Week 4 - Electronics Production - “Smooth & Shiny”#
Assignments & Assessments#
Class Page: http://academy.cba.mit.edu/classes/electronics_production/
Group Assignment: characterize the design rules for your PCB production process
Assessment Page: http://fabacademy.org/2021/docs/assessment/electronics_production.html
- Characterize the design rules for your PCB production process: document feeds, speeds, plunge rate, depth of cut (traces and outline) and tooling.
- document your work (in a group or individually)
Summary#
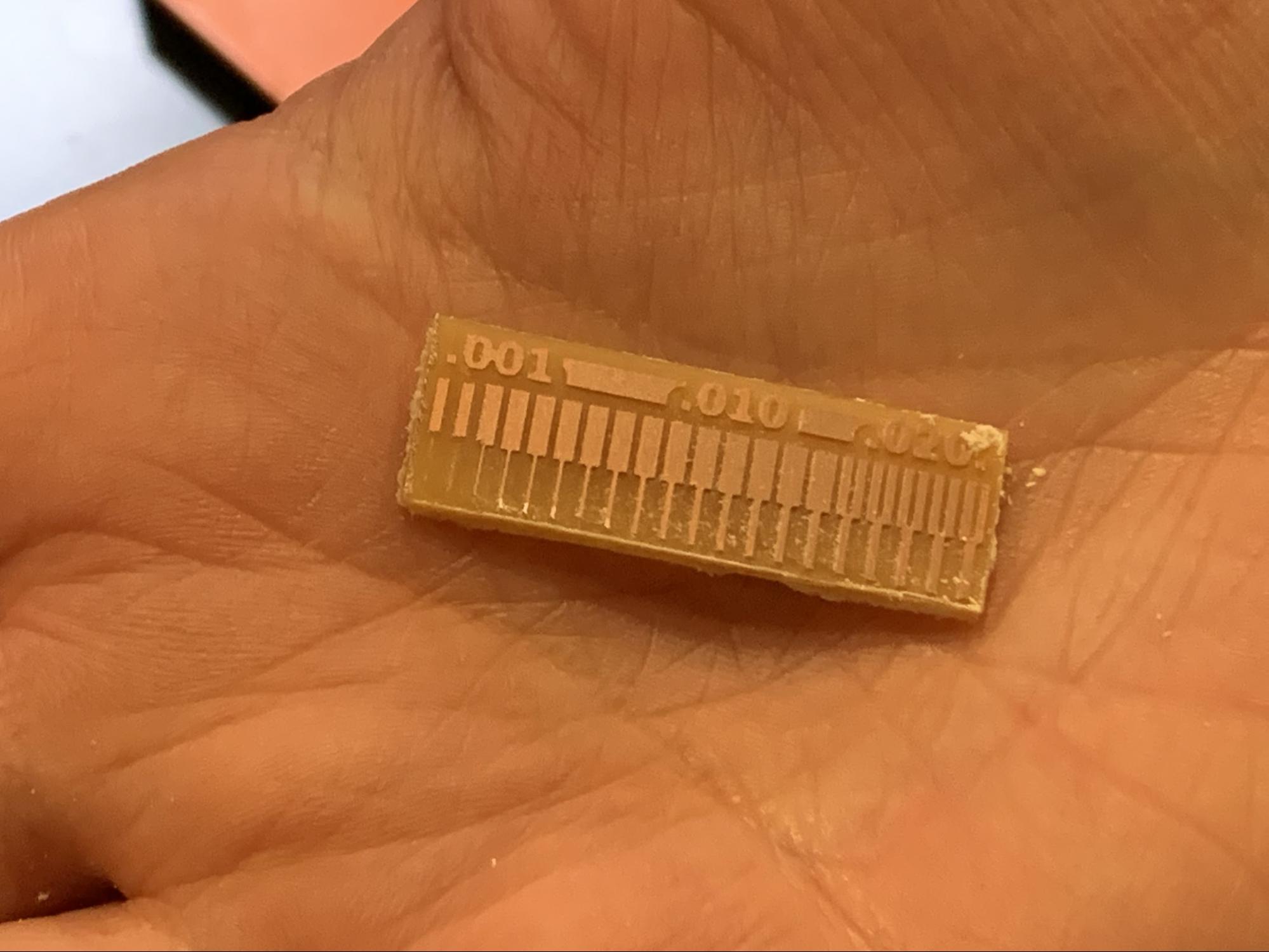
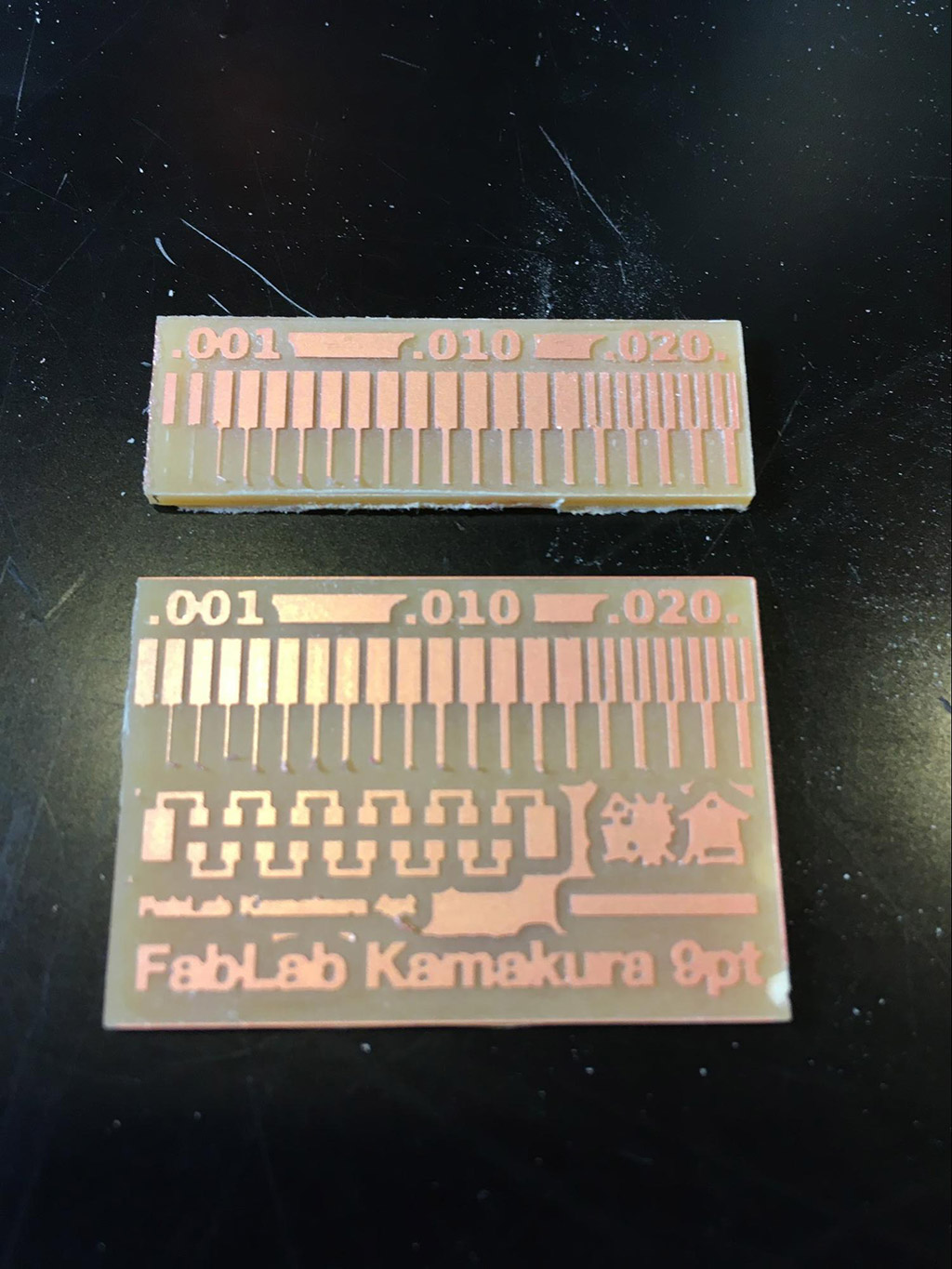
We used mods to convert the test patterns to RML files and then used the FabLab Kamakura’s two Roland SRM-20 machines to mill PCBs. We also designed Kamakura test pattern, exploring the limitations of the machines and milling bits.
