| Modela |
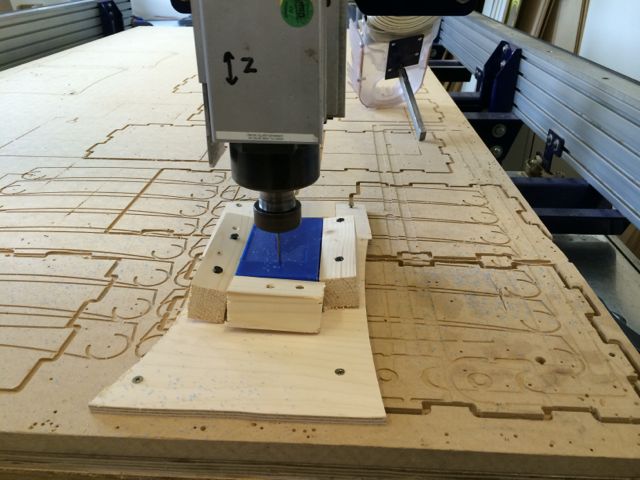
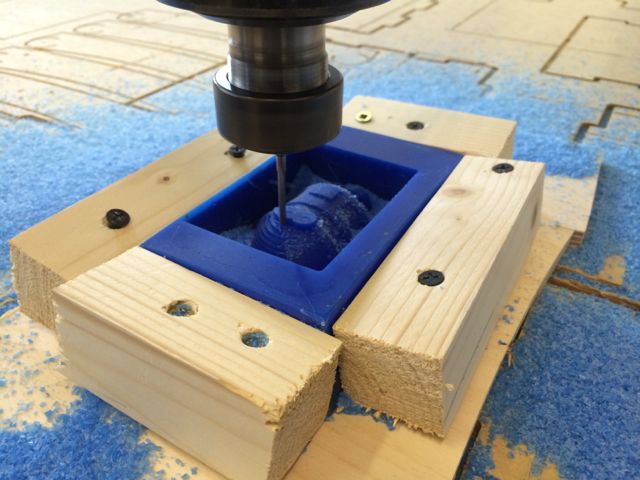
ShopBot |
|
| Pro's |
A selection of very small bits allowing fine
internal features to be cut. High accuracy on small models. |
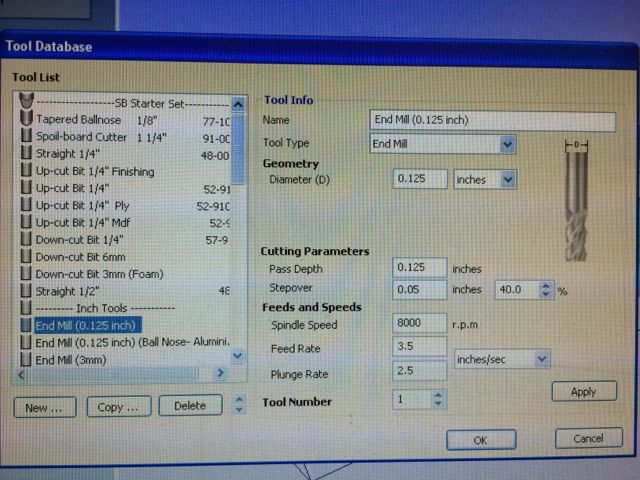
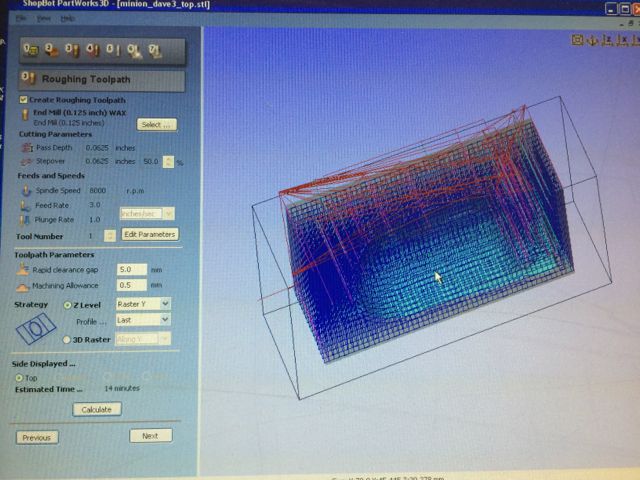
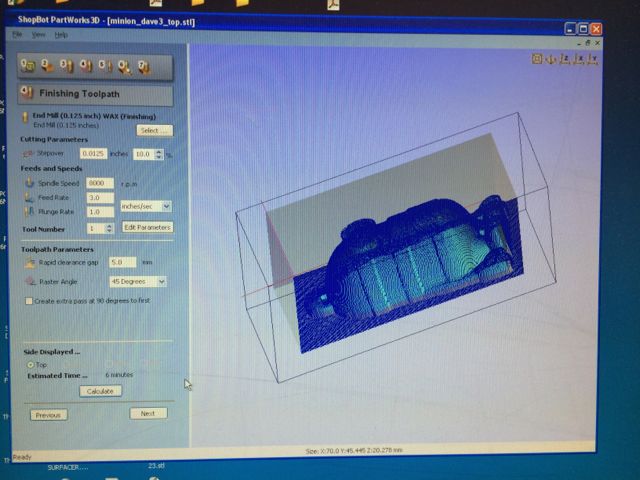
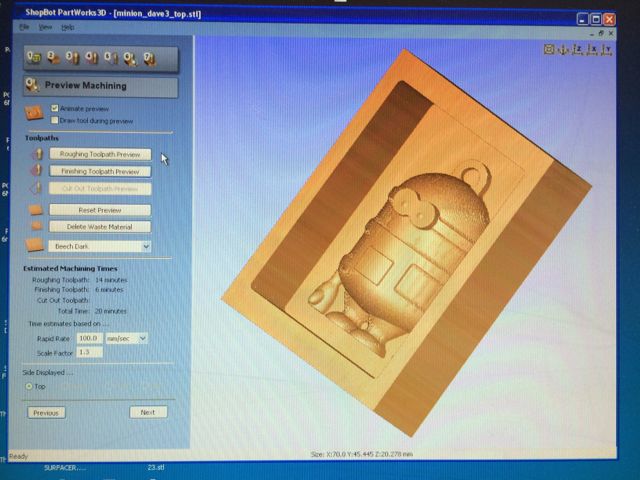
Fast to cut large areas. Standard tools have good clearance. Can machine larger wax blocks. |
| Con's |
Small bits have a poor clearance. Slow to cut large areas. Can only fit smaller blocks of wax onto cutting bed |
Accuracy is good, but not sure it's as good
as the modela. Bits are larger, however apparently modela bits will also work in shopbot. |