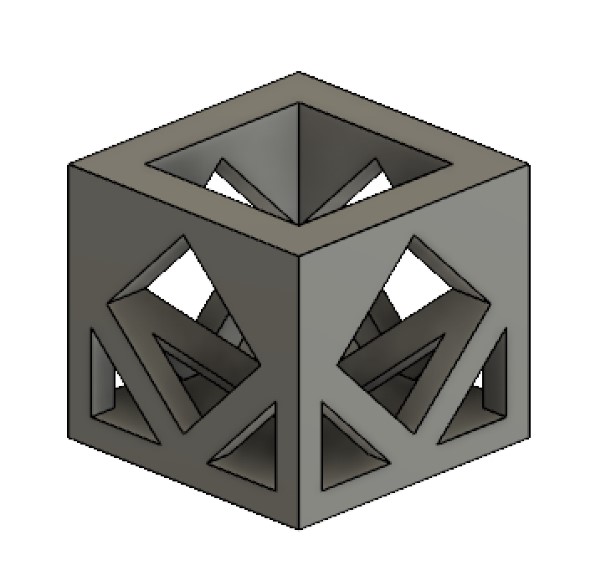
Then, I removed that extra part and extruded each corner upwards to build the next thing off of them.
I filled in the upper half of the model using the extrude tool a few times.
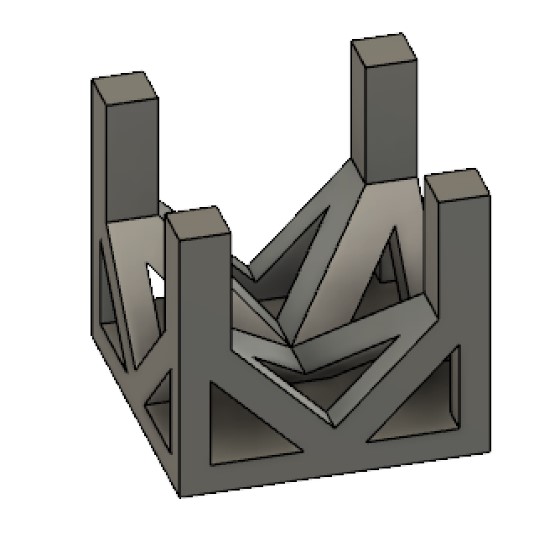
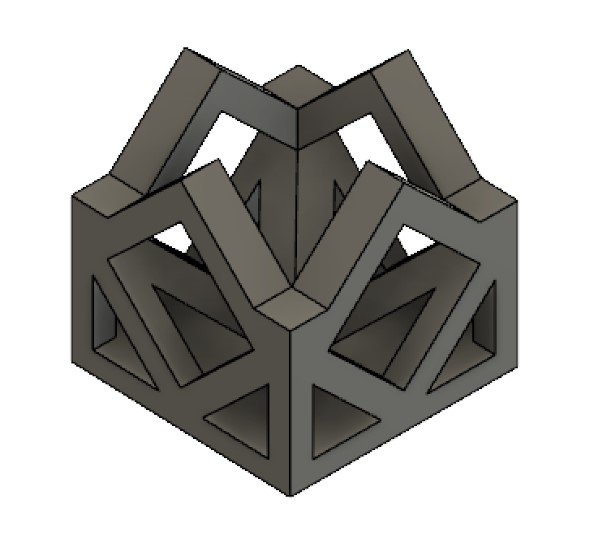
Then I hollowed out the top portion and extruded another sketch through it twice.
I took out some of the extra material up top.
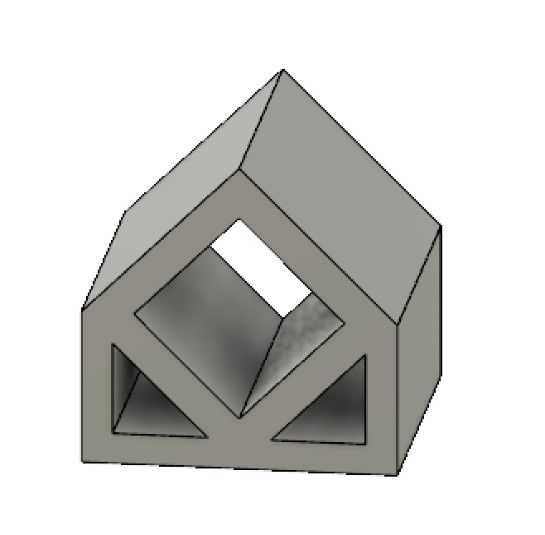
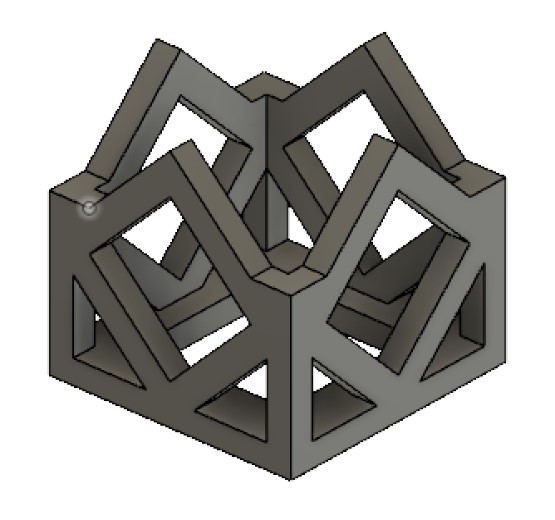
Finally, I extruded through the extra material in the middle to give it a cleaner look.