Neil’s Line Test Files#
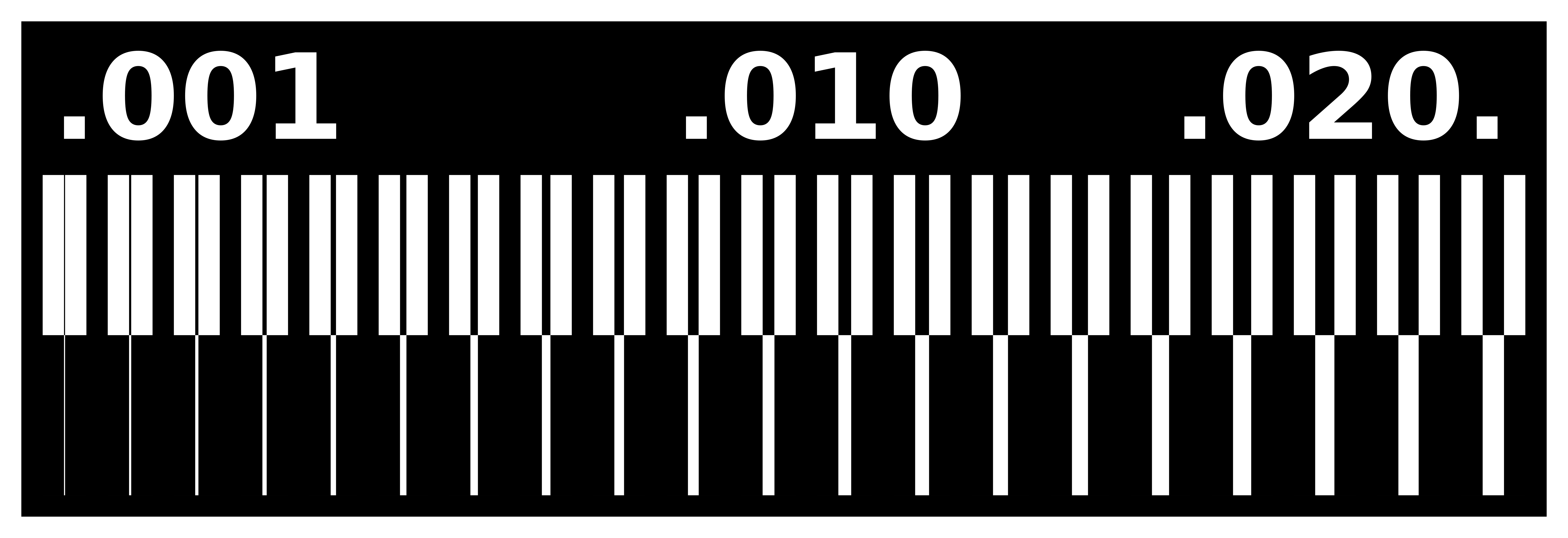
 Neil’s Line Test files
Neil’s Line Test files
Kamakura 2021 Line Test Files#
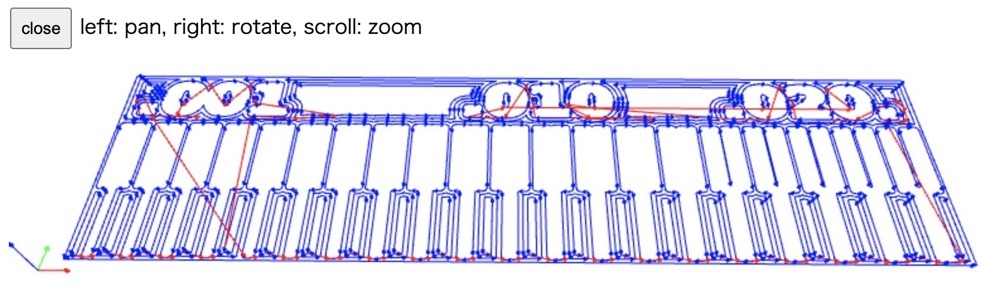
 Kamakura 2021 Line Test files. The files were create in Illustrator and Photoshop, without the use of Circuit Design Software.
Kamakura 2021 Line Test files. The files were create in Illustrator and Photoshop, without the use of Circuit Design Software.
Machines and Specifications#
At FabLab Kamakura we have 2 Roland SRM-20 machines for PCB production. Here are the more interesting specs of the machine:
- Workpiece area: 232 x 156mm
- Software Resolution: 0.01 mm/step (RML-1), 0.001mm/step (NC code)
- Power Consumption: 50W
- Acoustic Noise Level: 45-65dB It was less noisy than expected More official specs.
File Preparation in Mods#
The CBA’s mods environment is used to convert the files and create the toolpaths for milling the PCB. Mods is a very powerful environment, but without guidance it can be challenging to make it do what you want. It’s a node-based programming environment, similar to Max/MSP or PD, but without the differention between a dev-mode and a run-mode, which makes things a bit cluttered. The JS UI is applaudable, but we experienced some UI challenges on MacBooks, where the 2-finger gesture for scrolling is also used for zooming.
Note
Use a mouse with mods, if you can. Using a MacBook Trackpad will be challenging.
We want to do the following:
- Convert the trace and interior PNGs to RML tool paths for the SRM-20.
We will be using a 1/64 inch bit for the traces and a 1/32 inch bit for the interior (or frame). Why is it actually called interior?
Opening Mods#
Go to http://mods.cba.mit.edu
You will be greeted with a nearly empty page, some see it as an empty canvas. PNG to RML.
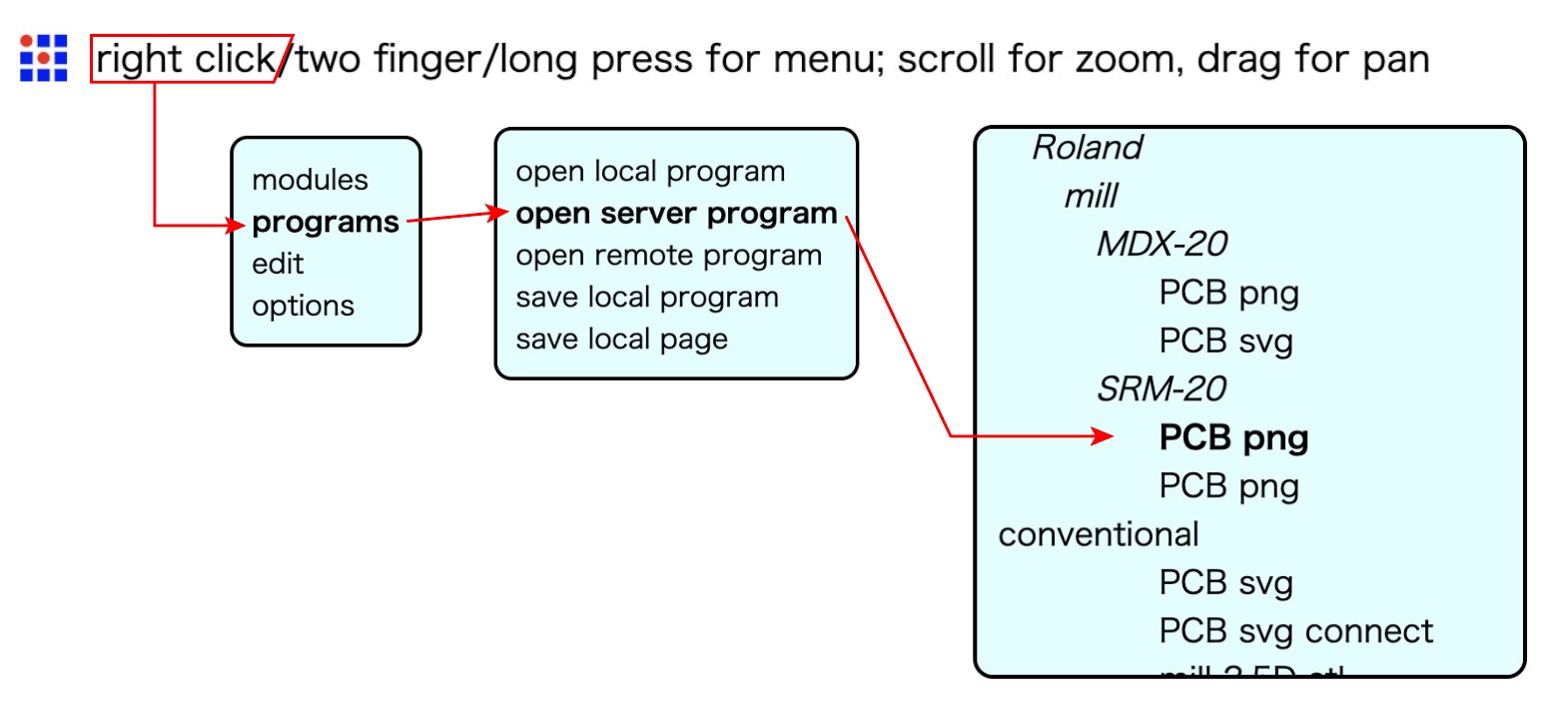
Right click and do:
Programs -> Open Server Program -> machines/Roland/mill/SRM-20/PCB png
Or open: http://mods.cba.mit.edu/?program=programs/machines/Roland/mill/SRM-20/PCB%20png
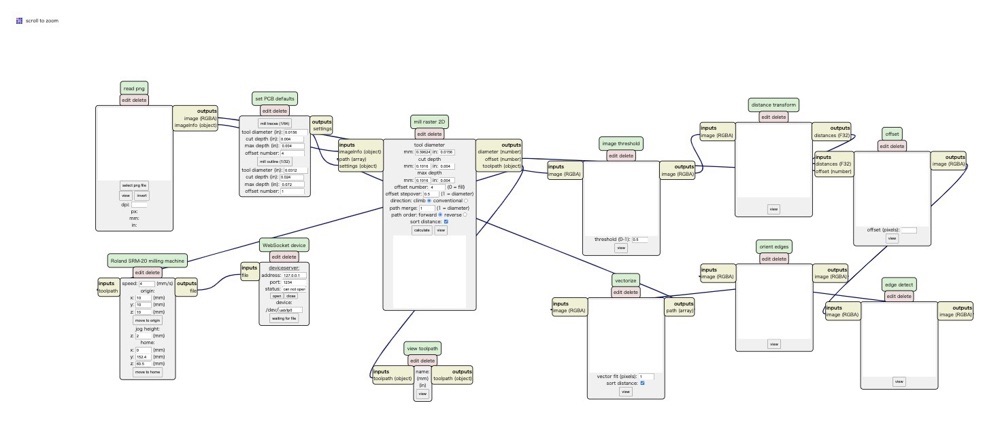
The mods program for the Roland SRM-20 should look something like this:
Loading PNG Files#
In the read png node click select png files to load the PNG file.
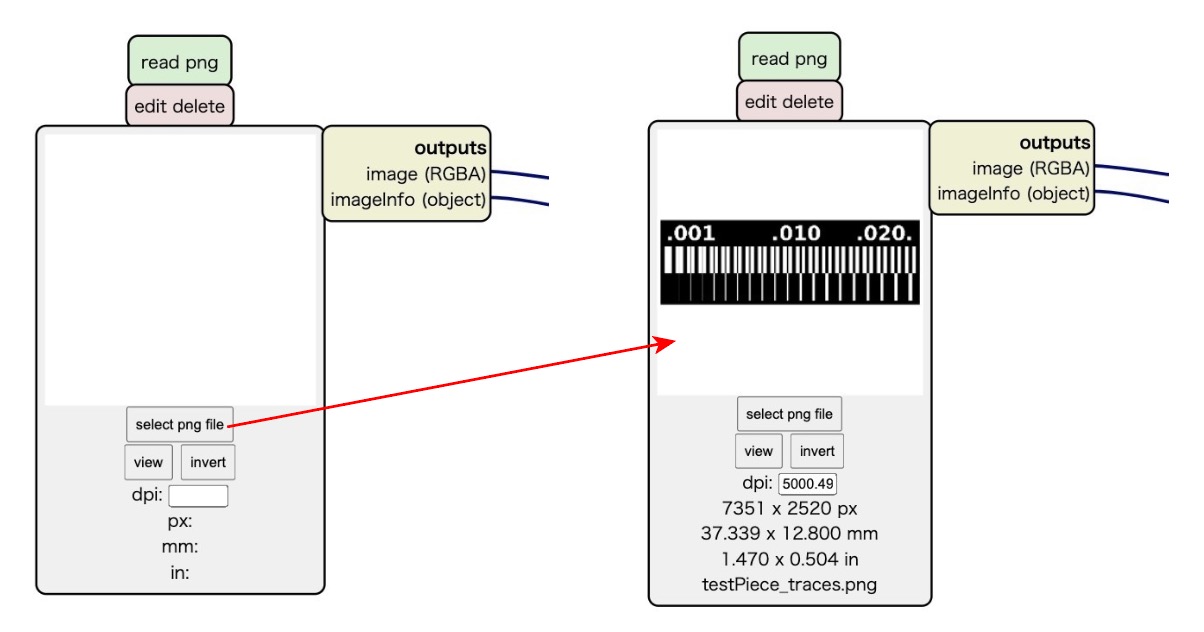
Danger
Check the DPI Settings and the size in mm. If the DPI is set to Screen Resolution (72dpi) it is most likely wrong.
Adding a Save Node to Export the RML File#
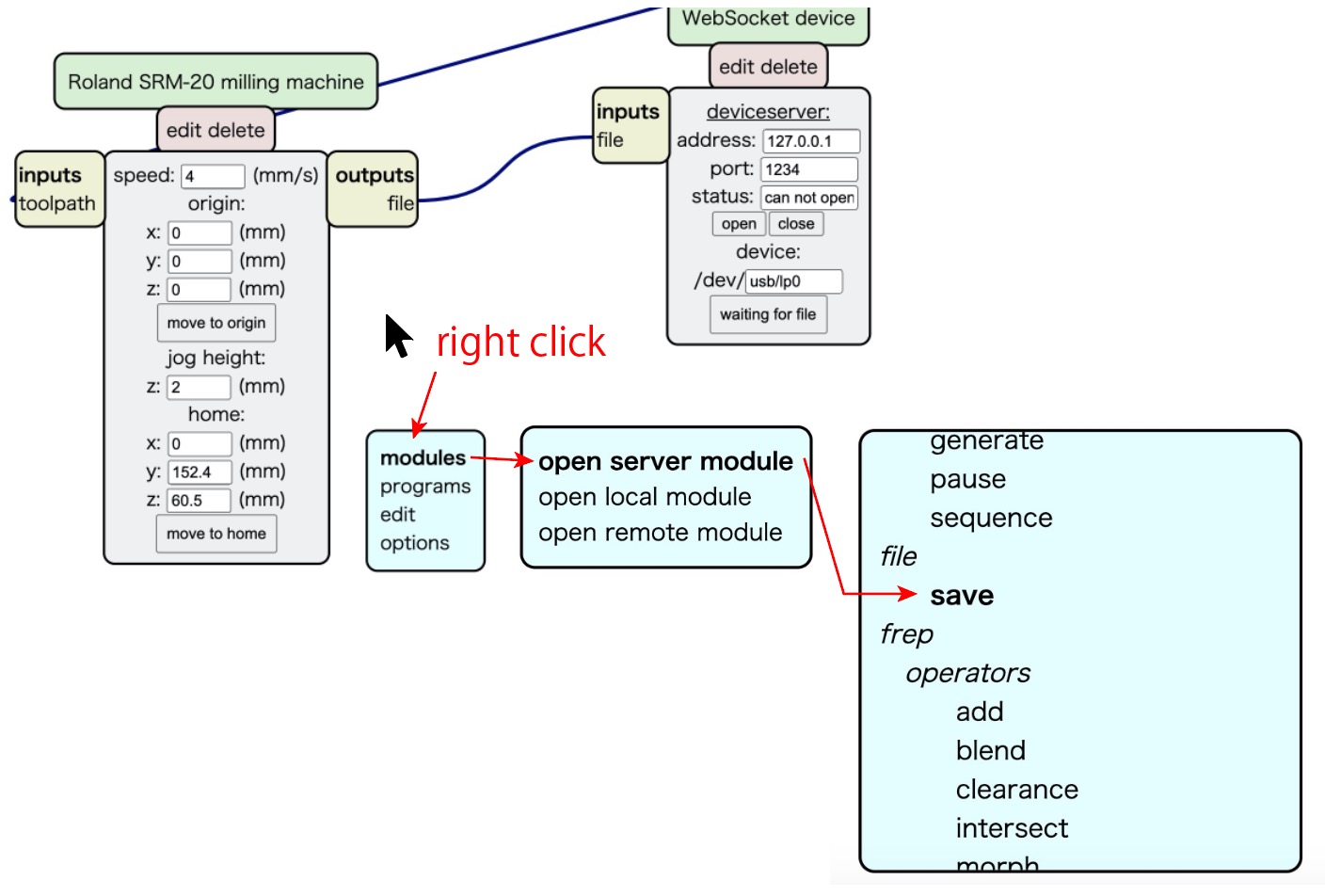
We are not using mods to control the Roland SRM-20, we use it to convert the PNG files into RML tool path files. To export files, we need to add a Save Module.
Right click and do:
Modules -> Open Server Modules -> file/save
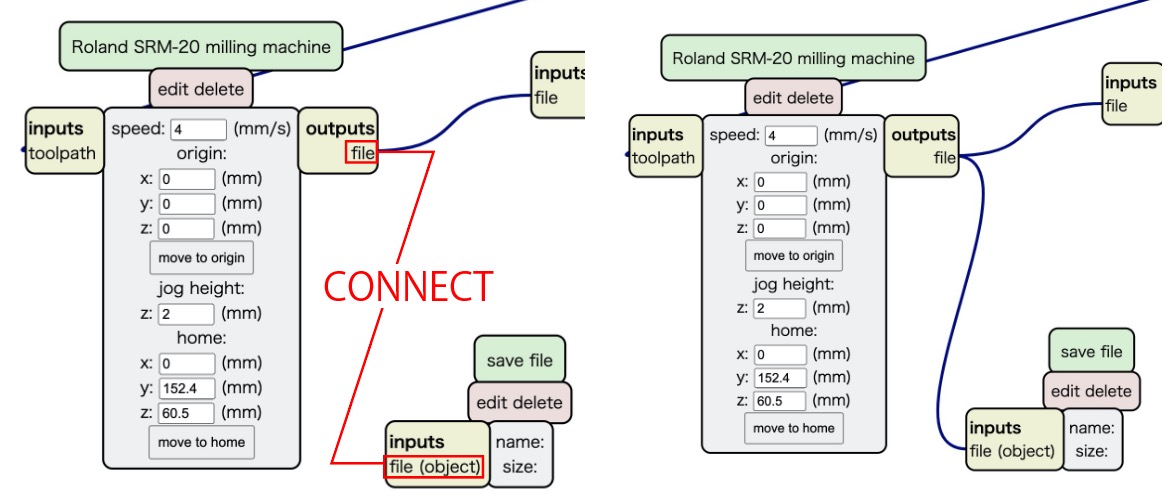
One you have the node on your work area, place it near the Roland node.
Connect the output of the node Roland SRM-20 milling machine to the input of the save file node. A visual connection confirms the link.