Printing the Model¶
After I had my model made and ready to go, I sent it over to the computer that our 3D printer is hooked up to and loaded it in. I pulled my model up in a slicing software called Cura that takes any STL file and turns it into GCODE that the printer can use and understand.
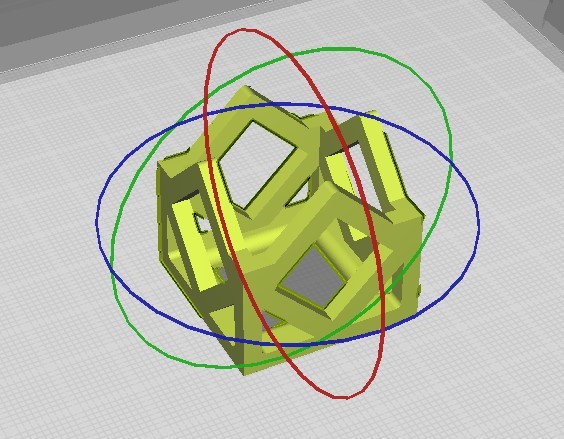
Once in Cura, I had to rotate my model 90 degrees sideways to get it to stand up and print out as intended.
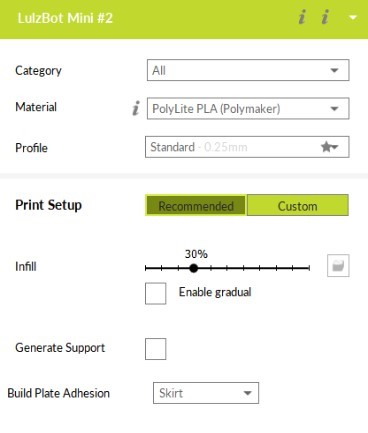
Once the model was in the correct orientation I selected my material, which was PLA, chose the refinement, which I left at a default of .25mm, and entered in the pre-heat values for the nozzle and bed, which were 210 degrees and 60 degrees celsius respectively.
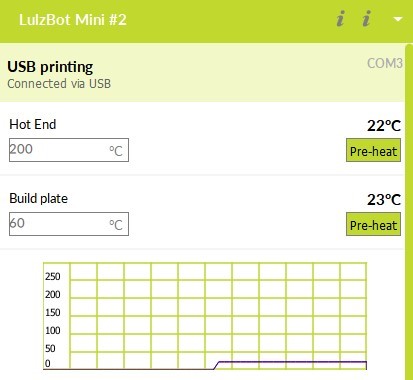
After everything was ready, I hit print and let the machine work its magic. It dropped the nozzle temperature down to 140 degrees celcius so that it could safely go through a nozzle cleaning process as well as an auto leveling test, and then once both of those were done the temp went back up to 210 and the print began.
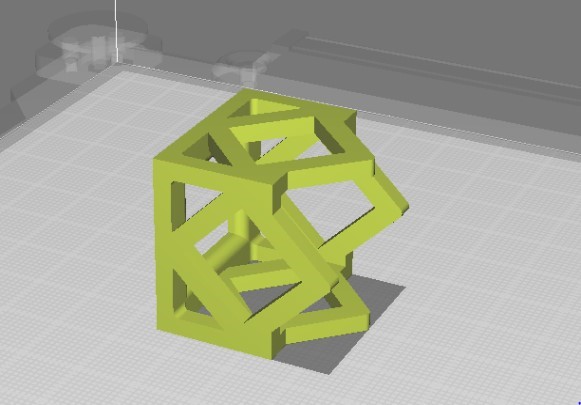
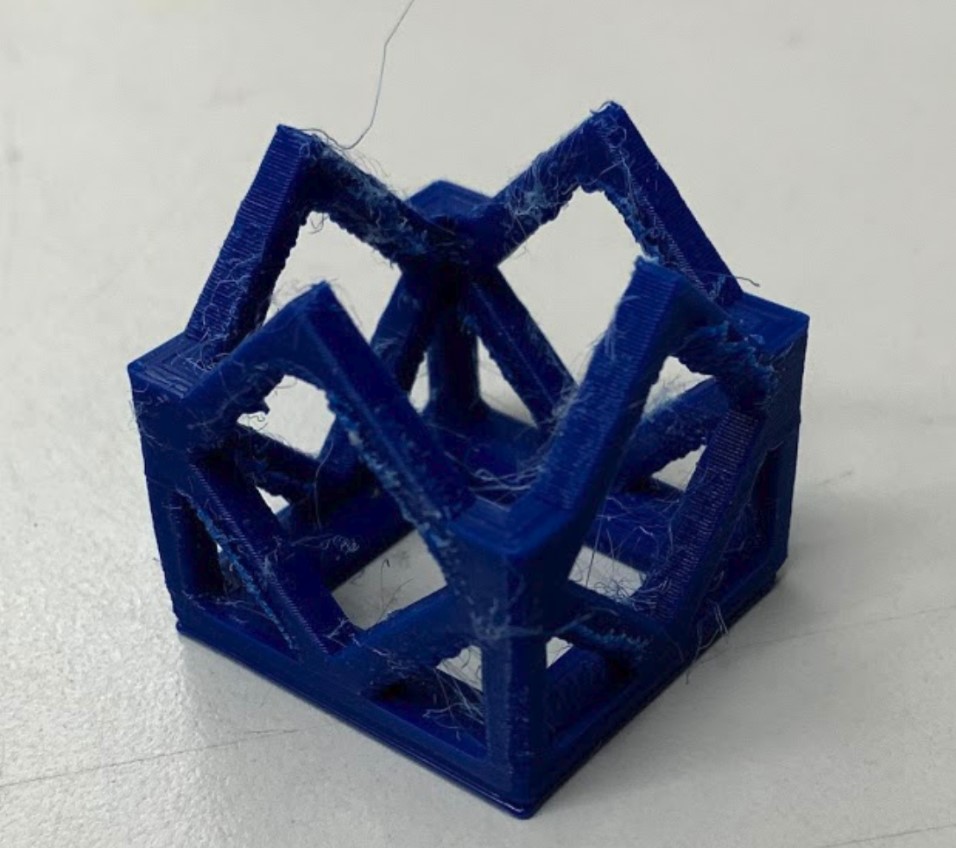
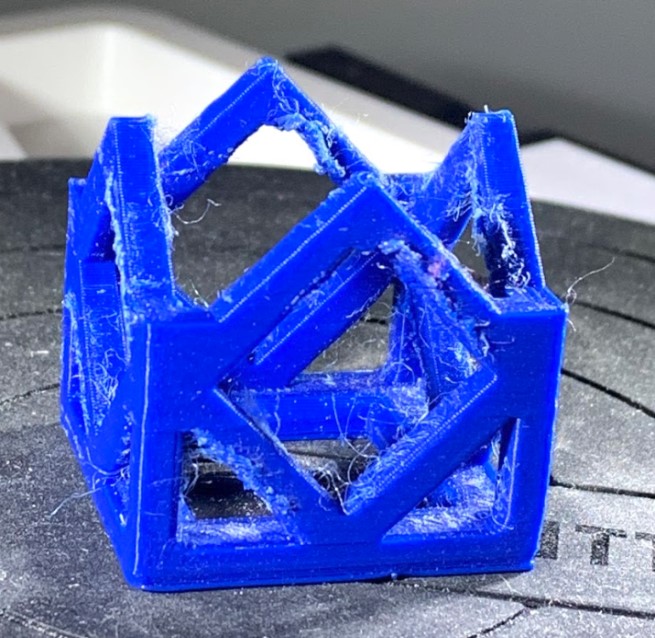