Setting up the Roland SRM-20 milling machine#
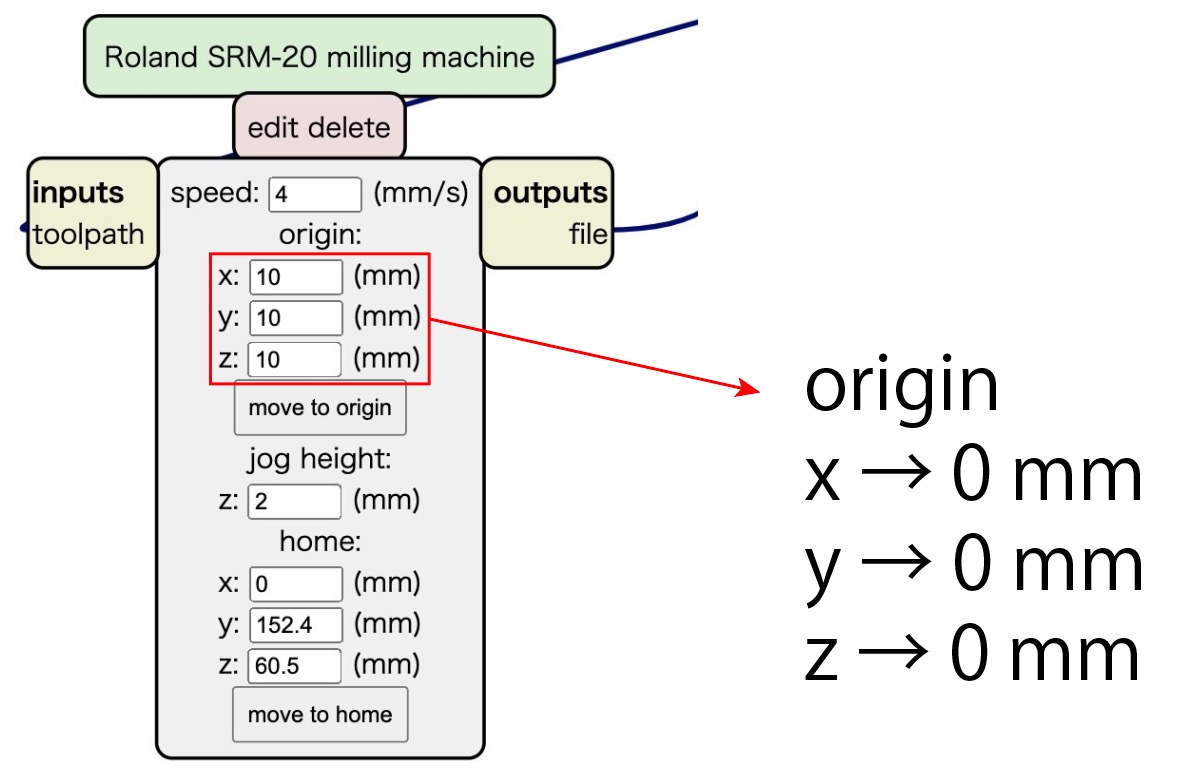
In the Roland SRM-20 milling machine node
- Setting Origin X, Y, Z to 0mm
- Set Jog Height
Jog Height is set to 2mm as default. Jun-san prefers 1mm, Tsuchiyama-san suggests 12mm. Jog Height means the vertical distance of the tip of the milling bit while it moves without cutting.
A lower jog height will make the milling process fasters, as less distance will be travelled.
Question
How much time is saved by setting the jog height to 1mm rather than 12mm. Maybe Jun-san and Tsuchiyama-san can do a race…?
Matching Mill Sizes#
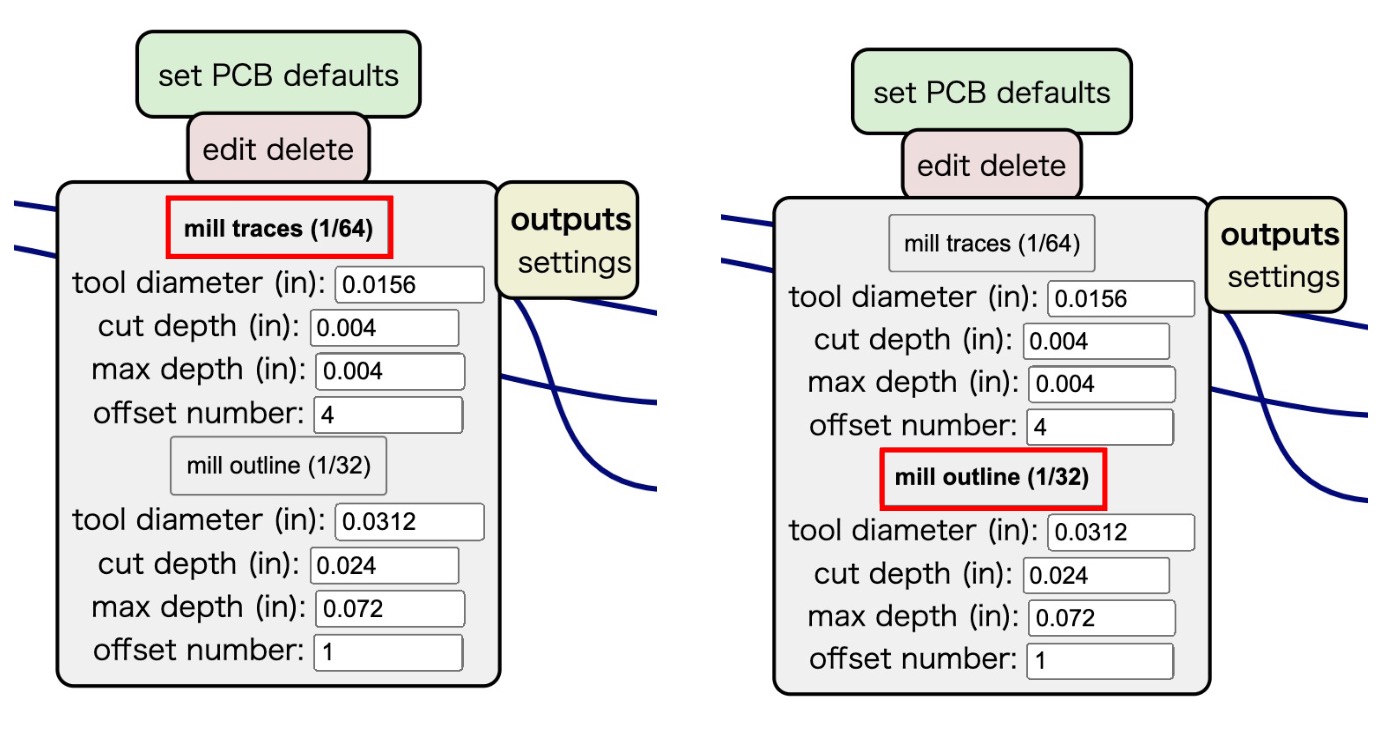
In the set PCB defaults node there are two default settings:
- mill traces (1/64)
- mill outline (1/32) (=”interior”)
Click the corresponding button, depending if you are using the 1/64 or 1/32 bit.
Danger
Double check the Mill bit size, and if you are milling traces or the interior.
Setting the PCB defaults will update the node downstream, updating the parameter accordingly.
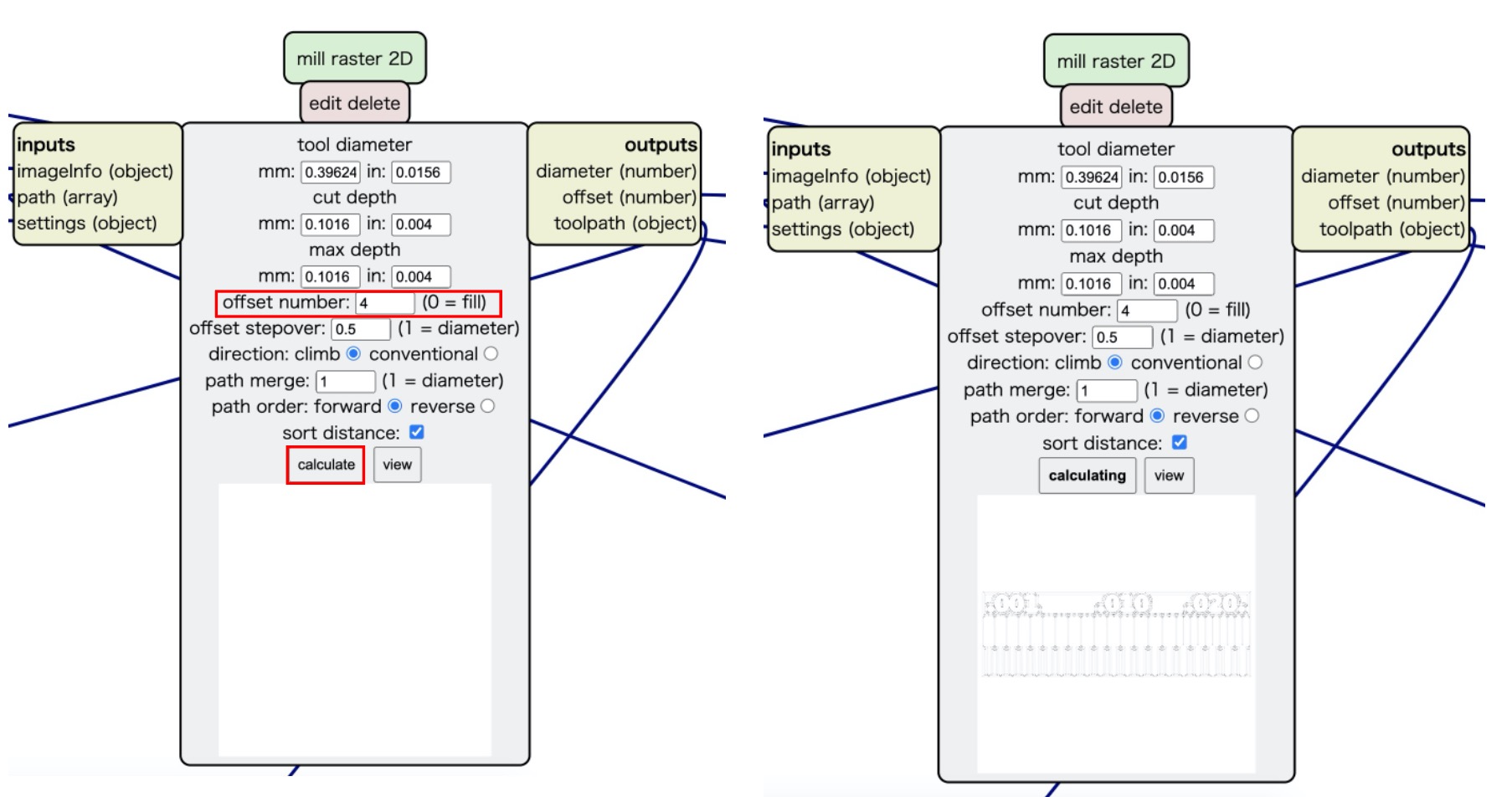
Mill Raster 2D Node#
- offset number and offset stepover specify how much material is removed next to the traces
- offset number = 4, offset stepover = 0.5
To create and save the RML file, click the calculate button in the mill raster 2D node. Within the node, you can also see a preview image of the output file.