The print went pretty well, but it didn’t have quite the high quality look that I had been hoping for around some of the overhangs.

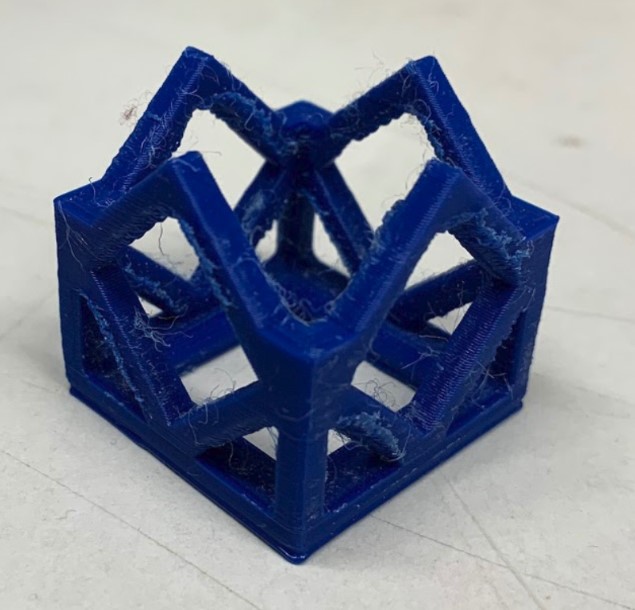
Nevertheless, I got it off of the print bed and managed to use a thin file to slightly clean up some of the rough areas, which helped a bit with the look, and I also had to pull off all of the tiny strands of PLA that had been left behind between extrusions. I wasn’t able to make it look perfect, but it came out pretty well considering the printer was extruding out over nothing for most of the time. The first picture is before any sort of attempt at cleaning the model up, and the ones after are my final piece (it actually looks pretty bad in the full lighting).
2nd 3D Print¶
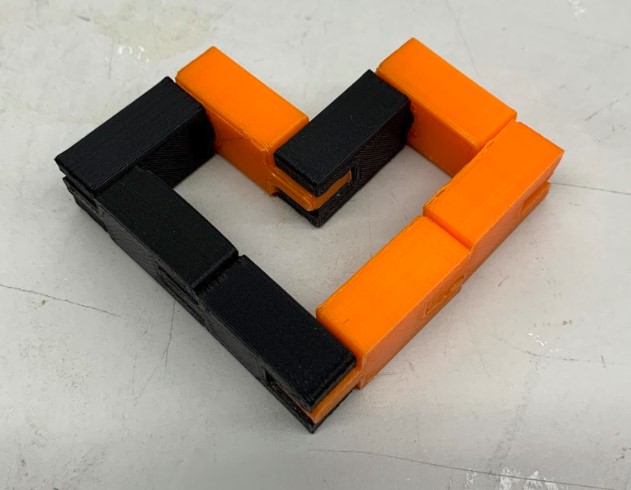
I wanted to do another 3D print that would be similar in functionality to the construction kits we made during the computer controlled cutting week. With that assignment, we had to make something that could be assembled in many different ways, and that’s kinda what I was going for with this. Another thing I knew I wanted to do with this was have snap fit connections that could be reused many many times.