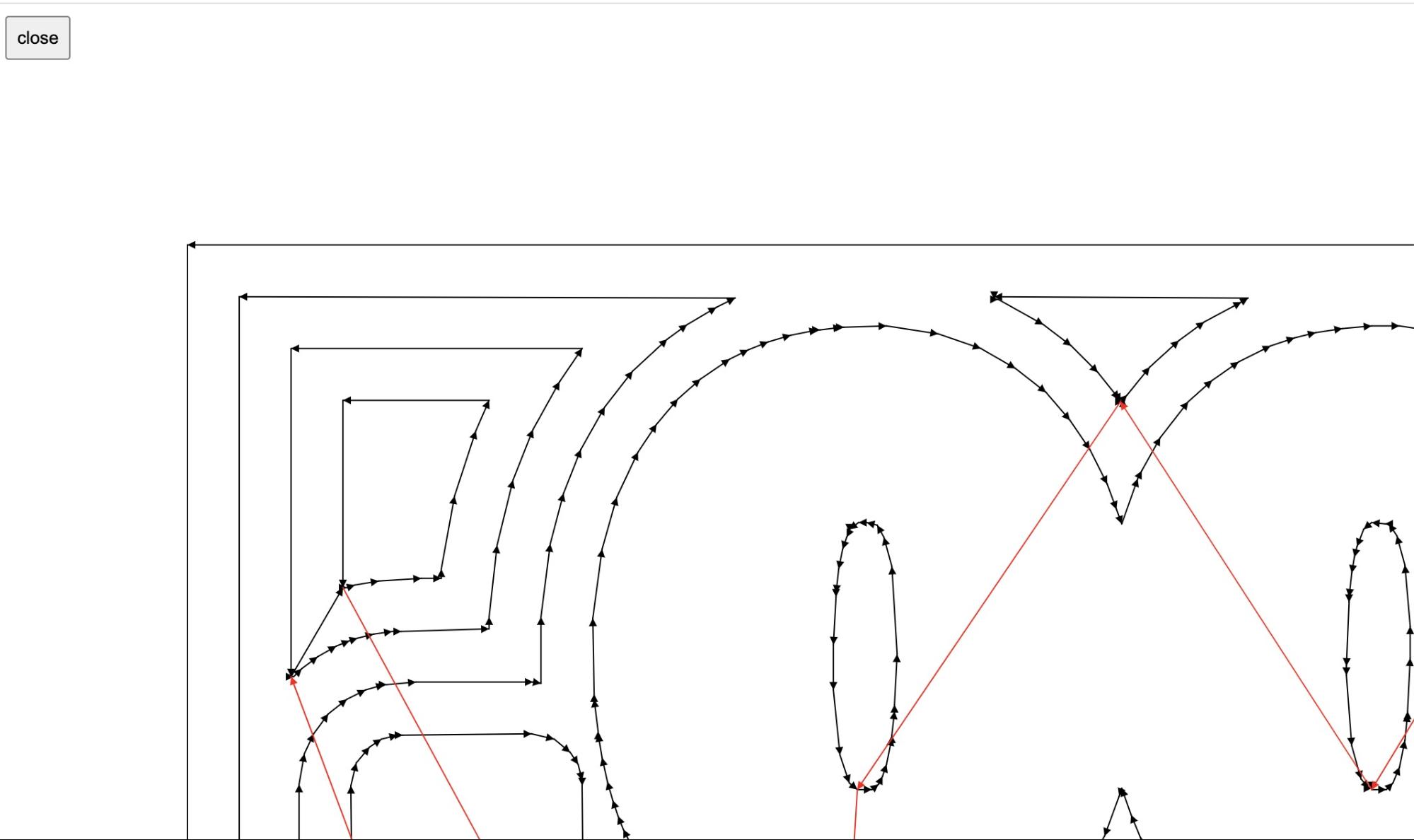
Viewing 2D Tool Path in New Window#
The View button brings you to a new window with the detailed 2D toolpath.
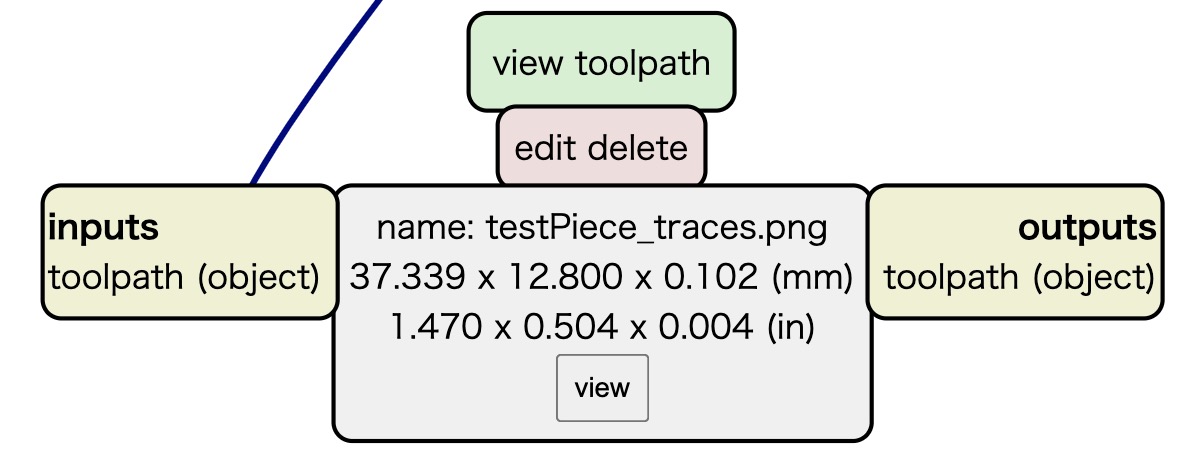
Viewing 3D Tool Path in New Window#
The view button in the view toolpath node allows you to view the toolpath in 3D.
RML Files#
Now we have our two RML files, we are ready for the next step.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Preparing the Roland SMB-20#
Power Switch ON!

Machine Switch ON!

That’s where the bits live!

A single bit. Be careful with the tip. It is sharp - and easy to break.

Roland VPanel#
Showing Hidden Files Extensions#
The Roland Machines have again their own, dedicated Windows Notebooks, Language is set to Japanese. (The FabAcademy in Kamakura also includes free Japanese Lessons! 😁)
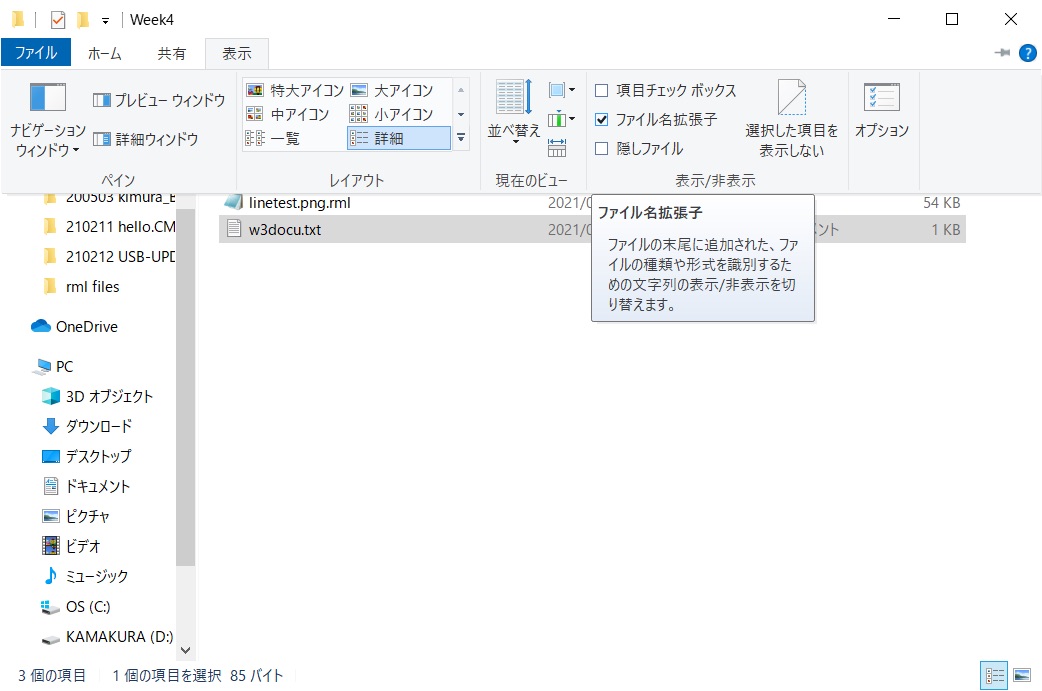
One confusing thing was the fact that Windows likes to hide the extensions of files. Which becomes annoying if you have a file like test.png.rml. The rml extension was hidden, it appeared as test.png, looking like an image.