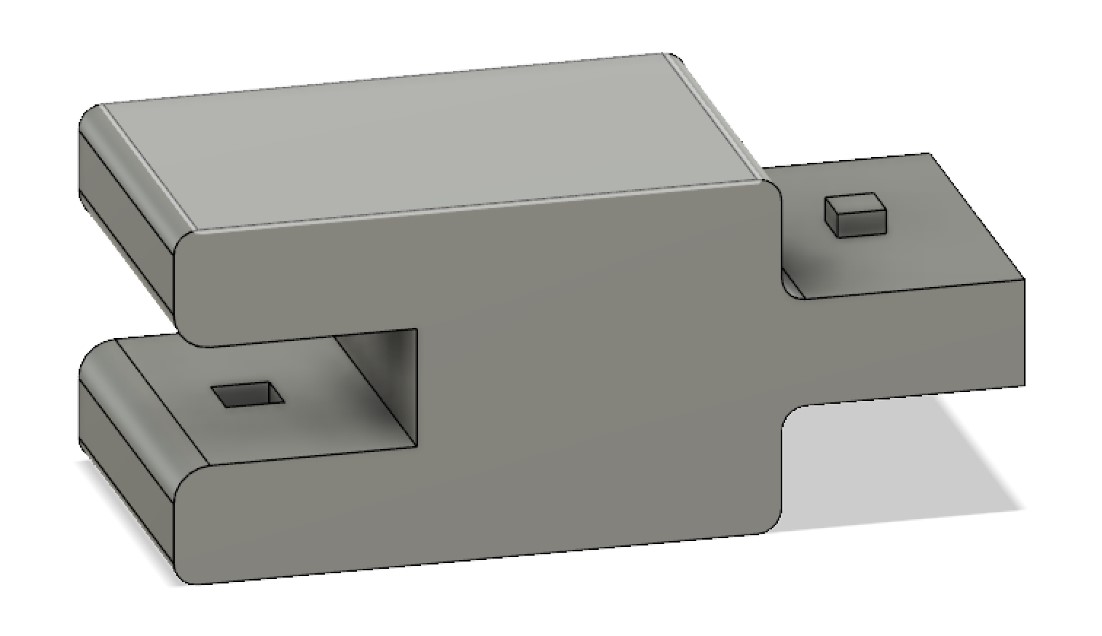
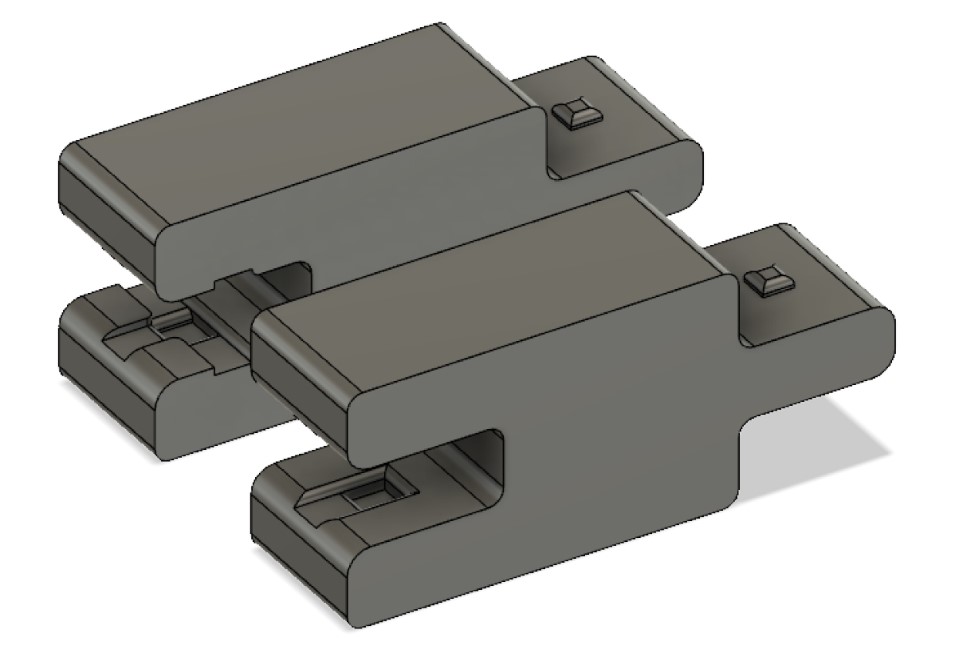
I started out with one basic piece that acted sort of like a proof of concept. It wasn’t that complicated by any means, just a bar with an indention and an extrusion, But what I was really looking to see was how these snap fit joints would end up coming together for a nice fit.

I then printed out a few more after seeing that the first one was successful.
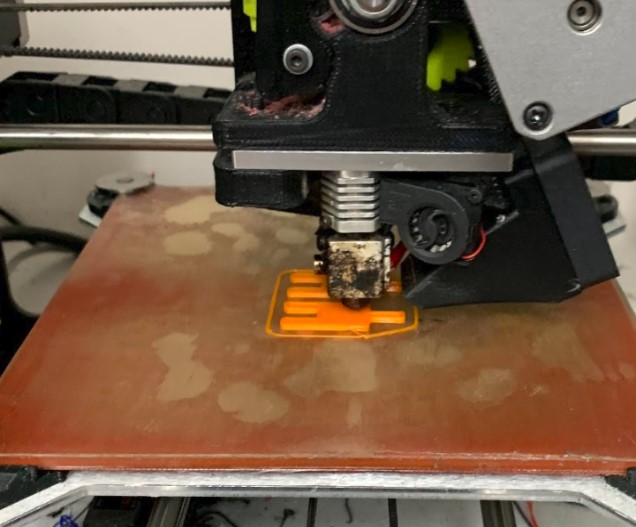

The first few that I made came out very well with practically no print errors, but the pieces were quite hard to fit together.