To rectify this, go to the view settings and click ‘Show Extensions’.
VPanel Overview#

Annotations in English:

Insert Milling Bit, Zeroing Z#

- Z up ca 50mmm
- Fix milling bit with hex wrench
- Carefully lower Z height, first continuous, then step-wise
- Hold milling bit, open holding screw, gently guide it down, so that the milling but touches the PCB surface.
- Fix the screw again
- Press the Zero Z Button
- Raise Z
Zeroing XY#
With the milling clear of the PCB, move with the XY buttons to your desired starting point. Press the Zero XY Button.
Loading a File#
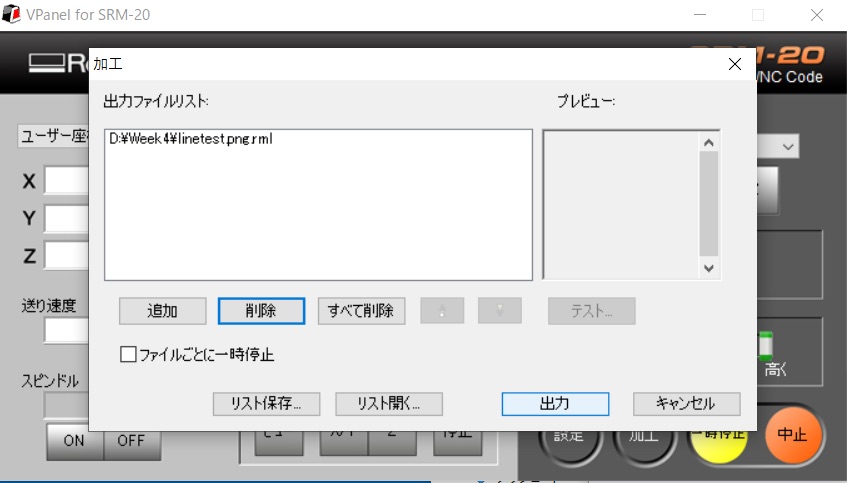
- Press the load File Button, a file explorer window will appear
- Press the left ‘Add’ button (追加, Tsukai) to add files
- The ‘Delete’ (削除, Sakujo) Button removes one file
- The ‘Delete All’ (すべて削除, Subete Sakujo) Button removes all files from the VPanel
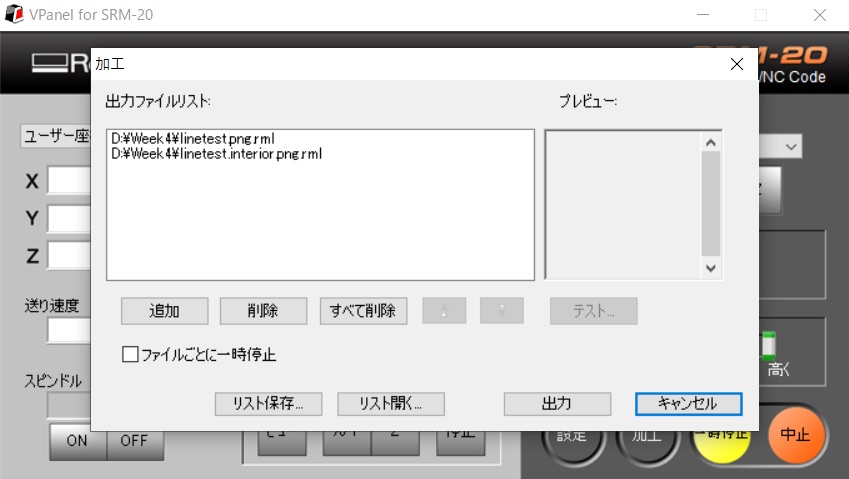
Failure