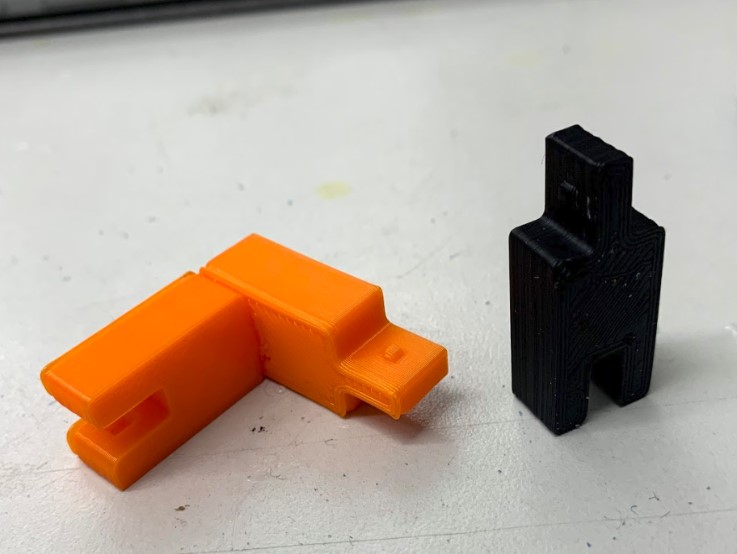
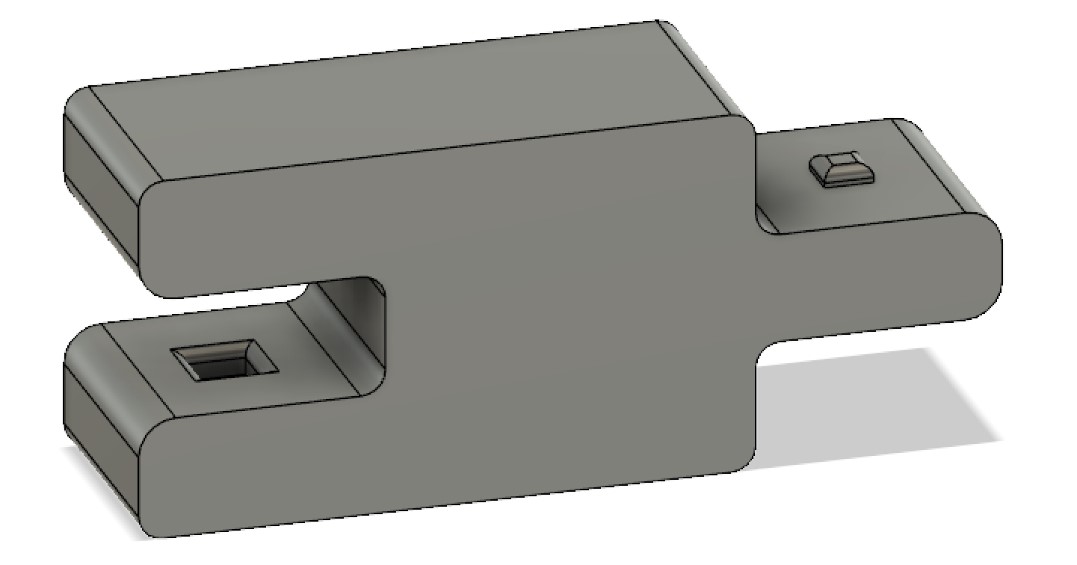
To try and reconcile this, I lowered the height of the bump that fits into the other piece to keep the two walls surrounding it from having to flex outwards quite as much, and I also added in some grooves to help guide the fit together.
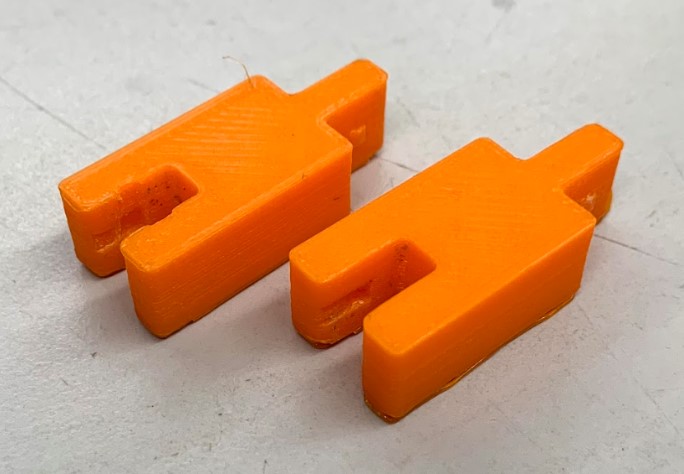
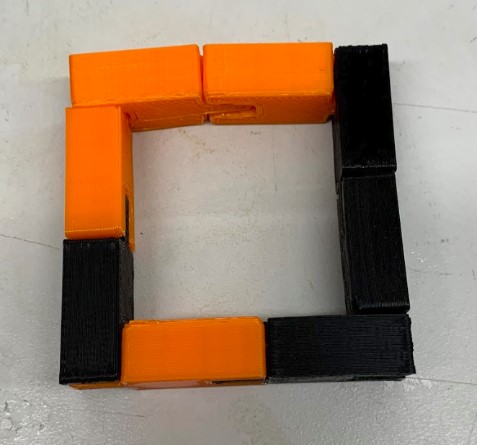
This seems to have worked fairly well as the joints are easier to connect, plus the joints get worn down more and more as you use them so the fit issue became non apparent after a while. I printed out eight of these little pieces in total and could assemble a few cool things with them all.

3D Scanning¶
Our other individual assignment for this week was to 3D scan an object. I had a bit of a rough time with the scanner but by the end of it I did manage to get a mesh created.
Since I’ve had absolutely no experience with 3D scanning in the past, I started by looking through the two user manuals that come with our Matter and Form 3D scanner, both of which will be linked below.
The manuals were both helpful, but I mainly only focused on the second one because it was the most updated for our machine. I followed the steps listed in the manual and basically treated the machine as if it were just being opened up and used for the first time. I checked the lighting of the environment, which seemed good at the time, and I even ran a calibration test twice to be sure things were set. To calibrate the machine, it uses a box with specific pattern on it that the machine knows to recognize.

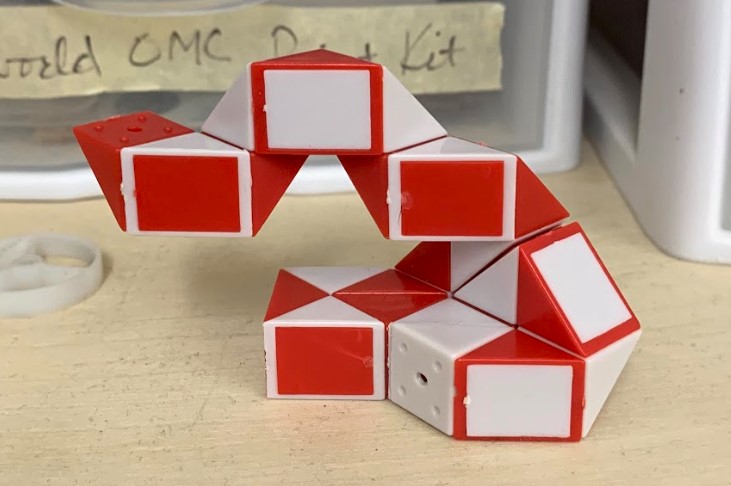
After calibrating the machine, I placed my part on the bed to be scanned. The first thing I tried to scan was a kinetic toy I had at home, but unfortunately it didn’t work out very well.
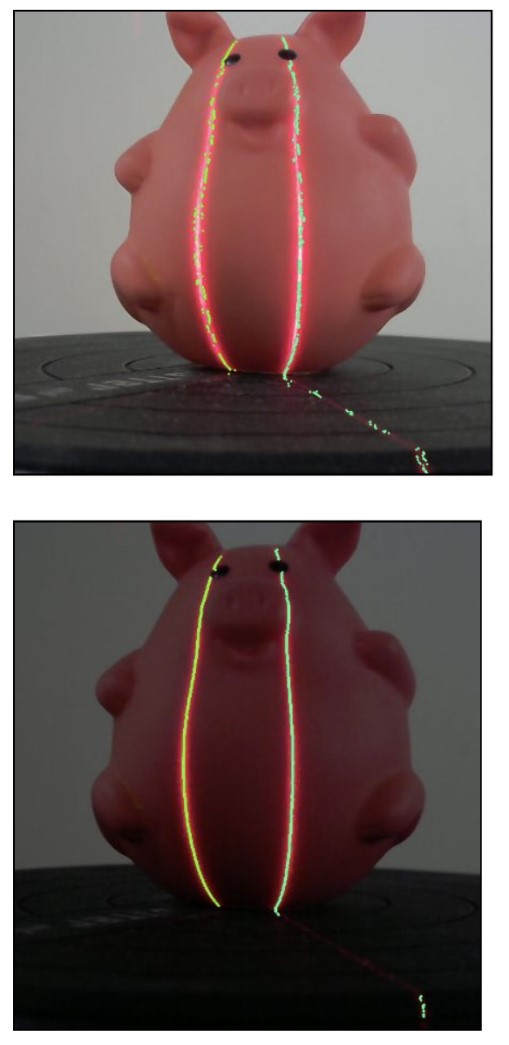
After it was on the scanning bed, I then adjusted the geometry settings that change the aperture of the camera to achieve different exposures. I used the second option for “High Exposure” so that I could be sure I would get the best quality scan.
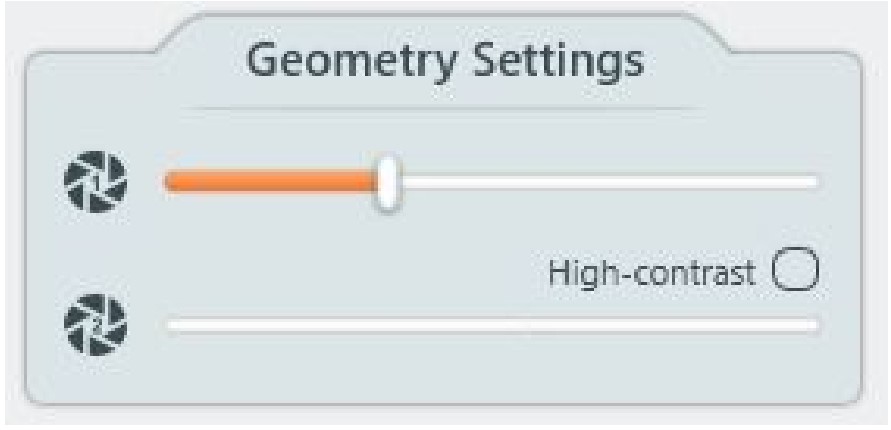
While adjusting these sliders, I was keeping track of the clarity of the laser lines on my object. When setting up a scan, always try to achieve the clearest laser lines possible on the object because that means that it will scan the best. Here’s an image from the user manual that provides a nice example of bad verses good lines.