We learned that the hard way, as we did not remove the traces file when we milled our first test piece, resulting in partially milling the traces of the test pattern also with the 1/32 mill bit.
Tip
Learning Outcome: ALWAYS say “Delete All” (すべて削除) before you add a new file.
Pressing the 出力 (しゅつりょく, Shutsuryoku, Output) Button starts the milling process.
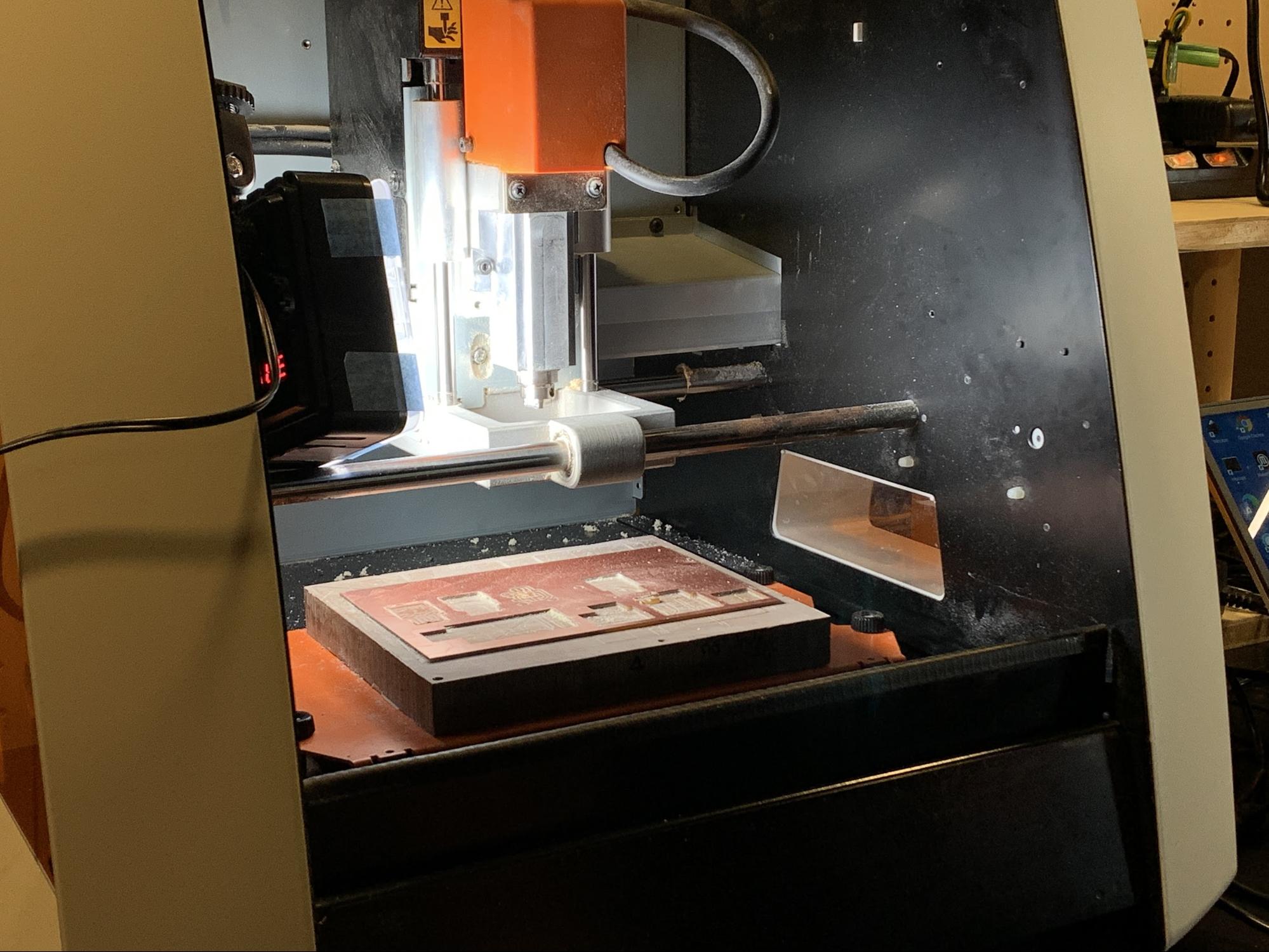
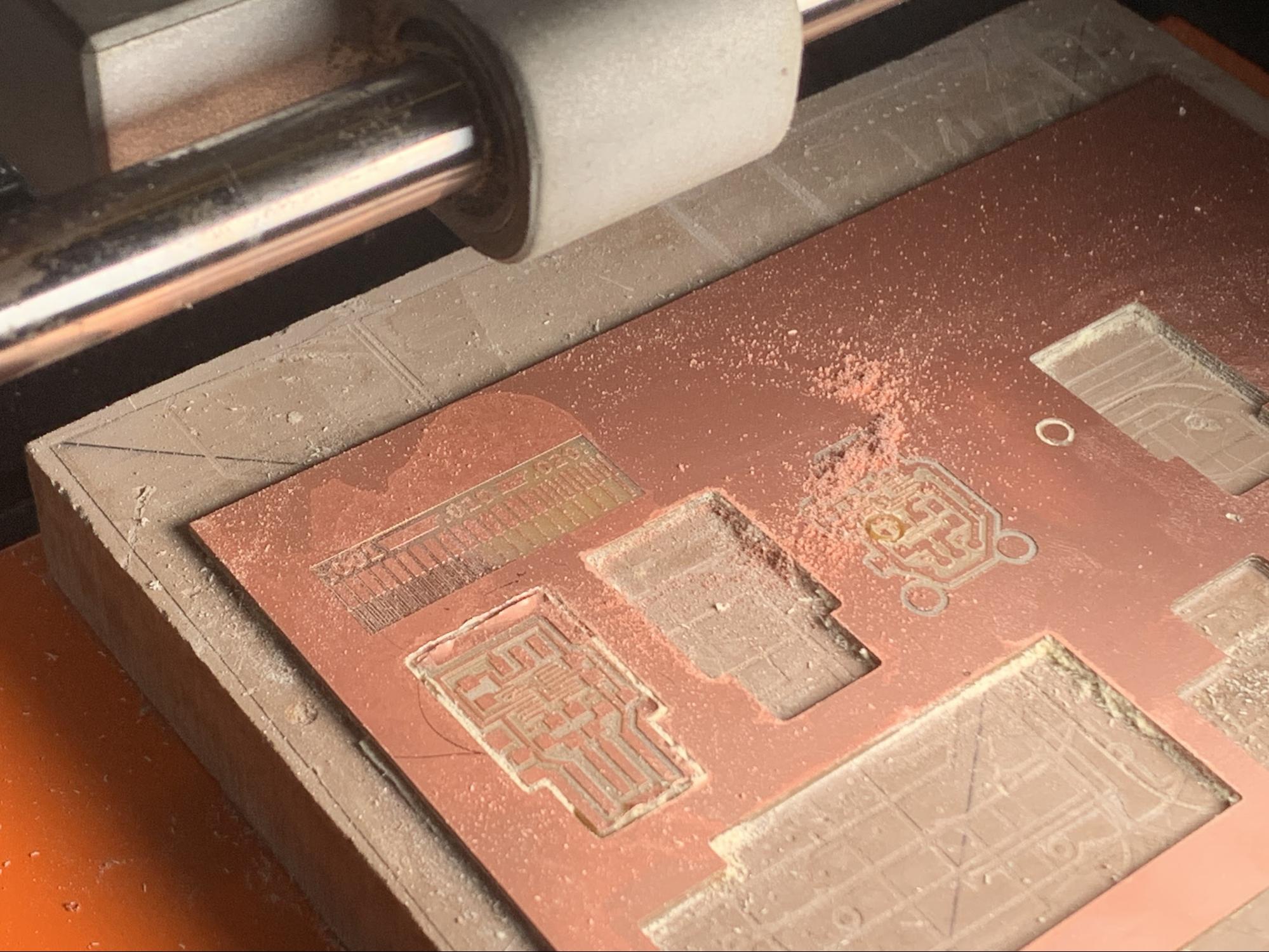
Milling#

Failure
The cutting block was not perfectly level, resulting in a mixture of milled and not-completely milled areas.
After the milling is done, remove the milling block and dust it off. The PCB is still sticking to the milling block with the double-sided tape.
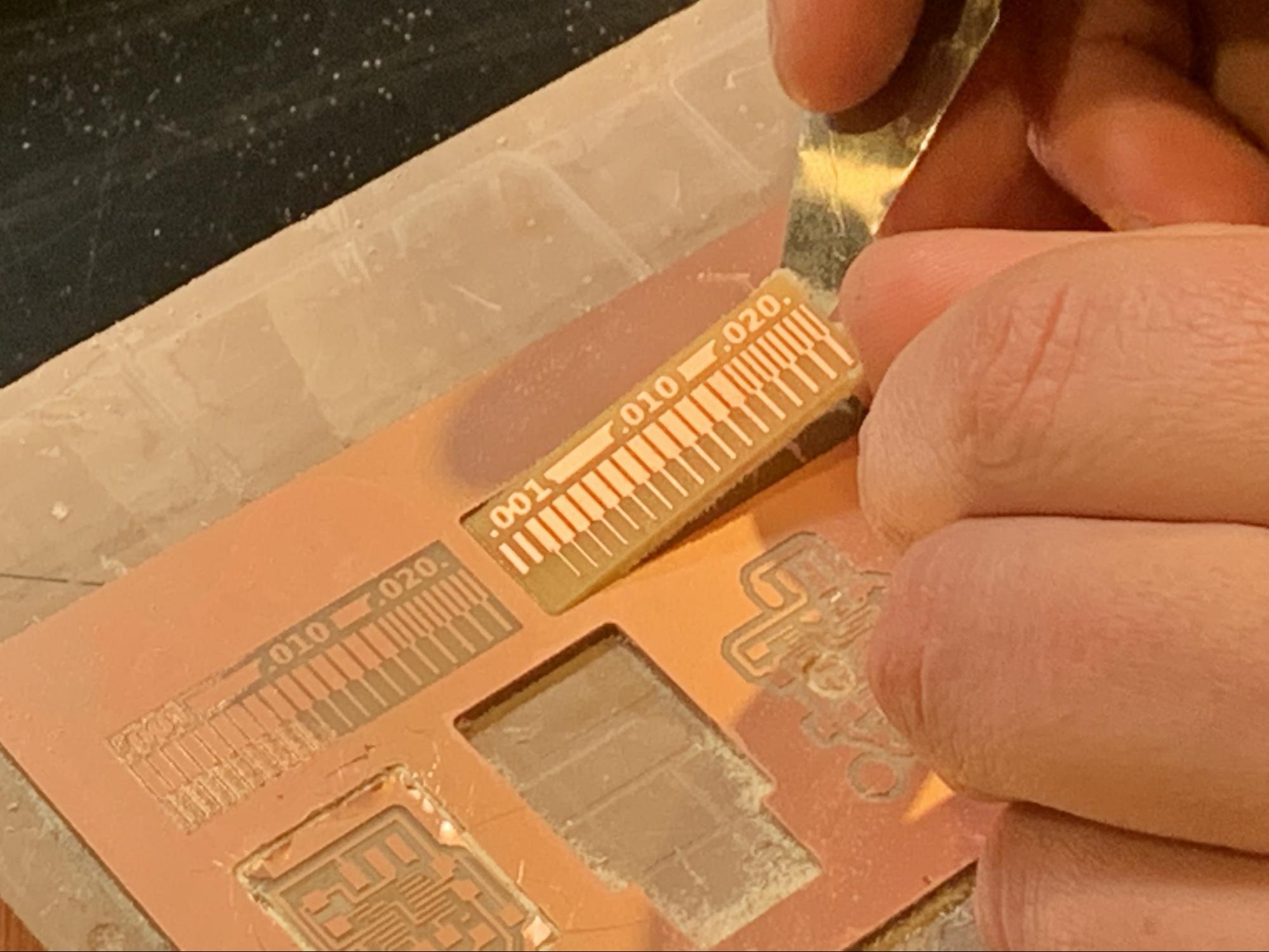
Extracting#
To remove the tape, put solvent into the milled frame, this will remove some of the tape. Carefully use the spatula to lift the PCB.
Danger
Be very careful when using a cutter.