Once the lines looked clean, all I had to do was press scan. Unfortunately though, the scan didn’t come out very well the first time.

I tried it all over again with some lighting changes, but once more I got a failed scan of the object.
I figured that maybe this object was a bit too complicated to be starting out with, so I changed up the shape of it to a more condensed version. Here you can see that the laser lines are very clear on the sides of the object.
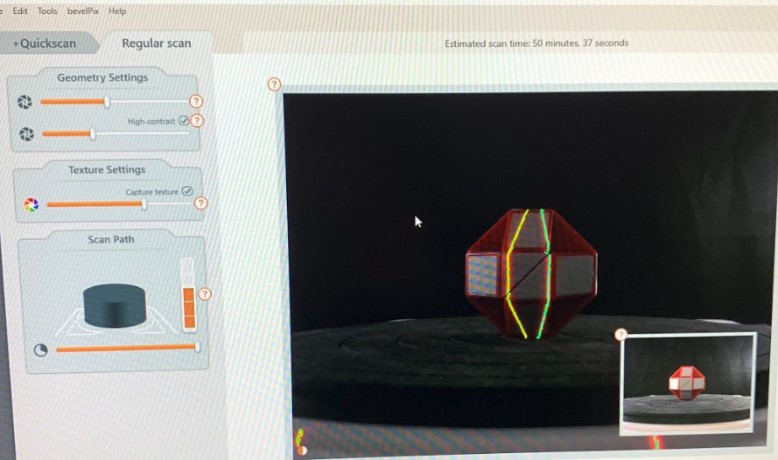
This one still managed to fail, and at the time I just figured I should try a different object entirely because the kinetic toy was too reflective to scan very well, but I later realized that these failures were actually just due to lack of proper calibration.
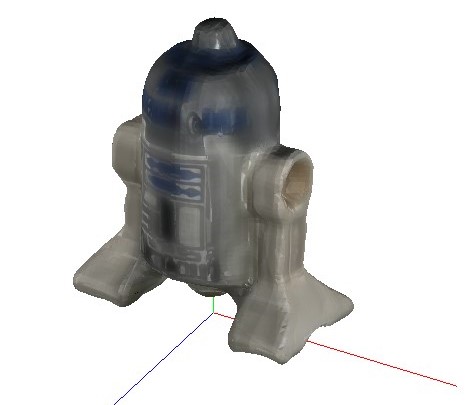
The second object that I tried scanning was a small lego model of R2D2. It started out just as bad as the first one but I did reign it in eventually.

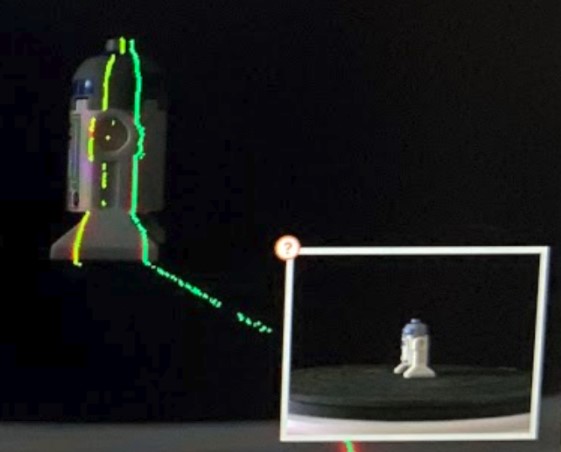
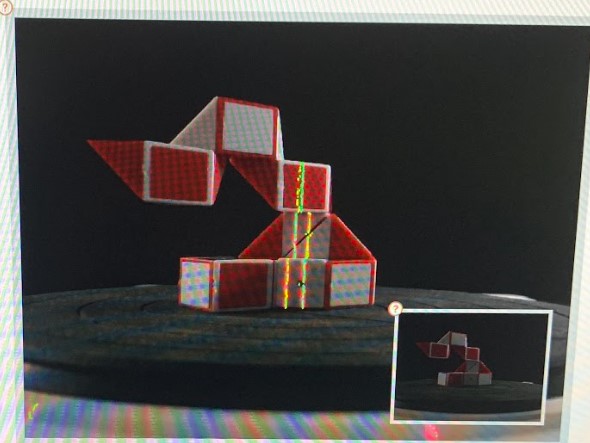
I got the lines focused, then I started the scan again. The beginning scan of this object actually looked promising at first, but it quickly became a failure too.
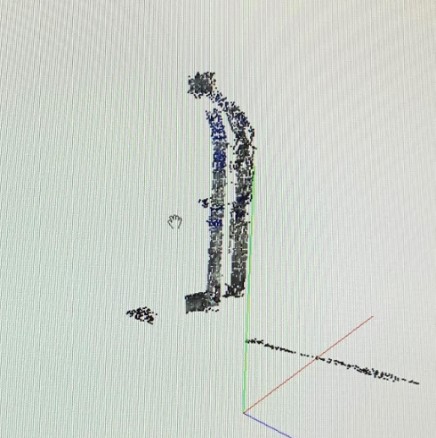

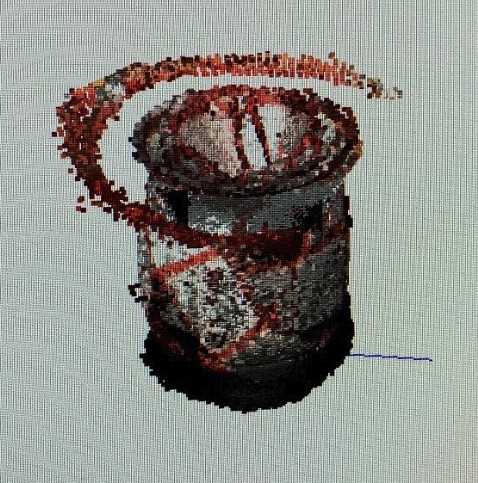
I had to go to another class at this point so I took a break to think about it. I checked a few forums for 3D scanning in between and one of the recurring issues I kept seeing was calibration problems and lighting issues. When I came back after lunch I changed up the position of our scanner so that it was facing the wall to keep any excess light from interfering, and I also re calibrated it multiple times. When I started another scan of my object, it finally actually worked.
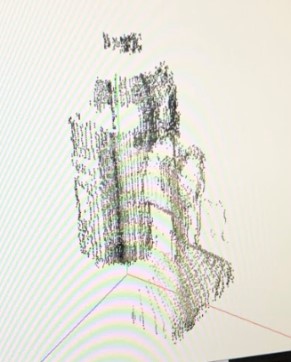
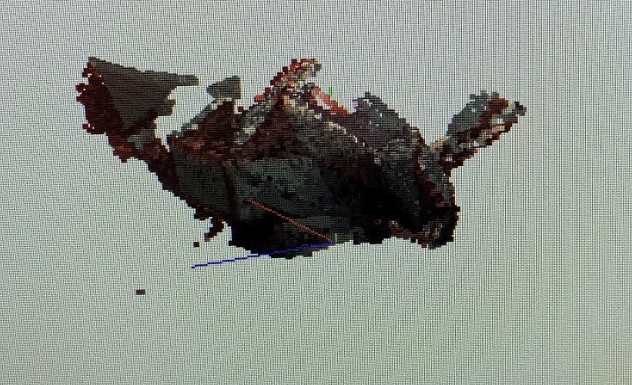
When I saw the correct scan in progress, it finally hit me what was going wrong with all of my other models. If you look closely at the other failed scans, you’ll notice that the green line representing the z axis is always in the middle of this ring of points. In the correct model, though, it’s in the dead center of the scan. I realized that the machine must not have been calibrated correctly before, and that’s why it kept thinking certain areas of the part were farther out on the scanning bed than they actually were, creating this ring of points rather than an accurate model.
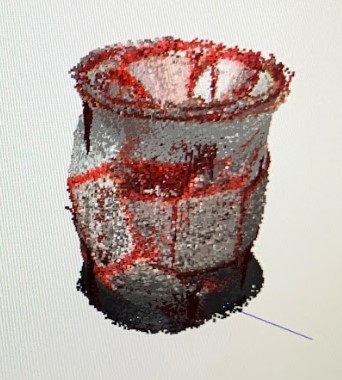
I ran two more scans of my object, one in the same orientation and one of it on its side to get a better view of the top and bottom.
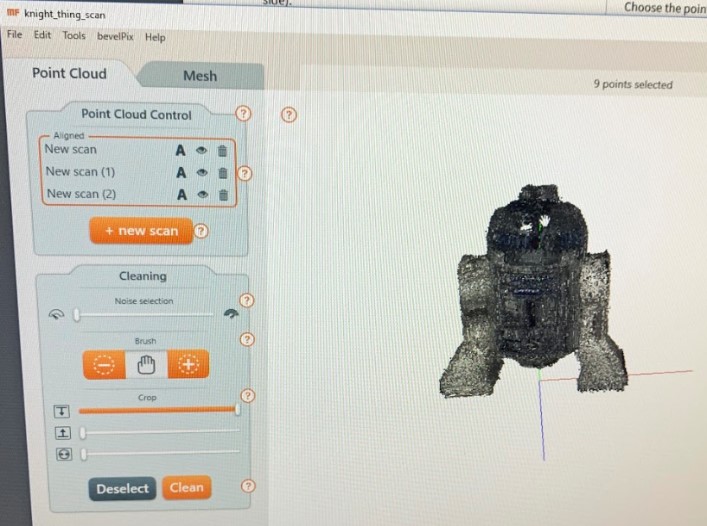
Once the scans were all done, I opened up the point cloud menu to view each scan and clean them up a bit. Oftentimes when you make a 3D scan the camera can pick up some extra points around the model that aren’t supposed to be there, so you have to go in afterwords and select all of the unneeded points for removal. I cleaned up each individual scan, then I aligned all of the separate point clouds into one model to have the clearest result possible.
Once they were aligned, I meshed all of the scans together into one full STL model and applied the gathered texture over it. In the end the scan came out well, and I can now put the 3D scanner into my toolbelt of machines.
Here are all of my files from this week.