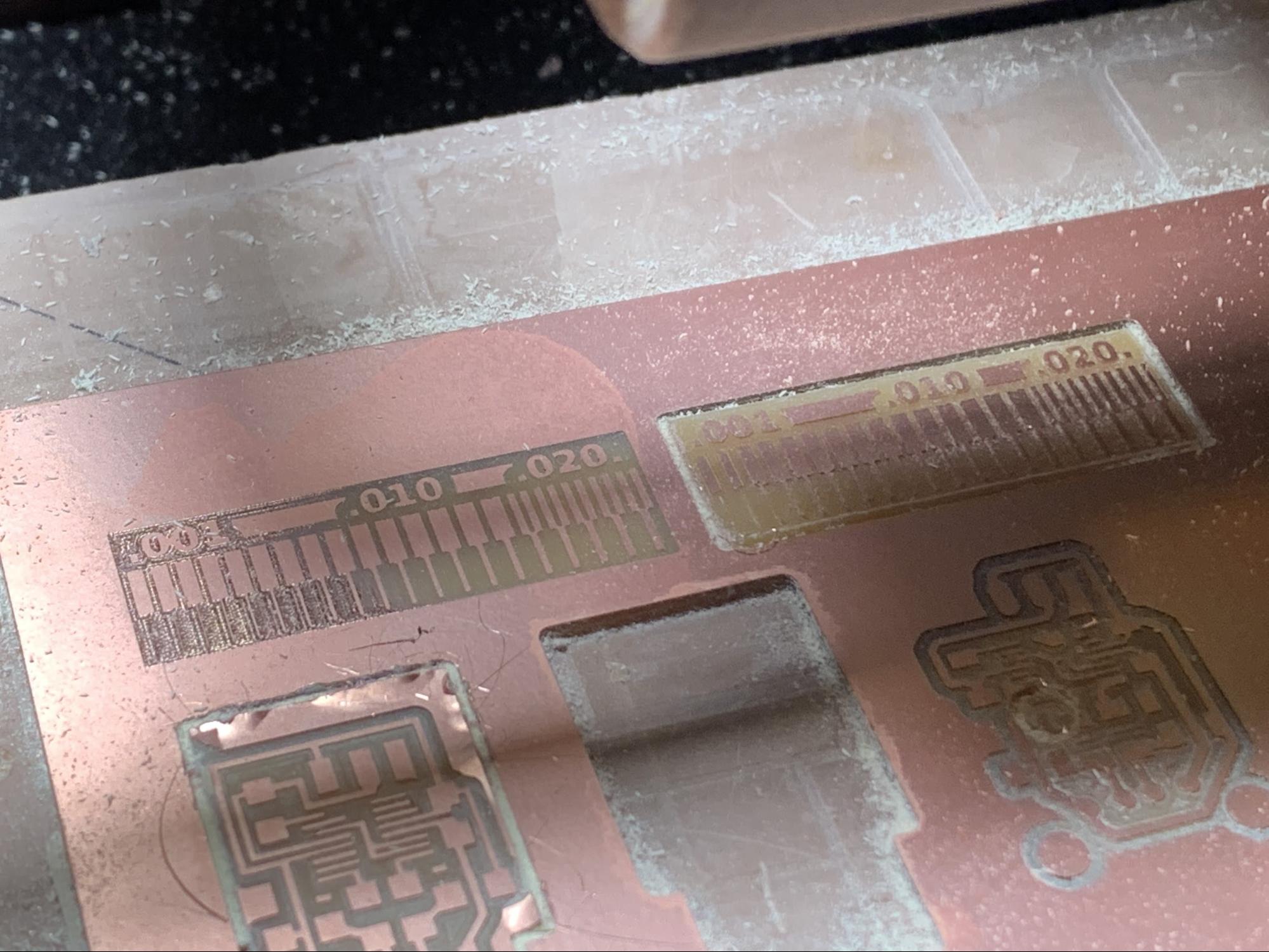
Results#
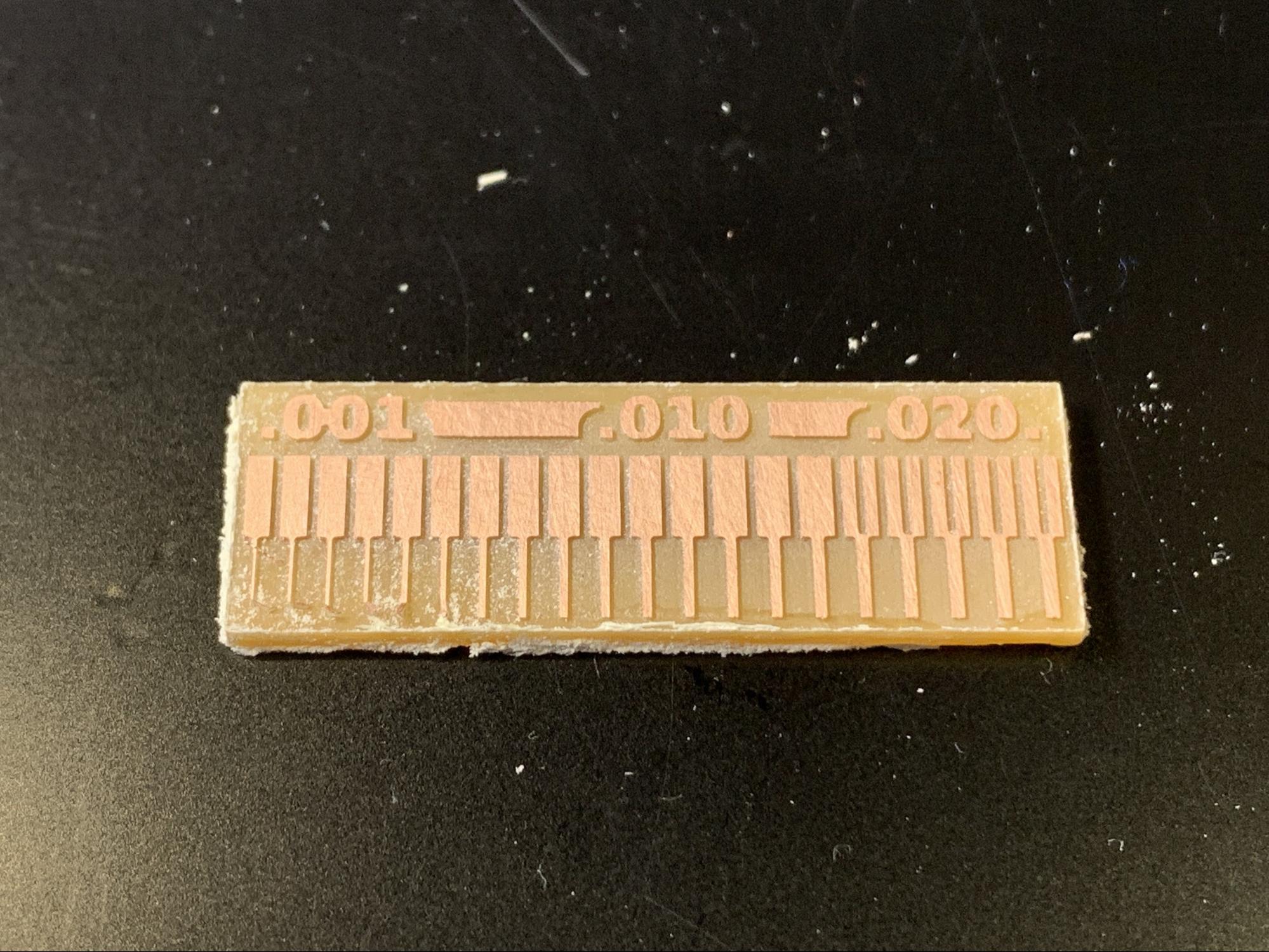
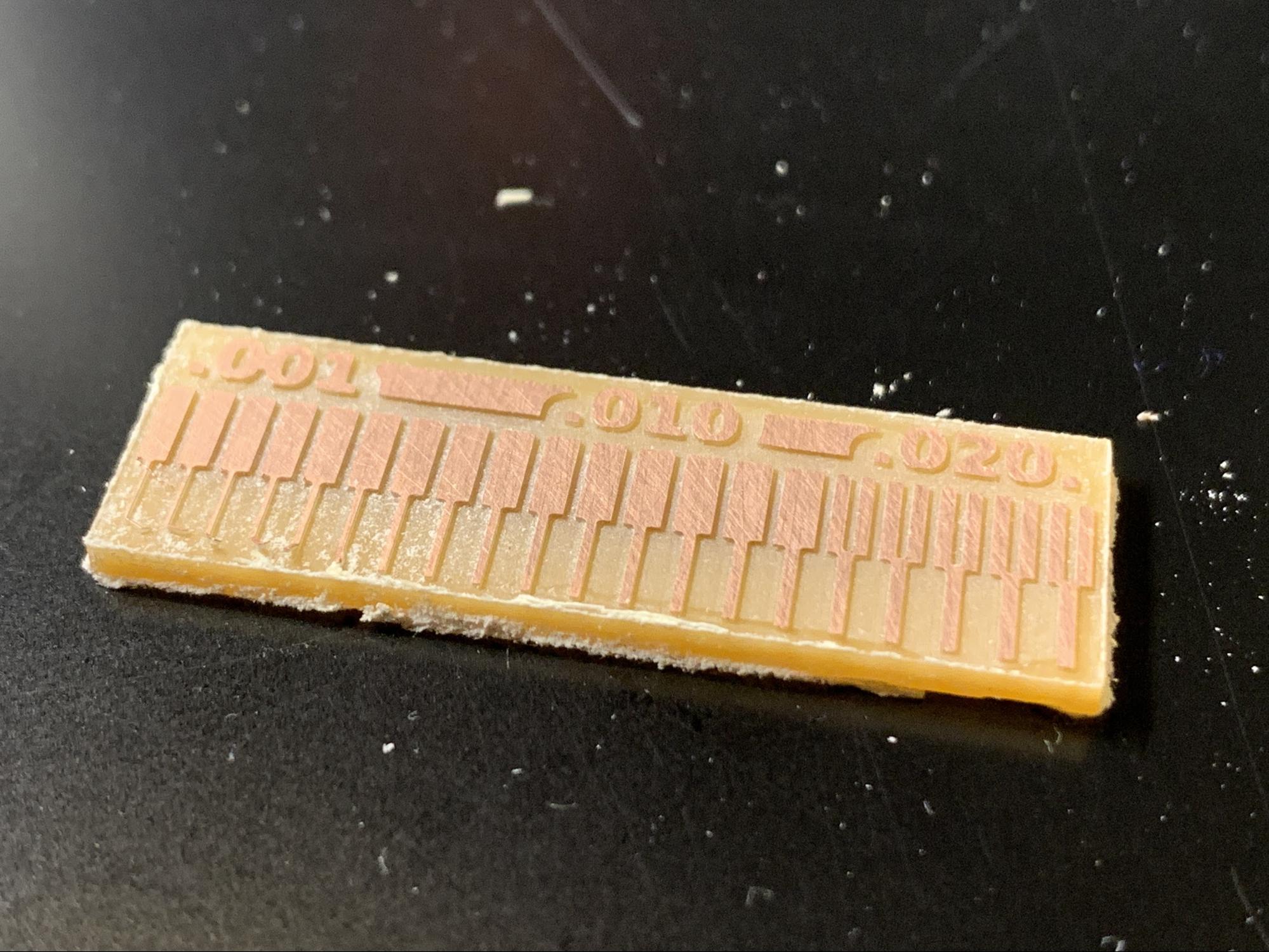
Failure
We wanted to test and mill the test pattern traces with the 1/32. We failed to create a specific RML file for the 1/32 bit, and milled the pattern for the 1/64 with the 1/32 bit.